焊接性试验
- 格式:ppt
- 大小:8.42 MB
- 文档页数:26
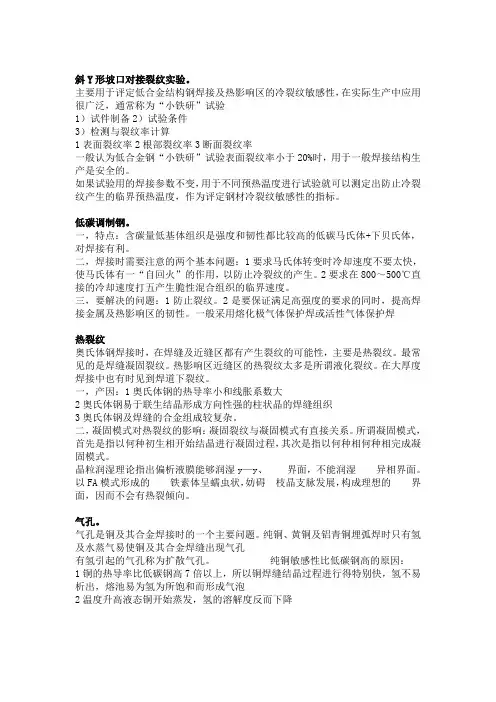
斜Y形坡口对接裂纹实验。
主要用于评定低合金结构钢焊接及热影响区的冷裂纹敏感性,在实际生产中应用很广泛,通常称为“小铁研”试验1)试件制备2)试验条件3)检测与裂纹率计算1表面裂纹率2根部裂纹率3断面裂纹率一般认为低合金钢“小铁研”试验表面裂纹率小于20%时,用于一般焊接结构生产是安全的。
如果试验用的焊接参数不变,用于不同预热温度进行试验就可以测定出防止冷裂纹产生的临界预热温度,作为评定钢材冷裂纹敏感性的指标。
低碳调制钢。
一,特点:含碳量低基体组织是强度和韧性都比较高的低碳马氏体+下贝氏体,对焊接有利。
二,焊接时需要注意的两个基本问题:1要求马氏体转变时冷却速度不要太快,使马氏体有一“自回火”的作用,以防止冷裂纹的产生。
2要求在800~500℃直接的冷却速度打五产生脆性混合组织的临界速度。
三,要解决的问题:1防止裂纹。
2是要保证满足高强度的要求的同时,提高焊接金属及热影响区的韧性。
一般采用熔化极气体保护焊或活性气体保护焊热裂纹奥氏体钢焊接时,在焊缝及近缝区都有产生裂纹的可能性,主要是热裂纹。
最常见的是焊缝凝固裂纹。
热影响区近缝区的热裂纹太多是所谓液化裂纹。
在大厚度焊接中也有时见到焊道下裂纹。
一,产因:1奥氏体钢的热导率小和线胀系数大2奥氏体钢易于联生结晶形成方向性强的柱状晶的焊缝组织3奥氏体钢及焊缝的合金组成较复杂。
二,凝固模式对热裂纹的影响:凝固裂纹与凝固模式有直接关系。
所谓凝固模式,首先是指以何种初生相开始结晶进行凝固过程,其次是指以何种相何种相完成凝固模式。
晶粒润湿理论指出偏析液膜能够润湿y—y、界面,不能润湿异相界面。
以FA模式形成的铁素体呈蠕虫状,妨碍枝晶支脉发展,构成理想的界面,因而不会有热裂倾向。
气孔。
气孔是铜及其合金焊接时的一个主要问题。
纯铜、黄铜及铝青铜埋弧焊时只有氢及水蒸气易使铜及其合金焊缝出现气孔有氢引起的气孔称为扩散气孔。
纯铜敏感性比低碳钢高的原因:1铜的热导率比低碳钢高7倍以上,所以铜焊缝结晶过程进行得特别快,氢不易析出,熔池易为氢为所饱和而形成气泡2温度升高液态铜开始蒸发,氢的溶解度反而下降。
焊接质量、试验及检验标准1.钢材试验★ GB1954-1980 镍铬奥氏体不锈钢铁素体含量测定方法★ GB6803—1986 铁素体钢的无塑性转变温度落锤试验方法★ GB2791—1982 碳素钢和低合金钢断口试验方法2。
焊接性试验★ GB4675。
1—1984 焊接性试验斜Y型坡口焊接裂纹试验方法★GB4675.2-1984 焊接性试验搭接接头( CTS )焊接裂纹试验方法★ GB4675.3—1984 焊接性试验T型接头焊接裂纹试验方法★ GB4675。
4-1984 焊接性试验压板对接(FISCO )焊接裂纹试验方法★ GB4675。
5—1984 焊接热影响区最高硬度试验方法★ GB9447—1988 焊接接头疲劳裂纹扩展速率试验方法★ GB2358—1980 裂纹张开位移(COD)试验方法★ GB7032—1986 T 型角焊接头弯曲试验方法★ GB9446-1988 焊接用插销冷裂纹试验方法★ GB4909。
12-1985 裸电线试验方法镀层可焊性试验焊球法★ GB2424.17-1982 电工电子产品基本环境试验规程锡焊导则★ GB4074.26—1983 漆包线试验方法焊锡试验★ JB/ZQ3690 钢板可焊性试验方法★ SJ1798—1981 印制板可焊性测试方法3。
力学性能试验方法★ GB2649—1989 焊接接头力学性能试验取样方法★ GB2650-1989 焊接接头冲击试验方法★ GB2651—1989 焊接接头拉伸试验方法★ GB2652—1989 焊缝及熔敷金属拉伸试验方法★ GB2653—1989 焊接接头弯曲及压扁试验方法★ GB2654-1989 焊接接头及堆焊金属硬度试验方法★ GB2655—1989 焊接接头应变时效敏感性试验方法★ GB2656-1981 焊接接头和焊缝金属的疲劳试验方法★ GB11363-1989 釺焊接头强度试验方法★ GB8619-1989 釺缝强度试验方法4。
焊接性试验怎么操作方法焊接性试验是对焊接材料、焊接接头和焊接工艺性能进行评定的重要方式之一。
它主要是通过一系列实验来检验焊接材料的性能,如果焊接材料的性能符合要求,那么这样的焊接就是合格的。
焊接性试验的操作方法需严格遵守相关标准要求,在实验过程中严格按照规程操作,才能保证结果的准确性和可靠性。
二、焊接性试验的常用方法1. 弯曲试验弯曲试验是焊接性试验中常用的一种方法。
其原理是通过给定的试样在两个支点之间施加力,使其产生弯曲变形,来测试焊接接头的韧性和延展性。
操作方法如下:1)根据相关标准要求制备好试样;2)将试样放在弯曲试验机上,设置合适的试验参数;3)施加力使试样产生弯曲,记录弯曲过程中的力和位移;4)根据记录的数据计算试样的弯曲应力和应变,评定焊接接头的性能。
2. 冲击试验冲击试验主要用于评定焊接接头的韧性和抗冲击性能,常用的方法是冲击试验机法。
其操作方法如下:1)制备好试样,并安装在冲击试验机的支撑上;2)设置合适的试验参数,包括试验温度、冲击能量等;3)释放冲击试验机的重锤,使其自由跌落,冲击试样;4)记录试样的冲击过程,包括试样的断裂形态和冲击能量;5)根据记录的数据评定试样的冲击性能,包括吸能值和断裂模式。
3. 弹性模量测定弹性模量是描述焊接材料弹性变形特性的重要参数,测定其弹性模量可以评定焊接接头的弹性性能。
其操作方法如下:1)制备好试样,并在测试设备上安装;2)施加不同的拉伸载荷,记录试样的应力和应变;3)根据记录的数据,绘制应力-应变曲线,计算试样的弹性模量;4)根据计算的弹性模量评定焊接接头的性能。
4. 硬度测试焊接接头的硬度是评定其抗弯曲、抗磨损等性能的重要指标,硬度测试是一种简单且有效的测定方法。
其操作方法如下:1)制备好试样,并在硬度测试机上安装;2)通过载荷和压头将硬度测试机放在合适的位置,开始测定;3)根据测定结果评定试样的硬度值和硬度分布。
5. 金相分析金相分析是通过对试样进行金相观察和分析来评定焊接接头的组织结构和性能。

《材料焊接性》实验指导书目录实验一:低合金结构钢焊接性试验 (1)实验二:低合金结构钢焊接接头显微组织和冷裂纹形态的观察 (3)实验三:铸铁焊接 (5)实验一低合金结构钢焊接性试验一、实验目的1、初步了解低合金结构钢焊接性试验方法。
2、掌握斜Y坡口对接裂纹试验方法及试验结果的一般分析方法。
二、实验原理合金结构钢焊接时的主要问题之一是裂纹,强度级别越高的钢,其冷裂纹倾向越大。
焊接冷裂倾向的测定方法很多。
常用的测定方法有:最高硬度法,斜Y坡口对接裂纹试验法(“小铁研式”抗裂试验)、插销试验等。
按照接头的拘束类型可把抗裂试验分成自拘束型抗裂试验和外拘束型抗裂试验两大类。
外拘束型抗裂试验适用于定量评定材料的裂纹倾向,并可以比较深入地进行有关理论研究工作,但这类试验都需要专用的试验机,其中插销试验法,试验装置简单,应用灵活,节省试验材料和时间,因此比较容易普及。
自拘束型抗裂试验方法很多,其中“小铁研式”抗裂试验是常用的抗裂性试验之一。
此法所用的试样如图1所示,试板用被焊材料制成,两端各60mm范围内先用焊缝固定,试板之间予留间隙2—3mm。
图1 斜Y坡口对接裂纹试样试板中间(80mm处)焊试验焊缝(单道焊),焊接规范为标准规范,焊条直径φ4mm,焊接电流170A,电弧电压24V,焊速150mm/min。
试验焊缝两端都不得与拘束焊缝相连,应各相距2—3mm,试验焊缝焊后至少放置24小时,然后进行裂纹检查。
首先用放大镜目测检查焊缝金属表面裂纹,然后沿焊缝长度方向均匀截成六段,从同一侧面检查每一试片的断面裂纹,计算出裂纹率。
由于两端固定,对试验焊缝有拘束作用,其拘束程度往往比实际结构的长焊缝还要大,所以一般认为只要表面裂纹率不超过20%,在实际生产中就不致发生裂纹。
三、实验内容1、了解常用的焊接性试验方法,重点了解斜Y型坡口试验方法及特点。
2、对斜Y型坡口对接裂纹试验的结果进行分析。
四、实验报告1、说明插销试验法和斜Y型坡口对接裂纹试验方法的特点及应用。
焊接性评定方法有很多焊接性评定是评估焊接质量和可行性的过程。
评估的目的是确定焊接过程中的各种因素对焊缝的影响,并确定焊接过程是否满足设计和质量标准。
下面介绍几种常用的焊接性评定方法:1. 可视检查法可视检查法是一种简单有效的评估焊接质量的方法。
通过肉眼观察焊缝表面的裂纹、孔隙、气孔等缺陷情况,进而判断焊缝是否符合要求的方法。
可视检查法适用于未经过磨削或外部处理的焊缝,是一种很常见的质量评定方法。
2. 磁粉检测法磁粉检测法是通过向焊缝施加磁场,并在磁场下使用磁粉检查来检测缺陷的方法。
在焊缝表面施加磁场后,使用磁粉散布在表面,如果在缺陷处有磁粉吸附,就说明该处有缺陷。
与可视检查法相比,磁粉检测法可以检测到更小的缺陷,但需要进行磨削等表面处理,相对复杂一些。
3. 超声检测法超声检测法是利用超声波进行非破坏性检测的方法。
通过将超声波从探头发射到被检测焊缝,再将接收到的信号放大、处理,最后经过比较确定焊缝是否存在缺陷。
超声检测法可以准确检测焊接中产生的各类缺陷,如气孔、裂纹等,非常准确。
4. X射线检测法X射线检测法是使用X射线进行焊接缺陷检测的一种方法。
使用此方法可以检测到各类缺陷,相较于超声检测法,可以检测较大深度的缺陷并能够确定缺陷的大小和形状,但与此同时也存在安全风险,需要特别注意。
5. 拉伸试验法拉伸试验法是将焊接试样放入拉伸试验机中,施加负载进行拉伸,以测试焊接接头的强度和韧性的方法。
对于焊缝质量的评估来说,拉伸试验法是一种可靠的方法,但在执行测试前需要制备样品的过程相对较为繁琐。
总结:根据焊接的需求和条件的不同,可以根据不同需要选择不同的焊接性评定方法。
一般情况下,可视检查法作为最基础的方法应当使用,同时根据焊缝的不同情况合理选择其他的检测方法,以确定焊缝的质量,达到最终设计的标准和质量要求。
钢筋焊接试验依据和判定标准
1.焊接性试验
GB4675.1-1984 焊接性试验斜 Y 型坡口焊接裂纹试验方法
GB4675.2-1984 焊接性试验搭接接头 CTS 焊接裂纹试验方法 GB4675.3-1984 焊接性试验 T 型接头焊接裂纹试验方法
GB4675.4-1984 焊接性试验压板对接FISCO ) 焊接裂纹试验方法 GB4675.5-1984 焊接热影响区最高硬度试验方法
GB9447-1988 焊接接头疲劳裂纹扩展速率试验方法
GB2358-1980 裂纹张开位移COD试验方法
GB7032-1986 T 型角焊接头弯曲试验方法
GB9446-1988 焊接用插销冷裂纹试验方法
GB4909.12-1985 裸电线试验方法镀层可焊性试验焊球法
GB2424.17-1982 电工电子产品基本环境试验规程锡焊导则
GB4074.26-1983 漆包线试验方法焊锡试验
JB/ZQ3690 钢板可焊性试验方法
SJ1798-1981 印制板可焊性测试方法
2.力学性能试验方法
GB2649-1989 焊接接头力学性能试验取样方法
GB2650-1989 焊接接头冲击试验方法
GB2651-1989 焊接接头拉伸试验方法
GB2652-1989 焊缝及熔敷金属拉伸试验方法
GB2653-1989 焊接接头弯曲及压扁试验方法
GB2654-1989 焊接接头及堆焊金属硬度试验方法
GB2655-1989 焊接接头应变时效敏感性试验方法
GB2656-1981 焊接接头和焊缝金属的疲劳试验方法
GB11363-1989 釺焊接头强度试验方法
GB8619-1989 釺缝强度试验方法。