手糊成型工艺及设备概述
- 格式:pptx
- 大小:1.34 MB
- 文档页数:50
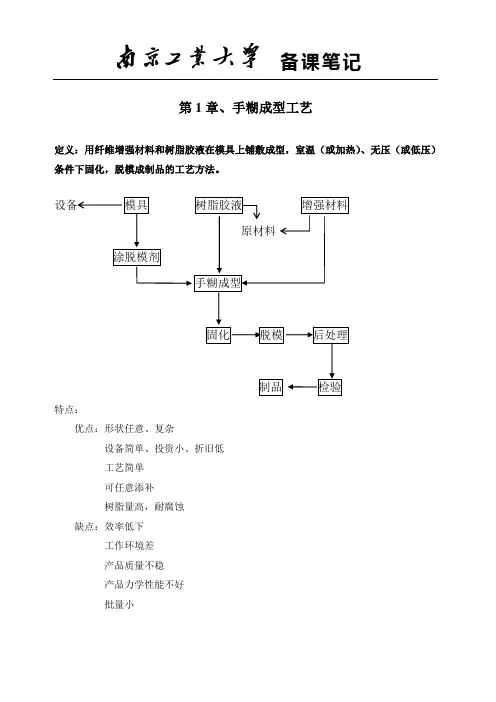
第1章、手糊成型工艺定义:用纤维增强材料和树脂胶液在模具上铺敷成型,室温(或加热)、无压(或低压)条件下固化,脱模成制品的工艺方法。
特点:优点:形状任意、复杂设备简单、投资小、折旧低工艺简单可任意添补树脂量高,耐腐蚀缺点:效率低下工作环境差产品质量不稳产品力学性能不好批量小§1、原材料要求:满足设计要求手糊工艺要求价低易得§1-1、聚合物基体要求:1、室温下固化、胶凝,生成高分子物2、胶液粘度:0.2~0.5Pa•S(适合手糊)3、无毒或低毒4、价低种类:不饱和聚酯树脂环氧树脂双马来酰亚胺树脂聚酰亚胺树脂§1-1-1、不饱和聚酯树脂品种:通用型耐腐阻燃专用型低收缩耐候§1-1-2、环氧树脂价格相对较高,但性能好。
受力结构或耐碱、电性能等制品多用环氧树脂。
自熄型环氧树脂,简称溴化环氧,有较好自熄效果,但粘度大,不适合手糊工艺。
§1-1-3、辅助材料1、稀释剂2、填料无机:粘土、CaCO3、白云石、滑石粉、石英粉、石墨有机:聚氯乙烯粉3、色料使用无机颜料。
一般不用有机颜料,易与有机树脂反应。
§1-2、增强纤维玻璃纤维、碳纤维、芳伦纤维、其它纤维。
E-玻纤: 无碱纤维 成本高 C-玻纤: 耐酸性 成本低 A-玻纤: 有碱纤维 成本低S-玻纤: 高强纤维 M-玻纤: 高弹纤维 L-玻纤: 防辐射纤维中国的中碱玻纤§1-2-1、玻纤制品※玻纤无捻粗纱:由无捻络纱机将拉丝得到的原纱平行并股卷成圆筒形。
命名法:无碱无捻纱8 •24 /5玻纤种类※短切纤维毡将连续玻纤经浸润剂集束后,按一定长度切断,无序分散成一定厚度,再用粘结剂合成毡状。
特点:成本低,使用方便,各向同性。
缺点:强度低。
衬里毡、表面毡。
※无捻粗纱布方格布特点:经纬强度均衡,冲击强度高,成型容易,与短切毡合用。
缺点:45°方向强度低。
※玻纤细布平纹布特点:变形量小,铺覆性好,曲率复杂制品。


手糊成型工艺及设备概述引言手糊成型工艺是一种常用的制造工艺,广泛应用于各个行业,包括建筑、汽车、航空航天等。
本文将对手糊成型工艺及其相关设备进行概述。
手糊成型工艺的基本原理手糊成型工艺是一种手工制作产品的工艺,通过将纤维材料与树脂材料混合,手工涂抹在具体的模具上,并进行涂层的加固和硬化过程。
手糊成型的主要目的是制造出高强度、耐腐蚀和耐磨损的复合材料。
手糊成型的步骤手糊成型的步骤可以概括为以下几个方面:1.模具准备:选择适合产品形状和尺寸的模具,并进行清洁和涂层处理。
2.纤维材料准备:选择适合产品性能的纤维材料,如玻璃纤维、碳纤维等,并进行切割和排列。
3.树脂材料准备:选择适合产品性能的树脂材料,并按比例混合。
4.涂抹纤维材料:将纤维材料搭配模具,并使用刷子或刮刀将树脂材料涂抹在纤维上,确保均匀和完全浸润。
5.加固过程:通过压实或挤出等方式,增强产品的力学性能和表面质量。
6.硬化过程:将涂层的产品置于适当的温度和湿度条件下,使其树脂材料硬化并固化。
手糊成型工艺的设备手糊成型工艺需要一些基本的设备来进行操作和控制,以下是常用的设备:1.刷子或刮刀:用于将树脂材料均匀涂抹在纤维材料上。
2.模具:塑造产品的形状和尺寸的工具。
3.压实设备:可以通过压力将纤维材料固定在模具上,并提高产品的密度和强度。
4.硬化设备:提供适当的温度和湿度条件,加速树脂材料的硬化和固化过程。
5.切割设备:用于将成型后的产品切割成所需的尺寸和形状。
手糊成型工艺的优点和应用领域手糊成型工艺具有以下优点:1.灵活性高:可以制造各种形状和尺寸的产品,适应不同的需求。
2.低成本:相对于其他制造工艺,手糊成型工艺的设备和材料成本较低。
3.适用性广:手糊成型工艺适用于多种材料,包括玻璃纤维、碳纤维、有机玻璃等。
手糊成型工艺在以下行业有广泛的应用:1.建筑业:制造混凝土构件、温室、屋顶等。
2.汽车工业:制作车身和车内的复合材料零件。
3.航空航天工业:制造飞机和航天器的各种结构件。
手糊成型工艺手糊成型工艺又称接触成型工艺。
是手工作业把玻璃纤维织物和树脂交替铺在模具上,然后固化成型为玻璃钢制品的工艺。
优点是成型不受产品尺寸和形状限制,适宜尺寸大、批量小、形状复杂的产品的生产。
设备简单、投资少、见效快。
适宜我国乡镇企业的发展。
且工艺简单、生产技术易掌握,只需经过短期培训即可进行生产。
易于满足产品设计需要,可在产品不同部位任意增补增强材料;制品的树脂含量高,耐腐蚀性能好。
缺点是生产效率低、速度慢、生产周期长、不宜大批量生产。
且产品质量不易控制,性能稳定性不高。
产品力学性能较低。
生产环境差、气味大、加工时粉尘多,易对施工人员造成伤害。
、接触低压成型工艺接触低压成型工艺的特点是以手工铺放增强材料,浸清树脂,或用简单的工具辅助铺放增强材料和树脂。
接触低压成型工艺的另一特点,是成型过程中不需要施加成型压力(接触成型),或者只施加较低成型压力(接触成型后施加0.01~0.7MPa压力,最大压力不超过2.0MPa)。
接触低压成型工艺过程,是先将材料在阴模、阳模或对模上制成设计形状,再通过加热或常温固化,脱模后再经过辅助加工而获得制品。
属于这类成型工艺的有手糊成型、喷射成型、袋压成型、树脂传递模塑成型、热压罐成型和热膨胀模塑成型(低压成型)等。
其中前两种为接触成型。
接触低压成型工艺中,手糊成型工艺是聚合物基复合材料生产中最先发明的,适用范围最广,其它方法都是手糊成型工艺的发展和改进。
接触成型工艺的最大优点是设备简单,适应性广,投资少,见效快。
根据近年来的统计,接触低压成型工艺在世界各国复合材料工业生产中,仍占有很大比例,如美国占35%,西欧占25%,日本占42%,中国占75%。
这说明了接触低压成型工艺在复合材料工业生产中的重要性和不可替代性,它是一种永不衰落的工艺方法。
但其最大缺点是生产效率低、劳动强度大、产品重复性差等。
1、原材料接触低压成型的原材料有增强材料、树脂和辅助材料等。
(1)增强材料接触成型对增强材料的要求:①增强材料易于被树脂浸透;②有足够的形变性,能满足制品复杂形状的成型要求;③气泡容易扣除;④能够满足制品使用条件的物理和化学性能要求;⑤价格合理(尽可能便宜),来源丰富。

手糊成型工艺及设备增强材料引言手糊成型工艺是一种常用于制备增强材料的工艺方法之一。
通过将纤维和树脂手工一层一层地涂覆在模具上,并使用合适的设备对其进行加压和固化,可以制备出具有高强度和特殊性能的增强材料。
本文将介绍手糊成型工艺的步骤、设备和常用的增强材料。
手糊成型的步骤手糊成型的步骤通常包括模具准备、纤维涂覆、树脂涂覆、加压固化和脱模。
下面将对每个步骤进行详细介绍:1. 模具准备首先需要准备一个适用于手糊成型的模具。
模具可以是金属、玻璃或者复合材料制成,具有所需形状和尺寸。
在使用之前,需要保证模具干净且表面光滑。
2. 纤维涂覆纤维是手糊成型中的关键组成部分,常用的纤维材料包括玻璃纤维、碳纤维和芳纶纤维等。
在进行纤维涂覆之前,需要将纤维剪成合适的尺寸和形状,以适应模具的曲率和形状。
然后,将纤维覆盖在模具上,并使用刷子或辊筒将其均匀涂覆。
3. 树脂涂覆树脂用于固化纤维,常用的树脂有环氧树脂、聚酯树脂和丙烯酸树脂等。
在进行树脂涂覆之前,需要将树脂与固化剂充分混合,以确保固化反应的进行。
然后,将树脂涂覆在已经涂覆了纤维的模具上,以覆盖整个纤维层。
树脂涂覆的厚度可以根据需要进行调整。
4. 加压固化在进行加压固化之前,需要将涂覆了纤维和树脂的模具放入加压装置中。
加压装置可以是液压机、压钢板或真空袋等。
通过加压,可以提高固化树脂的密实性和纤维的排列度,从而增强增强材料的强度和性能。
5. 脱模在固化完成后,需要将增强材料从模具中取出。
脱模可以通过机械方法、热碳化或化学脱模剂等方式进行。
脱模之后,可以对增强材料进行进一步的加工和修整。
手糊成型的设备手糊成型工艺中需要使用到的设备主要包括模具、刷子、辊筒和加压装置等。
下面将介绍一些常用的设备:1. 模具模具是手糊成型中的核心设备之一,其形状和尺寸直接影响最终产品的形态。
常用的模具材料有金属、玻璃和复合材料等,具有耐高温、耐腐蚀和良好的表面质量。
2. 刷子和辊筒刷子和辊筒用于将纤维和树脂均匀涂覆在模具上。