常用弹簧参数
- 格式:doc
- 大小:126.50 KB
- 文档页数:4
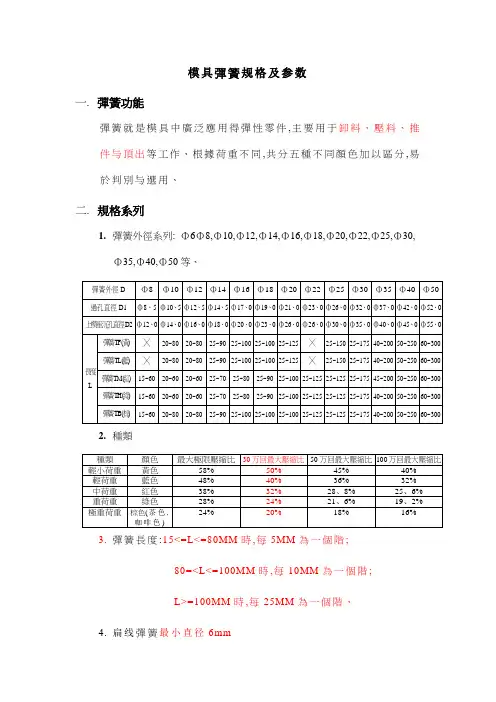
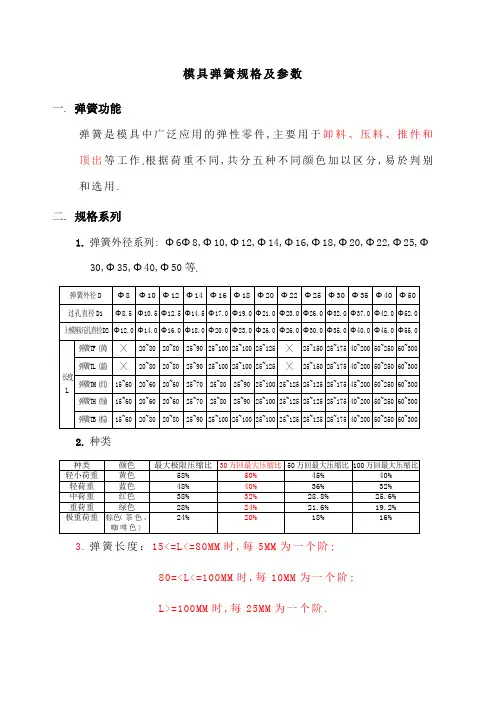
模具彈簧规格及参数一.彈簧功能彈簧是模具中廣泛應用的彈性零件,主要用于卸料、壓料、推件和頂出等工作.根據荷重不同,共分五種不同顏色加以區分,易於判別和選用.二.規格系列1.彈簧外徑系列: Φ6Φ8,Φ10,Φ12,Φ14,Φ16,Φ18,Φ20,Φ22,Φ25,Φ30,Φ35,Φ40,Φ50等.2.種類3.彈簧長度:15<=L<=80MM時,每5MM為一個階;80=<L<=100MM時,每10MM為一個階;L>=100MM時,每25MM為一個階.4.扁线彈簧最小直径6mm5.彈簧內徑等于彈簧外徑的二分之一.6.相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大7.通常使用的最大壓縮比是彈簧使用30萬次的最大壓縮比.汽车模具使用50萬次的最大壓縮比..8.弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比例:Φ20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长?50x24%=12(mm)9.弹簧的长度=弹簧要压缩的长度÷弹簧的压缩比例:弹簧要压缩20mm, 弹簧颜色为红色,弹簧要求寿命50万次要用多长的弹簧?弹簧的长度=20÷28.8%+5MM=74.4 查表选用75MM长弹簧一般选弹簧长度会加5mm的安全余量三.選用原則1.長度選擇一般保証:在開模狀態彈簧的預壓縮量等於3~5(常规预压3mm,預壓縮量隨實際情況而定.);閉模狀態彈簧壓縮量小於或等於最大壓縮量(最大壓縮量LA=彈簧自由長L*最大壓縮比取值%).2.模板压料,脱料板压料優先選用綠色或棕色(茶色,咖啡色)彈簧;如果向上成形的下模压料,折弯脱料所需的頂料力不很大時,可選用紅色,绿色彈簧,浮料用黄色,圆线弹簧.3.復合模外脫料板用紅色彈簧,內脫料板用綠色或棕色彈簧.4.活動定位銷一般選用Φ6頂料銷,配Φ10黃色彈簧和M12止付螺絲.Φ8頂料銷,配Φ12黃色彈簧和M14止付螺絲.5.沖孔模和成形模用綠色或棕色(茶色,咖啡色)彈簧,如有特殊需求時,由專案主管確定.6.彈簧規格優先選用Φ30.在空間較小區域可考慮選用其它規格(如Φ25,Φ20,Φ18,Φ16…...等).Φ25的内导柱用Φ30的弹簧脱料Φ20的内导柱用Φ25的弹簧脱料四.排配原則1.彈簧過孔中心到模板邊緣距離大於外徑D,與其他孔距離保持實體壁厚大於5MM,空间不足时最少留2MM.2.彈簧排列首先考慮受力重點部位,然後再考慮整個模具受力均衡平穩.受力重點部位是指:復合模的內脫料板外形和沖頭的周圍;沖孔模的沖頭周圍;成形模的折彎邊及有抽成形的地方.3.成形模采用氣墊結構時,下打板排配2~6個彈簧.下模座上不沉孔,彈簧選用黃色或藍色即可.五.五金零件需求表填寫範例彈簧(顏色):D*L (D-彈簧外徑L-自由長度)例: 彈簧TH(綠): Φ20*70Welcome To Download !!!欢迎您的下载,资料仅供参考!。
弹簧参数尺寸及计算公式弹簧是一种用来储存和释放机械能的装置,应用广泛于机械、汽车、电器等领域。
弹簧的参数、尺寸以及计算公式对于设计和选择弹簧十分重要。
1.弹簧的参数:- 预压力(Preload):弹簧在未加载之前的初始压力。
- 弹性系数(Spring Constant):弹簧在单位变形下的恢复力。
- 卸载长度(Unloaded Length):未加载时的弹簧长度。
- 动载荷(Dynamic Load):弹簧所承受的变动力。
- 疲劳寿命(Fatigue Life):弹簧能够承受的循环加载次数。
2.弹簧的尺寸:- 线径(Wire Diameter):弹簧材料的直径,决定着弹簧的承载能力。
- 外径(Outer Diameter):弹簧的最大直径。
- 内径(Inner Diameter):弹簧的最小直径。
- 组件高度(Solid Height):弹簧在最大压缩状态下的高度。
- 活动齿数(Active Coils):弹簧上具有弹性的齿数。
- 紧齿数(Total Coils):弹簧上总共的齿数。
3.弹簧的计算公式:-弹性系数(K)的计算公式:K=Gd^4/(8Na^3)其中,G为剪切模量,d为线径,N为齿数,a为活动齿数。
-预压力(P)的计算公式:P=K*δ其中,δ为弹簧的压缩/拉伸变形量。
-力(F)的计算公式:F=K*δ弹簧所受的力正比于弹性系数与变形量之积。
-弹簧的伸长(δ)计算公式:δ=(F*L)/(K*Gd^4)其中,L为弹簧的长度。
-弹簧的疲劳寿命(Nf)计算公式:Nf=(C*S^b)/(F^b)其中,C为常数,S为应力幅值(一般为弹簧的最大变形量)。
以上公式仅为常见的弹簧计算公式,实际应用中可能还需要考虑更多的因素,如安全系数、材料的疲劳强度等。
总结起来,弹簧的参数、尺寸和计算公式对于弹簧的设计和选择至关重要。
具体的参数和尺寸根据实际应用需求和弹簧类型来确定,而计算公式则是根据力学原理和材料特性推导得出的。
模具彈簧规格及参数一.彈簧功能彈簧就是模具中廣泛應用得彈性零件,主要用于卸料、壓料、推件与頂出等工作、根據荷重不同,共分五種不同顏色加以區分,易於判別与選用、二.規格系列1.彈簧外徑系列:Φ6Φ8,Φ10,Φ12,Φ14,Φ16,Φ18,Φ20,Φ22,Φ25,Φ30,Φ35,Φ40,Φ50等、2.種類3.彈簧長度:15<=L<=80MM時,每5MM為一個階;80=<L<=100MM時,每10MM為一個階;L>=100MM時,每25MM為一個階、4.扁线彈簧最小直径6mm5.彈簧內徑等于彈簧外徑得二分之一、6.相同直径颜色得弹簧,不管自由长度就是多长,压40%产生得力一样结论:相同直径颜色得弹簧,自由长度越短,压缩1mm产生得力越大7.通常使用得最大壓縮比就是彈簧使用30萬次得最大壓縮比、汽车模具使用50萬次得最大壓縮比、、8.弹簧能压缩得长度=弹簧得自由长度x弹簧得压缩比例:Φ20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长?50x24%=12(mm)9.弹簧得长度=弹簧要压缩得长度÷弹簧得压缩比例:弹簧要压缩20mm, 弹簧颜色为红色,弹簧要求寿命50万次要用多长得弹簧?弹簧10.11.预压3mm,預壓縮量隨實際情況而定、);閉模狀態彈簧壓縮量小於或等於最大壓縮量(最大壓縮量LA=彈簧自由長L*最大壓縮比取值%)、2.模板压料,脱料板压料優先選用綠色或棕色(茶色,咖啡色)彈簧;如果向上成形得下模压料,折弯脱料所需得頂料力不很大時,可選用紅色,绿色彈簧,浮料用黄色,圆线弹簧、3.復合模外脫料板用紅色彈簧,內脫料板用綠色或棕色彈簧、4.活動定位銷一般選用Φ6頂料銷,配Φ10黃色彈簧与M12止付螺絲、Φ8頂料銷,配Φ12黃色彈簧与M14止付螺絲、5.沖孔模与成形模用綠色或棕色(茶色,咖啡色)彈簧,如有特殊需求時,由專案主管確定、6.彈簧規格優先選用Φ30、在空間較小區域可考慮選用其它規格(如Φ25,Φ20,Φ18,Φ16…、、、等)、Φ25得内导柱用Φ30得弹簧脱料Φ20得内导柱用Φ25得弹簧脱料四.排配原則1.彈簧過孔中心到模板邊緣距離大於外徑D,與其她孔距離保持實體壁厚大於5MM,空间不足时最少留2MM、2.彈簧排列首先考慮受力重點部位,然後再考慮整個模具受力均衡平穩、受力重點部位就是指:復合模得內脫料板外形与沖頭得周圍;沖孔模得沖頭周圍;成形模得折彎邊及有抽成形得地方、3.成形模采用氣墊結構時,下打板排配2~6個彈簧、下模座上不沉孔,彈簧選用黃色或藍色即可、五.五金零件需求表填寫範例彈簧(顏色):D*L (D彈簧外徑L自由長度) 例: 彈簧TH(綠): Φ20*70。
弹簧参数、尺寸及计算公式弹簧参数及尺寸一、小型圆柱螺旋拉伸弹簧尺寸及参数1、弹簧的工作图及形式1.1 工作图样的绘制按GB4459、4规定。
1.2 弹簧的形式分为A型和B型两种。
2、材料弹簧材料直径为0.16~0.45mm,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。
采用YB(T)11中B组钢丝时,需在标记中注明代号“S”。
3、制造精度弹簧的刚度、外径、自由长度按GB1973规定的3级精度制造。
如需按2级精度制造时,加注符号“2”,但钩环开口尺寸均按3级精度制造。
4、旋向弹簧的旋向规定为右旋。
如需左旋应在标记中注明“左”。
5、钩环开口弹簧钩环开口宽度a为0.25D~0.35D。
注:D为弹簧中径。
6、表面处理6.1采用碳素弹簧钢丝制造的弹簧,表面一般进行氧化处理,但也可进行镀锌、镀镉、磷化等金属镀层及化学处理。
其标记方法应按GB1238的规定。
6.2采用弹簧用不锈钢丝制造的弹簧,必要时可对表面进行清洗处理,不加任何标记。
7、标记7.1标记的组成弹簧的标记由名称、型式、尺寸、标准编号、材料代号(材料为弹簧用不锈钢丝时)以及表面处理组成。
规定如下:7.2标记示例例1:A型弹簧,材料直径0.20mm,弹簧中径3.20mm,自由长度8.80mm,左旋,刚度、外径和自由长度的精度为2级,材料为碳素弹簧钢丝B组,表面镀锌处理。
标记:拉簧A0.20*3.20*8.80-2左GB1973.2——89-D-Zn例2:B型弹簧,材料直径0.40mm,弹簧中径5.00mm,自由长度17.50mm,右旋,刚度、外径和自由长度的精度为3级,材料为弹簧用不锈钢丝B组。
标记:拉簧B0.40*5.00*17.50 GB1973.2--89-S8、计算依据标准中的计算采用如下基本公式:切应力(N/mm²):τ=(8PDK)/(πd³)变形量(mm):F=(8PD³n)/ Gd4弹簧钢度(N/mm):P′=P/ F=(Gd4)/(8D³n)曲度系数:K =(4C-1)/(4C-4)+ (0.615)/C旋转比:C =D/d 自由长度(mm):H。
弹簧规格描述
一、弹簧类型
本规格描述适用于各种常见的弹簧类型,如螺旋弹簧、板弹簧、扭力弹簧等。
二、弹簧材料
弹簧材料可根据具体需求选择,常见的有不锈钢、碳钢、铜合金、镍合金等。
不锈钢具有优良的耐腐蚀性能,碳钢具有较高的强度和耐磨性,铜合金具有较好的导电性和耐腐蚀性,镍合金具有较高的耐高温和耐腐蚀性能。
三、弹簧直径
弹簧直径是衡量弹簧尺寸的重要参数,根据实际需求选择合适的直径,以满足使用要求。
四、弹簧圈数
弹簧圈数是指弹簧的匝数,它会影响弹簧的弹性和刚度。
在相同的外形尺寸下,增加弹簧的圈数可以提高弹簧的刚度,减少变形量。
根据实际需求选择合适的圈数,以满足使用要求。
五、弹簧长度
弹簧长度是指弹簧的有效长度,它可以根据实际需求进行定制。
在选择弹簧长度时,需要考虑安装空间和使用要求。
六、弹簧刚度
弹簧刚度是指弹簧在单位载荷作用下所产生的变形量。
在选择弹簧刚度时,需要考虑载荷大小、安装空间和使用要求等因素。
七、工作温度范围
根据实际需求选择合适的工作温度范围,以保证弹簧的正常使用。
在高温环境下工作,需要考虑材料的热稳定性;在低温环境下工作,需要考虑材料的低温脆性。
八、最大载荷
最大载荷是指弹簧能够承受的最大载荷量。
在选择最大载荷时,需要考虑实际载荷大小和使用要求等因素。
九、安装方式
根据实际需求选择合适的安装方式,以保证弹簧的正常使用和稳定性。
常见的安装方式有内安装和外安装等。
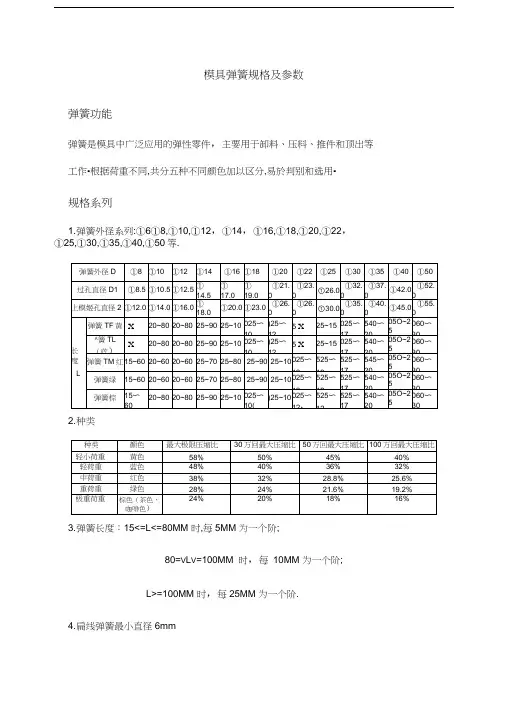
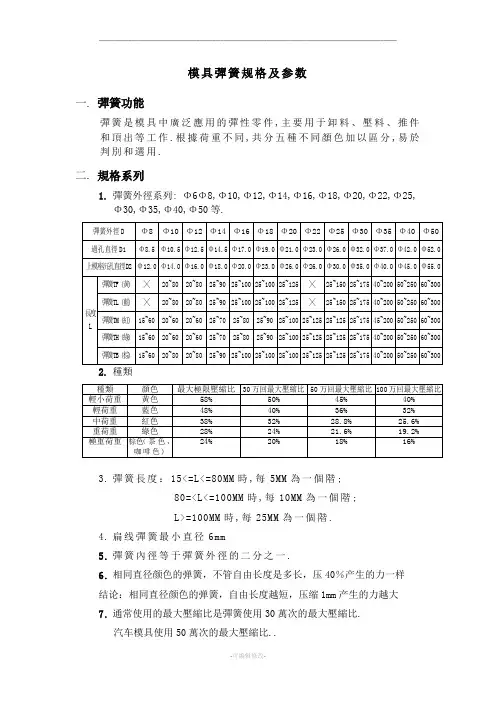
模具弹簧规格及参数弹簧功能弹簧是模具中广泛应用的弹性零件,主要用于卸料、压料、推件和顶出等工作•根据荷重不同,共分五种不同颜色加以区分,易於判别和选用•规格系列1. 弹簧外径系列:①6①8,①10,①12,①14,①16,①18,①20,①22,①25,①30,①35,①40,①50等.2. 种类3. 弹簧长度:15<=L<=80MM 时,每5MM 为一个阶;80=V L V=100MM时,每10MM 为一个阶;L>=100MM 时,每25MM 为一个阶.4. 扁线弹簧最小直径6mm5•弹簧内径等于弹簧外径的二分之6•相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大7.通常使用的最大压缩比是弹簧使用30万次的最大压缩比.汽车模具使用50万次的最大压缩比..8•弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比例:①20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长?50x24% =12(mm)9•弹簧的长度=弹簧要压缩的长度-弹簧的压缩比例:弹簧要压缩20mm,弹簧颜色为红色,弹簧要求寿命50万次要用多长的弹簧?弹簧的长度=20 - 28.8 % +5MM=74.4 查表选用75MM长弹簧一般选弹簧长度会加5mm的安全余量10. 弹簧要压缩的长度=活动板行程+3~5mm预压(常规预压3mm)11. 弹簧模板孔的大小直径<20模板孔=D+1直径>=20模板孔=D+2三.选用原则1. 长度选择一般保证:在开模状态弹簧的预压缩量等於3~5(常规预压3mm, 预压缩量随实际情况而定.);闭模状态弹簧压缩量小於或等於最大压缩量(最大压缩量LA=弹簧自由长L*最大压缩比取值%).2•模板压料,脱料板压料优先选用绿色或棕色(茶色,咖啡色)弹簧;如果向上成形的下模压料,折弯脱料所需的顶料力不很大时,可选用红色, 绿色弹簧,浮料用黄色,圆线弹簧•3. 复合模外脱料板用红色弹簧,内脱料板用绿色或棕色弹簧•4. 活动定位销一般选用①6顶料销,配①10黄色弹簧和M12止付螺丝.①8顶料销,配①12黄色弹簧和M14止付螺丝.5•冲孔模和成形模用绿色或棕色(茶色,咖啡色)弹簧,如有特殊需求时, 由专案主管确定.6•弹簧规格优先选用①30.在空间较小区域可考虑选用其它规格(如①25,①20,①18,①16…...等).①25的内导柱用①30的弹簧脱料①20的内导柱用①25的弹簧脱料四.排配原则1. 弹簧过孔中心到模板边缘距离大於外径D,与其他孔距离保持实体壁厚大於5MM,空间不足时最少留2MM.2. 弹簧排列首先考虑受力重点部位撚後再考虑整个模具受力均衡平稳. 受力重点部位是指:复合模的内脱料板外形和冲头的周围;冲孔模的冲头周围;成形模的折弯边及有抽成形的地方.3. 成形模采用气垫结构时,下打板排配2~6个弹簧.下模座上不沉孔,弹簧选用黄色或蓝色即可.五.五金零件需求表填写范例弹簧(颜色):D*L (D-弹簧外径L-自由长度)例:弹簧TH(绿):①20*70。

弹簧的参数设计1﹑弹性系数﹕k=(Gd4)/(8D23n) N/m;k=(Gd4)/(8D23n*9.8) g/mm;其中﹕G为材料的切变模量(不锈钢1Cr18Ni9Ti的切变模量为71.6Gpa ) ﹔d为材料直径(线径) ﹔D2为弹簧中径﹔n为有效圈数﹔2﹑总圈数n1﹕压缩弹簧﹕n1=n+(2~2.5) 冷卷﹔n1=n+(1.5~2) YII型热卷﹔3﹑节距p﹕压缩弹簧﹕p=(0.28~0.5) D2﹔4﹑间距f﹕f=p-d;5﹑自由长度H0﹕压缩弹簧﹕两端圈磨平n1=n+1.5时﹐H0=pn+d﹔n1=n+2时﹐H0=pn+1.5d﹔n1=n+2.5时﹐H0=pn+2d﹔两端圈不磨n1=n+2时﹐H0=pn+3d﹔n1=n+2.5时﹐H0=pn+3.5d﹔5﹑压缩弹簧高径比b﹕b=H0/ D2﹔6﹑工作长度H n ﹕压缩弹簧﹕H n= H0-f n , f n为工作变形量﹔7﹑扭簧的弹性系数(刚度) ﹕k=(Ed4)/(3667D2n) N‧mm/(°)其中E﹕材料的弹性模量﹔d﹕线径﹔D2﹕弹簧中径﹔n﹕有效圈数﹔D2和n指弹簧密匝的参数。
8﹑扭簧的旋绕比﹕C=D2/d123就会快乐,就会让微笑发自心底,灿烂在脸上。
4、千万不要因为自己已经到了结婚年龄而草率结婚。
想结婚,就要找一个能和你心心相印相辅相携的伴侣。
不要因为放纵和游戏而恋爱,不要因为恋爱而影响工作和事业,更不要因一桩草率而失败的婚姻而使人生受阻。
感情用事往往会因小失大。
5、你要从现在开始,微笑着面对生活,不要抱怨生活给了你太多的磨难,不要抱怨生活中有太多的曲折,不要抱怨生活中存在的不公。
当你走过世间的繁华与喧嚣,阅尽世事,你会幡然明白:人生不会太圆满,再苦也要笑一笑!6、不要让灰色的乌云笼罩一辈子,生命中还有很多美好的不要让其遮盖,不要因为一片乌云毁了一切,人生中还有很多可以去把握。
7、每一个成功者的背后都有一个心路的旅程,雨中漫步你不会比别人先一步看到彩虹。
弹簧参数yb
弹簧参数yb是指弹簧的刚度系数,也称为弹性系数或弹性常数。
它表示单位长度或单位形变下,弹簧所产生的恢复力大小。
通常用符号k表示,单位是N/m(牛顿/米)。
弹簧的刚度系数与弹簧材料的性质、弹簧的几何尺寸和形状等因素有关。
一般来说,刚度系数越大,弹簧越硬;刚度系数越小,弹簧越软。
弹簧的刚度系数可以通过实验或者理论计算来确定。
在实验中,可以通过测量弹簧在不同受力下的形变量和恢复力,然后根据胡克定律计算刚度系数。
在理论计算中,可以根据弹簧的几何尺寸、弹簧材料的力学性质以及弹簧的结构形式等参数,利用力学公式进行计算。
弹簧的刚度系数是设计和使用弹簧时非常重要的参数。
它影响着弹簧的力学特性,如弹簧的弹性变形量、弹簧的载荷能力以及弹簧的自然频率等。
因此,在设计和选择弹簧时,需要根据具体的应用要求和工作条件,合理确定弹簧的刚度系数。
模具弹簧规格及参数一. 弹簧功能弹簧是模具中广泛应用的弹性零件,主要用于卸料、压料、推件和顶出等工作.根据荷重不同,共分五种不同颜色加以区分,易於判别和选用.二. 规格系列1.弹簧外径系列:Φ6Φ8,Φ10,Φ12,Φ14,Φ16,Φ18,Φ20,Φ22,Φ25,Φ30,Φ35,Φ40,Φ50等.2.种类3.弹簧长度:15<=L<=80MM时,每5MM为一个阶;80=<L<=100MM时,每10MM为一个阶;L>=100MM时,每25MM为一个阶.4.扁线弹簧最小直径6mm5.弹簧内径等于弹簧外径的二分之一.6.相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大7.通常使用的最大压缩比是弹簧使用30万次的最大压缩比.汽车模具使用50万次的最大压缩比..8.弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比例:Φ20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长?50x24%=12(mm)9.弹簧的长度=弹簧要压缩的长度÷弹簧的压缩比例:弹簧要压缩20mm, 弹簧颜色为红色,弹簧要求寿命50万次要用多长的弹簧?弹簧的长度=20÷28.8%+5MM=74.4 查表选用75MM长弹簧一般选弹簧长度会加5mm的安全余量10.弹簧要压缩的长度=活动板行程+3~5mm预压 (常规预压3mm)11.弹簧模板孔的大小直径<20模板孔=D+1直径>=20模板孔=D+2三. 选用原则1.长度选择一般保证:在开模状态弹簧的预压缩量等於3~5(常规预压3mm,预压缩量随实际情况而定.);闭模状态弹簧压缩量小於或等於最大压缩量(最大压缩量LA=弹簧自由长L*最大压缩比取值%).2.模板压料,脱料板压料优先选用绿色或棕色(茶色,咖啡色)弹簧;如果向上成形的下模压料,折弯脱料所需的顶料力不很大时,可选用红色,绿色弹簧,浮料用黄色,圆线弹簧.3.复合模外脱料板用红色弹簧,内脱料板用绿色或棕色弹簧.4.活动定位销一般选用Φ6顶料销,配Φ10黄色弹簧和M12止付螺丝.Φ8顶料销,配Φ12黄色弹簧和M14止付螺丝.5.冲孔模和成形模用绿色或棕色(茶色,咖啡色)弹簧,如有特殊需求时,由专案主管确定.6.弹簧规格优先选用Φ30.在空间较小区域可考虑选用其它规格(如Φ25,Φ20,Φ18,Φ16…...等).Φ25的内导柱用Φ30的弹簧脱料Φ20的内导柱用Φ25的弹簧脱料四. 排配原则1.弹簧过孔中心到模板边缘距离大於外径D,与其他孔距离保持实体壁厚大於5MM,空间不足时最少留2MM.2.弹簧排列首先考虑受力重点部位,然後再考虑整个模具受力均衡平稳.受力重点部位是指:复合模的内脱料板外形和冲头的周围;冲孔模的冲头周围;成形模的折弯边及有抽成形的地方.3.成形模采用气垫结构时,下打板排配2~6个弹簧.下模座上不沉孔,弹簧选用黄色或蓝色即可.五. 五金零件需求表填写范例弹簧(颜色):D*L (D-弹簧外径L-自由长度)例: 弹簧TH(绿): Φ20*70。
常用的弹簧参数归纳
弹簧的基础常识,对于从事弹簧行业的人都是非常有用的知识,下面我们来介绍一下。
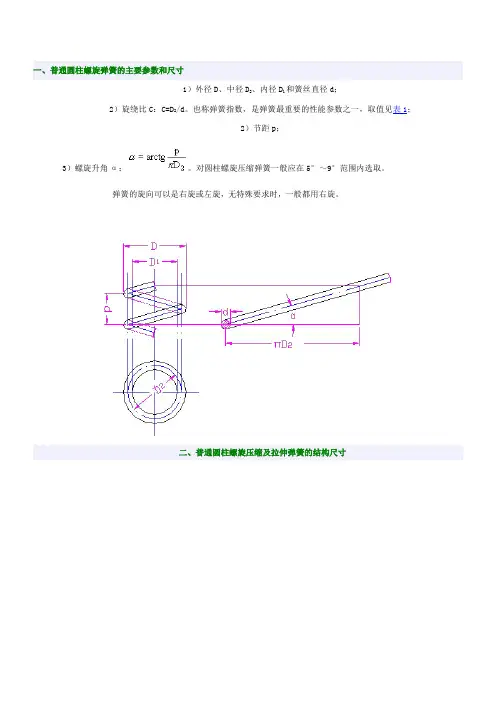
弹簧各部分名称及尺寸关系:
1、谈弹簧丝直径d:制造弹簧的钢丝直径。
2、弹簧外径D:弹簧的最大外径。
3、弹簧内径D1:弹簧的最小外径。
4、弹簧中径D2:弹簧的平均直径。
它们的计算公式为:D2=(D+D1)÷2=D1+d =D-d。
5、支撑圈数n2:为了使弹簧在工作时受力均匀,保证轴线垂直端面、制造时,常将弹簧两端并紧。
并紧的圈数仅起支撑作用,称为支撑圈。
一般有 1.5T、2T、2.5T,常用的是2T。
6、有效圈数n:弹簧能保持相同节距的圈数。
7、总圈数n1: 有效圈数与支撑圈的和。
即n1=n+n2。
8、自由高H0:弹簧在未受外力作用下的高度。
由下式计算:H0=nt+(n2-0.5)d=nt+1.5d (n2=2时)。
9、螺旋方向:有左右旋之分,常用右旋,图纸没注明的一般用右旋。
弹簧的规定画法:
1、有效圈数在4圈以上的弹簧,可只画出其两端1~2圈(不含支撑圈)。
中间用通过弹簧钢丝中心的点画线连起来。
2、在平行螺旋弹簧线的视图上,各圈的轮廓线画成直线。
3、在图样上,当弹簧的旋向不作规定时,螺旋弹簧一律画成右旋,左旋弹簧也画成右旋,但要注明“左”字。
更多更实用的弹簧知识尽在中国弹簧交易网。
模具弹簧规格及参数一.弹簧功能弹簧是模具中广泛应用的弹性零件,主要用于卸料、压料、推件和顶出等工作.根据荷重不同,共分五种不同颜色加以区分,易於判别和选用.二.规格系列1.弹簧外径系列: Φ6Φ8,Φ10,Φ12,Φ14,Φ16,Φ18,Φ20,Φ22,Φ25,Φ30,Φ35,Φ40,Φ50等.2.种类3.弹簧长度:15<=L<=80MM时,每5MM为一个阶;80=<L<=100MM时,每10MM为一个阶;L>=100MM时,每25MM为一个阶.4.扁线弹簧最小直径6mm5.弹簧内径等于弹簧外径的二分之一.6.相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大7.通常使用的最大压缩比是弹簧使用30万次的最大压缩比.汽车模具使用50万次的最大压缩比..8.弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比例:Φ20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长?50x24%=12(mm)9.弹簧的长度=弹簧要压缩的长度÷弹簧的压缩比例:弹簧要压缩20mm, 弹簧颜色为红色,弹簧要求寿命50万次要用多长的弹簧?弹簧的长度=20÷28.8%+5MM=74.4 查表选用75MM长弹簧一般选弹簧长度会加5mm的安全余量10.弹簧要压缩的长度=活动板行程+3~5mm预压(常规预压3mm)11.弹簧模板孔的大小直径<20模板孔=D+1直径>=20模板孔=D+2三.选用原则1.长度选择一般保证:在开模状态弹簧的预压缩量等於3~5(常规预压3mm,预压缩量随实际情况而定.);闭模状态弹簧压缩量小於或等於最大压缩量(最大压缩量LA=弹簧自由长L*最大压缩比取值%).2.模板压料,脱料板压料优先选用绿色或棕色(茶色,咖啡色)弹簧;如果向上成形的下模压料,折弯脱料所需的顶料力不很大时,可选用红色,绿色弹簧,浮料用黄色,圆线弹簧.3.复合模外脱料板用红色弹簧,内脱料板用绿色或棕色弹簧.4.活动定位销一般选用Φ6顶料销,配Φ10黄色弹簧和M12止付螺丝.Φ8顶料销,配Φ12黄色弹簧和M14止付螺丝.5.冲孔模和成形模用绿色或棕色(茶色,咖啡色)弹簧,如有特殊需求时,由专案主管确定.6.弹簧规格优先选用Φ30.在空间较小区域可考虑选用其它规格(如Φ25,Φ20,Φ18,Φ16…...等).Φ25的内导柱用Φ30的弹簧脱料Φ20的内导柱用Φ25的弹簧脱料四.排配原则1.弹簧过孔中心到模板边缘距离大於外径D,与其他孔距离保持实体壁厚大於5MM,空间不足时最少留2MM.2.弹簧排列首先考虑受力重点部位,然後再考虑整个模具受力均衡平稳.受力重点部位是指:复合模的内脱料板外形和冲头的周围;冲孔模的冲头周围;成形模的折弯边及有抽成形的地方.3.成形模采用气垫结构时,下打板排配2~6个弹簧.下模座上不沉孔,弹簧选用黄色或蓝色即可.五.五金零件需求表填写范例弹簧(颜色):D*L (D-弹簧外径L-自由长度)例: 弹簧TH(绿): Φ20*70。
模具弹簧规格及参数一. 弹簧功能弹簧是模具中广泛应用的弹性零件,主要用于卸料、压料、推件和顶出等工作.根据荷重不同,共分五种不同颜色加以区分,易於判别和选用.二. 规格系列1.弹簧外径系列:Φ6Φ8,Φ10,Φ12,Φ14,Φ16,Φ18,Φ20,Φ22,Φ25,Φ30,Φ35,Φ40,Φ50等.2.种类3.弹簧长度:15<=L<=80MM时,每5MM为一个阶;80=<L<=100MM时,每10MM为一个阶;L>=100MM时,每25MM为一个阶.4.扁线弹簧最小直径6mm5.弹簧内径等于弹簧外径的二分之一.6.相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大7.通常使用的最大压缩比是弹簧使用30万次的最大压缩比.汽车模具使用50万次的最大压缩比..8.弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比例:Φ20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长?50x24%=12(mm)9.弹簧的长度=弹簧要压缩的长度÷弹簧的压缩比例:弹簧要压缩20mm, 弹簧颜色为红色,弹簧要求寿命50万次要用多长的弹簧?弹簧的长度=20÷28.8%+5MM=74.4 查表选用75MM长弹簧一般选弹簧长度会加5mm的安全余量10.弹簧要压缩的长度=活动板行程+3~5mm预压 (常规预压3mm)11.弹簧模板孔的大小直径<20模板孔=D+1直径>=20模板孔=D+2三. 选用原则1.长度选择一般保证:在开模状态弹簧的预压缩量等於3~5(常规预压3mm,预压缩量随实际情况而定.);闭模状态弹簧压缩量小於或等於最大压缩量(最大压缩量LA=弹簧自由长L*最大压缩比取值%).2.模板压料,脱料板压料优先选用绿色或棕色(茶色,咖啡色)弹簧;如果向上成形的下模压料,折弯脱料所需的顶料力不很大时,可选用红色,绿色弹簧,浮料用黄色,圆线弹簧.3.复合模外脱料板用红色弹簧,内脱料板用绿色或棕色弹簧.4.活动定位销一般选用Φ6顶料销,配Φ10黄色弹簧和M12止付螺丝.Φ8顶料销,配Φ12黄色弹簧和M14止付螺丝.5.冲孔模和成形模用绿色或棕色(茶色,咖啡色)弹簧,如有特殊需求时,由专案主管确定.6.弹簧规格优先选用Φ30.在空间较小区域可考虑选用其它规格(如Φ25,Φ20,Φ18,Φ16…...等).Φ25的内导柱用Φ30的弹簧脱料Φ20的内导柱用Φ25的弹簧脱料四. 排配原则1.弹簧过孔中心到模板边缘距离大於外径D,与其他孔距离保持实体壁厚大於5MM,空间不足时最少留2MM.2.弹簧排列首先考虑受力重点部位,然後再考虑整个模具受力均衡平稳.受力重点部位是指:复合模的内脱料板外形和冲头的周围;冲孔模的冲头周围;成形模的折弯边及有抽成形的地方.3.成形模采用气垫结构时,下打板排配2~6个弹簧.下模座上不沉孔,弹簧选用黄色或蓝色即可.五. 五金零件需求表填写范例弹簧(颜色):D*L (D-弹簧外径L-自由长度)例: 弹簧TH(绿): Φ20*70。
模具彈簧规格及参数一.彈簧功能彈簧是模具中廣泛應用的彈性零件,主要用于卸料、壓料、推件和頂出等工作.根據荷重不同,共分五種不同顏色加以區分,易於判別和選用.二.規格系列1.彈簧外徑系列:Φ6Φ8,Φ10,Φ12,Φ14,Φ16,Φ18,Φ20,Φ22,Φ25,Φ30,Φ35,Φ40,Φ50等.2.種類3.彈簧長度:15<=L<=80MM時,每5MM為一個階;80=<L<=100MM時,每10MM為一個階;L>=100MM時,每25MM為一個階.4.扁线彈簧最小直径6mm5.彈簧內徑等于彈簧外徑的二分之一.6.相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大7.通常使用的最大壓縮比是彈簧使用30萬次的最大壓縮比.汽车模具使用50萬次的最大壓縮比..8.弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比例:Φ20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长?50x24%=12(mm)9.弹簧的长度=弹簧要压缩的长度÷弹簧的压缩比例:弹簧要压缩20mm, 弹簧颜色为红色,弹簧要求寿命50万次要用多长的弹簧?簧10.11.预压3mm,預壓縮量隨實際情況而定.);閉模狀態彈簧壓縮量小於或等於最大壓縮量(最大壓縮量LA=彈簧自由長L*最大壓縮比取值%).2.模板压料,脱料板压料優先選用綠色或棕色(茶色,咖啡色)彈簧;如果向上成形的下模压料,折弯脱料所需的頂料力不很大時,可選用紅色,绿色彈簧,浮料用黄色,圆线弹簧.3.復合模外脫料板用紅色彈簧,內脫料板用綠色或棕色彈簧.4.活動定位銷一般選用Φ6頂料銷,配Φ10黃色彈簧和M12止付螺絲.Φ8頂料銷,配Φ12黃色彈簧和M14止付螺絲.5.沖孔模和成形模用綠色或棕色(茶色,咖啡色)彈簧,如有特殊需求時,由專案主管確定.6.彈簧規格優先選用Φ30.在空間較小區域可考慮選用其它規格(如Φ25,Φ20,Φ18,Φ16…...等).Φ25的内导柱用Φ30的弹簧脱料Φ20的内导柱用Φ25的弹簧脱料四.排配原則1.彈簧過孔中心到模板邊緣距離大於外徑D,與其他孔距離保持實體壁厚大於5MM,空间不足时最少留2MM.2.彈簧排列首先考慮受力重點部位,然後再考慮整個模具受力均衡平穩.受力重點部位是指:復合模的內脫料板外形和沖頭的周圍;沖孔模的沖頭周圍;成形模的折彎邊及有抽成形的地方.3.成形模采用氣墊結構時,下打板排配2~6個彈簧.下模座上不沉孔,彈簧選用黃色或藍色即可.五.五金零件需求表填寫範例彈簧(顏色):D*L (D-彈簧外徑L-自由長度) 例: 彈簧TH(綠): Φ20*70。
弹簧参数及表示方法弹簧是一种常见的力学元件,用于储存和释放机械能。
为了正确选择和设计弹簧,我们需要了解弹簧的参数及其表示方法。
以下是关于弹簧参数的描述,并介绍了常见的表示方法。
1. 弹簧刚度(Spring Rate):弹簧刚度代表了单位长度或单位角度变形所需要的力量。
通常用弹簧的刚度系数表示,单位是牛顿/米(N/m)或牛顿/弧度(N/rad)。
刚度系数越大,弹簧所提供的力就越大。
2. 弹簧自由长度(Free Length):弹簧自由长度是指弹簧在没有受到外力作用时的长度。
它通常通过将弹簧拉直并且没有受到负荷的情况下测量得到。
3. 弹簧工作长度(Working Length):弹簧工作长度是指弹簧在正常工作状态下的长度。
它是通过将负荷施加到弹簧上并测量其长度得到的。
4. 弹簧压缩量(Compression):弹簧压缩量是指弹簧在受到压缩负荷时的长度变化量。
它用于表示弹簧的压缩程度。
5. 弹簧拉伸量(Extension):弹簧拉伸量是指弹簧在受到拉伸负荷时的长度变化量。
它用于表示弹簧的拉伸程度。
6. 弹簧材料:弹簧通常使用优质钢材制成,以提供足够的强度和弹性。
其中,常见的材料包括碳钢(Carbon Steel)、不锈钢(Stainless Steel)和合金钢(Alloy Steel)等。
7. 弹簧的绕制方式:弹簧可以通过不同的绕制方式制成,以适应不同的应用需求。
常见的绕制方式包括螺旋绕制(Helical)、圆柱绕制(Cylindrical)和锥形绕制(Conical)等。
表示方法:弹簧的参数通常通过图纸、技术数据表和规格表等形式进行表示。
这些表示方法会明确列出弹簧的相关参数,例如刚度系数、自由长度、工作长度、压缩量和拉伸量等。
此外,还会指定弹簧的材料、绕制方式和外观要求等。
在选择弹簧或设计弹簧时,确保准确理解并妥善使用这些参数和表示方法非常重要。
它们能够帮助我们了解弹簧的性能和适用范围,从而满足具体的工程需求。
几种常用弹簧钢简介
newmaker
1.70 号钢
1.1 综述:该钢有较高强度,但淬透性较低,适宜于制造截面较小的弹簧(φ≤15mm )。
冷作硬化的钢丝,在冷状态下缠绕成形,只作低温回火,消除应力。
该钢切削加工性尚好,淬火变形大。
主要用于不经淬火的小型螺旋弹簧、弹簧片、弹性垫圈、止动圈等。
1.2 相当于国外牌号:70(俄)、1070(美)、060A72(英)、XC70(法)。
1.3成分 C: 0.67-0.75% Mn:0.50-0.80% Si:0.17-0.37% S≤0.035% P≤0.035% Cr≤0.25% Ni≤0.25% Cu≤0.25%
1.4 热处理制度:棒材:830℃ OC+480℃ AC
2.T9A
2.1 综述:该钢为高级优质碳素工具钢和弹簧钢。
淬火回火后具有较高的硬度和韧性,淬透性差,淬火变形大,塑性较低,常用于制造具有较高硬度、不受剧烈震动冲击的工具和弹簧。
2.2 相当于国外牌号:C85W1(德)、Y9A (俄)、W1-0.9C (美)、Y190(法)。
2.3 成分(WC%) C:0.85-0.94 Mn≤0.40 Si≤0.35 S ≯0.020 P ≯0.030
2.4热处理制度:760-780℃ WC+140-200℃ AC
2.5技术条件规定的性能:
3.65Mn
3.1 综述:该钢为常用弹簧钢。
它强度高、淬透性好、脱碳倾向小、价格低、切削加工性好。
但有过热敏感性,易产生淬火裂纹,并有回火脆性。
用途广泛,用于制造各种截面较小的扁、圆弹簧、板簧和弹簧片。
3.2 相当于国外牌号:65Γ(俄)、1065(美)、080A67\EN43E(英)。
3.3 成分(WC%)C:0.62-0.75 Mn0.90-1.20 Si:0.17-0.37 S≤0.030 P≤0.035 Cr≤0.25
Ni≤0.25
3.4 热处理制度:830℃OC+540℃AC (回火、空冷)
3.5 技术条件规定的性能
4.60Si2MnA
4.1综述
它是用途十分广泛的一种合金弹簧钢。
该钢淬透性好。
淬火回火后具有较高的强度和弹性极限。
较高的屈强比(б0.2/бb)和抗松弛能力及回火稳定性。
如需用等温淬火其综合性能更好。
尤其疲劳寿命显著提高,但该钢脱碳倾向大,冷变形塑性低。
切削加工比较重。
主要用于250℃以下工作的厚度小于10mm。
直径<25 mm的各种板簧、螺旋弹簧、安全阀弹簧、减振弹簧、仪表弹簧等。
4.2 相当于口外牌号:60C2A(俄);9260(美);SUP6(日);250A58、250A61、En45A(英)。
4.3 化学成份(Wt℅)C 0.56~0.64;Mn 0.60~0.90;Si 1.50~2.00;S≤0.040;P≤0.040;Cr≤0.35;Ni≤0.35。
4.4 热处理制度:棒材870℃OC+440 回火。
4.5 技术条件规定性能:
5.50CrVA
5.1综述
该钢是高级优质弹簧钢。
具有高的比例极限和强度,高的疲劳度和良好的塑性及韧性,良好的回火稳定性,当加热到300℃弹性仍可保持。
该钢切削加工性尚好。
但冷作塑性较差。
焊接性差。
适用于制造重要的承受大应力的各种弹簧,使用温度不超过400℃。
5.2相当于口外牌号50×Фa(俄);6150(美);SUP10(日);735A50 En75(英)50CV(法)
5.3化学成份(Wt℅)C 0.45~0.54;Mn 0.50~0.80;Si 0.17~0.37;S≤0.030;P≤0.030;Cr≤0.80~1.10;Ni≤0.35;V 0.10~0.20。
5.4热处理制度860℃OC+440~500℃OC (回火、油冷)
5.5技术条件规定的技能
说明:δb 强度极限Mpa
δ5 长度为5d试样。
拉起后的延伸率(%)δp 比例极限Mpa
δ10 长度为10d试样。
拉起后的延伸率(%)δ0.2 2%残余伸长屈服长度Mpa
ψ 断面收缩率(%)
OC 油冷
HBS 布氏硬度
WC 水冷
HRC(RC) 洛氏硬度
AC 空冷
HBV 纸氏硬度(end)。