手糊成型工艺
- 格式:ppt
- 大小:4.74 MB
- 文档页数:86
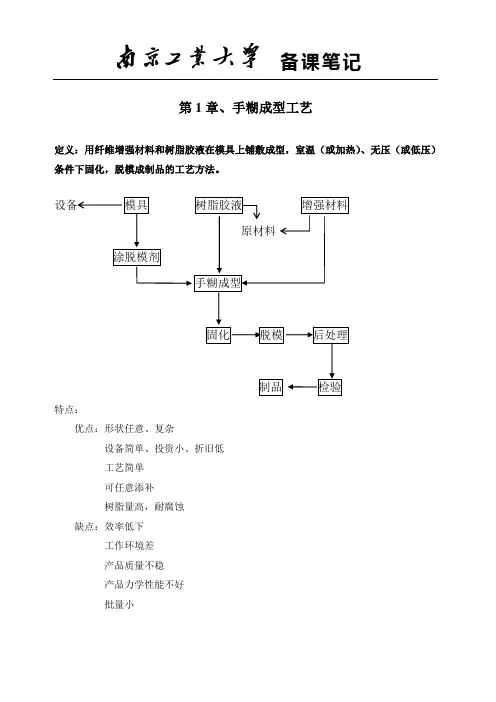
第1章、手糊成型工艺定义:用纤维增强材料和树脂胶液在模具上铺敷成型,室温(或加热)、无压(或低压)条件下固化,脱模成制品的工艺方法。
特点:优点:形状任意、复杂设备简单、投资小、折旧低工艺简单可任意添补树脂量高,耐腐蚀缺点:效率低下工作环境差产品质量不稳产品力学性能不好批量小§1、原材料要求:满足设计要求手糊工艺要求价低易得§1-1、聚合物基体要求:1、室温下固化、胶凝,生成高分子物2、胶液粘度:0.2~0.5Pa•S(适合手糊)3、无毒或低毒4、价低种类:不饱和聚酯树脂环氧树脂双马来酰亚胺树脂聚酰亚胺树脂§1-1-1、不饱和聚酯树脂品种:通用型耐腐阻燃专用型低收缩耐候§1-1-2、环氧树脂价格相对较高,但性能好。
受力结构或耐碱、电性能等制品多用环氧树脂。
自熄型环氧树脂,简称溴化环氧,有较好自熄效果,但粘度大,不适合手糊工艺。
§1-1-3、辅助材料1、稀释剂2、填料无机:粘土、CaCO3、白云石、滑石粉、石英粉、石墨有机:聚氯乙烯粉3、色料使用无机颜料。
一般不用有机颜料,易与有机树脂反应。
§1-2、增强纤维玻璃纤维、碳纤维、芳伦纤维、其它纤维。
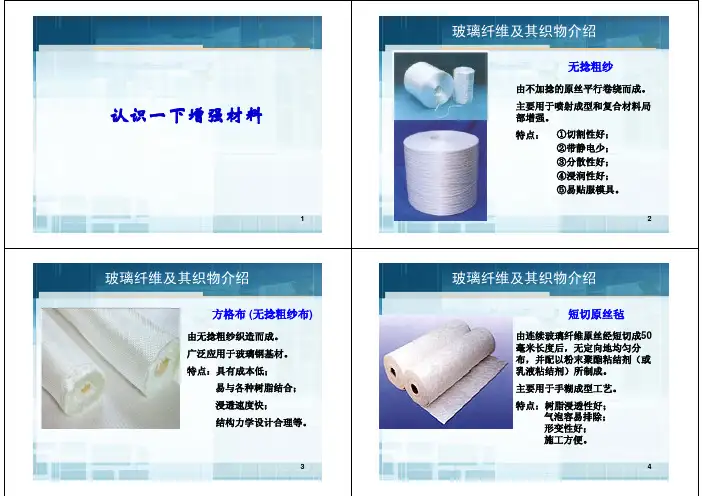
E-玻纤: 无碱纤维 成本高 C-玻纤: 耐酸性 成本低 A-玻纤: 有碱纤维 成本低S-玻纤: 高强纤维 M-玻纤: 高弹纤维 L-玻纤: 防辐射纤维中国的中碱玻纤§1-2-1、玻纤制品※玻纤无捻粗纱:由无捻络纱机将拉丝得到的原纱平行并股卷成圆筒形。
命名法:无碱无捻纱8 •24 /5玻纤种类※短切纤维毡将连续玻纤经浸润剂集束后,按一定长度切断,无序分散成一定厚度,再用粘结剂合成毡状。
特点:成本低,使用方便,各向同性。
缺点:强度低。
衬里毡、表面毡。
※无捻粗纱布方格布特点:经纬强度均衡,冲击强度高,成型容易,与短切毡合用。
缺点:45°方向强度低。
※玻纤细布平纹布特点:变形量小,铺覆性好,曲率复杂制品。

手糊成型工艺及设备概述引言手糊成型工艺是一种常用的制造工艺,广泛应用于各个行业,包括建筑、汽车、航空航天等。
本文将对手糊成型工艺及其相关设备进行概述。
手糊成型工艺的基本原理手糊成型工艺是一种手工制作产品的工艺,通过将纤维材料与树脂材料混合,手工涂抹在具体的模具上,并进行涂层的加固和硬化过程。
手糊成型的主要目的是制造出高强度、耐腐蚀和耐磨损的复合材料。
手糊成型的步骤手糊成型的步骤可以概括为以下几个方面:1.模具准备:选择适合产品形状和尺寸的模具,并进行清洁和涂层处理。
2.纤维材料准备:选择适合产品性能的纤维材料,如玻璃纤维、碳纤维等,并进行切割和排列。
3.树脂材料准备:选择适合产品性能的树脂材料,并按比例混合。
4.涂抹纤维材料:将纤维材料搭配模具,并使用刷子或刮刀将树脂材料涂抹在纤维上,确保均匀和完全浸润。
5.加固过程:通过压实或挤出等方式,增强产品的力学性能和表面质量。
6.硬化过程:将涂层的产品置于适当的温度和湿度条件下,使其树脂材料硬化并固化。
手糊成型工艺的设备手糊成型工艺需要一些基本的设备来进行操作和控制,以下是常用的设备:1.刷子或刮刀:用于将树脂材料均匀涂抹在纤维材料上。
2.模具:塑造产品的形状和尺寸的工具。
3.压实设备:可以通过压力将纤维材料固定在模具上,并提高产品的密度和强度。
4.硬化设备:提供适当的温度和湿度条件,加速树脂材料的硬化和固化过程。
5.切割设备:用于将成型后的产品切割成所需的尺寸和形状。
手糊成型工艺的优点和应用领域手糊成型工艺具有以下优点:1.灵活性高:可以制造各种形状和尺寸的产品,适应不同的需求。
2.低成本:相对于其他制造工艺,手糊成型工艺的设备和材料成本较低。
3.适用性广:手糊成型工艺适用于多种材料,包括玻璃纤维、碳纤维、有机玻璃等。
手糊成型工艺在以下行业有广泛的应用:1.建筑业:制造混凝土构件、温室、屋顶等。
2.汽车工业:制作车身和车内的复合材料零件。
3.航空航天工业:制造飞机和航天器的各种结构件。
手糊成型工艺的特点及其适用范围
手糊成型工艺是一种传统的制造方法,其特点包括以下几个方面:
1. 低成本:手糊成型工艺所需的设备和工具简单,不需要复杂的自动化设备,因此成本较低。
2. 灵活性:手糊成型可以根据需要进行个性化设计和加工,适应不同形状、尺寸或数量的产品制造。
3. 精度有限:相比于机械化加工,手糊成型的精度较低,因此不适用于要求非常高精度的产品。
4. 适用范围广:手糊成型工艺可用于各种材料的成型制造,如纸质、纤维素、陶瓷、塑料等。
5. 易学易用:手糊成型工艺不需要复杂的操作技巧,工人可以通过简单的培训快速掌握。
手糊成型工艺在以下领域有广泛应用:
1. 艺术品和手工制品:手糊成型工艺可以制作各种艺术品和手工制品,如雕塑、陶瓷制品、玩偶等。
2. 建筑和装饰:手糊成型可以制作建筑物的装饰部件,如天花板、墙面板等。
3. 包装行业:手糊成型可以制作各种包装材料,如纸盒、纸袋等。
4. 制作模具:手糊成型可以制作各种模具,如铸造、玻璃制造、塑料制品等的模具。
5. 学校和工艺培训:手糊成型工艺是一种传统的手工技艺,常常用于教育和培训,如学校的手工课程、工艺培训班等。
手糊成型工艺的特点及其适用范围手糊成型工艺是一种常见的铸造工艺,用于制造各种金属零件和铸件。
它的特点是操作简单、成本低廉、适用范围广泛。
手糊成型工艺的主要特点如下:1. 灵活性高:手糊成型工艺适用于各种大小、形状和复杂度的零件和铸件。
因为操作者可以根据需要手工将砂型糊塑成所需的形状,因此制造出的铸件形状多样化,能够满足不同的工业需求。
2. 成本低廉:相比于其他铸造工艺,手糊成型工艺的设备投资和生产成本都较低。
砂型制作过程不需要复杂的设备和工艺,只需用手工将砂型塑造成所需形状即可,降低了生产成本。
3. 短周期:手糊成型工艺的生产周期相对较短。
由于手工操作灵活方便,可以快速制作出砂型,加之不需要复杂的设备和工艺,因此能够在较短的时间内完成整个生产过程。
4. 适用范围广:手糊成型工艺适用于各种铸造材料,包括铸铁、铸钢、铝合金等。
同时,它也适用于各种铸件的制造,如汽车零部件、机械零件、管道配件等。
因此,手糊成型工艺在各个行业中都有广泛的应用。
手糊成型工艺的适用范围主要包括以下几个方面:1. 小批量生产:手糊成型工艺适用于小批量生产的情况。
由于手工操作的灵活性,可以根据具体需求快速制作出相应的砂型,适合于小批量、多样化的产品生产。
2. 复杂零件制造:手糊成型工艺适用于制造形状复杂、结构复杂的铸件。
通过手工操作,可以将砂型塑造成各种复杂的形状,满足复杂零件的制造需求。
3. 快速试制:手糊成型工艺适用于快速试制和样品制作。
由于手工操作的灵活性和周期短,可以快速制作出样品,用于产品研发和试验。
4. 非标准产品:手糊成型工艺适用于制造非标准产品。
由于手工操作的灵活性,可以根据客户需求制作出各种形状和规格的铸件,满足非标准产品的需求。
手糊成型工艺是一种灵活、成本低廉、适用范围广泛的铸造工艺。
它适用于各种大小、形状和复杂度的铸件制造,尤其适用于小批量生产、复杂零件制造、快速试制和非标准产品制造等领域。
在实际应用中,我们可以根据具体情况选择手糊成型工艺,以满足不同行业和产品的需求。
手糊成型工艺的特点及适用范围手糊成型工艺是一种常见的制造工艺,主要用于制作复杂形状的产品,如陶瓷器皿、雕塑、模型等。
它的特点是简单易学、成本低廉、灵活性强,适用范围广泛。
手糊成型工艺的主要特点如下:1. 简单易学:相比于其他制造工艺,手糊成型工艺的学习曲线较为平缓。
只需掌握一些基本的手工技巧和工具的使用方法,就可以进行手糊成型的制作。
因此,任何人都可以通过一定的训练和实践掌握这种技术。
2. 成本低廉:手糊成型工艺所需的材料和工具相对简单且成本较低。
一些基本的手工工具,如刀具、刷子、模具等,以及常见的材料,如黏土、水泥、树脂等,都可以在市面上容易购买到,并且价格较为经济实惠。
3. 灵活性强:手糊成型工艺可以根据不同的需求和设计灵活调整。
由于手工操作的特点,制作过程中可以根据需要进行微调和修改,以达到更好的效果。
这使得手糊成型工艺在制作复杂形状和细节丰富的产品时具有一定的优势。
4. 适用范围广泛:手糊成型工艺可以用于制作各种各样的产品。
无论是制作陶瓷器皿、雕塑、模型,还是制作艺术品、玩具、工艺品等,手糊成型工艺都可以胜任。
只要有合适的材料和工具,就可以根据设计师的想法进行创作。
手糊成型工艺的适用范围包括但不限于以下几个方面:1. 陶瓷制品:手糊成型工艺在制作陶瓷器皿方面有着广泛的应用。
制作陶瓷器皿时,可以使用黏土进行手工造型,然后通过烧制等工艺使其固化和收缩,最终得到成品。
手糊成型工艺可以制作出各种形状的陶瓷器皿,如碗、盘、花瓶等,同时可以在制作过程中增加各种细节和装饰。
2. 雕塑:手糊成型工艺在雕塑制作方面也有着重要的应用。
雕塑可以使用不同的材料,如黏土、石膏、树脂等,通过手工造型来表达设计师的想法和意图。
手糊成型工艺可以制作出各种形态各异的雕塑作品,如人物雕塑、动物雕塑、抽象雕塑等,同时可以通过翻砂、上釉等工艺进行装饰和加工。
3. 模型制作:手糊成型工艺在模型制作领域也有着广泛的应用。
无论是工业设计模型、建筑模型、车模、船模还是飞机模型等,都可以使用手糊成型工艺进行制作。
手糊成型工艺的特点及其适用范围1.灵活性高:手糊成型工艺可以灵活地调整制造的产品形状和尺寸。
因为该工艺是通过手工操作来完成的,操作人员可以根据需求随意调整产品的形状,不受固定的模具形状的限制。
这使得手糊成型工艺适用于各种复杂形状的产品的制造。
2.成本低:相对于其他成型工艺来说,手糊成型工艺的成本相对较低。
因为手糊成型工艺不需要使用昂贵的设备和模具,只需要手工操作和辅助工具即可完成。
这使得手糊成型工艺适用于小批量生产或试制阶段,可以节省大量的成本。
3.制造周期短:手糊成型工艺的制造周期相对较短。
因为手糊成型工艺无需等待模具的制作和调整,只需将原材料直接糊在需要的位置即可。
这使得手糊成型工艺适用于紧急生产和快速响应市场需求的情况。
1.陶瓷制造:手糊成型工艺是陶瓷制造中常用的方法之一、陶瓷制品通常需要复杂的形状和结构,传统的模具成型工艺往往无法满足要求。
手糊成型工艺可以根据需求调整形状和尺寸,制造出各种复杂的陶瓷制品,如花瓶、餐具、瓷砖等。
2.金属制造:手糊成型工艺在金属制造中也有广泛应用,特别是在模具制造和修复中。
手糊成型工艺可以用来修复模具的损坏部分,或者制造一些特殊形状的模具。
此外,手糊成型工艺还可以制造一些小型金属制品,如首饰、小零件等。
3.塑料和橡胶制造:手糊成型工艺在塑料和橡胶制造中也有应用。
塑料和橡胶制品通常需要较高的柔性和适应性,手糊成型工艺可以满足这些需求。
例如,手糊成型工艺可以用来制造橡胶密封件、塑料管道等。
总之,手糊成型工艺具有灵活性高、成本低、制造周期短等特点,适用范围广泛,特别适用于复杂形状的产品制造、小批量生产和试制阶段。
无论是陶瓷、金属、塑料还是橡胶,手糊成型工艺都可以提供一种有效的制造方法。
手糊成型工艺
手糊成型工艺又称接触成型工艺。
是手工作业把玻璃纤维织物和树脂交替铺在模具上,然后固化成型为玻璃钢制品的工艺。
中文名手糊成型工艺别名接触成型工艺属性工艺定位固化成型为玻璃钢制品
目录
1 工艺简介
2 工艺过程
工艺简介
优点是成型不受产品尺寸和形状限制,适宜尺寸大、批量小、形状复杂的产品的生产。
设备简单、投资少、见效快。
适宜我国乡镇企业的发展。
且工艺简单、生产技术易掌握,只需经过短期培训即可进行生产。
易于满足产品设计需要,可在产品不同部位任意增补增强材料;制品的树脂含量高,耐腐蚀性能好。
缺点是生产效率低、速度慢、生产周期长、不宜大批量生产。
且产品质量不易控制,性能稳定性不高。
产品力学性能较低。
生产环境差、气味大、加工时粉尘多,易对施工人员造成伤害。
如图1 所示。
工艺过程
在模具上涂刷含有固化剂的树脂混合物,再在其上铺贴一层按要求剪裁好的纤维织物,用刷子、压辊或刮刀压挤织物,使其均匀浸胶并排除气泡后,再涂刷树脂混合物和铺贴第二层纤维织物,反复上述过程
直至达到所需厚度为止。
然后,在一定压力作用下加热固化成型(热压成型)或者利用树脂体系固化时放出的热量固化成型(冷压成型),最后脱模得到复合材料制品。
编辑本段玻璃钢工艺分类纤维增强材料的材料特性,导致其常用的基本成型工艺有如下几种:手糊成型工艺、拉挤成型工艺、缠绕成型工艺、模压成型工艺。
(一手糊成型工艺 1.手糊成型法原理手糊成型工艺又称接触成型,是树脂基复合材料生产中最早使用和应用最普遍的一种成型方法。
手糊成型工艺是以加有固化剂的树脂混合液为基体,以玻璃纤维及其织物为增强材料,在涂有脱模剂的模具上以手工铺放结合,使二者粘接在一起,制造玻璃钢制品的一种工艺方法。
基体树脂通常采用不饱和聚酯树脂或环氧树脂,增强材料通常采用无碱或中碱玻璃纤维及其织物。
在手糊成型工艺中,机械设备使用较少,它适于多品种、小批量制品的生产,而且不受制品种类和形状的限制。
2.成型工艺流程手糊成型工艺的流程是:先在清理好或经过表面处理的模具成型面上涂抹脱模剂,待充分干燥好后,将加有固化剂(引发剂、促进剂、颜料糊等助剂并搅拌均匀的胶衣或树脂混和料,涂刷在模具成型面上,随后在其上铺放裁剪好的玻璃布(毡等增强材料,并注意浸透树脂、排除气泡。
重复上述铺层操作,直到达到设计厚度,然后进行固化脱模 3.成型设备手糊成型工艺所用的设备较少,制作模型的设备有木工车床、木工刨床、木工圆锯;脱模一般会用到空气压缩机、吊装设备等。
(二模压成型法 1.模压成型法原理热固性模压成型是将一定量的模压料加入预热的模具内,经加热加压固化成型塑料制品的方法。
其基本过程是:将一定量经一定预处理的模压料放入预热的模具内,施加较高的压力使模压料填充模腔。
在一定的压力和温度下使模压料逐渐固化,然后将制品从模具内取出,再进行必要的辅助加工即得产品。
2.成型工艺流程模压成型工艺主要分为压制前的准备和压制两个阶段。
3.成型设备(1浸胶机制备胶布的主要设备是浸胶机,由送布架、热处理炉、浸胶槽、烘干箱和牵引辊等几部分组成。
根据热处理炉和烘干箱放置的位置,可以分为卧式浸胶机和立式浸胶机两种。
(2预浸料机组这一方法所用设备有切割机、捏合机和撕松机。
手糊成型工艺及设备增强材料引言手糊成型工艺是一种常用于制备增强材料的工艺方法之一。
通过将纤维和树脂手工一层一层地涂覆在模具上,并使用合适的设备对其进行加压和固化,可以制备出具有高强度和特殊性能的增强材料。
本文将介绍手糊成型工艺的步骤、设备和常用的增强材料。
手糊成型的步骤手糊成型的步骤通常包括模具准备、纤维涂覆、树脂涂覆、加压固化和脱模。
下面将对每个步骤进行详细介绍:1. 模具准备首先需要准备一个适用于手糊成型的模具。
模具可以是金属、玻璃或者复合材料制成,具有所需形状和尺寸。
在使用之前,需要保证模具干净且表面光滑。
2. 纤维涂覆纤维是手糊成型中的关键组成部分,常用的纤维材料包括玻璃纤维、碳纤维和芳纶纤维等。
在进行纤维涂覆之前,需要将纤维剪成合适的尺寸和形状,以适应模具的曲率和形状。
然后,将纤维覆盖在模具上,并使用刷子或辊筒将其均匀涂覆。
3. 树脂涂覆树脂用于固化纤维,常用的树脂有环氧树脂、聚酯树脂和丙烯酸树脂等。
在进行树脂涂覆之前,需要将树脂与固化剂充分混合,以确保固化反应的进行。
然后,将树脂涂覆在已经涂覆了纤维的模具上,以覆盖整个纤维层。
树脂涂覆的厚度可以根据需要进行调整。
4. 加压固化在进行加压固化之前,需要将涂覆了纤维和树脂的模具放入加压装置中。
加压装置可以是液压机、压钢板或真空袋等。
通过加压,可以提高固化树脂的密实性和纤维的排列度,从而增强增强材料的强度和性能。
5. 脱模在固化完成后,需要将增强材料从模具中取出。
脱模可以通过机械方法、热碳化或化学脱模剂等方式进行。
脱模之后,可以对增强材料进行进一步的加工和修整。
手糊成型的设备手糊成型工艺中需要使用到的设备主要包括模具、刷子、辊筒和加压装置等。
下面将介绍一些常用的设备:1. 模具模具是手糊成型中的核心设备之一,其形状和尺寸直接影响最终产品的形态。
常用的模具材料有金属、玻璃和复合材料等,具有耐高温、耐腐蚀和良好的表面质量。
2. 刷子和辊筒刷子和辊筒用于将纤维和树脂均匀涂覆在模具上。
复合材料工艺学实验报告(第一组)实验4 手糊·袋压成型工艺实验同济大学飞行器制造工程实验4 手糊·袋压成型工艺实验一,实验原理1,手糊成型工艺又称接触成型工艺,其成型过程为:先在模具上涂脱模剂,然后将配好的树脂混合料用刮刀或刷子涂刷到模具上,开始铺设第一层纤维增强材料(如:玻纤布等),用刮刀或棍子,毛刷迫使树脂浸入增强材料内并赶出气泡,待树脂均匀浸透增强材料后,再铺放第二层增强材料,如此反复涂刷树脂和铺放增强材料,直至达到所需要的设计层数,然后进行固化,脱模和修整。
手糊成型工艺流程见图4.1.图4.1 手糊成型工艺流程图手糊成型工艺具有以下特点:a. 无需专用设备,投资少.b、不受制品形状、尺寸限制,特别适用于数量少、整体式结构,造型复杂及大型制品的生产和试制;c.合理地使用增强材料,可以根据设计要求,在任意部位加强或减弱 . 做到以最低成本实现设计要求,当发现设计不合理时,能方便地进行修改,d. 操作方便,容易掌握,便于推广.其缺点是:a. 人为因素较复杂,产品质量不易控制;b. 对工人技术水平要求高SC 生产效率低劳动条件差。
2,袋压成型工艺是在手糊成型的基础上 (树脂未凝胶) ,通过橡胶袋或其它不透气的高分子聚合物材料制成的柔软袋,将气体压力传递到未固化的复合材料制品表面,达到赶除气泡、层合致密的一种成型方法。
袋压成型有湿法和干法之分:从加压形式又可分为加压袋法、真空袋法和热压罐法。
袋压成型比手糊成型的制品强度高、材质均匀致密、质量稳定。
我国在 5O 年代就开始采用真空袋法制造飞机雷达罩, 7O 年代后采用热压罐法制造碳纤维和硼纤维复合材料机翼后缘板,起落架后门,垂直尾真等,已成功的用于航空工业。
袋压成型工艺按袋压方式不同可分以下三种:(1)加压袋法:它是在未凝胶的手糊制品表面加盖一层橡胶袋,固定好盖板如图 4. 2,然后通过压缩空气或蒸汽,使制品在均匀压力下固化成型。