基于PLC的控制电动机起动与停止系统设计
- 格式:doc
- 大小:695.00 KB
- 文档页数:5
编号毕业论文题目基于PLC电动机智能控制系统设计学生姓名学号系部电气工程系专业电气自动化班级指导教师二O一二年六月摘要摘要在信息化,现代化的今天,所有的生产都进入了电子控制阶段,PLC的控制的掌握不再是高等人才的使用,也就是PLC的使用已经进入了课堂和社会,随着社会对这一类人才的需求的增加,学校也在这方面有了资金和人才的投入,越来越多的人了解和掌握对PLC的使用,当然,PLC对于电动机的控制在大学学堂算是一门比较基础的课程,对于课题基于PLC电动机智能控制系统设计,本次设计选取三菱生产的PLC和三相异步电动机,型号为36BF003型反应式步进电机,主要通过PLC的编程控制实现对电动机的转速控制,正反转控制及步数控制,通过这几项控制来达到PLC对电机的智能控制的体现。
关键词:PLC 步进电机控制1目录目录摘要 (1)目录 (2)第一章可编程控制器简介 (1)1.1 PLC的结构及各部分的作用 (1)1.1.1中央处理单元(CPU) (2)1.1.2 存储器(RAM、ROM) (2)1.1.3 输入输出单元(I/O单元) (2)1.1.4 电源 (2)1.1.5 编程器 (2)1.2 PLC的工作原理 (3)1.2.1 输入处理 (3)1.2.2 程序执行 (3)1.2.3 输出处理 (3)1.3 PLC编程语言 (4)1.3.1 梯形图编程语言 (4)1.3.2 语句表编程语言 (4)1.3.3 控制系统流程图编程图 (4)第二章步进电机的简介 (5)2.1 步进电机 (5)2.2 三相步进电机的控制要求及方案设计 (5)2.3 步进电机的选择 (7)第三章硬件的设计 (8)3.1 确定I/O点数 (8)3.1.1 画系统框图 (8)3.1.2 I/O分配表 (9)3.2绘制I/O端子接线图 (9)3.3步进电机驱动电路 (9)第四章软件的设计 (11)4.1 PLC控制步进电机控制方法实现 (11)4.1.1转速控制 (11)4.1.2正反转控制 (11)4.1.3步数控制 (12)4.2设计梯形图 (13)4.2.1转速控制过程 (16)4.2.2正反转控制过程 (16)4.2.3步数控制过程 (16)4.3调试运行程序 (17)第五章结束语 (19)第六章参考文献 (20)第七章致谢 (21)2第一章可编程控制简介第一章可编程控制器简介可编程控制器是60年代末在美国首先出现,当时叫可编程逻辑控制器PLC (Programmable Logic Controller),目的是用来取代继电器,以执行逻辑判断、计时、计数等顺序控制功能。

3台电动机自动顺序启停PLC控制1.引言可编程序控制器,是集计算机技术、自动化技术、通信技术于一体的通用工业控制装置,简称PLC。
它是一个以微处理器为核心的数字运算操作的电子系统装置,专为在工业现场应用而设计,它采用可编程序的存储器,用以在其内部存储执行逻辑运算、顺序控制、定时/计数和算术运算等操作指令,并通过数字式或模拟式的输入、输出接口,控制各种类型的机械或生产过程。
PLC是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场电气操作维修人员的技能与习惯,特别是PLC的程序编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程序编制形象、直观、方便易学;调试与查错也都很方便。
用户在购到所需的PLC后,只需按说明书的提示,做少量的接线和简易的用户程序编制工作,就可灵活方便地将PLC应用于生产实践。
以PLC为主构成的控制系统具有可靠性高、控制功能强大、性价比高等优点,是目前工业自动化的首选控制装置。
故本设计中采用PLC集中控制的办法,利用PLC 简单可视化的程序,对3台电动机实现顺序起停控制,可以通过手动实现,也可以通过延时实现自动起停控制,延时时间可以在线设置,并通过指示灯显示各电动机的运行状态。
本设计广泛应用在港口、电厂、煤矿、钢铁企业、水泥、粮食以及轻工业的生产线。
既可以运送散状物料,也可以运送成件物品。
还可应用于装船机、卸船机、堆取料机等连续运输移动机械。
通过本设计对所学的PLC知识综合巩固应用,巩固练习运用组态软件及组态设计,提高对PLC控制系统的设计、安装和调试能力。
2. PLC选型世界上PLC产品可按地域分成三大流派:美国、欧洲和日本。
日本的PLC技术是由美国引进的,但日本的主推定位在小型PLC上,在小型机领域中颇具盛名。
基于PLC和触摸屏的电机变频调速控制系统设计与实现文章以西门子S7-200系列PLC的CPU224XP作为核心控制处理器,以西门子SMART700触摸屏作为人机交互界面,通过人机交互界面对电动机的运行状态进行监视及控制,完成电动机的启停、变频调速、正反转运行。
实验结果表明:该系统工作稳定、运行可靠、控制精度较高。
标签:PLC;触摸屏;变频调速引言PLC以其编程简单方便、控制稳定可靠、功能强大等优点通常作为控制器广泛应用于现代工业控制领域,触摸屏作为人机交互界面在一定程度上减少PLC 的外部I/O点的使用以及减轻系统外部按钮开关的连线复杂程度,同时也提高了运行维护的方便性。
本设计选择西门子PLC的CPU224XP为核心控制处理器,西门子SMART700触摸屏,通过PLC、触摸屏软、硬件设计与调试,在实验室实现三相异步电动机的启停、变频调速、正反转运行。
1 系统设计总体方案电机变频调速控制系统原理框图如图1所示,计算机下载程序到PLC和触摸屏,通过触摸屏输入指令,PLC将信号传给变频器,由变频器实现三相异步电动机的启停、变频调速、正反转运行。
2 控制系统硬件设计2.1 硬件的选择PLC型号为西门子14输入10输出的CPU224XP,可连接7个扩展模块,6个独立的高速计数器(100KHz),2个100KHz的高速脉冲输出,2个RS485通讯/编程口,具有PPI通讯协议、MPI通讯协议和自由方式通讯能力,能够满足变频调速的要求。
SMART700触摸屏分辨率较高,具备强大的通信能力,它可以同西门子PLC之间进行通讯,并且为用户提供一个友好的界面,便于用户对控制系统中的设备运行情况进行监控和控制。
变频器选择西门子MICROMASTER440,是专门针对与通常相比需要更加广泛的功能和更高动态响应的应用而设计的,具有快速响应输入和定位减速斜坡功能,是实现变频调速的主要部件,三相异步电动机选择功率为750W。
2.2 硬件电路设计3 控制系统软件设计3.1 PLC程序设计3.1.1 PLC程序流程图PLC经初始化后,可通过触摸屏和外部按钮发出信号,经变频器控制电机的启停、正反转、加速和减速,当完成指令之后,一个周期结束,PLC的流程图如图3所示。

1.控制要求要求用1个控制按钮控制1台电动机的启动和停止。
第1次操作按钮电动机启动,第2次操作按钮电动机停车,第3次操作按钮电动机启动,如此循环。
2.任务分析 PLC在工作时采用顺序循环扫描的工作方式来执行主循环程序OB1及子程序中的用户程序,在一个扫描周期的开始CPU对所有的输入端子上的信号进行集中采集,并将采1.控制要求要求用1个控制按钮控制1台电动机的启动和停止。
第1次操作按钮电动机启动,第2次操作按钮电动机停车,第3次操作按钮电动机启动,如此循环。
2.任务分析PLC在工作时采用顺序循环扫描的工作方式来执行主循环程序OB1及子程序中的用户程序,在一个扫描周期的开始CPU对所有的输入端子上的信号进行集中采集,并将采集结果保存在过程映像输入寄存器(I),在程序执行期间不再考虑输入端子上信号的变化,而程序执行过程中所产生的中间结果则直接保存在存储器(M)或过程映像输出寄存器(Q)中,并不立即送到输出端子,而只有在当前扫描周期结束前才将程序执行的最终结果集中送到输出端子,对输出端子进行刷新。
如果对这种扫描方式理解不清楚,在编程时就会出现意想不到的结果。
以电动机的单按钮启停控制为例,如果用如图3-11所示的逻辑来实现看起来似乎可行-但是,如果仔细分析会发现当按一次按钮时,首先扫描到第一个程序段,会使KM变为1-并写入过程映像输出寄存器;当扫描到第二个程序段时,由于KM的过程映像输出寄存器已经为1,所以又会使KM变为0,结果无论如何都无法启动电动机。
由于PLC循环扫描的工作特殊性,不能直接用简单的逻辑实现电动机的单按钮控制,必须考虑在同一扫描周期内是否会出现运行状态的多次切换。
3.实施方案[方案1]用边沿指令及异或逻辑实现首先根据控制按钮SB_1信号状态设置状态标志,使用上升沿检测指令,保证每按动一次控制按钮,状态标志F1的状态只在当前扫描周期内起作用。
然后用状态标志F1与电动机(KM)当前的状态进行逻辑异或运算,由于按动控制按钮当前周期内F1=1,用F1与KM 相异或,就可以实现对电动机状态的转换,如果直接用KM来代替F1,将无法实现要求的功能。
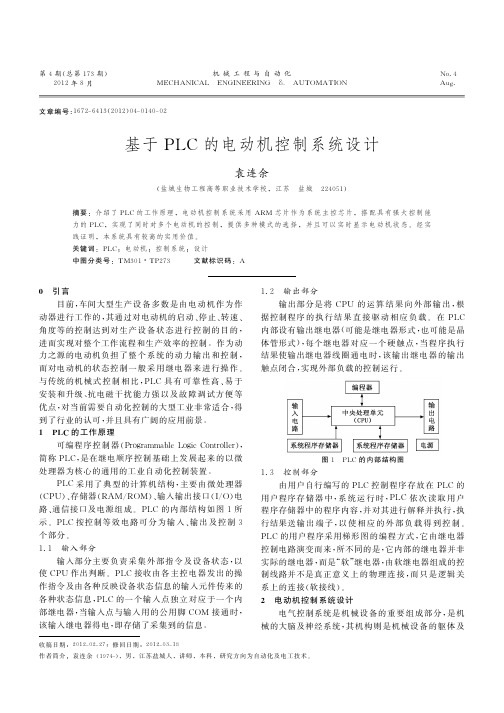
第4期(总第173期)2012年8月机械工程与自动化MECHANICAL ENGINEERING & AUTOMATIONNo.4Aug.文章编号:1672-6413(2012)04-0140-02基于PLC的电动机控制系统设计袁连余(盐城生物工程高等职业技术学校,江苏 盐城 224051)摘要:介绍了PLC的工作原理,电动机控制系统采用ARM芯片作为系统主控芯片,搭配具有强大控制能力的PLC,实现了同时对多个电动机的控制,提供多种模式的选择,并且可以实时显示电动机状态。
经实践证明,本系统具有较高的实用价值。
关键词:PLC;电动机;控制系统;设计中图分类号:TM301∶TP273 文献标识码:A收稿日期:2012-02-27;修回日期:2012-03-18作者简介:袁连余(1974-),男,江苏盐城人,讲师,本科,研究方向为自动化及电工技术。
0 引言目前,车间大型生产设备多数是由电动机作为作动器进行工作的,其通过对电动机的启动、停止、转速、角度等的控制达到对生产设备状态进行控制的目的,进而实现对整个工作流程和生产效率的控制。
作为动力之源的电动机负担了整个系统的动力输出和控制,而对电动机的状态控制一般采用继电器来进行操作。
与传统的机械式控制相比,PLC具有可靠性高、易于安装和升级、抗电磁干扰能力强以及故障调试方便等优点,对当前需要自动化控制的大型工业非常适合,得到了行业的认可,并且具有广阔的应用前景。
1 PLC的工作原理可编程序控制器(Programmable Logic Controller),简称PLC,是在继电顺序控制基础上发展起来的以微处理器为核心的通用的工业自动化控制装置。
PLC采用了典型的计算机结构,主要由微处理器(CPU)、存储器(RAM/ROM)、输入输出接口(I/O)电路、通信接口及电源组成。
PLC的内部结构如图1所示。
PLC按控制等效电路可分为输入、输出及控制3个部分。
1.1 输入部分输入部分主要负责采集外部指令及设备状态,以使CPU作出判断。
江苏农林职业技术学院PLC实习报告姓名(学号)*****班级****专业××××××题目基于PLC的三台电动机顺序启停控制设计2010 年11月一:设计目的1。
掌握顺序控制指令的使用及编程.2.掌握电动机顺序启停控制系统的接线、调试、操作.二、实训器材1。
可编程控制器1台(s7-200型);2。
实训控制台1个;3.电工常用工具1套;4.计算机1台(已安装编程软件);5.连接导线若干。
三、实训内容1.控制要求①启动时:M1启动3秒后,M2启动;M2启动5秒后,M3启动。
②关闭时:M3先停止,5秒后M2停止运转;M2停止3秒后M1停止。
③当遇到故障时必须有急停按钮。
④电路中必须有过载保护。
电动机主电路图2.I/O分配根据系统控制要求,确定PLC的I/O(输入输出口)。
I0.0 启动按钮;I0.1 停止按钮;I0。
2 急停;I0。
3 FR1 3.系统接线根据系统控制要求和I/O点分配,画出电动机的系统接线图。
4.程序设计根据控制要求,设计状态转移图和梯形图程序。
5。
系统调试(1)输入程序通过计算机梯形图正确输入PLC中。
(2)静态调试按PLC的I/O接线图正确连接好输入设备,进行PLC的模拟静态调试,观察PLC的输出指示灯是否按要求指示,否则,检查并修改程序,直至指示正确。
(3)动态调试按PLC的I/O接线图正确连接好输出设备,进行系统的空载调试,观察能否按控制要求实现电动机顺序启动、逆序停止。
否则,检查电路或修改程序,直至符合控制要求.四、实训总结1、运行并调试程序,观察运行结果是否符合要求,并画出其对应的梯形图。
2、体会状态编程的原则、方法和技巧。
总结:在本次设计的过程中,我发现很多的问题,有关于可编程控制器方面的,也有关于人与人之间相互帮助方面的。
虽然以前还做过这样的设计但这次设计真的让我长进了很多,可编程控制器课程设计重点就在于梯形图的设计,需要有很巧妙的设计方法,虽然以前也设计过类似的梯形图,但我觉的设计出一个好的梯形图并不是一件简单的事;有好多的东西,只有我们去试着做了,才能真正的掌握,只学习理论有些东西是很难理解的,更谈不上掌握。
基于PLC步进电机控制系统的设计毕业论文基于PLC步进电机控制系统的设计毕业论文目录基于PLC步进电机控制系统的设计.............................................. I 摘要........................................................................ I Stepping motor control system based on PLC (II)Abstract ................................................................... II 第一章绪论. (1)1.1 PLC的发展及应用前景 (1)1.1.1 可编程控制器(PLC)的发展趋势 (1)1.1.2 可编程控制器(PLC)的应用领域 (1)1.1.3 PLC的应用前景 (1)1.2 提出问题 (2)1.2.1 机床滑台类型及控制 (3)1.2.2 本文的工作目的及意义 (3)1.2.3 本文的主要目的及意义 (3)1.3 系统功能 (4)第二章 PLC概述 (5)2.1 PLC的产生与发展 (5)2.1.1 PLC的产生及定义 (5)2.1.2 PLC的发展 (6)2.2 PLC的特点与功能 (7)2.2.1 PLC的特点 (7)2.2.2 PLC的功能 (7)2.3 PLC的结构 (8)2.4.1 梯形图 (9)2.4.2 语句表 (11)2.4.3 顺序功能图 (11)第三章步进电机概述 (12)3.1 步进电机工作原理 (12)3.2 步进电机的特性 (12)3.3 步进电机的分类 (13)3.4 步进电机驱动器的直流供电电源的确定 (13) 3.5 步进电机使用时的注意事项 (14)3.6 步进电机驱动器的细分原理及一些相关说明 (14) 3.7 反应式步进电机 (15)3.8本设计所用步进电机 (18)第四章总体方案设计 (19)4.1数控滑台的控制方法 (19)4.1.2进给速度控制 (19)4.1.3 进给方向控制 (19)4.2 PLC控制系统设计 (19)4.3 PLC控制系统的接地方法 (20)4.4步进电机的控制 (20)4.4.1步进电机的起停控制 (21)4.4.2步进电机的加减速控制 (21)4.4.3 步进电机的换向控制 (22)4.5 本章小结 (22)第五章数控滑台的设计 (23)5.1总体设计方案的确定 (23)5.2 机械部分设计计算 (23)第六章设计硬件电路 (36)6.1 硬件电路总体分析 (36)6.2总体设计分析图 (36)6.3电路总体设计 (36)6.4步进电机的驱动电路 (38)第七章软件设计 (44)7.1 可编程控制器(PLC)的工作原理 (44)7.2存储空间的计算 (47)7.3可编程控制器(PLC)提供的编程语言 (47)7.4 PLC编程中难点介绍 (49)7.4.1驱动电源的特殊性 (49)7.4.2用功能指令构建控制程序的有关问题 (49)7.5 PLC梯形图 I/O分配表 (50)第8章 GX Developer软件程序模拟运行 (51)8.1 程序运行图文说明 (51)结论 (68)附录 (69)1、流程图 (69)2、控制系统设计步骤 (69)参考文献 (71)1、参考资料 (71)2、参考论文 (72)外文文献 (74)中文翻译 (78)致谢 (81)第一章绪论1.1 PLC的发展及应用前景PLC 工艺自从出现一直到今天,已经由最初的接线逻辑发展到了储存逻辑,目前被大量的应用到众多的行业之中。
1、引言可编程序控制器,就是集计算机技术、自动化技术、通信技术于一体的通用工业控制装置,简称PLC。
它就是一个以微处理器为核心的数字运算操作的电子系统装置,专为在工业现场应用而设计,它采用可编程序的存储器,用以在其内部存储执行逻辑运算、顺序控制、定时/计数与算术运算等操作指令,并通过数字式或模拟式的输入、输出接口,控制各种类型的机械或生产过程。
PLC就是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性与灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场电气操作维修人员的技能与习惯,特别就是PLC的程序编制,不需要专门的计算机编程语言知识,而就是采用了一套以继电器梯形图为基础的简单指令形式,使用户程序编制形象、直观、方便易学;调试与查错也都很方便。
用户在购到所需的PLC后,只需按说明书的提示,做少量的接线与简易的用户程序编制工作,就可灵活方便地将PLC应用于生产实践。
以PLC为主构成的控制系统具有可靠性高、控制功能强大、性价比高等优点,就是目前工业自动化的首选控制装置。
故本设计中采用PLC集中控制的办法,利用PLC 简单可视化的程序,对3台电动机实现顺序起停控制,可以通过手动实现,也可以通过延时实现自动起停控制,延时时间可以在线设置,并通过指示灯显示各电动机的运行状态。
本设计广泛应用在港口、电厂、煤矿、钢铁企业、水泥、粮食以及轻工业的生产线。
既可以运送散状物料,也可以运送成件物品。
还可应用于装船机、卸船机、堆取料机等连续运输移动机械。
通过本设计对所学的PLC知识综合巩固应用,巩固练习运用组态软件及组态设计,提高对PLC控制系统的设计、安装与调试能力。
2、 PLC选型世界上PLC产品可按地域分成三大流派:美国、欧洲与日本。
日本的PLC技术就是由美国引进的,但日本的主推定位在小型PLC上,在小型机领域中颇具盛名。
某些用欧美的中型机或大型机才能实现的控制,日本的小型机就可以解决。
基于PLC的控制电动机起动与停止系统设计1.设计的意义
随着工业的发展,继电器控制系统无法达到相应的要求,因此根据不同行业不同用户的要求开发专用的皮带运输机的控制系统,为此采用PLC控制皮带运输机控制系统是十分必要的。
采用可编程控制器﹙PLC﹚控制的系统优势有,1.可靠性高,皮带机综保装置以 PLC控制器为核心,系统具备高可靠性和强抗干扰性等特点,对环境要求不高,适用于恶劣环境中工作。
2.配置灵活,PLC在组态系统时具有极大的灵活性,具有极强的处理能力,以及大的I/O容量。
当现场控制要求发生变化时,只需改变程序即可, 3.设备扩展性强,PLC有很强的组网和扩展能力,今后可以很方便添加新设备和皮带控制。
从而避免了以前上一套设备需更换一套控制设备的弊端,节省了大量人力和财力。
4.维护方便,模块连接采用插拔式接线端子排,更换、维护非常方便。
2.实验的内容及目标
4台电动机的运动状态用L1,L2,L3共3个指示灯显示。
要求:只有一台电动机运行时L2亮;两台电动机运行时L1亮;3台以上电动机运行时L3亮;都不运行时3个灯都不亮。
按以上要求,提出所需控制电器元件,选择PLC机(CPM1A/CPM2A系列),做I/O分配,画出PLC外部的接线图及电机的主电路图,用逻辑设计法设计一个满足要求的梯形图程序。
3.PLC的选择及I/O分配
选择CPM1A
I/O分配
输入输出
A B C D 00101001020010300104
L1L2L3
011020110301104 L0
01101
4. 硬件设计(画出硬件接线图)
5.软件设计(程序清单以及程序的文字说.明等)
L0:ABCD四个电动机都不转动,没有一个灯亮。
L1:在L0没有亮时,如果两个电动机转动,L1亮
L2:在L0和L1都没亮时,如果有一个电动机转动,L2亮
L3:当三个或者四个电动机转动时,L3亮
中间程序是按顺序反应下去,一个不行则试运下一个,直到灯亮,程序运行停止。
6.心得体会
通过本次课程论文设计,我巩固了课堂上所学的知识,对其更深层次的理解,并加以应用。
通过以上介绍可以看出,使用三菱FX2N 系列PLC 步进指令,编制交通信号灯控制程序,思路清晰、梯形图直观,简单明了,执行可靠.同时,通过修改计时器T0,T1,T2,T3,T4,T5 的时间,可以方便地改变红绿、黄灯的控制时间.因此,对于实现时间顺序控制,使用步进指令不仅可以简单、直观地表示顺序操作的流程,而且可以非常容易地设计许多流程顺序控制,并且能够减少程序条数,使程序易于理解.。