标准压铸模具材料清单-2010自动计算公式版
- 格式:xls
- 大小:457.00 KB
- 文档页数:1


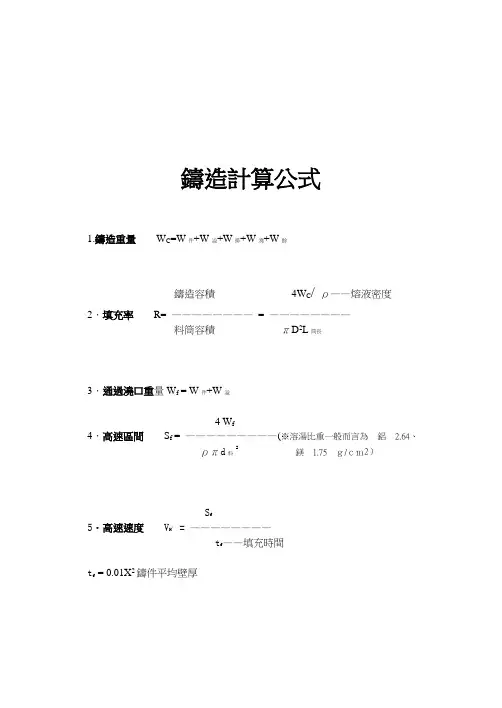
鑄造計算公式1.鑄造重量W C=W件+W溢+W排+W澆+W餘鑄造容積4W C/ρ——熔液密度2〃填充率R= ————————= ————————料筒容積πD2L筒長3〃通過澆口重量W f = W件+W溢4 W f4〃高速區間S f = —————————(※溶湯比重一般而言為鋁 2.64、ρπd料 2 鎂 1.75 g/cm2)S f5〃高速速度 V H` = ————————t f——填充時間t f = 0.01X2鑄件平均壁厚6.壓鑄機的射出力Fs(射出油缸的推進力)Fs=油壓壓力Ph ×射出油缸截面積Ah(KN)7.鑄造壓力Pp(傳遞到製品的壓力)射出油缸截面積Ah 射出力FsPp=油壓壓力Ph ×=柱塞截面積Ap 柱塞截面積Ap8〃內澆口速度VgVg(V2)=射出速度Vp(V1)×柱塞截面積Ap(A1)(m/s)澆口截面積Ag(A2)9〃充填時間tt=製品體積=製品重量/比重(sec)澆口流量澆口速度Vg×澆口截面積Ag10〃澆口凝固時間t=B×α×(澆口厚度)2此時的B為Al:2.0、Mg:1.5 α為Al:0.01、Mg:0.005 11〃開模力是指鑄造時施加在製品上的壓力而使模具打開的力量,開模力可以鑄造面積×鑄造壓力計算出。
11.1.鑄造面積的計算鑄造面積A1=a1+a2+a3+a4=料餅面積+澆道面積+製品面積+溢流面積11.2.開模力的計算開模力F1=鑄造壓力Pp×鑄造面積A1+中子分力Fc詳細計算以各部分承受的壓力分類。
製品部=計算鑄造壓力×75%溢流部=計算鑄造壓力× 25%料餅,澆道部=計算鑄造壓力×100%11.3.如有滑塊中子,則計算中子分力。
中子復位力Fr=製品面積Ac×計算鑄造壓力×75%中子分力Fc=中子復位力Fr×tanθ11.4.開模力F1=(a1+a2)×Pp+a3×Pp×0.75+a4×Pp×0.25+Fc壓鑄機關模力>開模力F1×1.112.充填完了力量衝突力量E =W(V)2/2gW : 射出油缸活塞桿+活塞桿重量kgV : 射出速度m/sg : 重力加速度9.8 m/sec2。

模具设计计算公式冲裁力是冲裁过程中凸模对板料施加的压力,它是随凸模进人材料的深度(凸模行程)而变化的,如图2.2.3所示。
通常说的冲裁力是指冲裁力的最大值,它是选用压力机和设计模具的重要依据之一。
用普通平刃口模具冲裁时,其冲裁力F一般按下式计算:式中 F——冲裁力;L——冲裁周边长度;t——材料厚度;——材料抗剪强度;K——系数。
系数K是考虑到实际生产中,模具间隙值的波动和不均匀、刃口的磨损、板料力学性能和厚度波动等因素的影响而给出的修正系数。
一般取K=1.3。
为计算简便,也可按下式估算冲裁力:(2.6.2) 式中——材料的抗拉强度。
在冲裁结束时,由于材料的弹性回复(包括径向弹性回复和弹性翘曲的回复)及摩擦的存在,将使冲落部分的材料梗塞在凹模内,而冲裁剩下的材料则紧箍在凸模上。
为使冲裁工作继续进行,必须将箍在凸模上的料卸下,将卡在凹模内的料推出。
从凸模上卸下箍着的料所需要的力称卸料力;将梗塞在凹模内的料顺冲裁方向推出所需要的力称推件力;逆冲裁方向将料从凹模内顶出所需要的力称顶件力,如图2.6.1所示。
卸料力、推件力和顶件力是由压力机和模具卸料装置或顶件装置传递的。
所以在选择设备的公称压力或设计冲模时,应分别予以考虑。
影响这些力的因素较多,主要有材料的力学性能、材料的厚度、模具间隙、凹模洞口的结构、搭边大小、润滑情况、制件的形状和尺寸等。
所以要准确地计算这些力是困难的,生产中常用下列经验公式计算:卸料力 (2.6.3)图2.6.1推件力 (2.6.4)顶件力 (2.6.5)式中 F——冲裁力;图2.6.1 卸料力推件力和顶件力——卸料力、推件力、顶件力系数,见表2.6.1;n——同时卡在凹模内的冲裁件(或废料)数。
式中 h——凹模洞口的直刃壁高度;t——板料厚度。
注:卸料力系数Kx,在冲多孔、大搭边和轮廓复杂制件时取上限值。
压力机的公称压力必须大于或等于各种冲压工艺力的总和Fz。
Fz的计算应根据不同的模具结构分别对待,即采用弹性卸料装置和下出料方式的冲裁模时(2.6.6)采用弹性卸料装置和上出料方式的冲裁模时(2.6.7)采用刚性卸料装置和下出料方式的冲裁模时(2.6.8)为实现小设备冲裁大工件,或使冲裁过程平稳以减少压力机振动,常用下列方法来降低冲裁力。

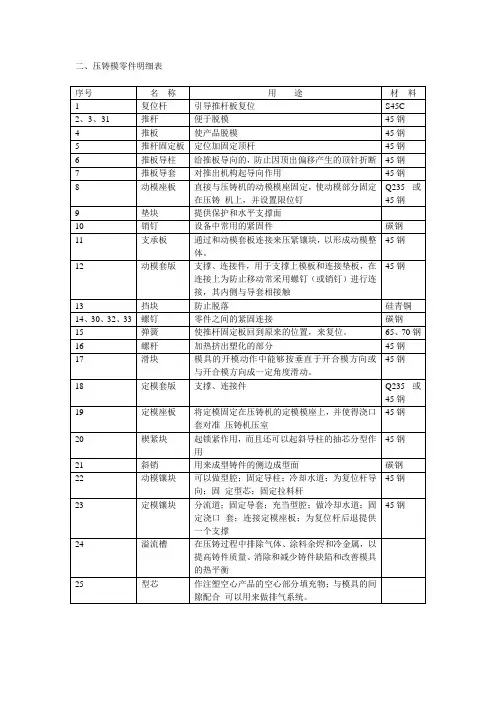
二、压铸模零件明细表序号名称用途材料1 复位杆引导推杆板复位S45C2、3、31 推杆便于脱模45钢4 推板使产品脱模45钢5 推杆固定板定位加固定顶杆45钢6 推板导柱给推板导向的,防止因顶出偏移产生的顶针折断45钢7 推板导套对推出机构起导向作用45钢8 动模座板直接与压铸机的动模模座固定,使动模部分固定在压铸机上,并设置限位钉Q235或45钢9 垫块提供保护和水平支撑面10 销钉设备中常用的紧固件碳钢11 支承板通过和动模套板连接来压紧镶块,以形成动模整体。
45钢12 动模套版支撑、连接件,用于支撑上模板和连接垫板,在连接上为防止移动常采用螺钉(或销钉)进行连接,其内侧与导套相接触45钢13 挡块防止脱落硅青铜14、30、32、33 螺钉零件之间的紧固连接碳钢15 弹簧使推杆固定板回到原来的位置,来复位。
65、70钢16 螺杆加热挤出塑化的部分45钢17 滑块模具的开模动作中能够按垂直于开合模方向或与开合模方向成一定角度滑动。
45钢18 定模套版支撑、连接件Q235或45钢19 定模座板将定模固定在压铸机的定模模座上,并使得浇口套对准压铸机压室45钢20 楔紧块起锁紧作用,而且还可以起斜导柱的抽芯分型作用45钢21 斜销用来成型铸件的侧边成型面碳钢22 动模镶块可以做型腔;固定导柱;冷却水道;为复位杆导向;固定型芯;固定拉料杆45钢23 定模镶块分流道;固定导套;充当型腔;做冷却水道;固定浇口套;连接定模座板;为复位杆后退提供一个支撑45钢24 溢流槽在压铸过程中排除气体、涂料余烬和冷金属,以提高铸件质量、消除和减少铸件缺陷和改善模具的热平衡25 型芯作注塑空心产品的空心部分填充物;与模具的间隙配合可以用来做排气系统。

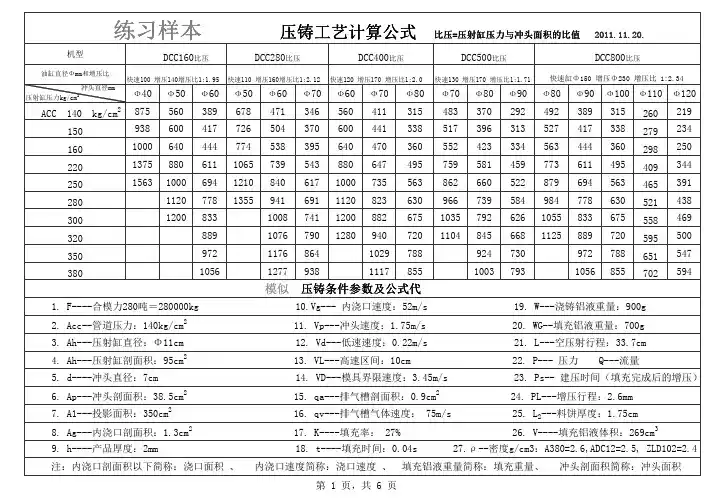
压铸常用计算公式1.单位换算:1Mpa=10bar=10kgf/cm²=145psi=1N/mm²1Mpa=1000000pa 1T=9.8KN2.压射力(打料压力):压射液压缸内工作液推动压射活塞移动的力.P压=1/4∏D²(∏R²)P'(D为液压缸的直径,P'为液压缸的油压压力,已可以是增压压力表的压力)3.比压:压室内金属液单位面积上所受的压力.P比=4P压/∏d²(d为冲头的直径)P比×冲头的截面积S1=打料的压力P1×打料油缸的截面积S2或P比×冲头直径的平方d²=打料的压力P1×打料油缸直径的平方D².4.锁模力:F=(产品的总投影面积)S×(产品所需比压)P×(安全系数)1.25.注:比压单位选择Mpa(N/mm²),面积单位选择mm²时,得出结果单位为N,结果除以1000为KN,除以10000为T.5.压室充满度K=浇注铝料的体积V1÷压室的体积V2×100%V1=浇注铝料的质量m÷铝料的密度ρV2=∏R²(压室半径的平方)×L(压室的长度)正常范围30~70%.6.内浇口的截面积S=填充质量m÷(铝料的密度ρ×填充的速度u×填充的时间T)或内浇口的截面积S=(3~5)×填充质量的平方根. 填充质量不包括浇道的质量.7.高速行程L=填充质量m÷(铝料的密度ρ×冲头的截面积S).冲头截面积的单位:cm². L的单位:mm. 铝料的密度取0.264g/cm³. 高速起点=高速行程+料柄厚度+模鼻的厚度.压铸常用计算公式日本资料:高速起点=高速行程L1+电气液压延迟L2(10mm)+升压所需距离L3(15~25mm)+料柄厚度L4(20~25mm,冲头直径为Φ60~70mm时)8.内浇口的填充速度: 内浇口的填充速度U1×内浇口的截面积S1=冲头的运动速度U2×冲头的截面积S2. 单位:m/S.9.填充时间:填充时间T=填充金属的体积V÷(内浇口的截面积S×填充速度U)单位:s、m³、m²、m/s . (填充时间≈(平均壁厚)²×(Al:0.01,Mg:0.005)或者(平均壁厚)²×(0.01~0.028)10.二快压射速度(m/s); U=4V/∏d²T V为型腔的容积(m³)d为压射冲头的直径(m),T为填充时间(S).11.内浇口凝固时间:铝:0.01×2×(内浇口平均壁厚)².镁:0.005×1.5×(内浇口平均壁厚)².12.浇注系统的投影面积:取产品投影面积的15~30%.排溢系统的投影面积:取品投影面积的10~20%.13.冲头的截面积与内浇口的截面积之比是14~17倍,通常取15倍.(2009-5-14加)14.铸造压力P=P0×I×(A2/A1) 单位:MpaP0:充油油压 I:增压比 A2:射出油缸截面积 A1:冲头截面积.例:P=13.8×2.16×(113.1/38.48).15.单条横浇道的截面积取内浇口截面积的(3~5)倍.16.渣包入料口的截面积取内浇口截面积的(70~100)%.令狐昌顺 2009-7-29。
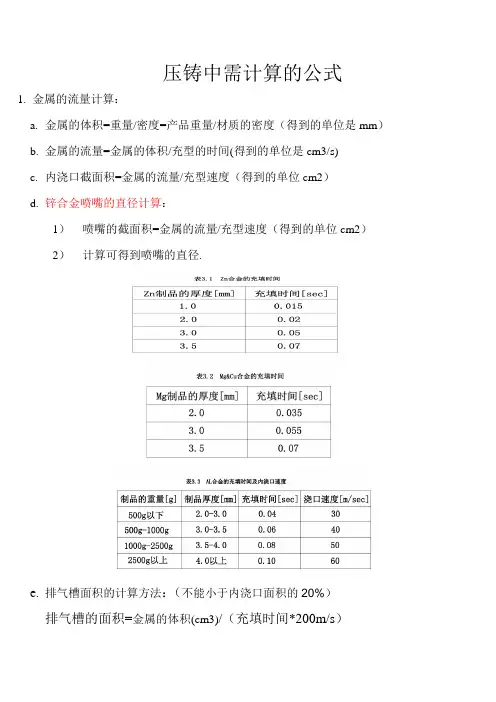
压铸中需计算的公式1.金属的流量计算:a.金属的体积=重量/密度=产品重量/材质的密度(得到的单位是mm)b.金属的流量=金属的体积/充型的时间(得到的单位是cm3/s)c.内浇口截面积=金属的流量/充型速度(得到的单位cm2)d.锌合金喷嘴的直径计算:1)喷嘴的截面积=金属的流量/充型速度(得到的单位cm2)2)计算可得到喷嘴的直径.e.排气槽面积的计算方法:(不能小于内浇口面积的20%)排气槽的面积=金属的体积(cm3)/(充填时间*200m/s)注意:单位的换算,另外200m/s是空气的逃逸速度.2.另一种方法:a.经验公式:浇口面积:A=K*√W注:A为浇口截面积,W是压铸件的重量和渣包重量的和K为铝合金铸件若在150g-200g, k值约为2.5-3.0;200g-350g,可用3.0-3.5,铸件更重则可用4.0以上..b.流率计算法:1)最小壁厚:查铸件图及样品.2)充填时间:查表1.13)通过浇口之重量:压铸件的重量和渣包重量的和4)通过浇口之体积:V=压铸件的重量和渣包重量的和/合金溶液之密度注意:铝的密度为2.4-2.5g/cm3,锌合金为6.12g/cm35)充填率(流率):流率=通过浇口之体积/充填时间6)浇口速度:查表1.27)浇口截面积:浇口截面积=充填率/浇口速度3.其他几个计算公式:a.快速行程:L=[4*去水口后的毛重]/[材质的密度*3.14*冲头直径*冲头直径]b.充填时间:T=[产品重量+渣包重量]/[冲头的速度*冲头的面积*材质的密度]c.浇口面积:S=[产品体积+渣包体积]/[浇口的速度*充填时间]d.锁模力:F≥1.2F胀型力=1.2压射比压*[产品总面积+30%产品总面积] P压射比压=[P增压*D增压*D增压]/[冲头直径*冲头直径]。
压铸模具制造标准为规范模具制造,保证模具质量,特制定此标准一、总体要求:1、所有零件按二维图纸尺寸、技术要求制作,检验依据二维图纸2、 CNC加工采用按3D编程,相关公差按二维图要求制作3、组立组要按总装图要求组合模具及配模4、发现二维图纸少尺寸、3D与2D不符、制作中出错、安装干涉等情况,及时上报质量组和设计组,由设计组及时做出解决方案,并下发新资料。
质量组确认后,有新资料时电脑上错误资料第一时删除。
5、所有零件热处理按图纸要求操作、6、所有零件表面处理按图纸要求操作7、所有零件上机加工分中、打表规定,打表要求打长面复查短面,分中要求在毎面中心分中(中心误差超10mm),同时用量具复查尺寸。
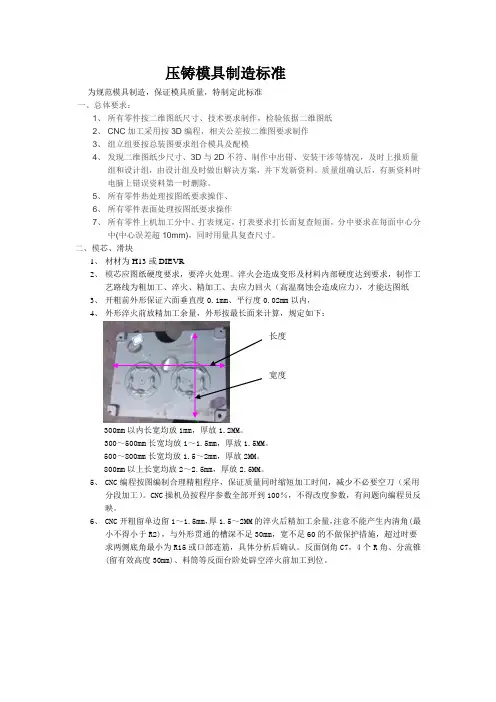
二、模芯、滑块1、材材为H13或DIEVR2、模芯应图纸硬度要求,要淬火处理。
淬火会造成变形及材料内部硬度达到要求,制作工艺路线为粗加工、淬火、精加工、去应力回火(高温腐蚀会造成应力),才能达图纸3、开粗前外形保证六面垂直度0.1mm、平行度0.02mm以内,4、外形淬火前放精加工余量,外形按最长面来计算,规定如下:长度宽度300mm以内长宽均放1mm,厚放1.2MM。
300~500mm长宽均放1~1.5mm,厚放1.5MM。
500~800mm长宽均放1.5~2mm,厚放2MM。
800mm以上长宽均放2~2.5mm,厚放2.5MM。
5、CNC编程按图编制合理精粗程序,保证质量同时缩短加工时间,减少不必要空刀(采用分段加工)。
CNC操机员按程序参数全部开到100%,不得改度参数,有问题向编程员反映。
6、CNC开粗留单边留1~1.5mm,厚1.5~2MM的淬火后精加工余量,注意不能产生内清角(最小不得小于R2),与外形贯通的槽深不足30mm,宽不足60的不做保护措施,超过时要求两侧底角最小为R15或口部连筋,具体分析后确认。
反面倒角C7,4个R角、分流锥(留有效高度30mm)、料筒等反面台阶处辟空淬火前加工到位。
模铸有关计算公式
模铸是一种常见的金属铸造工艺,通过将金属熔化后倒入模具中,然后冷却凝固成型,最终得到所需的零件或产品。
在模铸过程中,需要进行各种参数的计算,以确保最终产品的质量和精度。
本文将介绍模铸过程中常见的计算公式,帮助读者更好地理解和应用模铸技术。
1. 铸件重量计算公式。
在模铸过程中,首先需要计算铸件的重量,以确定所需的原材料数量和生产成本。
铸件重量的计算公式如下:
铸件重量(kg)= 铸件体积(cm³)×铸件密度(g/cm³)× 0.001。
其中,铸件体积可以根据模具的设计参数和产品图纸进行计算,铸件密度则根据具体的金属材料来确定。
通过这个公式,可以快速准确地计算出铸件的重量,为生产计划和原材料采购提供参考依据。
2. 浇注系统计算公式。
在模铸过程中,浇注系统的设计对最终产品的质量和成型效果有着重要影响。
浇注系统的计算公式如下:
浇注压力(MPa)= (液态金属重力头压力 + 液态金属浇注冲击压力)/ 浇注面积。
液态金属重力头压力可以根据液态金属的密度和浇注高度来计算,液态金属浇注冲击压力则需要根据具体的浇注工艺和设备参数来确定。
通过计算浇注压力,可以合理设计浇注系统,确保金属能够充分填充模具,并避免产生气孔和缺陷。
3. 固化时间计算公式。
在模铸过程中,金属液态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态态。
模具成本计算成本公式:设计+钢材+热办理(HRC)+线切割+机加工(电脑罗打火)+花组立+五金配件A、设计:一般50元——300元/ 件(详细视模具难易程度而B定、钢)材+热办理(HRC)成本计算以下:一、SK31、钢材重量计算公式:长(mm)X宽(mm)X高(mm)X比重/106=重量(kg)2、资料单价:32元/KG热办理单价:5 元/KGSK3单价=资料单价+热办理单价价钱参照表(标准规格料)单位:RMB单价厚度12 16 20 25 30 12 16 20 25 30尺寸100*100 49 64 79 98 116 125*125 76 100 123 153 182100*125 62 80 99 122 146 125*150 91 120 148 184 219100*150 73 96 119 147 175 125*180 110 144 178 220 263100*180 88 115 142 176 210 125*200 122 160 197 244 291100*200 98 128 158 195 233 125*250 153 200 247 306 364150*150 110 144 178 220 263 180*180 159 207 256 317 378150*180 132 173 213 264 314 180*200 176 230 285 352 420150*200 147 192 237 294 350 180*250 220 288 355 440 524150*250 184 240 297 367 438 180*300 264 345 426 527 630150*300 220 288 355 440 524续上表:单价厚度12 1620253012 16 20 25 30尺寸200*200 195 256 316 391 466 250*250 306 400 494 611 729 200*250 244 320 395 489 583 250*300 367 479 592 733 874 200*300 294 383 474 586 699 250*350 428 560 691 855 1020 200*350 342 448 552 684 816 250*400 489 639 790 978 1166 200*400 391 511 632 782 933300*300 440 576 711 880 1049 300*400 586 767 947 1173 1398 300*350 513 671 1500 1027 1224二、SKD111、钢材重量计算公式:长(mm)X宽(mm)X高(mm)X比重/106=重量(kg)2、资料单价:41.5元/KG热办理单价:5 元/KGSKD11单价=资料单价+热办理单价价钱参照表(标准规格料)单位:RMB 单价厚度12 16 20 25 30 12 16 20 25 30 尺寸100*100 59 76 95 117 140 125*125 91 120 148 184 219 100*125 74 97 119 147 176 125*150 110 144 178 221 263 100*150 88 116 143 176 210 125*180 132 173 214 264 316 100*180 106 139 170 211 252 125*200 147 192 237 294 350 100*200 117 154 189 235 280 125*250 184 240 297 368 438续上表:单价厚度12 16 20 25 30 12 16 20 25 30 尺寸150*150 132 173 214 264 316 180*180 191 249 308 381 454 150*180 159 207 256 317 378 180*200 211 276 342 423 505 150*200 176 230 285 353 421 180*250 264 346 427 528 630 150*250 221 289 356 441 526 180*300 317 415 512 634 757150*300 264 346 427 528630200*200 235 308 380 470 561 250*250 368 481 594 735 876 200*250 294 384 475 588 701 250*300 441 576 712 881 1051 200*300 353 461 569 705 841 250*350 515 673 831 1028 1227 200*350 411 538 664 822 980 250*400 588 768 949 1175 1401 200*400 470 615 760 941 1121300*300 528 692 854 1058 1261 300*400 705 922 1139 1410 1681 300*350 617 807 997 1234 1472三、CR121、钢材重量计算公式:长(mm)X宽(mm)X高(mm)X比重/106=重量(kg)2、资料单价:16.5元/KG热办理单价:5元/KGCR12单价=资料单价+热办理单价价钱参照表(标准规格料)单位:RMB单价厚度12 16 20 25 30 12 16 20 25 30 尺寸100*100 23 30 38 46 56 125*125 37 48 59 74 87 100*125 29 38 48 59 70 125*150 44 57 71 87 105 100*150 35 46 57 70 83 125*180 53 68 85 105 125 100*180 41 53 67 82 98 125*200 59 76 94 117 139 100*200 46 61 75 94 112 125*250 74 96 119 146 175 150*150 536885105 125180*180 7699 123 151181150*180 63 83 102 127 150 180*200 84 110 136 169 201 150*200 70 91 113 140 168 180*250 105 138 170 210 251 150*250 87 115 142 176 209 180*300 127 165 204 252 301 150*300 105 138 170 210 251200*200 94 123 151 187 224 250*250 146 191 236 293 349 200*200 117 153 189 234 279 250*300 176 229 284 351 419 200*200 140 184 226 281 335 250*350 205 267 331 409 488 200*200 164 214 265 327 390 250*400 234 306 378 468 558 200*200 187 245 303 375 446300*300 210 275 340 421 502 300*400 281 367 454 562 670 300*350 246 322 397 491 586四、D21、钢材重量计算公:式长(mm)X宽(mm)X高(mm)X比重/106=重量2、资料单价:22元/KG热办理单价:5元/KGD2单价=资料单价+热办理单价价钱参照表(标准规格料)单位:RMB单价厚度12 16 20 25 30 12 16 20 25 30 尺寸100*100 29 38 47 58 70 125*125 46 60 74 92 108 100*125 37 47 59 73 87 125*150 55 71 88 109 130 100*150 43 57 70 88 104 125*180 65 85 106 131 156 100*180 51 66 83 102 121 125*200 73 95 117 145 173100*200 58 76 94 117 139 125*250 92 120 148 182 218150*150 65 85 106 131 156 180*180 94 123 153 188 225 150*180 79 103 127 158 187 180*200 104 137 169 210 250 150*200 88 114 141 174 209 180*250 131 172 211 262 313 150*250 109 143 177 219 261 180*300 158 206 254 314 375 150*300 131 172 211 262 313200*200 117 153 188 233 278 250*250 182 238 294 364 434 200*200 145 191 235 291 347 250*300 219 285 353 437 521 200*200 174 229 282 350 416 250*350 255 333 411 509 607 200*200 204 266 330 407 486 250*400 291 381 471 583 695 200*200 233 304 377 466 555300*300 262 342 424 524 625 300*400 350 457 565 699 834 300*350 306 400 494 611 729五、45#1、钢材重量计算公式:6长(mm)X宽(mm)X高(mm)X比重/10=重量(kg)2、资料单价:6.5元/KG热办理单价:5元/KG45#单价=资料单价+热办理单价价钱参照表(标准规格料)单位:RMB单价厚度12 16 20 25 30 12 16 20 25 30 尺寸100*100 14 18 38 28 34 125*125 22 29 59 44 52 100*125 18 23 48 36 42 125*150 27 34 71 52 63 100*150 21 27 57 42 50 125*180 32 41 85 63 75 100*180 25 32 67 49 59 125*200 36 46 95 70 84 100*200 28 36 75 56 67 125*250 44 58 118 88 105 150*150 32 41 85 63 75 180*180 45 59 123 91 108 150*180 38 50 102 76 90 180*200 50 66 136 101 121 150*200 42 55 114 84 101 180*250 63 83 170 126 151 150*250 52 69 56 106 126 180*300 76 99 204 151 180150*300 6383170 126151200*200 56 74 151 112 134 250*250 88 115 237 176 209 200*250 70 92 189 140 167 250*300 106 138 284 211 252 200*300 84 110 227 169 201 250*350 123 160 331 246 293 200*350 99 128 264 196 234 250*400 140 184 378 281 335 200*400 112 147 303 225 268300*300 126 165 340 252 301 300*400 169 220 453 337 402 300*350 148 193 397 295 351六、A31、钢材重量计算公:式6长(mm)X宽(mm)X高(mm)X比重/10=重量(kg)2、资料单价:5.3元/KGA3单价=资料单价价钱参照表(标准规格料)单位:RMB单价厚度12 16 20 25 30 12 16 20 25 30 尺寸100*100 7 9 11 14 16 125*125 11 14 17 21 25 100*125 8 11 14 17 20 125*150 13 17 20 25 30 100*150 10 13 16 20 24 125*180 15 20 25 30 36 100*180 12 15 19 24 28 125*200 17 22 27 34 40 100*200 14 18 22 27 32 125*250 21 28 34 42 50150*150 15 20 25 30 36 180*180 22 29 35 44 52 150*180 18 24 29 37 44 180*200 24 32 39 49 58 150*200 20 27 33 41 48 180*250 30 40 49 61 73 150*250 25 33 41 51 60 180*300 37 48 59 73 87 150*300 30 40 49 61 73200*200 27 35 44 54 64 250*250 42 55 68 85 101 200*250 34 44 55 68 81 250*300 51 66 82 101 121200*300 41 53 66 81 97 250*350 59 77 96 118 141 200*350 47 62 76 95 113 250*400 68 88 109 135 161 200*400 54 71 87 108 129300*300 61 80 98 122 145 300*400 81 106 131 162 193 300*350 71 93 115 142 169七、油钢1、钢材重量计算公:式6长(mm)X宽(mm)X高(mm)X比重/10=重量(kg)2、资料单价:21元/KG热办理单价:5元/KG油钢单价=资料单价+热办理单价价钱参照表(标准规格料) 单位:RMB单价厚度12 16 20 25 30 12 16 20 25 30 尺寸100*100 38 49 60 75 89 125*125 58 77 94 117 139 100*125 47 62 76 94 112 125*150 70 92 113 141 168 100*150 56 74 91 113 134 125*180 84 110 137 168 201 100*180 67 88 105 135 161 125*200 94 122 151 187 223 100*200 75 98 121 149 178 125*250 117 153 190 235 279150*150 84 110 137 168 201 180*180 122 159 197 243 290 150*180 101 132 163 202 241 180*200 135 176 218 269 321 150*200 113 147 182 225 268 180*250 168 221 272 337 401 150*250 141 184 228 281 335 180*300 202 264 327 404 482 150*300 168 221 272 337 401200*200 149 196 242 300 357 250*250 235 307 379 468 559 200*250 187 245 303 374 446 250*300 281 367 454 562 670 200*300 225 293 363 449 535 250*350 328 429 530 655 782 200*350 262 343 424 524 625 250*400 374 490 606 749 893 200*400 300 391 485 599 715300*300 337 441 545 674 804300*400 449 588 726 8981071 300*350 393 514 636 787938C类:线切割成本计算公式:线割物周长X 料厚X 单价=线割成本比如:线割物为20 * 10的长方体料厚12mm,慢走丝割一刀(20*2+10*2)*12*0.029=20.元88) (线切割单价参照表1mm 割一刀修一修二修三慢走丝慢走丝以割一修三计价0.039钨钢慢走丝以割一修三计价D类:0.07¢1.0—¢3.0 20/孔25 30电脑罗与五¢3.1—¢6.025 30 35金配件快走丝0.0052 高度400以上0.011 1、电脑罗(机加工)a.铜公:60元/小时b.电火花每小时12元c.打孔(电火花)0.1元/1mm(0.孔5)d.凸凹模雕琢单价参照下表:产品大小(mm)长度计算价钱(元)每套130以下(含130)140(立标油压模)130-150(含150)240(立标油压模) 上下模100以下(含100)320上下模100-150(含150)6402、五金配件1、导柱:2.5元/PCS2、套铜:2.0元/PCS3、导套:2.5元/PCS4、弹簧:35元/kg5、优力胶:26支/kg6、冲头:3-10元/PCS7、螺丝:0.25元/PCS备注:取一般中间单价3、组立/工时工时100元/日3、经过活动,使学生养成博学多才的好习惯。
压铸工艺参数公式铸造计算公式1.铸造重量WC=W件+W溢+W排+W浇+W馀铸造容积4WC/ ρ——熔液密度2.填充率R= ————————= ————————料筒容积πD2L筒长3.通过浇口重量Wf = W件+W溢4 Wf4.高速区间Sf = —————————(※溶汤比重一般而言为铝 2.64、ρπd料2 镁 1.75g/cm2)Sf5.高速速度VH` = ————————tf——填充时间tf = 0.01X2铸件平均壁厚6.压铸机的射出力Fs(射出油缸的推进力)Fs=油压压力Ph ×射出油缸截面积Ah(KN)7.铸造压力Pp(传递到制品的压力)射出油缸截面积Ah 射出力FsPp=油压压力Ph ×=柱塞截面积Ap 柱塞截面积Ap8.内浇口速度VgVg(V2)= 射出速度Vp(V1) ×柱塞截面积Ap(A1)(m/s)浇口截面积Ag(A2)9.充填时间tt= 制品体积= 制品重量/比重(sec)浇口流量浇口速度Vg×浇口截面积Ag10.浇口凝固时间t =B×α×(浇口厚度)2此时的B 为Al:2.0、Mg:1.5 α为Al:0.01、Mg:0.00511.开模力是指铸造时施加在制品上的压力而使模具打开的力量,开模力可以铸造面积×铸造压力计算出。
11.1.铸造面积的计算铸造面积A1=a1+a2+a3+a4=料饼面积+浇道面积+制品面积+溢流面积11.2.开模力的计算开模力F1=铸造压力Pp×铸造面积A1+中子分力Fc详细计算以各部分承受的压力分类。
制品部=计算铸造压力×75%溢流部=计算铸造压力×25%料饼,浇道部=计算铸造压力×100%11.3.如有滑块中子,则计算中子分力。
中子复位力Fr=制品面积Ac×计算铸造压力×75%中子分力Fc=中子复位力Fr×tanθ11.4.开模力F1=(a1+a2)×Pp+a3×Pp×0.75+a4×Pp×0.25+Fc压铸机关模力>开模力F1×1.112.充填完了力量冲突力量E =W(V)2/2gW : 射出油缸活塞杆+活塞杆重量kgV : 射出速度m/sg : 重力加速度9.8 m/sec2。
1、估算锁模力AXP F =吨A :为含浇排系统在内的全铸件在分型面上的投影面积P :比压,根据压铸件强度要求等选择,一般选择50MPa ,例如:比压选择为50MPa ,2900cm A =时, 4505.0900===X AXP F 吨2、预选压铸机根据锁模力的计算,结合压铸件技术要求,如有耐压、强度要求等选择DCC500压铸机。
3、比压的核算根据液体力学原理可知,冲头压射力=射出缸推力S a P A P A P ⨯=⨯0即:压射比压X 冲头截面积=系统工作压力X 压铸机压射缸截面积上式说明冲头直径越小则压室截面积越小,所能获得的压射比压越大例如:22010785.01354785.0⨯⨯=⨯⨯P则:MPa cm kg P 84/8432≈=该压铸机在40mm 压室直径状态下可提供的最大比压为84MPa 大于50MPa ,说明上述比压选择合理可行。
4、充填率计算 %100⨯⨯⨯=⎰ρK P L A M 总 M 总:包括浇排系统在内的铸件总重量(一模多腔时,M 总=一个铸件的重量X 模腔数+浇排系统重量)A P :冲头截面积L K :空压射行程ρ:合金液密度例如:g M 330=总,冲头直径cm d 5=,空压射行程cm L K 34=,合金液密度3/5.2cm g =ρ则:%8.19%1005.2345.23302==⎰X X X X π(标准30%-70%)5、充填时间210009T t ⨯= (铝合金经验公式)(镁合金系数为5/1000)(锌合金系数为7/1000) T:铸件平均壁厚例如:铝合金压铸件平均壁厚为mm 2时, 则:S t 036.02100092=⨯= 6、内浇口截面积:M A t V g g =⨯⨯⨯ρM:铸件重量(内浇口之上含集渣包)g V :内浇口速度7、压铸机冲头速度:Q g =Q P (合金液通过任何截面的流量相等)Q g :内浇口处的流量Q P :锤头处的流量(入料筒处流量)P P g g V A V P ⨯=⨯例:P V ⨯⨯=⨯250785.05.353.60s m V P /1.1= (此为最小冲头速度)8、模具套板边距S 计算边框长侧面受的总压力: N X X X X X H PL F 5000001050102001050336111===--; 边框短侧面受的总压力:N X X X X X H PL F 2500001050101001050336122===--; 套板边框厚度:66211222101001.042.0500000101001.08250000250000][4][8X X X X X X X X H L F H F F S ++=++=σσ mm m 77077.0==9、动模支承板厚度计算:动模支承板所受的总压力:N X X X PA F 450000010900105046===-;动模支承板厚度: []mm m X X X X X B FL K h W 94094.010906.025.0450000065.026====σ 10、导柱直径计算:A k d ⨯=。