1880-800十二辊超级压光机技术方案
- 格式:doc
- 大小:62.50 KB
- 文档页数:9
2550/800十二辊超级压光机使用说明书二О一一年一月目录一、概述 (1)二、主要技术规范 (1)三、结构简述 (3)四、安装及调整 (6)五、设备维修、保养与安全 (7)六、超级压光机液压系统用油及各润滑部位使用润滑油润滑剂 (8)七、随机工具及随机文件 (9)八、附表 (9)一概述2550mm十二辊超级压光机(以下简称超压机)适用于整饰铜版卡纸、铜版纸、画报纸、照相纸、书写纸、低定量涂布纸、半透明高档包装纸等高档文化用纸及包装用纸、特种纸,用以提高纸张的平滑度、光泽度、紧度及厚度的均匀性,改善纸张的外观质量、物理性能和印刷适应性能。
超压机用表面很光滑的压辊组压光纸幅。
由于具有弹性的纸粕辊和包胶辊受很大压力后产生比相邻冷硬铸辊大得多的变形量,在超压机工作过程中,变形后的压区内因软辊半径不同,因而与金属辊表面产生相对滑动摩擦,导致通过压区的纸幅表面平滑度、光泽度和紧度的提高。
本超压机底辊、顶辊为分区可控中高辊。
除底辊、顶辊外其余10套压光辊配有压光辊重量补偿系统,改进了压区布置方式,可全部或部分地补偿压辊自重,精细地调整纸幅平滑度两面差,大大提高了纸张的压光质量。
本机加压与脱辊形式为底缸加压与底缸脱辊,快速脱辊时间t≤0.5秒,有效地保护纸粕辊不受损伤。
底缸与可控中高辊油压采用电液比例阀可编程控制,按照设定的工作线压力连续自动地跟踪调整并数字显示。
电控系统采用全数字直流调速。
底缸油压、压纸辊油压、线压力、车速等均采用数字显示。
本超级压光机的主要技术性能处于国内同类型机型的领先水平,主要性能达到国际水平。
二主要技术规范1 净纸宽度:2550mm,压光机纸宽:2716mm2 工作车速:50~800m/min3 引纸车速:5~15m/min4 最大工作线压:4300kN/m5压光辊轨距:3800mm。
6 压光辊总数:12。
配置如下:顶辊、底辊各一套。
分区可控中高辊;辊面尺寸:Ф600×2920mm。
超级压光机液压系统设计王增豪;王孝聪【摘要】针对超级压光机压纸的工艺要求,设计了液压系统,文章对液压系统的工作原理和特点进行了分析.【期刊名称】《液压与气动》【年(卷),期】2003(000)009【总页数】3页(P19-21)【关键词】压光机;液压控制;设计【作者】王增豪;王孝聪【作者单位】上海第二工业大学,上海,201209;上海第二工业大学,上海,201209【正文语种】中文【中图分类】工业技术2003 年第 9 期液压与气动19’_______.______o-_____一‘-_._-.‘‘-._._-..-...-__..-._.._ 一超级压光机液压系统设计王增豪,王孝聪 The HydraulicSystemDesignfor PaperSuperCalender WangZeng-hao,Wang Xiao-cong (上海第二工业大学,上海 201209)摘要:针对超级压光机压纸的工艺要求,设计了液压系统,文章对液压系统的工作原理和特点进行了分析。
关键词:压光机;液压控制;设计中图分类号:TH137文献标识码:B 文章编号:1000-4858(2003)09-0019-03 1 前言为了提高纸的光泽度、平滑度和紧度,并使纸张沿全幅宽度具有均匀一致的厚度,大多数纸机在烘干部之后配置有压光机。
某些品种如书写纸、印刷纸、卷烟纸等还要用超级压光机进行补充整饰以达到更高的要求。
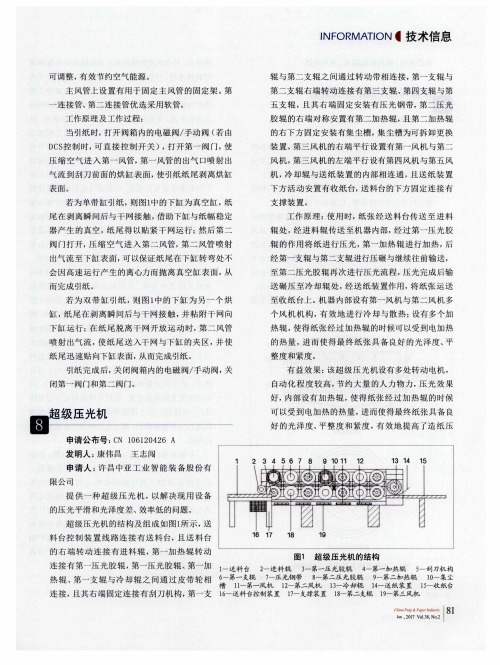
2超级压光机工作原理超级压光机由 12 根辊筒组成(见图 1 ),它由底辊、中辊( 10 根)、上辊、提升液压缸、加压液压缸和机架等组成。
第 2 根中辊是驱动辊,由单个电机带动,并借辊筒间的摩擦作用带动其他辊子。
纸是由上辊与第10根中辊之间引入,继而依次环绕所有的辊筒,从底辊和最下的中辊之间引出。
在不工作时,辊子轴承座处的机械定位装置使各辊子之间留有 5~10 mm 的间隙。
一旦工作,主动辊转动,提升液压缸上升,先顶起底辊,底辊上升并顶起中辊,使中辊从下向上依次上升至顶到上辊(提升液压缸上升距离约 80~100mm) ,使图 l 超级压光机结构示意图所有辊子同步转动。

超级压光机是造纸的一种整饰装备,它属于软压光机的一种。
纸幅通过超级压光机上的纸粕辊与金属辊的若干压区,在机械力和热力的作用下变得更加平滑,有光泽、紧密、平整或获得透明性,防止与减少掉粉掉毛,改善纸幅的外观及其某些物理质量指标。
尽管近年来开发了软辊压光机、超级软辊压光机,它们的出现已部分代替了超级压光机的功能。
但随着超级压光机的技术进步,结构上的改进,使它仍然成为生产高档纸的不可替代的重要整饰设备。
技术进步表现:1 采用寿命长,满足使用工艺要求的新型纸粕辊,MC尼龙辊;2 采用可补偿或控制中高的浮动可控中高辊或分区可控中高辊;3 冷硬铸铁辊采用辊体四周有通孔或夹套的热辊结构和温控技术;4 采用快速脱辊和软着陆机构,辊组中的辊筒在断纸时能快速相互脱开,使纸粕辊免受损伤5 配设纸幅张力、平滑度、光泽度、厚度的在线检测仪和计算机控制系统;6 能平稳地调节工作车速,升、降车速或减速时速度稳定。
加压时,主传动的动态速降小,动态响应好,静态稳速精度高。
退纸机构和卷纸机跟随主传动的性能好。
断纸时,能快速制动退、卷纸辊和辊筒的电气传动系统;7采用轴式卷纸,可对卷纸的卷径进行检测,通过计算电流来调节卷纸线速度,以使其与主传动跟踪同步的系统。
为防止卷取得纸卷松紧不一,起拱起折的纸病和使纸卷的直径卷得更大,采用了液压水平可调的骑辊和敏感层探测器的光电跟踪检测装置,保持骑辊与纸卷之间有不变的距离的新型卷纸技术。
当骑辊与纸卷保持恒定间隙时,纸卷为“软卷”,当骑辊与纸卷保持稳定压紧时,纸卷为“硬卷”,也就是保持恒定的表面卷取压力;8 采用自动更换退纸纸卷和自动更换卷纸纸卷的退纸及卷纸装置,改善操作条件并大大提高作业效率,9 中间辊深有辊重平衡装置,使各压区之间有相同的或不同的线压力,改善纸幅两面的整饰效果。
超级压光机通常可分为两类:1、供书写纸、印刷纸、涂布纸等文化纸及铜版纸使用的,其特点是对光泽度、平滑度要求较高,其幅门较宽,车速较高、线压相对较低和热辊温度较低;2、供工业用纸如电容器纸、卷烟纸、仿羊皮纸等用的,其特点是幅门较窄、车速较低和线压较高。

铙山纸业改造后的二手超级压光机已投产
钟炎生
【期刊名称】《造纸信息》
【年(卷),期】2008(000)002
【摘要】铙山纸业集团公司于2007年7月从湖南大通湖糖纸厂购得1台1760/350二手十二辊超级压光机。
原机用于整饰轻涂纸,由杭州机电设计研究院设计、国营404厂制造。
铙山公司利用自身力量进行技术改造,用于整饰拷贝纸、半透
纸等纸种。
【总页数】1页(P23)
【作者】钟炎生
【作者单位】无
【正文语种】中文
【中图分类】TS734.7
【相关文献】
1.铙山飞出金彩凤——福建铙山纸业集团创品牌工作纪实 [J], 高晓明;李桂清
2.福建铙山纸业集团高档薄型纸技改项目投产 [J],
3.铙山纸业公司拷贝纸生产线的1880/350超级压光机投产 [J], 钟炎生
4.大指装备为龙源纸业提供的Integra-Calender可控中高压光机投产 [J],
5.福建铙山纸业集团“铙山”品牌价值高达22.52亿元 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。

1760新型六辊超级压光机
黄毅峥;张向农;张红峰
【期刊名称】《轻工机械》
【年(卷),期】2010(028)005
【摘要】为了适应市场的需求,设计了1760/500新型六辊超级压光机,用聚胺酯辊取代了以往超压机常用的纸粕辊,卷纸装置为新型水平式圆筒卷纸机,另外还采用了分离引纸技术,矢量变频技术和开环张力控制等较先进的技术,在提高车速的同时,完善了超压机的性能,提高了产品的质量,扩大了使用范围.
【总页数】4页(P83-86)
【作者】黄毅峥;张向农;张红峰
【作者单位】轻工业杭州机电设计研究院,浙江,杭州,310004;轻工业杭州机电设计研究院,浙江,杭州,310004;轻工业杭州机电设计研究院,浙江,杭州,310004
【正文语种】中文
【中图分类】TS734.7
【相关文献】
1.新型1760mm 12辊超级压光机的设计 [J], 钟炎生
2.1760/600十二辊超级压光机的设计 [J], 钟炎生
3.新型1760/350十二辊超级压光机投产 [J], 钟炎生
4.新型1760mm超级压光机获奖 [J], 钟炎生
5.1760/600十二辊超级压光机通过技术鉴定 [J], 钟炎生
因版权原因,仅展示原文概要,查看原文内容请购买。
1760毫米十二辊超级压光机使用说明书国营江峡船舶柴油机厂一九九九年十月目录一、概述……………………………………………………………二、主要技术规范…………………………………………………三、结构简述……………………………………………………1.机架…………………………………………………………2.压光辊………………………………………………………3.加压油缸……………………………………………………4.引纸辊、舒展辊、张力辊、活动金属弧形辊……………5.快速脱辊装置………………………………………………6.2吨行车……………………………………………………7.内外升降台…………………………………………………8.放纸装置……………………………………………………9.圆筒卷纸机…………………………………………………10.传动装置…………………………………………………11.液压系统…………………………………………………12.压缩空气系统和操作台…………………………………13.辊筒加热冷却系统………………………………………14.底辊移动刮刀……………………………………………15.电气传动系统……………………………………………四、安装及试运转…………………………………………………1.基础检查……………………………………………………2.安装时应做好的准备工作…………………………………3.超级压光机的安装顺序……………………………………4.安装质量要求………………………………………………5.空车试运转的一般程序和要求……………………………6.加压试运转…………………………………………………五、使用与调整……………………………………………………六、主要轴承的安装………………………………………………七、纸粕辊的使用及维修…………………………………………1.库存保管要求2.生产运转中的维护要求…………………………………3.转磨操作要求……………………………………………八、维护与安全…………………………………………………九、附表……………………………………………………………表1、电动机…………………………………………………表2、减速机…………………………………………………表3、液压气动元件…………………………………………表4、橡胶密封件……………………………………………表5、滚动轴承………………………………………………表6、易损件(制造厂供专用图)…………………………表7、其他件…………………………………………………十、随机技术资料…………………………………………………十一、其他图表索引………………………………………………图1、升降台保险装置………………………………………图2、加压脱辊液压原理图…………………………………图3、升降台液压原理图……………………………………图4、压缩空气原理图……………………………………图5、操作台面板布置图……………………………………图6、机架检测示意图………………………………………图7、压光辊排列示意图…………………………………十二、用户安装自备管材…………………………………………一、概述1760毫米十二辊超级压光机(以下简称超压机)适用于整饰胶版纸、铜版纸、画报纸、照相纸、书写纸、胶印书刊纸、新闻纸等文化用纸和涂布加工纸,以提高纸张的平滑度、光泽度、紧度及厚度的均匀性,改善纸张的外观质量、物理性能和印刷性能。
纸业有限公司1880/800十二辊超级压光机技术方案淄博泰鼎造纸机械有限公司二О一О年一月二十三日目录1、产品技术参数 (1)2、超级压光机主要技术性能参数 (1)3、本超级压光机主要特点 (3)4、供货与服务范围 (5)5、主要进口件(不含备件) (6)6、主要国产配套件 (7)7、主要备件 (7)1880/800十二辊超级压光机技术方案1 产品技术参数1.1 纸种:1.2 原纸定量:涂面后成纸定量:1.3 净纸宽:1880mm1.4 压光前水分含量:成纸水分含量:1.5 成纸平滑度:成纸平滑度两面差:1.6 成纸横幅厚度差:2 超级压光机主要技术性能参数2.1 净纸宽:1880mm;压光机纸宽:1930mm2.2 工作车速:30~800m/min;设计车速:900m/min;动平衡车速:1000m/min2.3 引纸车速:5~15m/min2.4 辊间最大线压力:300kN/m2.5 中间铁辊辊面温度:max80℃2.6 放纸卷纸最大直径:1500mm2.7 传动方式:主传动、卷放纸传动为全数字直流调速;辅助传动为交流变频2.8 传动布局:由卷纸端面向退纸,传动在手侧2.9 压光辊总数:12,配置如下:2.9.1 顶辊底辊。
类型:分区可控中高辊。
辊面压区分3段控制中高。
辊筒材质:合金冷硬铸铁,离心铸造。
辊面尺寸:Φ465×2080mm。
表面硬度与粗糙度:72SHD,0.1μm。
2.9.2 中间铁辊4套。
材质:合金冷硬铸铁。
辊面尺寸:Φ300×2080mm。
表面硬度与粗糙度:72SHD,0.1μm。
4条中间冷硬辊为加热辊。
其中1套为传动辊。
2.9.3 纸粕辊6套。
辊体材质:进口羊毛纸。
辊面尺寸:Φ410×2050mm。
2.10 压光辊加压与脱离方式:底缸加压,高精度比例阀可编程控制。
底缸脱辊。
有快脱离与慢脱离两种功能。
压光辊快速脱离时间:≤0.5秒。
2.11 压光辊重量液压补偿系统:可以补偿压辊自重,调整各压区线压力,精细控制纸幅两面差。
2.12 中间冷硬辊加热与冷却:循环水加热或冷却,水温自动控制。
2.13 放纸与纸卷紧急制动方式:恒张力控制直流发电机制动放纸。
电机发电紧急制动。
放纸电机:30kW。
2.14 卷纸与纸卷紧急制动方式:恒张力控制直流电动机传动轴式加压卷取。
电机发电紧急制动。
卷纸电机:37kW。
2.15 引纸方式:压光辊分离状态下引过纸页,然后压区依次闭合,并配有辅助传动的分离引纸工艺。
也可以在压区闭合状态下爬行车速手工引纸。
2.16 压光辊辅助传动共2套。
底辊、顶辊各1套,变频电机—减速机与同步带传动。
弧形辊传动1套,变频电机三角带传动。
2.17 主传动直流电动机:280kW。
驱动方式:高精度硬齿面减速器,万向联轴器驱动,底5辊传动。
2.18 电气与液压控制系统2.18.1 主传动卷纸放纸传动为全数字直流调速。
卷放纸传动配备专用工艺卡与张力检测控制系统。
张力动态精度:≤5%。
2.18.2 辅助传动用于爬行车速引纸和卷纸侧弧形辊传动。
2.18.3 利用PLC通过现场总线,控制整机运行与液压系统逻辑操作。
所有的操作均可以通过操作台上的显示屏实现,同时操作台上配有显示速度,张力、线压、油压等参数的仪表以及手动操作按钮、旋钮与指示灯。
2.18.4 底辊加压与可控中高辊油压采用高精度比例阀可编程控制,其油压按照设定的线压力精确跟踪调整。
底缸允许适量偏压并安全保护。
2.18.5 卷纸加压辊两端油压可以分别调整。
线压力范围:0.25~2.0kN/m。
2.19 前后升降台:液压驱动、机械同步,配有电气、液压、机械安全保险装置,负载能力:5000N。
2.20 本机行车:主要用于吊装纸粕辊与中间冷硬辊,换辊维修。
起重量:2000kg。
2.21 整机用电容量:~390kW2.22 整机重量:~75t2.23 外形尺寸:~8.86×8.63×7m33 本超级压光机主要特点:3.1 大机架与基础板采用优质钢板探伤检查并数控切割后焊接,退火除应力,喷砂涂防锈漆后在数控加工中心精密加工。
钢制大机架材质好、强度高、刚性好,外形美观。
大机架用基础板安装,保证了良好的安装精度,缩短了安装周期。
3.2 放纸平台、立柱、内外升降台轨柱和台体、卷纸加压活动框架和备辊架均采用钢板冷弯型材焊接结构,外形流畅美观,结构匀称合理。
3.3 底缸快速脱辊时间≤0.5秒,有效保护纸粕辊免受损害。
一般情况使用压光辊慢分离,减少冲击。
3.4 采用分区可控中高辊有效控制了纸页厚度、平滑度等性能指标的横幅差,保证产品质量。
3.5 压光辊重量液压补偿系统的采用改变了传动的压区布置方式,可精确调整纸张性能指标的两面差,改善了纸张的压光效果。
该项技术的采用,使超级压光机的生产能力大大提高,而且延长了纸粕辊的使用寿命。
3.6 分离引纸技术是超级压光机操作技术的根本性变革,克服了传统的超级压光机爬行引纸操作安全性差、速度慢、容易起折子压伤纸粕辊、操作技术要求高等缺陷,扩大了超级压光机的工艺范围,降低了操作难度,提高了生产效率,延长了纸粕辊的寿命。
3.7 中间四条冷硬铸铁辊采用中空辊体并配不锈钢内胆,配钢制法兰轴头与双通旋转接头,辊面加热温度均匀,提高了压光效果。
3.8 部分导纸辊辊面采用“直线——圆弧”复合截形双向多头螺旋槽结构,展纸效果极好。
3.9 液压与电气控制系统主要元件采用国际名牌产品,进一步提高了超级压光的先进性、可靠性。
3.10 内外升降台采用电液比例速度控制,提高了操作性能与舒适性。
3.11 超级压光机以下元器件为进口件:纸粕辊辊体羊毛纸;液压系统的高精度比例阀、可控辊管接头、液压钢管、高压软管;热水站;可控中高辊与液压缸使用的全部液压密封件;滚动轴承;旋转接头、张力传感器、直流驱动器、PLC、显示屏、低压电器元件等。
4 供货与服务范围:4.1 服务范围:卖方提供的是从设计制造、安装调试,交机出纸到售后服务的全方位一条龙服务。
4.2 买方完成的项目4.2.1 电源接到控制柜,并提供机内电线电缆,含控制线。
4.2.2 蒸汽管路接到指定接口,并配置过滤器、减压阀、截止阀等元件,管路包括保温材料。
4.2.3 冷却水接到指定位置,并配阀门等元件。
4.2.4 基础设计与施工。
4.2.5 试机用纸,生产用油、水、气、电。
4.3 除4.2由买方提供的项目,其他全在卖方供货范围内。
4.3.1 机架、平台、备辊架等框架组件,主要包括:大机架;基础板;定距梁;上部大平台、小平台;下部小平台;大小扶梯,撑臂,本机行车导轨工字梁,横梁,备辊支架。
4.3.2 压光辊配置硬辊面压光辊6套,其中可控中高辊两套,中间加热辊4套。
纸粕辊6套,上述压光辊均包括轴承室装置、滑座组合件。
4.3.3 各种导纸辊共22套。
其中螺旋槽辊面13套,光面辊7套,弧形辊2套。
上述压光辊、导纸辊都包含了支座、轴承等装置。
4.3.4 加压底缸;顶辊的上顶座。
4.3.5 本机行车电动葫芦两套。
含电控系统。
4.3.6 外升降台一套,内升降台一套。
含台体、轨柱、油缸等组件。
4.3.7 压光辊的吊挂丝杆2套,保险杆装置11套,静电消除器2套,底辊刮刀1套。
4.3.8 双通旋转接头含金属软管4套。
4.3.9 中间辊水加热与冷却系统1套。
含自动温控热水站、循环水泵、冷却器、电磁水阀、管路系统等。
4.3.10 主传动装置,包括主电机、减速器、联轴器、万向联轴器、安装底座、安全罩等。
4.3.11 放纸装置1套。
4.3.12 卷纸装置1套。
4.3.13 卷纸加压机构1套。
4.3.14 变频电机辅助传动装置共3套,用于顶辊、底辊和卷纸加压辊前的弧形辊。
4.3.15 电气控制系统。
4.3.15.1 张力控制系统,含传感器、控制器、放大器等两套,其中传感器4台。
4.3.15.2 断纸光电控制系统两套,升降台光电控制系统1套。
4.3.15.3 电气控制柜6个,操作台一套。
4.3.16 液压控制系统:5套液压控制系统,含液压泵站、液压管路元件、各种液压缸~50套。
4.3.17 随机工具,含压光辊拆卸、吊装工具;可控中高辊磨削工装,拆装工装。
5 主要进口件(不含备件):5.1 滚动轴承:压光辊轴承,导纸辊轴承,滚轮轴承。
SKF,FAG,NSK。
5.2 高精度比例阀,意大利ATOS。
5.3 可控辊管接头、钢管、软管,美国PARKER公司产品。
5.4 液压密封件,PARKER,FP,MERKEL。
5.5 双通旋转接头,美国(无锡)约翰逊。
5.6 主要电控元件5.6.1 直流驱动器:ABB DCS800(收放卷配多功能卡)5.6.2 PLC:S7300,Profibus-dp5.6.3 变频器:MM420,3套5.6.4 显示屏:0P270-105.6.5 低压电器:施耐德或同等产品。
5.6.6 张力传感器,4套,蒙特福。
美国。
5.7 英国斯派莎克温控热水系统1套。
5.8 进口羊毛纸:Ahlstrom,用于纸粕辊。
6 主要国产配套件6.1 直流电机,上海南洋电机厂。
6.2 高精度硬齿面减速器,江苏泰兴或泰隆。
6.3 弧形辊,济南华章。
6.4 纸粕辊,浙江嘉兴民丰集团纸粕辊分厂。
6.5 中间冷硬辊辊体和可控辊壳,大连宝锋或明珠。
7 主要备件纸粕辊6套(含轴承室装置,羊毛纸与轴承进口)。
价格:695万元人民币(含备件)。