新型冷装工艺在工程机械复合轴套装配中的应用
- 格式:doc
- 大小:237.50 KB
- 文档页数:8
新型冷装工艺在工程机械复合轴套装配中的应用THE NEW TECHNOLCGY OF FREEZING ASSEMBLE APPLIES TO COMPOSITE SLEEVE IN CONSTRUCTION MACHINERY摘要阐明了冷装方法是复合轴套装配的正确方法,通过试验和分析确定了合理的冷冻温度,选择了用低温箱作冷冻设备。
Abstract It has expounded which is a right way to assemble composite sleeve by freezing it in this paper.Through testing and analysis,applicable freezing temperature was found out , and thelow-temperature chest was chosen as freezing equipment.关键词:复合轴套过盈配合冷装工艺及设备Keywords: composite sleeveinterference fitThe technology and equipment of freezing assemble 目前,复合轴套在工程机械中应用得越来越多,它的耐磨性好,在少油或间歇断油条件下能正常工作,承载能力大,使用寿命较长而且价格低廉,已取代了传统的铜套。
复合轴套与包容的孔之间的配合常设计为过渡配合,生产实际中多数有小的过盈,过盈连接的装配方法有多种,复合轴套是一种新型技术产品,简单地选择一种方法是不适宜的。
如何解决复合轴套装配问题,本文以我公司产品使用的SF-2复合轴套为例进行说明。
一、复合轴套装配结构概述在工程机械上复合轴套通常装在大型结构件上,装配的位置因结构件的不同有很大差异。
我公司产品有装载机、推土机、挖掘机三大系列,轴套外径尺寸在¢55~¢130之间。
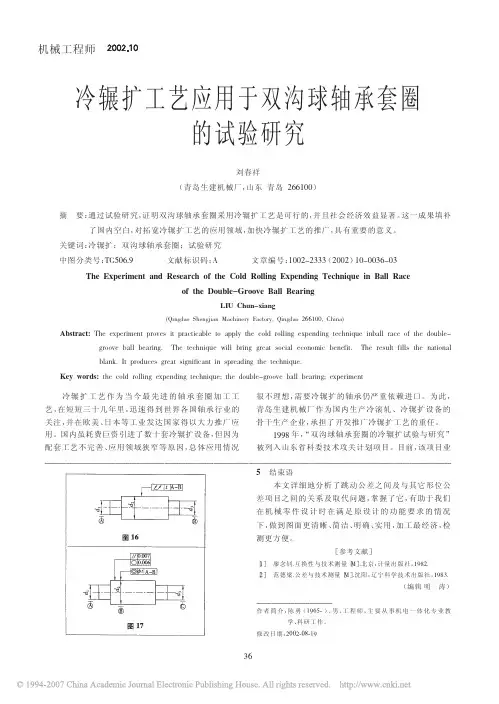
图1为复合轴套装配的典型结构,轴套与结构件上的孔的配合多数采用78p H ,个别采用78m H ,安装后轴套外沿至结构件外平面应保持一距离x ,该尺寸用于密封圈装配。
轴套的材料为复合材料SF-2(最外层为低碳钢板,内圈摩擦层塑料为改性聚甲醛,中间层用青铜粉作结合层)。
选择轴套的装配工艺应考虑以上各种因素。
Drawing 1 a sse mbl e o f c omposite s leeve Drawing 2 stemping二、复合轴套冷装工艺的初步选定为选择装配工艺,现将几种过盈连接装配方法的特点与复合轴套的装配实际进行对照:⑴压力机压装。
该方法操作简便、效率高,但压力机安装位置必须固定,它适合于在高效率的流水线上装配,结构件能够自动进入安装位置并找正,而且每台压力机有很具体的分工。
我公司产品型号多、轴套种类多,不少结构件采用就件装配法,采用压力机压装法不适用。
⑵锤击压装法。
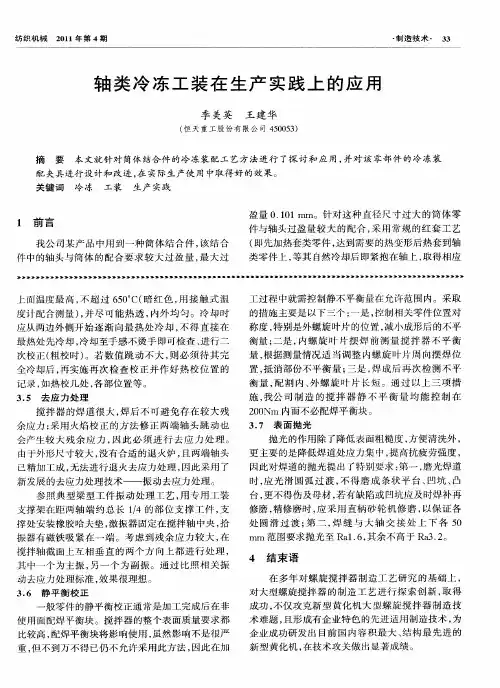
这种方法操作灵活、适应性强,锤击时使用图2所示压模可以保证尺寸x ,但该方法劳动强度大,装配导向性不好控制,轴套歪斜时会造成报废。
⑶热装法。
轴套与孔的配合为过渡配合,加热温度约需80~170℃,根据温差要求应选用介质加热,但对于工程机械的大型结构件,实际上很难进行。
⑷冷装法。
该法将轴套冷冻,轴套冷冻收缩后能轻易装入结构件的孔中,当常温恢复尺寸后可获得要求的配合。
这种方法易于实施,我们初步选定此办法。
三、冷装工艺分析1.复合轴套需冷冻温度计算采用冷装法时首先应确定冷却温度,按照冷装法的一般要求,冷却温度用下式计算:c t =f it ad e ]1[ …… 算式⑴, 式中:c t —轴套冷冻前后的温差(℃);it e —轴套的最大收缩量(mm );a —低温时轴套的冷缩系数(1/℃);f d —轴套的外圆直径(mm )。
上式中,轴套的最大收缩量等于配和的最大过盈量和最小间隙(见表List 1 the leas t clearance of freezing assemble1)之和,复合材料SF-2的冷缩系数为12×610 (复合材料的冷缩系数因复合工艺和温度范围而有相应变化,该数据由生产厂提供)。
按照该公式计算,每一种轴套的配合都有一个最合适的冷冻温度,我公司产品轴套的配合有近20种,经全部计算,冷冻时温度降低最少的配合为¢130(78m H ),c t =1301012079.0055.06⨯⨯+-=85.9℃,冷冻时温度降低最多的配合为¢55(78p H ),c t =551012059.0062.06⨯⨯+-=168.2℃。
冷装时考虑生产上便于组织,需要把冷却的低温控制在合理的小范围内。
以下借助试验和理论分析来进一步探讨适宜的冷冻温度。
2.第一种冷装试验按最难装配的配合选温度,取c t =168.2℃进行试验,采用液氮冷却,冷却后装配时发生了以下问题:⑴个别轴套装配时有碎裂和材料复合层破坏现象。
理论上的原因为:随温度降低,材料的屈服极限越来越接近强度极限,因此脆性越来越严重;复合材料SF-2外层钢的冷缩系数小、内层塑料的冷缩系数大,温度越低,从结合层处破坏的内应力也越强。
⑵部分轴套装配后x 值不能很好保证。
原因为:冷冻收缩量太大,轴套与孔间缺乏配合阻力。
如¢130(78m H )配合,由算式⑴可得:it e =a f d c t =12×610-×130×168.2=0.262mm ,孔的上偏差为+0.063mm ,轴套下偏差为+0.015mm ,可算出最大可能间隙=0.262+0.063-0.015=0.310mm 。
从以上试验现象分析,偏多温差的冷却方法并不适用。
3.第二种冷装试验按最易装配的配合选温度,取c t =85.9℃进行试验,采用低温箱冷却,冷却后再试装,无轴套碎裂和复合层破坏的现象,用图2所示的压模辅助装配,轴套装入深度的x 值可以保证。
此时不少轴套装配时仍需使用锤击,但锤击的力度很小,劳动强度不大,轴套也不易歪斜损坏。
以下以¢55(78p H )配合为例,从理论上对降温85.9℃前后的最大压入力进行对比。
最大压入力计算公式:p=max f p πf d f L μ …… 算式⑵式中:max f p —轴套表面承受的最大单位压力(N/2mm );f d —轴套的外圆直径(mm );f L —轴套长度(mm ); μ—结合表面摩擦系数。
最大单位压力计算公式:max f p =)(i i a a f E C E C d +maxδ …… 算式⑶ 式中:max δ为配合的最大过盈量,a E 、i E 分别为包容的结构件与轴套的材料的弹性模量,a C 、i C 为系数,分别与包容件和轴套的外形尺寸和材料有关。
用1P 、2P 表示采用冷冻措施前后装配时的最大压入力,用max 1δ、max2δ表示对应的最大过盈量。
采用冷冻措施前后算式⑵、⑶中的π、f d 、f L 、μ、a E 、i E 、a C 、i C 都不变,所以2P /1P =max 2δ/max 1δ …… 算式⑷对¢55)(78p H ,max 1δ=0.062mm ,根据算式⑴,降温85.9℃时轴套的收缩量it e =a f d c t =12×610-×55×85.9=0.057mm ,则m a x 2δ=max 1δ-it e =0.062-0.057=0.005mm ,代入算式⑷:2P /1P =max 2δ/max 1δ=0.005/0.062=0.081=8.1%。
即:冷冻85.9℃后轴套装配的最大压入力只有原来的8.1%。
根据以上两种试验可作出结论:选用温差偏少的冷冻方法、配合压装(使用压模),是一种合理的装配方法。
这种装配方法适宜的冷冻设备是低温箱。
四、冷冻设备的结构和制冷原理根据对冷装工艺的分析,结合本地区气温及冷冻设备低温箱的技术现状,我们将低温箱的冷冻温度选定为-80℃~-60℃,夏季采用-60℃,冬季采用-80℃。
经一年多的生产实践检验,这样的低温箱能兼顾各种轴套要求,也适应不同季节要求的变化。
1.低温箱结构Drawing 3 shape of low-temperature c hes t低温箱分为上下两部分(见图3),压缩机组设在下部,冷冻工作室在上部。
工作室顶部设置有风机,通过特制风道将箱内空气强制循环,保证室内温度场均匀,箱体内外层钢板之间用聚氨脂硬质泡沫塑料填充,实现对箱体外绝热,箱门有紧固装置,可以保证冷冻时室内的密封性。
2.低温箱的制冷系统和原理Drawing 4 Refrigeration System低温箱采用两个单级制冷复叠的制冷系统(见图4)。
低温制冷系统用R23(三氟甲烷)作制冷剂,R23蒸发从工作室吸热,它的标准沸点为-82.1℃]2[,工作室的-80℃~-60℃的低温即通过R23蒸发吸热获得。
中温制冷系统用R22(二氟一氯甲烷)作制冷剂,高压的R22蒸汽液化温度可以高于环境温度,能把热量散发到箱外。
两个制冷系统通过蒸发冷凝器连接,它是R23的冷凝器和R22的蒸发器,在这里低温制冷系统向中温制冷系统传递热量,使两个单级制冷系统复叠成统一工作单元。
R22的标准沸点为-40.8℃,由于有R22系统可将R23液化的温度设计较低,从而降低制造成本。
膨胀容器可以保护R23系统,截止阀、电磁阀可协助控制蒸发和冷凝的平衡、两个单级系统的平衡,使低温箱能按设定参数精确控制工作室的温度。
五、冷装工艺的应用及效果冷装工艺操作过程为:用低温箱将复合轴套冷冻至-80℃~-60℃(视季节),保证零件整体冷透;用压模压住轴套,把轴套推入或用锤敲击装至结构件孔中,保证尺寸x。
低温箱冷冻速度快、控制温度准确、保温性能好、工作室温度场均匀,采用低温箱冷冻,复合轴套冷缩量稳定统一,装配质量有了质的提升,生产效率成倍提高,劳动强度大大下降,生产噪音大幅降低,再没发生因装配不当造成轴套报废现象,也根除了碎屑飞溅的不安全隐患。
复合轴套装配工艺的改进把工程机械装配工艺水平提高了一个层次。
六、结束语冷装工艺在工程机械中的应用,不但提升了装配工艺水平,而且提高了操作的安全性,这种实用新型技术在行业上还处于初期发展阶段,有很大的发展空间和推广价值。
参考文献[1] JB/T 5994—1992 装配通用技术要求[2]袁秀玲主编.制冷与空调装置.西安:西安交通大学出版社,2001.25~25。