成型缺陷原因分析
- 格式:docx
- 大小:12.03 KB
- 文档页数:4
塑性成型中缺陷工艺分析----飞边1:锁模力不足时,模板有可能被模穴内的高压撑开,熔胶溢出,产生毛边2:塑料计量过多,过量的熔胶被挤入模穴,模板有可能被模穴内的高压撑开,熔胶溢出,产生毛边。
3:料管温度太高,熔胶太稀,容易渗入模穴各处的间隙,产生毛边4:4.射压过高保压压力太大解决方法1.确认锁模力是否足够。
2.确认计量位置是否正确。
3.降低树脂温度和模具温度。
4.检查射出压力是否适当。
5.调整射速。
6.变更保压压力或转换位置以上问题都解决了,还有飞边(1)钳工研配没到位(2)钳工研合没法到位,因为此分型面处加工时缺肉太多(程序原因,刀具原因,操做者原因及磕碰等等),须烧焊钳工最喜欢ABS等塑料的活PP则反之塑性成型中缺陷工艺分析----翘曲射出时,模具内树脂受到高压而产生内部应力,脱模后,成品两旁出现变形弯曲,薄壳成型的产品容易产生变形。
1 成型品还没有充分冷却时,进行顶出,通过顶针对表面施加压力,所以会造成翘曲或变形。
2 成型品各部冷却速度不均匀时,冷却慢收缩量加大,薄壁部分的原料冷却迅速,粘度提高,引起翘曲。
3 模具冷却水路位置分配不均匀,须变更温度或使用多部模温机调节。
4 模具水路配置较多的模具,最好用模温机分段控制,已过到理想温度。
成型机原料温度低,流动性差,保压高,保压时间长,射出压力高,射出速- 度慢,冷却时间短模具模具温度低,模具上有温差,模具冷却不均匀不充分,脱模不良原料原料的流动性不夠.塑性成型中缺陷工艺分析----粘模模具:1顶出机构不够完善2 抛光不够(脱模方向太粗糙)3 检查模具是否有倒勾和毛刺。
4 检查脱模机构动作先后顺序。
成形:1注射压力太大致使撑模。
2 保压太大致使撑模。
3 料温太高致使塑料变脆。
4 模温太低。
5 射料不足塑性成型中缺陷工艺分析----注塑不满注塑不满的主要原因是计量不够及熔体因冷却或流动性(熔融指数低)的原因。
解决主要是从以下方面着手:材料提高材料的流动性,根据流动比选择适当的熔融指数材料模具1.浇口加大及抛光流道,减小进胶阻力。
注塑缺陷原因分析与解决方案引言概述:注塑工艺是一种常见的塑料成型工艺,但在实际生产中常常会出现一些缺陷,如翘曲、气泡等。
本文将分析注塑缺陷的原因,并提供解决方案。
一、材料选择不当1.1. 材料质量不合格:材料质量是影响注塑成型的关键因素之一。
如果选择的材料质量不合格,如杂质含量过高、熔体流动性不佳等,就容易导致注塑缺陷。
解决方案:选择质量可靠的供应商,进行材料质量检测,确保材料符合要求。
1.2. 材料配比不当:材料的配比不合理也会导致注塑缺陷。
例如,过多的填充剂可能会导致产品强度不足,而过多的添加剂可能会影响材料的流动性。
解决方案:进行材料配比的试验和优化,确保配比合理。
1.3. 材料储存不当:材料在储存过程中容易吸湿,吸湿后的材料会导致注塑过程中产生气泡等缺陷。
解决方案:储存材料时应采取密封防潮的措施,避免材料吸湿。
二、模具设计问题2.1. 模具结构不合理:模具结构不合理是引起注塑缺陷的常见原因之一。
例如,模具中存在死角或过于复杂的结构,会导致材料流动不畅,产生翘曲等缺陷。
解决方案:优化模具结构,确保材料流动畅通。
2.2. 模具温度控制不当:模具温度对注塑成型过程有着重要影响。
如果模具温度不均匀或温度过高,会导致产品表面糊化或变形等缺陷。
解决方案:采用合适的冷却系统,确保模具温度均匀稳定。
2.3. 模具磨损严重:模具长时间使用后会出现磨损,磨损严重的模具会导致产品尺寸不准确或表面粗糙等缺陷。
解决方案:定期检查和维护模具,及时更换磨损严重的模具部件。
三、注塑工艺参数设置不当3.1. 注射压力过高或过低:注射压力是影响注塑成型的关键参数之一。
如果注射压力过高,会导致产品变形或开裂,而注射压力过低则会导致产品表面光洁度不高。
解决方案:根据产品要求和材料特性,合理设置注射压力。
3.2. 注射速度不合理:注射速度对产品的充填和冷却过程有着重要影响。
如果注射速度过快,会导致产品内部产生气泡或短射,而注射速度过慢则会导致产品表面瑕疵。
锻造成形过程中的缺陷及其防止方法一、钢锭的缺陷钢锭有下列主要的缺陷:(1)缩孔和疏松钢锭中缩孔和疏松是不可避免的缺陷,但它们出现的部位可以控制。
钢锭中顶端的保温冒口,造成钢液缓慢冷却和最后凝固的条件,一方面使锭身可以得到冒口中钢液的补缩,另一方面使缩孔和疏松集中于此处,以便锻造时切除。
(2)偏析钢锭中各部分化学成分的不均匀性称为偏析。
偏析分为枝晶偏析和区域偏析两种,前者可以通过锻造以及锻后热处理得到消除,后者只能通过锻造来减轻其影响,使杂质分散,使显微孔隙和疏松焊和。
(3)夹杂不溶于金属基体的非金属化合物称为夹杂。
常见的夹杂如硫化物、氧化物、硅酸盐等。
夹杂使钢锭锻造性能变化,例如当晶界处低熔点夹杂过多时,钢锭锻造时会因热脆而锻裂。
夹杂无法消除,但可以通过适当的锻造工艺加以破碎,或使密集的夹杂分散,可以在一定程度上改善夹杂对锻件质量的影响。
(4)气体钢液中溶解有大量气体,但在凝固过程中不可能完全析出,以不同形式残存在钢锭内部。
例如氧与氮以氧化物、氮化物存在,成为钢锭中夹杂。
氢是钢中危害最大的气体,它会引起“氢脆”,使钢的塑性显著下降;或在大型锻件中造成“白点”,使锻件报废。
(5)穿晶当钢液浇注温度较高,钢锭冷却速度较大时,钢锭中柱状晶会得到充分的发展,在某些情况下甚至整个截面都形成柱状晶粒,这种组织称为穿晶。
在柱状晶交界处(如方钢锭横截面对角线上),常聚集有易熔夹杂,形成“弱面”,锻造时易于沿这些面破裂。
在高合金钢锭中容易遇到这种缺陷。
(6)裂纹由于浇注工艺或钢锭模具设计不当,钢锭表面会产生裂纹。
锻造前应将裂纹消除,否则锻造时由于裂纹的发展导致锻件报废。
(7)溅疤当钢锭用上注法浇注时,钢液冲击钢锭模底而飞溅到钢锭模壁上,这些附着的溅沫最后不能和钢锭凝固成一体,便成溅疤。
溅疤锻造前必须铲除,否则会形成表面夹层。
二、轧制或锻制的钢材中的缺陷轧制或锻制的钢材中往往存在如下缺陷:(1)裂纹和发裂裂纹是由于钢锭缺陷未清除,经过轧制或锻造使之进一步发展造成的。
注塑缺陷原因分析与解决方案一、引言注塑是一种常见的塑料加工方法,广泛应用于各个行业。
然而,在注塑过程中,可能会出现一些缺陷,影响产品的质量和性能。
本文将对注塑缺陷的原因进行分析,并提出相应的解决方案,以帮助企业改进注塑工艺,提高产品质量。
二、注塑缺陷原因分析1. 模具问题模具是注塑过程中的重要因素之一。
模具的设计和制造质量直接影响产品的成型质量。
常见的模具问题包括模具磨损、模具材料选择不当等。
这些问题可能导致产品表面粗糙、尺寸不准确等缺陷。
2. 塑料材料问题塑料材料的选择和质量也会对注塑产品的质量产生影响。
塑料材料的熔体流动性、热稳定性等性能与产品的成型质量密切相关。
如果选择的塑料材料不合适或质量不过关,可能会导致产品出现缺陷,如短斑、气泡等。
3. 注塑工艺参数问题注塑工艺参数的设置对产品的质量起着至关重要的作用。
常见的注塑工艺参数包括注射速度、保压时间、射胶压力等。
如果这些参数设置不当,可能会导致产品出现缺陷,如翘曲、收缩等。
4. 操作人员问题操作人员的技术水平和操作规范也会对注塑产品的质量产生重要影响。
如果操作人员操作不当,可能会导致产品出现缺陷,如烧焦、变形等。
三、注塑缺陷解决方案1. 模具问题解决方案针对模具问题,可以采取以下解决方案:- 定期检查和维护模具,及时修复磨损部位,确保模具的精度和质量。
- 选择合适的模具材料,确保模具的耐磨性和使用寿命。
2. 塑料材料问题解决方案针对塑料材料问题,可以采取以下解决方案:- 选择合适的塑料材料,根据产品的要求选择具有良好流动性和热稳定性的材料。
- 严格控制塑料材料的质量,确保供应商提供的材料符合产品的要求。
3. 注塑工艺参数问题解决方案针对注塑工艺参数问题,可以采取以下解决方案:- 根据产品的要求和塑料材料的性能,合理设置注塑工艺参数,确保产品的成型质量。
- 进行工艺参数的优化和调整,通过试模和实验,找到最佳的注塑工艺参数。
4. 操作人员问题解决方案针对操作人员问题,可以采取以下解决方案:- 加强操作人员的培训和技术水平提升,确保操作人员具备良好的注塑操作技能和操作规范。
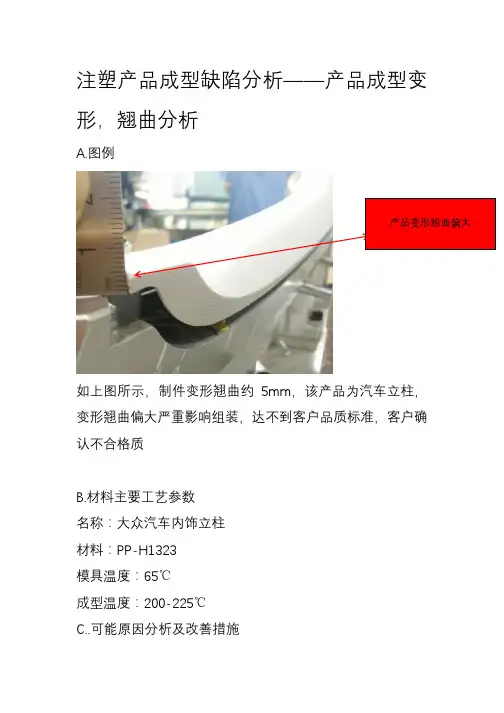
注塑产品成型缺陷分析——产品成型变形,翘曲分析
A.图例
产品变形翘曲偏大
如上图所示,制件变形翘曲约5mm,该产品为汽车立柱,
变形翘曲偏大严重影响组装,达不到客户品质标准,客户确
认不合格质
B.材料主要工艺参数
名称:大众汽车内饰立柱
材料:PP-H1323
模具温度:65℃
成型温度:200-225℃
C..可能原因分析及改善措施
1.模具顶出数量,面积,斜销脱模角度偏大或偏小,导致制件脱模不顺
2.成型工艺条件设定不当,保压偏大或偏小,引起制件残余应力导致制件变形翘曲
3.冷却方法不合适,导致冷却效果不均匀或冷却时间不足时,模具冷却水循环不顺畅,杜塞不通,导致模具温度偏高
D.改善关键控制点.
1.模具冷却水路调整,之前模具前模接模温65℃,且前模两组水路不通畅,将前模模温更改为常温水,控制前模模温偏高导致制件收缩产生的变形
3.成型工艺优化调整,保压压力由之前压力80降低到60.降低保压偏大,导致制件变形产生,产品外观确认合格
3.改善效果:
产品变形改善合格
模具水路不顺畅调整,前模模温调整为常温水,优化成型工
艺后,产品变形翘曲改善,产品变形翘曲检具检测在标准范
围内,客户确认合格!
4.关键点:模具模温是导致此产品变形翘曲主要原因。
注塑缺陷原因分析与解决方案一、背景介绍注塑是一种常见的塑料加工工艺,广泛应用于各个行业。
然而,在注塑过程中,可能会出现一些缺陷,如短射、气泡、翘曲等问题,这些缺陷会直接影响产品的质量和性能。
因此,对注塑缺陷的原因进行分析,并提出相应的解决方案,对于提高产品质量和生产效率具有重要意义。
二、注塑缺陷的常见原因1. 原料质量问题:注塑过程中使用的塑料原料可能存在质量问题,如杂质、颗粒不均匀等,这些问题会导致注塑缺陷的产生。
2. 注塑机参数设置不当:注塑机的温度、压力、速度等参数的设置不当会导致注塑缺陷的产生。
例如,温度过高或过低都会对塑料的熔融和流动性产生影响。
3. 模具设计问题:模具的设计不合理,如出口处设计不良、冷却系统不完善等,会导致注塑缺陷的产生。
4. 注塑工艺操作问题:操作人员对注塑工艺的不熟悉或不规范操作,如注塑时间过长、注射速度过快等,都会引发注塑缺陷。
5. 环境因素:环境温度、湿度等因素也会对注塑缺陷产生影响,例如,湿度过高会导致塑料吸湿,从而产生气泡。
三、注塑缺陷的解决方案1. 优化原料选择:选择质量可靠的原料供应商,确保原料的纯度和均匀性。
进行原料检测,排除存在问题的原料。
2. 调整注塑机参数:根据不同的塑料材料和产品要求,合理设置注塑机的温度、压力、速度等参数,确保塑料材料的熔融和流动性。
3. 优化模具设计:对模具进行优化设计,确保出口处的设计合理,冷却系统完善,避免注塑缺陷的产生。
使用高质量的模具材料,提高模具的耐磨性和使用寿命。
4. 规范操作流程:对操作人员进行培训,提高其对注塑工艺的理解和操作技能。
建立规范的操作流程和记录,及时发现和解决问题。
5. 控制环境因素:保持注塑车间的适宜温湿度,避免环境因素对注塑缺陷的影响。
使用除湿设备,控制湿度在合理范围内。
四、注塑缺陷分析方法1. 观察法:通过对注塑产品外观的观察,发现缺陷的类型和位置,进而分析可能的原因。
2. 断面分析法:通过截取注塑产品的断面,观察其内部结构,分析缺陷产生的原因。
注塑件常见成型缺陷及解决方案注塑件常见成型缺陷及解决方案前言在注塑成型加式过程中,可能由于原材料处理不好、塑件或模具设计不合理、操作工没有掌握合适的工艺操作条件,或者因机械方面的原因,常常使塑件产品短射、凹痕、飞边、困气、开裂、翘曲变形等成型缺陷。
本文针对塑件在成型过程中出现的各种注塑缺陷,主要是:短射,困气,发脆,烧焦,飞边,分层起皮,喷流痕,流痕,雾斑(浇口晕),银纹(水花纹),凹痕,熔接痕,成型周期过长,翘曲变形,分析了问题产生的可能原因,从原材料、塑件或模具设计、成型工艺等各方面,提出解决方案。
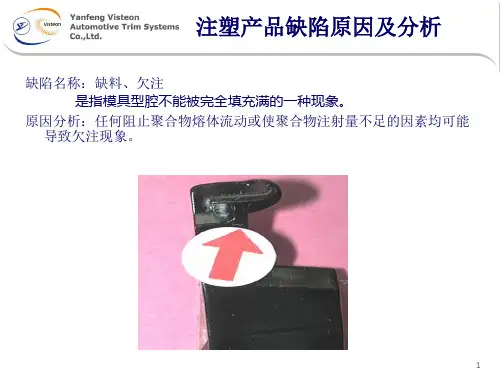
一.短射短射是指模具型腔不能被完全充满的一种现象。
短射形成原因:1、模温、料温或注塑压力和速度过低2、原料塑化不均3、排气不良4、原料流动性不足5、制件太薄或浇口尺寸太小6、聚合物熔体由于结构设计不合理导致过早固化短射解决方案:材料:选用流动性更好的材料模具设计:1、填充薄壁之前先填充厚壁,避免出现滞留现象2、增加浇口数量和流道尺寸,减少流程比及流动阻力3、排气口的位置和尺寸设置适当,避免出现排气不良的现象注塑机:1、检查止逆阀和料筒内壁是否磨损严重2、检查加料口是否有料或是否架桥工艺条件:1、增大注塑压力和注塑速度,增强剪切热2、增大注塑量3、增大料筒温度和模具温度二.困气困气是指空气被困在型腔内而使制件产生气泡。
困气形成原因:它是由于两股熔体前锋交汇时气体无法从分型面、顶杆或排气孔中排出造成的。
困在型腔内气体不能被及时排出,易导致出现表面起泡,制件内部夹气,注塑不满等现象。
困气解决方案:结构设计:减少厚度的不一致,尽量保证壁厚均匀模具设计:1、在最后填充的地方增设排气口2、重新设计浇口和流道系统工艺条件:1、降低最后一级注塑速度.2、增加模温三.发脆塑件发脆是指制件在某些部位出现容易开裂或折断。
发脆原因:1、干燥条件不适合;使用过多回收料2、注塑温度设置不对3、浇口和流道系统设置不恰当4、熔解痕强度不高发脆解决方案:材料:1、注塑前设置适当的干燥条件2、减少使用回收料,增加原生料的比例.3、选用高强度的塑胶.模具设计:增大主流道、分流道和浇口尺寸注塑机:选择设计良好的螺杆,使塑化时温度分配更加均匀工艺条件:1、降低料筒和喷嘴的温度2、降低背压、螺杆转速和注塑速度3、通过增加料温,加大注塑压力,提高熔解痕强度四.烧焦焦痕是指型腔内气体不能及时排走,导致在流动最末断产生烧黑现象。
射出成型之缺陷异常原因分析与对策【射出成型之缺陷異常原因分析与对策】概述成型品原则上都是依据规格/标准和客户的要求制造的,但在实际注塑秤过程中它的变化仍是相当广泛而复杂的;有时当生产进行得很顺利时,会突然产生缩水、变形、裂痕、银纹或其它不良缺陷等。
在注塑时我们需从胶件所产生的缺陷,来准确分析/判断问题点所在,找出解决问题的方法,这是一种专业性的技术及经验的累积。
有时只要变更注塑工艺条件、对模具/机器方面稍做调整与改善或更换所使用的原料,就可以解决问题。
注塑成型中对成型品物性的主要影响因素可从以下四个方面来考虑:A、原料B、注塑机C、注塑模具D、成型条件注塑过程中出现的异常问题很多,主要是“产品质量缺陷”和“注塑生产中特有的异常现象”两大类。
注塑产品常见的质量缺陷有:缺胶、缩水、银纹(料花)、披锋(飞边)、烧焦、气泡(缩孔)、水波纹、喷射纹(蛇纹)、流纹(流痕)、夹水纹、裂纹(龟裂)、顶白、表面无光泽、翘曲变形、黑条、混色、拖花、透明度不足、尺寸偏差、剥离(起皮)、冷料斑、黑点、气纹、色差、盲孔、断柱等……注塑生产中特有的异常现象有:喷嘴流涎(流涕)、漏胶、胶件粘模、水口拉丝、嵌件不良、多胶、断针、堵嘴、顶针位穿孔、模印、压模、塑化噪音、下料不畅、螺杆打滑、开模困难等等。
下面分析各种注塑缺陷及异常现象产生的原因并探讨其解决问题的方法。
A、注塑常见缺陷原因分析及改善方法目錄1、走胶不齐的原因分析及改善对策且 (2)2、缩水(缩痕)的原因分析及改善对策 (3)3、银纹(料花、水花)的原因分析对改善对策 (5)4、披锋(飞边)/烧焦(困气)原因分析及改善对策 (8)5、缩孔(真空泡)的原因分析及改善对策 (9)6、水波纹的原因分析及改善对策 (10)7、喷射纹(蛇纹)/流纹(流痕)的原因分析及改善对策 (11)8、夹水纹(熔接线)的原因分析及改善对策 (12)9、裂纹(龟裂)的原因分析及改善对策 (13)10、顶白或顶爆的原因分析及改善对策 (14)11、成品表面无光泽/胶件翘曲变形的原因分析及改善对策 (15)12、黑条(黑纹)的原因分析及改善对策 (17)13、混色的原因分析及改善对策 (18)14、拖花(拉伤)/透明度不足的原因分析及改善对策 (19)15、尺寸偏差/剥离(起皮)的原因分析及改善对策 (20)16、冷料斑/黑点的原因分析及改善对策 (21)17、气纹(阴影)的原因分析及改善对策 (22)18、色差的原因分析及改善对策 (23)19、强度不足的原因分析及改善对策 (24)20、气泡/金属嵌件不良的原因分析及改善对策 (25)21、盲孔的原因分析及改善对策 (26)22、内应力产生的原因及改善对策 (27)23、表面浮纤产生的原因对改善对策 (28)24、白点产生的原因及改善对策 (29)25、注塑生产特有的异常现象(11种现象) (30)26、其它注塑异常现象(10种情况) (36)一、走胶不齐(缺胶未射滿)provides venture platform, makes many youth round has venture dream, for national solution has important of employment problem. Relevant departments units carefully to discover, cultivate talent. From the perspective of Dongping, contradiction of rapid economic development and personnel shortages. Currently facing the industry transformation and upgrading, and transform and upgrade traditional industries, is the development of new industries such as tourism, logistics, e-commerce, we still lack a large number of capital operation and management of talents, the lack of technological innovation, technology transfer, product research and development, tourism services and other high-level professional and technical personnel. Especially with theIndustry further develops, the demand is growing. We must stand in the global and strategic height, with a high degree of political responsibility and historical mission, counties implement talent strategies as a major and pressing task to seize good, practical human resource development as industrial counties of the country. Departments at all levels must firmly establish the "talent is wealth, talent is competitive, talent is creativity" concept, fully aware of the extreme importance of talent, the real talent working on the agenda, the primary task of the primary resources to support the development of talent. 2 the construction of enterprisers ' as the starting point, and promote the transformation and充填不足是溶融的塑料未完全注满模具成型空间的各个角落之现象。
吹塑成型的缺陷及可能产生原因的分析吹塑成型是一种广泛应用于塑料制品生产的成型工艺。
然而,由于材料、工艺和设备等多个因素的综合影响,吹塑成型过程中可能会出现各种缺陷。
下面将从材料、工艺和设备三个方面进行详细分析。
一、材料因素:1.塑料材料的选择:吹塑成型中常用的材料有聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)等。
不同材料具有不同的物理、化学性质和加工性能,选择不当可能导致成型缺陷。
例如,材料的熔体指数过大或过小都会影响成型质量,过小会导致塑件断面不均匀,过大会影响变形性能。
2.塑料材料的质量:塑料材料的质量也是影响成型质量的重要因素。
杂质、颗粒大小不一、分散性差等都会在成型过程中产生缺陷。
例如,杂质会形成陷坑或黑点,颗粒大小不一会导致产品表面不光滑。
二、工艺因素:1.温度控制:吹塑成型的温度控制是关键,过高或过低的温度都会引起成型缺陷。
温度过高时,材料容易烧焦、气泡增多,而温度过低时,材料难以充分熔化,容易出现断裂。
2.模具设计:模具的设计直接影响成型产品的质量。
模具结构不合理,例如壁厚不均匀、过厚或过薄等,都会导致产品变形、收缩不均匀等问题。
3.气路设计:气路设计合理与否也直接影响产品质量。
气路不合理会造成吹塑过程中的气泡不均匀、爆裂等问题。
4.吹气压力和时间控制:吹气压力和时间的控制也很重要。
压力不足会导致产品表面光洁度不高、变形,而过高的压力可能会造成产品内部空腔不稳定等问题。
三、设备因素:1.吹塑机的性能:吹塑机的性能对成型质量有直接影响。
吹塑机的螺杆直径和长度、熔融温度控制、混合效果等都会对成型缺陷产生影响。
2.模具加热系统:模具加热系统的性能也会影响成型质量。
加热不均匀或温度控制不准确会导致产品壁厚不均匀、收缩不均匀等问题。
以上是吹塑成型缺陷及可能产生原因的分析。
在吹塑生产过程中,要根据具体情况综合考虑以上因素,并采取相应的措施,以避免或减少成型缺陷的出现,提高产品的质量。
注塑产品不良原因分析及解决方案注塑产品不良原因分析与解决方案注塑成型技术在现代制造业中无处不在,从汽车零件到家用电器,甚至医疗器械,都离不开它。
虽然这种技术已相当成熟,但问题依然层出不穷,特别是不良品的出现,真是让人感到头疼。
为了提升产品质量、降低成本、提升客户的满意度,找出问题的根源并提出有效的解决方案,显得尤为重要。
目标与范围本文的目的是要搞清楚注塑产品为何会出现不良现象,并制定具体可行的解决方案,以确保后续生产能够顺利进行。
我们将关注注塑过程中的每一个环节,从原材料的选择、模具设计、工艺流程、设备维护到质量管理,统统包括在内。
现状分析在不少企业里,注塑生产线运转频繁,效率也很高,不过,这并不意味着没有问题。
有一家汽车零部件厂家,过去一年因为不良品损失了足足50万元。
经过初步调查,发现问题主要集中在这几个方面:1. 原材料问题:一些塑料原料质量不稳定,导致成品强度不足或外观缺陷。
2. 模具设计缺陷:模具设计不合理,影响了塑料的流动,最终影响了成型质量。
3. 工艺参数设置不当:如温度、压力和注射速度等参数的控制不严,导致了产品缺陷。
4. 设备老化:一些注塑机老旧,频繁机械故障,生产效率受影响。
5. 人员素质参差不齐:操作工的技术水平参差不齐,导致操作不规范,增加了不良品的发生。
不良原因具体分析原材料问题原材料是注塑的基础,如果原料质量不过关,成品的性能和外观就会大打折扣。
不同批次的原料物性和化学成分可能差异很大,直接影响到成品的强度和韧性。
模具设计缺陷模具设计不合理会导致塑料在流动时出现不均匀现象,比如浇口设计不当可能会造成气泡或空洞,直接影响产品的密度和强度。
工艺参数设置不当每种材料都有其最佳的注塑工艺参数,未能严格遵循这些参数设置,成品就可能出现缺陷。
比如,注射温度过低可能导致塑料未能完全熔化,注射压力不足则可能导致成品填充不完全。
设备老化设备老化和维护不足会导致注塑机性能下降,常见的如注射速度不够、压力不足等,都会直接影响成品质量。
注塑成型缺陷之原因分析及对策注塑成型缺陷之一:料头附近有暗区(Dull areas near sprue)1、表观在料头周围有可辨别的环形—如使用中心式浇口则为中心圆,如使用侧浇口则为同心圆,这是因为环形尺寸小,看上去像黯晕。
这主要是加工高粘性(低流动性)材料时会发生这种现象,如PC、PMMA和ABS等。
物理原因如果注射速度太高,熔料流动速度过快且粘性高,料头附近表层部分材料容易被错位和渗入。
这些错位就会在外层显现出黯晕。
在料头附近,流动速度特别高,然后逐步降低,随着注射速度变为常数,流动体前端扩展为一个逐渐加宽的圆形。
同时在料头附近为获得低的流体前流速度,必须采用多级注射,例如:慢—较快—快。
目的是在整个充模循环种获得均一的熔体前流速度。
通常以为黯晕是在保压阶段熔料错位而产生的。
实际上,前流效应的作用是在保压阶段将熔料移入了制品内部。
与加工参数有关的原因与改良措施见下表:1、流速太高采用多级注射:慢-较快-快2、熔料温度太低增加料筒温度,增加螺杆背压3、模壁温度太低增加模壁温度与设计有关的原因与改良措施见下表:1、浇口与制品成锐角在浇口和制品间成弧形2、浇口直径太小增加浇口直径3、浇口位置错误浇口重新定位注塑成型缺陷之二:锐边料流区有黯区锐边料流区有黯区(Dull areas downstream of edges)1、表观成型后制品表面非常好,直到锐边。
锐边以后表面出现黯区并且粗糙。
物理原因如果注射速度太快,即流速太高,尤其是对高粘性(流动性差)的熔体,表面层容易在斜面和锐边后面发生移位和渗入。
这些移位的外层冷料就表现为黯区和粗糙的表面。
与加工参数有关的原因与改良措施见下表:1、流体前端速度太快采用多级注射:快-慢,在流体前端到达锐边之前降低注射速度与设计有关的原因与改良措施见下表:1、模具内锐角过渡提供光滑过渡注塑成型缺陷之三:表面光泽不均表面光泽不均(Gloss Variations on textured surfaces)1、表观虽然模具具有均一的表面材质,制品表面还是表现为灰黯和光泽不均匀。
成型缺陷原因分析成型缺陷是指在产品成型过程中出现的不符合要求的形状、表面质量或结构性能的问题。
成型缺陷可能导致产品强度不足、漏气、开裂、尺寸不准确等质量问题,严重影响产品的使用寿命和可靠性。
成型缺陷的原因非常复杂,但主要可以归纳为以下几个方面:材料因素、成型工艺因素和模具设计因素。
首先,材料因素是成型缺陷的主要原因之一、材料的选择和配比是影响产品质量的重要因素。
如果原料的质量不合格、粒径分布不均匀或添加剂的浓度过高或过低,都会导致产品成型过程中的缺陷。
例如,如果塑料原料的熔融温度不均匀,会导致不同部位的材料流动性不一致,从而产生缺陷。
此外,一些材料在加工过程中会发生化学反应,产生气泡或产物,进一步影响产品的质量。
其次,成型工艺因素也是造成成型缺陷的重要原因之一、成型工艺包括注塑工艺、挤出工艺、吹塑工艺等。
在注塑过程中,影响产品质量的关键参数有注射压力、注射速度、注射温度、保压时间等。
如果这些参数设置不合理或控制不精确,会导致产品在注射过程中出现缺陷,如短射、毛刺、气泡等。
在挤出工艺中,挤出机的压力、温度和速度等参数的调节也会影响产品质量。
此外,模具的温度、冷却系统的设计以及成型周期的控制也会对产品的成型缺陷产生重要影响。
最后,模具设计因素是影响成型缺陷的另一个关键因素。
模具的设计与成型缺陷密切相关。
首先,模具的几何形状会直接影响产品的成型质量。
如果模具的壁厚分布不均匀、过厚或过薄,都可能导致产品的短射、变形等缺陷。
此外,模具的出模系统设计不合理,如出气孔的设置不当,模具内部的气体无法及时排出,从而在产品成型过程中形成气泡。
此外,模具的尺寸精度和加工工艺也会影响产品的成型质量,如模具表面的粗糙度、模具加工中的偏差等因素都会导致产品的不合格。
除了上述三个主要原因外,还有一些其他因素也可能导致成型缺陷。
例如,操作人员的技术水平和经验、设备的维护状态以及环境因素等都会对成型质量产生一定的影响。
此外,产品设计和工艺优化也是降低成型缺陷的关键措施,通过采用合理的产品设计和工艺参数选择,可以降低成型缺陷的发生概率。
注塑成型品质改善原因分析:未射饱(缺料)1.射出压力不足;2。
保压压力不足;3.射出时间不足;4.加料(储料)不足;5.射料分段位置太小;6。
射出终点位置太小;7.射出速度不够快;8。
射嘴﹑料管温度不够;9.模具温度不够;10.原料烘干温度﹑时间不足;11.注塑周期太快,预热不足;12.原料搅拌不均匀;(背压不足,转速不够) 13。
原料流动性不足;(产品壁太薄)14。
模具排气不足; 15。
模具进料不均匀;16.冷料井设计不合理;17.冷料口太小,方向不合理;18。
模穴內塑胶流向不合理;19.模具冷卻不均匀;20.注塑机油路不精确﹑不够快速;21。
电热系統不稳定,不精确;22.射嘴漏料,有异物卡住;23.料管內壁﹑螺杆磨损,配合不良;毛边(飞边)1.射出压力和压力太大;2.锁模高压不够;3.背压太大;4。
射出和保压时间太长;5。
储料延迟和冷却时间太长;6.停机太长,未射出热料;7。
射出压。
保压速度太快;8。
螺杆转速太快,塑胶剪切,磨擦过热;9。
料管温度太高。
流延;10。
模温太高﹑模腔冷却不均匀;11。
注塑行程调试不合理;12.保压切换点,射出终点太大;13.模具裝配组合不严密;14.合模有异物,调模位置不足;15.锁模机构不平行﹑精确;16.顶针润滑﹑保养不足;17。
滑块﹑斜导柱配合压不到位;18.模腔镶件未压到位,撐出模面;19.进料口设计分布不均匀合理;20。
产品设计导致某处內壁太薄和结尾处太远;21.小镶件组合方式不合理,易发生变形;22。
镶件因生产中磨损﹑变形﹑圆角;23.镶件未设计稳固性﹑未抱合,加固; 24.模腔內排气槽太深;气泡(气疮)1。
射出﹑保压压力不足;2.背压太小﹑原料不够扎实;3.射出速度太快;4.储料速度太快;5。
料管温度太高, 模具温度太低;6.材料烘干温度﹑时间不足;7.射退太多;8。
注塑周期太长;(预热时间增加) 9。
加料位置不足,射出终点太小; 10.前﹑后松退位置太长;11.机器油压不稳定;12.料管﹑螺杆压缩比不够;13。
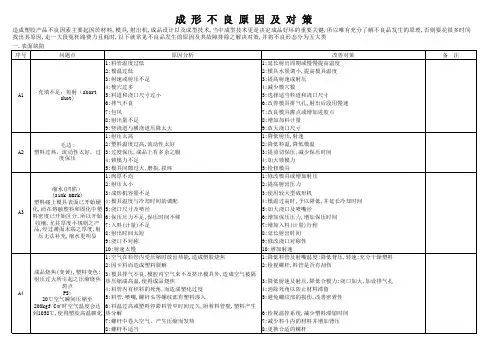
成型缺陷原因分析
2:加料量不够 3:注塑压力太低
4 :料温太低使塑料容体不好
5:注射速度太低
6 :注塑机喷嘴有异物
毛边 1:注塑压力太低
2:锁模力太低
3:加料量过大
4 :料温过高
5:保压时间太长
缩水
1:注塑压力太低
2:保压时间太短
3:注塑时间太短
4:加料量不够
5:料温偏高
1 :充填不足原因 2:毛边
A :模具分型面配合不良 3 :喷痕
制品缺陷
注塑机及成型条件
填充不足(缺胶)
1:注塑机注塑能力不够
模具(原料)问题
1:浇口不平衡(一模多腔)
2 :模具温度太低
3:排气不良
4:流道浇口太小
5 :流道,浇口有异物阻塞
6 :塑料原料的流动性不好 1 :模具配合面不严
2 :成型期间塑胶原料黏度太低
A :计量不足
B 止逆阀故障 1 :模具温度偏高或不均
2:浇口偏小
3 :浇道过窄小,产生较大阻力
4 :制品壁过厚或不均
5:塑料原料收缩率太大
成型常见缺陷解答
C 漏胶
D 射嘴堵塞
B :射出速度太快,压力过大
C 机台锁模力不足
C 模具进胶口设计不当
A模具表面温度太低
4结合线
A模具表面温度太低B射出速度太慢C模具排气不良
5料花
A材料含水量过高B料桶内原料结块单边下料C原料在料管滞留时间过长产生热分解
6烧焦原因
A射速太快B模具排气不良C模具进胶口设计不当
7剥离
A两种原料物性不一样,混合在一起造成。
8应力痕
A模具进胶口设计不当B射出速度慢,压力大
9黑点
A料管内塑胶之炭化物B非塑胶之杂质
10色纹
A不同色号之原料B原料滞留料管时间过久C模腔油污
11拉丝
A模具进胶口直径过大B射嘴温度太高C背压过高,松退太短
12顶白
A局部射出压力过大B肋骨处侧壁粗糙C脱模斜度不足
13粘模
A顶针分布不均B肋骨处侧壁粗糙C脱模斜度不足
14变形
A公模与母模温差过大B成品表面压力分布不均C模具进胶口设计不当D压力积中,分布不均产生应力残留
15气泡
A射出压力不足B模具进胶口设计不当C保持压力时间不足
16段差
A模具分型面配合不良B滑块分型面配合不良
常用塑料原料识别方法
名称英文燃烧情况燃烧火焰状态离火后情况气味
聚丙烯PP容易熔融滴落,上黄下蓝
烟少
继续燃烧
石油味
聚乙烯PE容易熔融滴落,上黄下蓝继续燃烧石蜡燃烧气味
聚氯乙烯PVC
难
软化
上黄下绿有烟离火熄灭刺激性酸味B射出速度太快
聚甲醛POM
容易
熔融滴落
上黄下蓝,无烟继续燃烧强烈刺激甲醛味
聚苯乙烯PS容易软化起泡橙黄色,浓黑烟,炭末
继续燃烧表面油性光
亮
特殊乙烯气味尼龙PA慢熔融滴落,
起泡
慢慢熄灭
特殊羊毛,指甲气味
聚甲基丙烯酸甲
酯
PMMA容易熔化起泡,浅蓝色,质白,无烟继续燃烧强烈花果臭味,腐烂蔬菜味
聚碳酸酯PC 容易,软化
有小量黑烟离火熄灭熄火后有花果臭味起泡
聚四氟乙烯PTFE不燃烧在烈火中分解出刺鼻的氟化氢气味
聚对苯二甲酸乙
PET 容易
橙色,有小量黑烟离火慢慢熄灭酸味
二酯软化起泡
缓慢
丙烯晴-丁二烯-苯乙烯共聚物ABS软化燃烧,黄色,黑烟继续燃烧特殊气味无滴落
塑胶料温度特性。