活塞环的装配
- 格式:docx
- 大小:36.02 KB
- 文档页数:2

活塞的正确安装方法1.引言1.1 概述活塞是内燃机中的一个重要组成部分,其正确的安装方法对于发动机的正常运行和性能至关重要。
本文将介绍活塞的正确安装方法,包括活塞的基本结构和安装方法。
活塞是发动机缸体内往复运动的零件,通常由铝合金或铸铁制成。
它的主要功能是将燃烧产生的气体压力转化为机械能,推动曲轴旋转,驱动发动机运转。
因此,活塞的正确安装是发动机能够高效运行和获得理想性能的关键。
在介绍活塞的正确安装方法之前,我们首先来了解一下活塞的基本结构。
活塞通常由头部、活塞杆、活塞环和活塞裙等部分组成。
头部是活塞的顶部,其中设有一个或多个火花塞孔以容纳火花塞。
活塞杆位于活塞的下部,与连杆连接,将活塞运动转化为曲轴运动。
活塞环是安装在活塞槽上的环形零件,用于密封燃烧室和润滑油,同时还能传递热量。
活塞裙是活塞的下部,通常采用油冷方式以有效散热。
了解了活塞的基本结构后,我们需要正确安装活塞以确保其发挥最佳性能。
首先,清洁活塞及相关部件,并检查其外观是否有损坏或磨损。
然后,涂抹润滑油将活塞轻轻安装在缸体内,确保活塞环的方向正确。
活塞环应采用正确的安装工具,均匀地安装在活塞槽内。
确保活塞的头部与气缸头的形状相匹配,以获得最佳的密封效果。
此外,还应仔细检查活塞与活塞杆的连接是否稳固,活塞杆的润滑情况以及活塞裙的散热效果。
活塞与连杆之间的连接必须牢固,以避免在高速旋转下的失效。
活塞杆应保持充分的润滑,以减少摩擦和磨损。
而活塞裙的散热效果则与整个发动机的散热性能有关,应保证活塞在高温环境下不易变形和损坏。
总之,活塞的正确安装方法对于发动机的正常运行和性能至关重要。
通过清洁、润滑和正确的安装方法,我们能够保证活塞能够高效地将压缩燃气转化为机械能,从而推动发动机的正常工作。
在安装活塞时,还应注意相关部件的质量和调整,确保各个组件的匹配性和可靠性。
只有这样,我们才能保证发动机的稳定性、可靠性和持久性。
文章结构是指文章的整体组织框架,包括引言、正文和结论三部分。
HEBEINONGJI摘要:本文对柴油机活塞连杆组件装配技术要求做了重点阐述,为修理维修人员提供参考,提高柴油机的修理质量。
关键词:柴油机;活塞连杆;装配要求柴油机活塞连杆组件装配要求七台河市农业机械化学校王海林活塞连杆组件是柴油机中工作条件最恶劣的组件,也是易损件,每次柴油机大修时都要对其进行拆卸,对每个零件进行技术状态评定,更换损坏的零件。
活塞连杆组件的装配是柴油机大修时必须要进行的,而装配质量对柴油机的工作可靠性和使用耐久性影响很大,应该按技术要求进行。
1活塞铝合金制成。
在气缸内做往复运动,压缩气体并承受气体膨胀作功的压力。
由顶部、环槽部和裙部组成。
顶部直接承受气体压力,并有相应的燃烧室。
环槽部安装活塞环,裙部引导活塞直线运动,并承受侧压力。
活塞顶的形状与燃烧室结构密切相关。
活塞装配要求如下:⑴活塞和气缸必须有适当的配合间隙。
为的是防止柴油机工作时,活塞在气缸中受热膨胀而卡死。
测量方法:将活塞倒放入气缸套上部,用厚薄规插入活塞裙部与气缸之间进行测量。
测量时应注意将厚薄规插入垂直销孔的方向,并使其深入整个活塞裙部的长度内。
各机型的气缸间隙(裙部长轴与气缸套之间)见说明书。
(2)活塞顶部是承受气体压力的部分,它与气缸、气缸盖组成燃烧室。
活塞顶部往往被制成各种形状的凹坑,用以弓I导气流运动,形成涡流,改善混合气形成的条件。
安装时活塞顶凹坑尖顶与燃烧室喷孔相对。
(3)活塞位于上止点时,活塞顶与气缸盖平面之间的距离称压缩余隙,压缩余隙大小影响压缩比,各种机型都对压缩余隙有规定值,不得随意改变。
安装气缸垫时要注意气缸垫的厚度标准,否则会造成压缩余隙的改变。
(4)活塞销孔中心线与活塞裙部中心线必须垂直,以保证活塞在气缸中运行的直线性,减少缸塞组件的磨损。
销孔磨损量、圆度超限时应更换。
销孔应无毛刺,挡圈槽不得有崩坍等缺陷。
(5)活塞有拉毛、划痕、烧蚀严重,裂纹、环槽崩角、磨损超限等现象时应予以更换。
2活塞销活塞销连接活塞与连杆,将活塞承受的气体压力传给连杆。
柴油机总装配——教你如何安装活塞连杆组件活塞连杆组将活塞的往复运动变为曲轴的旋转运动,同时将作用于活塞上的力转变为曲轴对外输出转矩,以驱动汽车车轮转动。
它是发动机的传动件,它把燃烧气体的压力传给曲轴,使曲轴旋转并输出动力。
活塞连杆组主要由活塞、活塞环、活塞销、连杆及连杆轴瓦等组成。
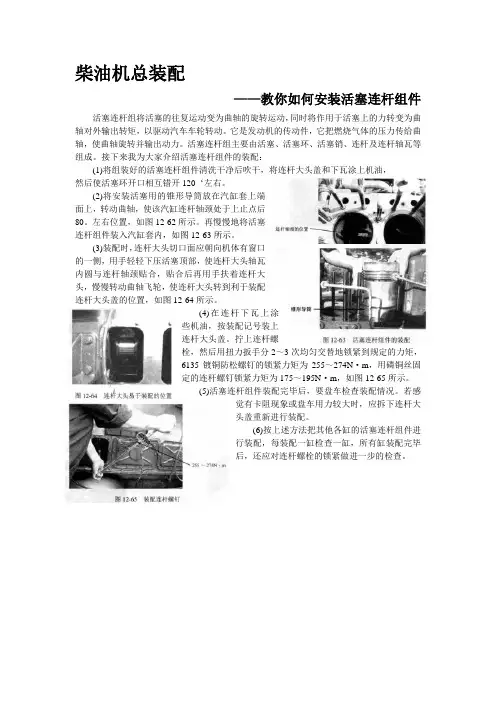
接下来我为大家介绍活塞连杆组件的装配:(1)将组装好的活塞连杆组件清洗干净后吹干,将连杆大头盖和下瓦涂上机油,然后使活塞环开口相互错开120‘左右。
(2)将安装活塞用的锥形导筒放在汽缸套上端面上,转动曲轴,使该汽缸连杆轴颈处于上止点后80。
左右位置,如图12-62所示。
再慢慢地将活塞连杆组件装入汽缸套内,如图12-63所示。
(3)装配时,连杆大头切口面应朝向机体有窗口的一侧,用手轻轻下压活塞顶部,使连杆大头轴瓦内圆与连杆轴颈贴合,贴合后再用手扶着连杆大头,慢慢转动曲轴飞轮,使连杆大头转到利于装配连杆大头盖的位置,如图12-64所示。
(4)在连杆下瓦上涂些机油,按装配记号装上连杆大头盖。
拧上连杆螺栓,然后用扭力扳手分2~3次均匀交替地锁紧到规定的力矩,6135镀铜防松螺钉的锁紧力矩为255~274N·m,用磷铜丝固定的连杆螺钉锁紧力矩为175~195N·m,如图12-65所示。
(5)活塞连杆组件装配完毕后,要盘车检查装配情况。
若感觉有卡阻现象或盘车用力较大时,应拆下连杆大头盖重新进行装配。
(6)按上述方法把其他各缸的活塞连杆组件进行装配,每装配一缸检查一缸,所有缸装配完毕后,还应对连杆螺栓的锁紧做进一步的检查。
气泵活塞环安装方法英文回答:Installing piston rings on an air pump requires careful attention to detail and precision. Here is a step-by-step guide on how to install piston rings properly.1. Prepare the piston and rings: Before starting the installation process, make sure the piston and rings are clean and free from any dirt or debris. Inspect the rings for any signs of damage or wear.2. Lubricate the rings: Apply a thin coat of engine oil or assembly lubricant to the piston rings. This will help them slide smoothly into the cylinder bore and prevent any damage during installation.3. Check ring orientation: Most piston rings have a top and bottom side. The top side usually has a marking or a groove. Make sure to install the rings with the top sidefacing up. Refer to the manufacturer's instructions or the service manual for the correct orientation.4. Install the oil control ring: Start by installing the oil control ring, which is usually the bottom ring. This ring helps regulate the amount of oil that enters the combustion chamber. Gently compress the ring and carefully slide it into the groove on the piston.5. Install the compression rings: Next, install the compression rings. These rings create a seal between the piston and cylinder wall, ensuring maximum compression. Place the rings one by one into their respective grooves on the piston. Use a ring compressor tool to compress the rings and slide them into the cylinder bore.6. Check ring end gap: Once the rings are installed, it is essential to check the ring end gap. The end gap is the space between the ends of the ring when it is installed in the cylinder bore. Refer to the manufacturer's specifications for the correct end gap measurement. Adjust the gap if necessary by carefully filing the ends of thering.7. Double-check the installation: After installing the rings, give them a final inspection to ensure they are properly seated in their grooves and aligned correctly. Rotate the rings gently to make sure they move freely without any binding.8. Reassemble the engine: Once the rings are installed, reassemble the engine following the manufacturer's instructions. Make sure to torque the bolts to thespecified values and double-check all connections before starting the engine.中文回答:气泵活塞环的安装需要细致入微的注意和精确操作。
活塞连杆组零件的标记与安装方向的识别1 活塞活塞的安装是有方向性要求的,主要是因为活塞销座是偏置的,即活塞中心线与活塞销座轴线不相交。
活塞的这种结构主要是为了防止活塞在越过上止点改变运动方向的瞬时,对缸壁产生的“拍击”。
另外,活塞裙部有防胀槽对活塞的安装也有方向性的要求。
如果安反,将带纵向直槽的一面将承受膨胀侧压,这样就极大地削弱了活塞裙部的强度,往往造成活塞破碎,常见的活塞安装方向标记有以下几种:1.1单缸柴油机活塞标记在活塞顶面有箭头,安装时箭头应朝向立式柴油机的前端;活塞顶面边缘处做出一个小缺口,装配时活塞顶面的小缺口应与连杆体、连杆盖上的小凸点标记装于同一侧,朝向柴油机前方;在活塞销座的侧面上铸有“向前”或“向后”字样,应按字样要求进行安装;在活塞顶面做三角形标记。
安装时,对于立式柴油机来说,三角标记应朝向柴油机的前端;对于卧式柴油机来说,三角形标记则应向上(朝向喷油器);当活塞顶为平面时,裙部有防胀槽,其防胀槽一边应装在(从曲轴顺时针旋转看)缸套中心线的右边;裙部没有防胀槽,顶部厚薄一致的平面活塞安装时没有方向性。
1.2多缸柴油机活塞标记1.2.1 活塞质量分组记号柴油机工作时动平衡要求很高,如4124G 系列柴油机同一台柴油机的活塞质量差不大于10 克。
所以装配时,要注意同一台柴油机活塞的质量分组记号应相同。
以4124G 系列柴油机为例,在标准的活塞顶导流槽的对面打有:“ 22、23、24、25……”为活塞质量分组记号。
1.2.2活塞裙部尺寸分组记号装配时,同一组活塞裙部尺寸分组记号相同,并与其所配合的缸套分组记号对应一致,才能保证缸套与活塞有正常的配合间隙。
1.2.3活塞销座孔直径分组尺寸记号装配时,应与同组活塞销相配。
以4125G系列柴油机为例,在标准的活塞顶面打有“ 01、02、03”,为活塞销孔尺寸分组记号。
活塞销按标准尺寸也分为三组,分别用“黄”、“绿”、“红”颜色表示,颜色涂在活塞销的端面上,选配活塞销时,必须与活塞顶部的销孔尺寸分组记号相互一一对应,才能保证活塞销与销座孔的配合要求。
7.活塞连杆组的分解与组装实训七活塞连杆组的分解与组装一、实训内容1)活塞连杆组的组成及其构造;2)活塞连杆组各零部件间的相互连接及其装配关系;3)活塞连杆组的拆装。
二、实训目的与要求1)熟悉活塞连杆组各零部件的名称、构造、作用及相互间的关系;2)掌握活塞连杆组的拆装要领。
三、所需工具、仪器与设备1)常用工具、常用量具,常用专用工具各一套;2)专用工具:活塞销冲头—件,发动机翻转架、工作台各—套;3)CA6102型汽车发动机总成一台,活塞连杆组总成及本总成各零件一套;4)发动机总成、活塞连杆组总成挂图或示教板一套。
四、安全与环保教育1、树立安全文明生产意识。
2、合理使用工具、量具及设备。
3、操作规范,安全、文明作业。
4、学生应穿工作服进行实习操作,工作场地应打扫清洁,机具摆放整齐。
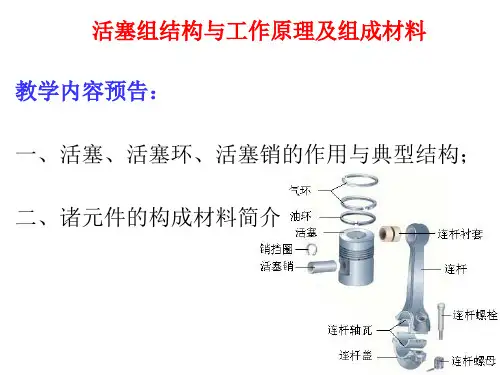
五、构造、原理、作用、技术标准和检验、维修方法活塞连杆组主要由活塞、活塞环、活塞销和连杆等组成。
其主要作用是承受可燃混合气燃烧的爆发压力,并推动活塞作往复运动,通过连杆转变为曲轴的旋转运动。
活塞由顶部、头部和裙部三部分组成。
活塞环分为气环和油环。
活塞销与活塞销孔的配合是过渡配合,活塞、活塞销、连杆装配成合件后,连杆应能在活塞销上自由摆动。
连杆由大头、小头和杆身组成。
活塞、连杆、连杆盖组合装配时,注意活塞顶缺口标记、连杆杆身凸点标记、连杆盖凸点标记要朝同一方向。
六、实训步骤1、活塞连杆组的拆卸拆卸活塞连杆组时,应将发动机放置在发动机翻转架上,首先拆去机体外的附件及气缸盖,然后将发动机侧置(转动翻转架)使挺杆室一侧向上,再拆下油底壳(先放尽机油)及其衬垫、机油集滤器、油管,同时拆下机油泵。
然后按下列步骤拆卸活塞连杆组:1)将要拆卸的活塞连杆组(有两个缸)转到活塞处于下止点,并检查活塞顶、连杆大端处有无记号,如无记号,应按次序在活塞顶、连杆大端上用钢字号码或尖铳铳上记号(连杆记号一般作在靠凸轮轴下一侧的基准面上)。
2)拆下连杵螺母,取下连杆端盖、衬垫和连杆轴承,并按顺序放好,以免相互搞错。

针对柴油发动机活塞和活塞环装配中的几个问题一、活塞的装配活塞一般用硅铝合金制造,它的特点是导热性和耐热性高,且耐腐蚀,重量轻,线膨胀系数小铸造性能好。
活塞的主要作用是承受气缸中气体压力所造成的作用力,并将此力通过活塞销传给连杆,以推动曲轴旋转作功。
活塞顶部还与气缸盖、气缸壁共同组成燃烧室。
由于活塞顶部直接与高温燃气接触,燃起的最高温度可达2500K以上。
因此活塞的温度也很高,其中活塞顶部的温度高达600-700K。
高温一方面会使活塞材料的机械强度显著下降,另一方会使活塞的热膨胀量增大,容易破环活塞与其相关零件的配合。
对于柴油机活塞,燃气带来的瞬间压力最大时可达6000-9000KPa,采用增压时则会更高。
高压会导致活塞的侧压力加大,客观上会加速活塞外表面的过快磨损,也容易引起活塞的变形。
因此,在装配时活塞应加热到60℃-100℃,把活塞销用手推入,严禁在冷态下强行装配活塞销。
应注意装配方向——连杆大头内卡槽与活塞顶部燃烧室凹坑,相对活塞销轴心线在同一侧。
二、活塞环的装配活塞环主要材料为合金铸铁,(在优质的铸铁中加入锰、磷、铜、鉬等合金元素),它的特点是耐高温、耐磨、耐腐蚀、有高的强度、弹性和冲击韧性。
工作表面镀上多孔性鉻或锡,以改善润滑条件和磨合性能,还可用喷钼来提高活塞环的耐磨性。
活塞环保证活塞与气缸壁之间的密封和刮除气缸壁上多余的机油,活塞环工作时受气缸中高温、高压燃气的作用。
在气缸中作高速运动,加上高温下机油可能变质,使之润滑变坏,活塞环是发动机所有零件中工作寿命最短的。
当活塞环磨损失效时,发动机将出现起动困难、功率不足,曲轴箱压力升高,通风系统严重冒烟,机油消耗增大,排气冒蓝烟,燃烧室、活塞等表面严重积碳等不良现象。
活塞环有切口,在自由状态下不是圆环形,外形尺寸比气缸内径大。
因此,它随活塞装入气缸后,产生弹力而紧贴在气缸壁上,形成第一密封面,使燃气不能通过环与气缸接触面之间的间隙。
活塞环在燃气压力作用下压紧在环槽的下端面上,形成第二密封面。
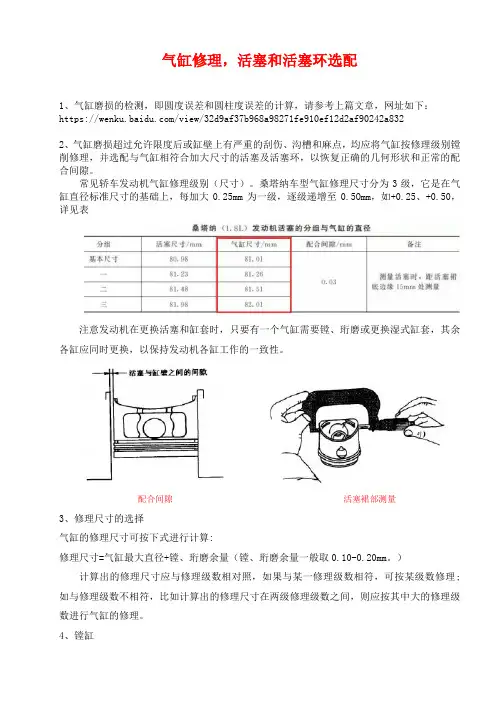
气缸修理,活塞和活塞环选配1、气缸磨损的检测,即圆度误差和圆柱度误差的计算,请参考上篇文章,网址如下:https:///view/32d9af37b968a98271fe910ef12d2af90242a8322、气缸磨损超过允许限度后或缸壁上有严重的刮伤、沟槽和麻点,均应将气缸按修理级别镗削修理,并选配与气缸相符合加大尺寸的活塞及活塞环,以恢复正确的几何形状和正常的配合间隙。
常见轿车发动机气缸修理级别(尺寸)。
桑塔纳车型气缸修理尺寸分为3级,它是在气缸直径标准尺寸的基础上,每加大0.25mm为一级,逐级递增至0.5Omm,如+0.25、+0.50,详见表注意发动机在更换活塞和缸套时,只要有一个气缸需要镗、珩磨或更换湿式缸套,其余各缸应同时更换,以保持发动机各缸工作的一致性。
配合间隙活塞裙部测量3、修理尺寸的选择气缸的修理尺寸可按下式进行计算:修理尺寸=气缸最大直径+镗、珩磨余量(镗、珩磨余量一般取0.10-0.20mm。
)计算出的修理尺寸应与修理级数相对照,如果与某一修理级数相符,可按某级数修理;如与修理级数不相符,比如计算出的修理尺寸在两级修理级数之间,则应按其中大的修理级数进行气缸的修理。
4、镗缸镗缸是对干式缸套过度磨损比较常见的修理方法。
湿式缸套主要以更换活塞气缸套组方式进行修理。
镗削量的计算。
当气缸的修理级数确定后,即可选配同级活塞,然后根据活塞直径和气缸直径计算镗削量。
活塞与气缸配合间隙0.03mm,磨缸余量为0.03-0.05mm,镗削量可按下式进行计算:镗削量=活塞裙部最大直径-气缸最小直径+活塞与气缸配合间隙-磨缸余量例如:桑塔纳轿车1.6L发动机气缸第一次需要镗、珩磨,第1级修理尺寸的活塞尺寸为81.23mm,气缸最小直径为80.01mm,活塞与气缸配合间隙0.03mm,磨缸余量为0.03-0.05mm, 那么镗削量为:镗削量81.23-80.01+0.03-0.05=0.20mm根据量缸测量结果,确定加大扩缸修理尺寸。
QSX15发动机自营大修方案一、大修人员组织1、总负责:1人(分厂领导),负责项目施工安全、质量、进度与协调。
2、施工负责:1人(维修工段长),负责大修施工组织,负责技术指导,对各零部件的检测监督和装配指导,以及设备试机时的调试工作。
3、技术负责:2人(技术主管、技术员),负责机械部分维修质量、做好整机维修过程中的技术把关,并联系外委加工与外委质量监控及档案整理。
4、验收负责:2人(使用工段及驾驶员),负责大修后设备的试机验收工作。
5、维修人员:2人,负责设备分解及零部件的清洗、检查、测量,以及后期的装配及装配后的试机。
二、工器具准备落实12 钢丝绳Ф6 根 213 拉马件 114 康明斯工具专用工具套 115 铜棒根 116 活塞环安装器件 117 寸磅扭力扳手把 118 塞尺件 119 凸轮轴衬套安装工具件 220 正时销及楔块套 1三、发动机基本结构四、大修施工流程1、发动机吊卸后,外部除垢、清洗及附件拆卸。
(1)拆除发动机线束和ECM(插座须包扎)。
(2)拆除空压机(图11),燃油供给模块,供油泵(图6)。
(3)依次拆除发电机、起动机、拆除水滤清座、水泵等,紧接着拆除皮带盘、涨紧轮、附件驱动带轮、水泵带轮及燃油泵。
(4)拆除涡轮增压器(图17)及歧管(图15)。
(5)拆除机油冷却器总成(图31)。
2、发动机顶置机构的拆卸(1)松开每个摇臂上的气门和喷油器调整螺钉的锁紧螺母。
(为防止磨损加剧,每个丁字压板和摇臂总成必须作标记,以便安装时能装入先前的位置)(2)拆卸气门摇臂,摇臂轴螺栓,摇臂轴总成。
(3)拆卸喷油器摇臂轴螺栓和摇臂总成。
3、拆卸油底壳,缸体加强板,吸油管。
4、前齿轮箱室的分解,凸轮轴的拆卸(1)、拆除发动机前端盖。
(2)将减震惰轮齿总成(图10、11)内的六角螺栓(图13)旋松,一直松到螺栓尾部顶到惰轮辐,此时图中10和11这两个齿轮应该处于完全的重叠位置。
(3)将螺栓(图3)松开,将所有传动齿轮全部拆下,按规定位置摆放整齐。
专利名称:一种发动机活塞环装配用可变径上料筒及其上料方法
专利类型:发明专利
发明人:诸嘉浩,付星铭,杜帅
申请号:CN202111331853.X
申请日:20211111
公开号:CN114012383A
公开日:
20220208
专利内容由知识产权出版社提供
摘要:本发明提供发动机活塞环装配用可变径上料筒,包括梯形丝杠单元,第一端的末端部位设有手轮,手轮的转动使得梯形丝杠主体的旋转运动转换成梯形丝杠主体的轴向移动;第二端上靠近末端的部位设有料筒,设置为套设于梯形丝杠主体的周围,从而被梯形丝杠主体的轴向运动带动从而进行被动的轴向移动;第二端的末端部位设有发动机活塞环导向装置,设置为由铰链连接于料筒的链接杆推动,使得料筒的轴向移动可带动发动机活塞环导向装置沿径向扩张或者收缩,从而实现调整发动机活塞环导向装置的圆周大小以适应相应型号的发动机活塞环。
本发明还提供发动机活塞环装配用可变径上料方法。
本发明的发动机活塞环装配用可变径上料筒结构简单、可靠性高、性能好。
申请人:昂华(上海)自动化工程股份有限公司
地址:201315 上海市浦东新区秀浦路2555号2幢11层A单元
国籍:CN
代理机构:北京清大紫荆知识产权代理有限公司
更多信息请下载全文后查看。
卧式单缸柴油机装配时如何安排各活塞环的开口位置
方明
【期刊名称】《农业机械》
【年(卷),期】2003()4
【总页数】1页(P82-82)
【关键词】卧式单缸柴油机;装配技术;活塞环;开口位置
【作者】方明
【作者单位】
【正文语种】中文
【中图分类】TK42
【相关文献】
1.改变柴油机活塞环开口位置传统模式的装配方法 [J], 严忠广;余江华
2.单缸柴油机活塞环的安装方法 [J], 周强
3.单缸柴油机停放时活塞的最佳位置 [J], 刘开顺
4.一种农用机械单缸发动机活塞环开口位置确定及分析 [J], 卢慧娟;赵世婧;艾佳琨
5.单缸柴油机活塞环安装方法总结 [J], 宫尚
因版权原因,仅展示原文概要,查看原文内容请购买。
在柴油机维修中,常常见到柴油机由于活塞环安装不当,引起机油消耗量大,冒蓝烟,气缸压缩力不足等故障。
因此,现对安装方法作一说明。
(一般风冷3道环,2个气环和1个油环;水冷为4道环,3个气环和1个油环)安装时:第一环也叫头环和镀铬彭形环它是没有正反之分,如图 a.其原因见图形即知道。
第二环需要注意,二环有筒面环和锥形环等环之分。
筒面环也是和头环一样没有正反的,但是二环不像头环那样有明显的镀铬层,所以我们常常说判定一环与二环之分,其中就看哪个环光亮,光亮的那个环为一环。
筒面环因与缸套的摩擦较大,一般不会用在高速柴油机上。
二环除了筒面环外还有锥形环,锥形环其锥角1·左右,在活塞环平面靠近开口处可有钢印记号。
装此环时有正反之分,刻有钢印记号的一面应朝向活塞顶部方向。
如图b。
风冷机一般就安装第二环,三环为油环了。
水冷机其第二和第三都一样为气环。
第四道环才是弹簧涨圈油环也是俗说的油环。
风冷机第三环和水冷机第四环是一样的弹簧涨圈油环。
弹簧涨圈油环装配前应先装上油环磷化簧,用锁口钢丝连接,然后装上油环,油环的开口应与锁口钢丝连接处互差180·。
油环有两种:一种是两个方向都有倒角,如图d。
应把倒角大的一面朝向活塞顶部,如两方向倒角一样大,则可以任意方向朝向活塞顶部。
另一种是只有一个方向倒角,如图e。
装上活塞时,应把倒角的一面朝向活塞顶部。
装配活塞环时,活塞环开口与活塞销口成120·。
活塞环开口方向不能一致。
另一种水冷机活塞环装法为:第一,第二道气环及第四道油环与前面一种相同,而第三道环为扭曲环,装配时有正反之分,无台肩一面朝向活塞顶部方向。
如图c。
新活塞环在装配前,除了注意环的方向不能错外,还要测量活塞环在缸套内的开口间隙,活塞环在活塞环槽内的边间隙以及弱光度,必要时还得重新更换,因为新的活塞环不一定全部合格。
活塞连杆组装入缸套前,应检查活塞环在活塞环槽内转到是否灵活有卡带要修复,缸套内应加适量润滑油,
(C)
此信息为义高师傅所讲和加我个人理解所编辑出来的,希望与大家一起分享!。