第2章 材料焊接性及其评定
- 格式:ppt
- 大小:688.00 KB
- 文档页数:14
《材料焊接性》(专科)学案第一章绪论二、本章习题1. 根据本章所述内容,举例说明低合金钢焊接在工程结构中的重要作用。
2.先进材料的发展和应用在工程中越来越受到人们的重视,简述先进材料(如陶瓷、金属间化合物和复合材料等)和金属材料相比,在工程结构中的应用有什么不同?第2章材料焊接性及其试验方法1. 了解焊接性的基本概念。
什么是工艺焊接性?影响工艺焊接性的主要因素有哪些?焊接性,是指金属材料在采用一定的焊接工艺包括焊接方法、焊接材料、焊接规范及焊接结构形式等条件下,获得优良焊接接头的难易程度。
工艺焊接性是指在一定焊接工艺条件下,获得优质、无缺陷的焊接接头的能力。
影响因素:材料因素、工艺因素、结构因素、使用条件。
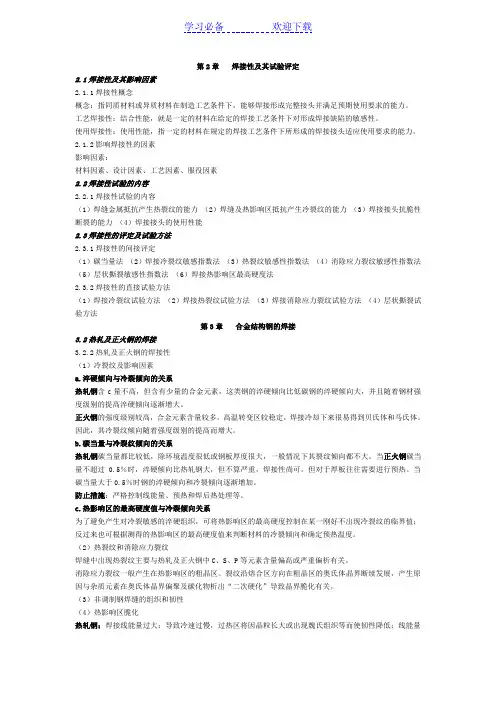
2. 什么是热焊接性和冶金焊接性,各涉及到焊接中的什么问题?冶金焊接性指在熔焊高温下的熔池金属与气象熔渣等相互之间繁盛化学冶金反映所引起的焊接变化3. 举例说明有时工艺焊接性好的金属材料使用焊接性不一定好。
工艺焊接性是指影响焊接操作的焊接性能,如电弧的稳定性、焊缝的成形性、脱渣性、飞溅大小及发尘量等。
而使用焊接性则是指焊件需满足的使用要求,如接头的力学性能、物理性能及化学性能要求。
有时,工艺焊接性好的材料如果焊接材料选择不当,其使用性能就不一定好:例如不锈钢焊接,若使用普通结构钢焊条焊接,其工艺焊接性很好,即焊接过程很顺利,但是,焊缝不耐腐蚀,就不能满足不锈钢焊件的使用要求,因此焊接接头是不合格的。
金属材料使用性能主要指力学性能,即金属材料在外力作用下表现出来的各种特性,如弹性、塑性、韧性、强度、硬度等。
比如低碳钢焊接性好,但其强度、硬度却没有高碳钢好|第3章低合金结构钢的焊接1. 分析热轧钢和正火钢的强化方式及主强化元素有什么不同。
二者的焊接性有何差异,在制定焊接工艺时应注意什么问题。
热轧钢的强化方式有:(1)固溶强化,主要强化元素:Mn,Si。
(2)细晶强化,主要强化元素:Nb,V。
(3)沉淀强化,主要强化元素:Nb,V.;正火钢的强化方式:(1)固溶强化,主要强化元素:强的合金元素(2)细晶强化,主要强化元素:V,Nb,Ti,Mo(3)沉淀强化,主要强化元素:Nb,V,Ti,Mo.;焊接性:热轧钢含有少量的合金元素,碳当量较低冷裂纹倾向不大,正火钢含有合金元素较多,淬硬性有所增加,碳当量低冷裂纹倾向不大。
第2章焊接性及其试验评定2.1焊接性及其影响因素2.1.1焊接性概念概念:指同质材料或异质材料在制造工艺条件下,能够焊接形成完整接头并满足预期使用要求的能力。
工艺焊接性:结合性能,就是一定的材料在给定的焊接工艺条件下对形成焊接缺陷的敏感性。
使用焊接性:使用性能,指一定的材料在规定的焊接工艺条件下所形成的焊接接头适应使用要求的能力。
2.1.2影响焊接性的因素影响因素:材料因素、设计因素、工艺因素、服役因素2.2焊接性试验的内容2.2.1焊接性试验的内容(1)焊缝金属抵抗产生热裂纹的能力(2)焊缝及热影响区抵抗产生冷裂纹的能力(3)焊接接头抗脆性断裂的能力(4)焊接接头的使用性能2.3焊接性的评定及试验方法2.3.1焊接性的间接评定(1)碳当量法(2)焊接冷裂纹敏感指数法(3)热裂纹敏感性指数法(4)消除应力裂纹敏感性指数法(5)层状撕裂敏感性指数法(6)焊接热影响区最高硬度法2.3.2焊接性的直接试验方法(1)焊接冷裂纹试验方法(2)焊接热裂纹试验方法(3)焊接消除应力裂纹试验方法(4)层状撕裂试验方法第3章合金结构钢的焊接3.2热轧及正火钢的焊接3.2.2热轧及正火钢的焊接性(1)冷裂纹及影响因素a.淬硬倾向与冷裂倾向的关系热轧钢含c量不高,但含有少量的合金元素,这类钢的淬硬倾向比低碳钢的淬硬倾向大,并且随着钢材强度级别的提高淬硬倾向逐渐增大。
正火钢的强度级别较高,合金元素含量较多,高温转变区较稳定,焊接冷却下来很易得到贝氏体和马氏体。
因此,其冷裂纹倾向随着强度级别的提高而增大。
b.碳当量与冷裂纹倾向的关系热轧钢碳当量都比较低,除环境温度很低或钢板厚度很大,一般情况下其裂纹倾向都不大。
当正火钢碳当量不超过0.5%时,淬硬倾向比热轧钢大,但不算严重,焊接性尚可。
但对于厚板往往需要进行预热。
当碳当量大于0.5%时钢的淬硬倾向和冷裂倾向逐渐增加。
防止措施:严格控制线能量、预热和焊后热处理等。
c.热影响区的最高硬度值与冷裂倾向关系为了避免产生对冷裂敏感的淬硬组织,可将热影响区的最高硬度控制在某一刚好不出现冷裂纹的临界值;反过来也可根据测得的热影响区的最高硬度值来判断材料的冷裂倾向和确定预热温度。


焊接工艺的评定及焊接性能
1、评定材料的工艺焊接性
就是指评定其焊接接头产生焊接缺陷的倾向,为制定合理的焊接工艺规程(WPS)提供支持。
以钢材为例,主要是以材料的化学成分为依据进行间接评定的“碳当量法”和以接头抗裂性试验为依据的直接试验法。
2、材料的使用焊接性
应根据结构的实际工况和相应的技术要求,提出必要的试验项目。
凡是焊接接头都会承受一定的载荷(动载或静载少,故任何焊接结构几乎都有常温力学性能试验的要求,其中绝大部分是针对焊接接头,有的则针对焊缝金属。
在高温或低温条件下工作的接头,则尚须进行相应温度下的试验:如进行材料的蠕变、持久强度试验以测定其高温性能(蠕变极限及蛹变伸长率和蠕变速率,持久强度极限及持久断后伸长率和断面收缩率等);以相应温度的夏比V形缺口冲击试验以测定低温下接头的冲击吸收功和冲击韧度;以落锤试验测定材料的无塑性转变温度等。
在介质有腐蚀性的工况下,则应进行不同的耐腐蚀性试验(如耐总体腐蚀、耐晶间腐蚀、耐点蚀、耐缝隙腐蚀等试验)。
在磨损条件下工作的则须进行相应的耐磨损试验(如耐磨粒磨损试验、耐滑动磨损试验、耐冲击磨损试验等)。
有时效脆化敏感性材料,尚应进行接头的热应变时效脆化敏感性试验等。


第2章焊接性及其试验评定1.焊接:通过加热或加压,加或不加填充材料,使两个物体进行原子间的结合形成不可分割的整体的工艺过程。
2.焊接性:指同质材料或异质材料在制造工艺条件下,能够焊接形成完整接头并满足预期使用要求的能力。
3.影响焊接性的四大因素是:材料,设计,工艺及服役环境。
4.评定焊接性的原则主要包括:①评定焊接接头产生工艺缺陷的倾向,为制定合理焊接工艺提供依据;②评定焊接接头能否满足结构使用性能的要求;设计新的焊接试验方法就符合下述原则:可比性,针对性,再现性和经济性。
5.碳当量:把钢中合金元素的含量按相当于若干碳含量折算并叠加起来,作为粗略评定钢材冷裂纹倾向的参数指标。
6.斜Y型坡口对接裂纹试验:目的是主要用于鉴定低合金高强钢第一层焊缝和HAZ形成冷裂纹倾向,也可用于拟定焊接工艺。
1)试件制备,被焊钢材板厚δ=9-38mm。
对接接头坡口用机械方法加工,试板两端各在60mm范围内施焊拘束焊缝,采用双面焊。
注意防止角变形和未焊透。
保证中间待焊试样焊缝处有2mm 间隙。
2)试验条件:试验焊缝选用的焊条就与母材相匹配,所用焊条应严格烘干,焊条直径4mm,焊接电流(170±10)A,焊接电压(24±2)V,焊接速度(150±10)mm/min。
试验焊缝可在各种不同温度下施焊,试验焊缝只焊一道,不填满坡口。
焊后静置和自然冷却24h后截取试样和进行裂纹检测。
3)检测与裂纹条率计算。
用肉眼或手持5-10倍放大镜来检测焊缝和热影响区的表面和断面是否有裂纹。
一般认为低合金钢“小铁研”试验表面裂纹率小于20%时,一般不产生裂纹。
7.插销试验:目的,主要评定钢材的氢致延迟裂纹倾向,附加其他设备,也可以测定再热裂纹敏感性和层状敏感性。
1)试件制备,将被焊钢材加工或圆柱的插销试棒,沿轧制方向取样并注明插销在厚度方向的位置。
试棒上端附近有环形或螺形缺口。
将插销试棒插入底板相应的孔中,使带缺口一端与底板表面平齐。
《焊接冶金学——材料焊接性》总结第一章:概述1. 常见的焊接方法的工作原理及其特点(1) 手工焊条电弧焊接:工作原理:手工电弧焊由焊接电源、焊接电缆、焊钳、焊条、焊件、电弧构成回路,焊接时电弧在焊条与被焊件之间燃烧, 电弧热使工件和焊条同时熔化成熔池,焊条的药皮熔化或燃烧, 产生渣气,保护熔池;当电弧向前移动时, 熔池冷却凝固而新的熔池不断产生, 形成连续的焊缝。
优点:设备简单,操作灵活,适应性强。
缺点:生产效率低,劳动强度大,对焊工要求高,质量不易保证。
(2)埋弧自动焊接工作原理:焊接动作由机械装置自动完成,电弧在颗粒状焊剂层下燃烧,连续送进的焊丝在焊剂覆盖下和母材、焊剂一起熔化,形成焊缝的一种方法。
优点:生产效率高,焊缝质量稳定,节能,劳动条件好缺点:无法进行立焊、横焊或仰焊;灵活性较差,无法焊接不规则焊缝;无法焊接1mm以下的薄板。
(3) 非熔化极氩弧焊:工作原理:以非熔化极(钨极)作为电极,工件作为另一个电极,电弧在非熔化极和工件之间燃烧,使焊材及母材熔化成液态形成熔池,同时外加惰性气体作为电弧介质并保护电弧及焊接区的一种焊接方法。
优点:氩气保护,可焊接易氧化、氮化、化学活泼性强的有色金属、不锈钢和各种合金;钨极电弧稳定,可焊接薄件;焊缝成分可控,无飞溅,成形美观。
缺点:焊缝厚度浅,熔敷速度小,生产率较低;钨极承载电流的能力较差,过大的电流会引起钨极熔化和蒸发,其微粒有可能进入熔池,造成污染(夹钨);惰性气体(氩气、氦气)气体保护焊等)相比,生产成本较高。
较贵,和其它电弧焊方法(如手弧焊、埋弧焊、CO2(4)熔化极气保焊工作原理:熔化极气体保护焊采用可熔化的焊丝与被焊工件之间的电弧作为热源来熔化焊丝与母材金属,并向焊接区输送保护气体,使电弧、熔化的焊丝、熔池及附近的母材金属免受周围空气的有害作用。
连续送进的焊丝金属不断熔化并过渡到熔池,与熔化的母材金属融合形成焊缝金属,从而使工件相互连接起来。