连铸板坯中间裂纹产生原因的分析
- 格式:pdf
- 大小:211.71 KB
- 文档页数:3
板坯边部纵裂纹产生的原因及解决措施一、引言板坯边部纵裂纹是钢铁生产过程中常见的缺陷之一,其产生原因复杂,需要采取多种措施加以解决。
本文将从产生原因和解决措施两个方面进行详细阐述。
二、板坯边部纵裂纹产生原因1. 温度不均匀钢铁生产过程中,板坯温度不均匀是造成板坯边部纵裂纹的主要原因之一。
在连铸过程中,板坯表面受到水冷却的影响,而内部温度却没有得到及时的调节和平衡,导致板坯表面收缩速度快于内部收缩速度,从而形成了较大的应力差异。
2. 冷却方式不当在连铸过程中,冷却方式对于板坯边部纵裂纹的产生也有着重要的影响。
如果冷却速度过快或者冷却时间不足,则会导致板坯表面形成硬质组织而内部还未完全凝固,从而引起应力集中和较大的应力差异。
3. 连铸机结构问题连铸机的结构问题也会对板坯边部纵裂纹的产生造成影响。
例如,如果连铸机的结构不合理或者设备老旧,就可能导致板坯内部温度不均匀或者冷却方式不当,从而引起板坯边部纵裂纹。
三、解决措施1. 调节温度钢铁生产过程中,调节温度是减少板坯边部纵裂纹的有效措施之一。
可以通过加强温度监测和调节系统来实现。
例如,在连铸过程中可以采用先进的热流体模拟技术来预测板坯内部温度分布情况,并及时调整冷却水量和喷淋位置等参数,以保证板坯内外温度平衡。
2. 改进冷却方式改进冷却方式也是减少板坯边部纵裂纹的有效措施之一。
可以通过增加喷淋头数量、改变喷淋角度、增加喷淋水量等方式来改善连铸过程中的冷却效果,并保证板坯表面和内部同时达到凝固要求。
3. 优化连铸机结构优化连铸机结构也是减少板坯边部纵裂纹的有效措施之一。
可以通过升级设备、改进结构、增加监测仪器等方式来提高连铸机的生产效率和准确性,从而保证板坯内部温度分布均匀和冷却方式合理。
四、总结综上所述,板坯边部纵裂纹是钢铁生产过程中常见的缺陷之一,其产生原因复杂,需要采取多种措施加以解决。
调节温度、改进冷却方式和优化连铸机结构是减少板坯边部纵裂纹的有效措施。
连铸坯裂纹的产生与防止措施连铸坯裂纹的分类 :铸坯表面裂纹包括表面纵裂纹、表面横裂纹、网状裂纹(星裂)、发裂、角部纵裂纹、角部横裂纹等;铸坯内部裂纹包括中间裂纹、角部裂纹、中心线裂纹、三角区裂纹、皮下裂纹、矫直裂纹等。
1.1 铸坯表面裂纹部纵裂纹等几种主要的缺陷形式。
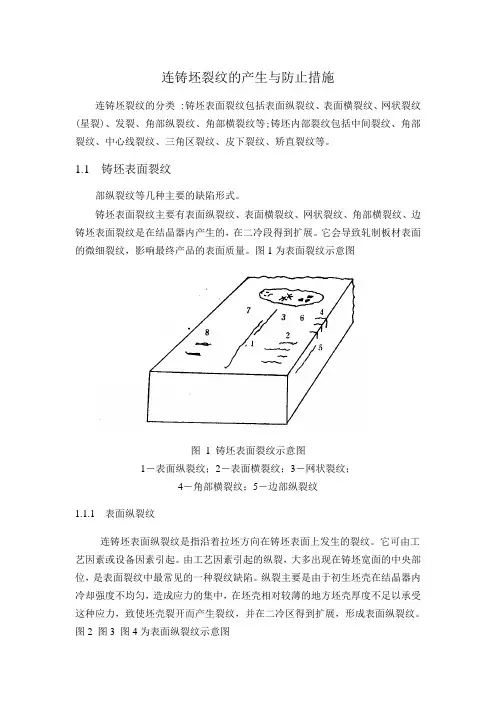
铸坯表面裂纹主要有表面纵裂纹、表面横裂纹、网状裂纹、角部横裂纹、边铸坯表面裂纹是在结晶器内产生的,在二冷段得到扩展。
它会导致轧制板材表面的微细裂纹,影响最终产品的表面质量。
图1为表面裂纹示意图图 1 铸坯表面裂纹示意图1-表面纵裂纹;2-表面横裂纹;3-网状裂纹;4-角部横裂纹;5-边部纵裂纹1.1.1 表面纵裂纹连铸坯表面纵裂纹是指沿着拉坯方向在铸坯表面上发生的裂纹。
它可由工艺因素或设备因素引起。
由工艺因素引起的纵裂,大多出现在铸坯宽面的中央部位,是表面裂纹中最常见的一种裂纹缺陷。
纵裂主要是由于初生坯壳在结晶器内冷却强度不均匀,造成应力的集中,在坯壳相对较薄的地方坯壳厚度不足以承受这种应力,致使坯壳裂开而产生裂纹,并在二冷区得到扩展,形成表面纵裂纹。
图2 图3 图4为表面纵裂纹示意图图2图3 图41.影响连铸坯表面纵裂纹因素:实际生产过程中,主要有以下因素影响连铸坯表面纵裂纹的产生:1) 成品成分及钢水质量(1) 成品钢中碳含量处在亚包晶和包晶反应区时,由于初生坯壳在结晶器弯月面内激冷时收缩较大,容易造成初生坯壳厚薄不均,从而使铸坯发生纵裂纹的倾向增加。
因此,在实际生产中各连铸厂家都尽量控制其成品钢中碳含量,使其避开亚包晶和包晶反应区,从而减少铸坯纵裂纹的发生机率。
(2) 成品钢中硫、磷含量也会影响铸坯纵裂纹的产生。
钢中硫、磷含量增加时,钢的高温强度和塑性明显降低,在应力作用下就容易产生裂纹,因此,在实际生产中各连铸厂家都尽量控制其成品钢中硫、磷含量,尽量控制在0.02%以内。
(3) 钢中微合金如铌、钒等对铸坯纵裂纹的产生也有重要影响,因为微合金而产生的铸坯纵裂纹在铸坯表面上分布不规则,缺陷较短、数量较多。
板坯内部裂纹的原因与措施文/胡秋芳 罗莉萍裂纹是连铸板坯常见的质量缺陷,它的存在是发生钢板开裂、断板等质量问题的重要原因。
随着市场经济的深入发展和竞争机制的不断深化,产品质量就显得特别重要。
要想使企业在激烈的市场竞争中常胜不衰,就必须保证产品的质量。
目前二钢厂连铸板坯的质量问题比较突出,其表现为裂纹比较多,即有表面裂纹、表面横裂和表面纵裂,也有内部裂纹。
本文结合二钢厂连铸板坯机的生产实践,从铸机设备与工艺两方面对板坯内部裂纹的形成原因、影响因素等进行的探讨并提出改造措施。
一、板坯连铸机连铸机的机型可分为:立式连铸机、立弯式连铸机、多点弯曲连铸机、全弧形连铸机、多半径弧型(椭圆型)连铸机、水平式连铸机等。
二钢厂板坯连铸机是选用立弯式的连铸机、一机两流单点矫直、火焰切割式、浇注断面为250mm×1800mm,拉坯速度为0.9~1.1m/min,振幅5~8mm,塞棒拉流、浸入式保护浇注,其浇注的钢种为Q215、Q235、Q345。
该铸机设计能力为200万吨/年。
二、连铸坯内部裂纹的类型及形成原因连铸坯内部裂纹的主要类型为:三角区裂纹、中间裂纹、中心裂纹。
连铸坯内部裂纹的形成是铸坯凝固过程中各种外部压力和钢水凝固产生的内部压力作用在液相穴的结果。
液相穴深度是指结晶器内钢水液面连铸坯完全凝固处的长度。
连铸坯的液相穴深度随拉坯的速度而改变,若拉坯的速度快,连铸坯的液相穴深度会延长;反之,连铸坯的液相穴深度会短些。
前沿的凝固交界面及附近区域上当综合压力超过该钢种的固相线温度附近的临界强度时,固液界面处的坯壳已不能抵抗压力作用而产生开裂。
由于钢液已形成半凝固态和固态,使钢水无法外流,因此裂纹得以在坯壳内形成。
从本质上说,内部裂纹的产生是各种压力综合作用的结果,也是该种钢高温力学性能不能抵抗综合力的结果,作用于铸坯壳使之发生变形。
导致产生裂纹的作用力有以下几种:鼓肚力;弯曲或矫直压力;热压力;坯壳与结晶器的摩擦力;意外机械作用力裂纹的出现要经历形成和扩展两个过程。
连铸板坯的偏离角纵裂原因分析连铸板坯经过热轧之后,会有很多质量问题,其中一个主要的问题是偏离角纵裂。
偏离角纵裂是指板坯表面的特定位置,产生了较大的拉伸应力,经过时间的累积,会导致板坯纵向裂缝的形成,严重影响板坯的质量。
因此,对于偏离角纵裂原因进行分析,可以为热轧后板坯质量改善提供重要的参考。
首先,连铸板坯偏离角纵裂的主要原因,是因为板坯内部材料不均匀分布。
连铸板坯出炉后,会存在一定程度上的内部构造不匀,比如板坯中存在晶间析出物、连铸坯料中的气孔等,这些材料的不均匀分布,会影响板坯的冷、热变形行为,进而诱发偏离角纵裂的产生。
此外,热轧工艺参数设定过大也是偏离角纵裂产生的原因之一。
热轧过程中,平均加热温度、轧制速度、表面宽比以及冷却模式等参数设定过大,会造成板坯金属发生过度拉伸,导致偏离角纵裂的产生。
另外,错误的热处理工艺也是偏离角纵裂产生的原因之一。
连铸板坯在热轧前,通常都要经过控制热处理,以便使板坯具有良好的塑性和机械性能,但是,如果热处理工艺设定不当,如温度较高,时间较长等,就会造成板坯表面产生类似脆性的状态,容易发生偏离角纵裂。
最后,不合逻辑的加工工步也是偏离角纵裂产生的原因之一。
连铸板坯的加工工步如果设定不当,比如连铸坯料温度偏低,轧制速度偏快,轧制角偏大等,都很容易对板坯产生强烈的拉伸应力,也会导致偏离角纵裂的产生。
综上所述,偏离角纵裂的产生,主要是由于连铸板坯的内部材料不均匀分布、热轧工艺参数设定过大、错误的热处理及加工工步等原因所致。
因此,为了降低偏离角纵裂的发生率,建议可以将连铸板坯的内部材料均匀分布,及时进行条理热处理,以及合理控制热轧工艺参数,控制加工工步,以保证板坯质量。
在工业生产中,偏离角纵裂是一个严重的质量问题,因此,对于这一问题,应当进行深入的研究,以便全面掌握连铸板坯偏离角纵裂的形成原因,提高板坯热轧后的质量。
结论:连铸板坯偏离角纵裂的主要原因,主要是由于板坯内部材料不均匀分布,热轧工艺参数设定过大,错误的热处理及加工工步等原因所致。
连铸坯内部缺陷连铸坯的内部质量,主要取决与其中心致密度。
而影响连铸坯中心致密度的缺陷是各种内部裂纹、中心偏析和中心疏松,以及铸坯内部的宏观非金属夹杂物。
连铸坯的内裂、中心偏析和疏松这些内部缺陷的产生,在很大程度上和铸坯的二次冷却以及自二冷区至拉矫机的设备状态有关。
1)内部裂纹形成的原因各种应力(包括热应力、机械应力等)作用在脆弱的凝固界面上产生的裂纹成为内部裂纹。
通常认为内裂纹是在凝固的前沿发生的,大都伴有偏析的存在,因而也把内裂纹称为偏析裂纹。
还有一种说法是内裂纹是在凝固前沿发生的,其先端和凝固界面相连接,所以内裂纹也可以称为凝固界面裂纹。
除了较大的裂纹,一般内裂纹可在轧制中焊合。
连铸坯的内部裂纹是指从铸坯表面一下直至铸坯中心的各种裂纹,其中包有中间裂纹、对角线裂纹、矫直弯曲裂纹、中心裂纹、角部裂纹。
无论内裂文的类型如何,其形成过程大都经过三个阶段:1拉伸力作用到凝固界面;2造成柱状晶的晶界见开裂;3偏析元素富集的钢液填充到开裂的空隙中。
内裂发生的一般原因,是在冷却、弯曲和矫直过程中,铸坯的内部变形率超过该刚中允许的变形率。
通常在压缩比足够大的情况下,且钢的纯净度较高时,内裂纹可以在轧制中焊合,对一般用途的钢不会带来危害;但是在压缩比小,钢水纯净度较低,或者对铸坯心部质量有严格要求的铸坯,内裂就会使轧制材性能变坏并降低成材率。
2)中心裂纹铸坯中心裂纹在轧制中不能焊合,在钢板的断面上会出现严重的分层缺陷,在钢卷或薄板的表面呈中间波浪形缺陷,在轧制中还会发生断带事故,给成品材的轧制和使用带来影响A裂纹的成因分析铸坯裂纹的形成时传热、传质和应力相互作用的结果。
带液芯的高温铸坯在铸机内运行过程中,各种力的作用是产生裂纹的外因,而钢对裂纹的敏感性是产生裂纹的内因。
铸坯是否产生裂纹决定于钢高温力学性能、凝固冶金行为和铸机运行状态,板坯中心裂纹是由于凝固末端铸坯鼓肚或中心偏析、中心凝固收缩产生的。
1控制铸机的运行状态刚的高温力学性能与铸坯裂纹有直接关系,铸坯凝固过程固、液及诶按承受的应力(如热应力、鼓肚力、矫直力等)和由此产生的塑性变形超过允许的高温强度和临界应变值,则形成树枝晶间裂纹,柱状晶越发达,越有利于裂纹的扩展。

第二篇连铸板坯缺陷(AA)第二篇连铸板坯缺陷(AA) (1)2.1表面纵向裂纹(AA01) (4)2.2表面横裂纹(AA02) (6)2.3星状裂纹(AA03) (7)2.4角部横裂纹(AA04) (8)2.5角部纵裂纹(AA05) (10)2.6气孔(AA06) (11)2.7结疤(AA07) (12)2.8表面夹渣(AA08) (13)2.9划伤(AA09) (14)2.10接痕(AA13) (15)2.11鼓肚(AA11) (16)2.12脱方(AA10) (17)2.13弯曲(AA12) (18)2.14凹陷(AA14) (19)2.15镰刀弯(AA15) (20)2.16锥形(AA16) (21)2.17中心线裂纹(AA17) (22)2.18中心疏松(AA18) (23)2.19三角区裂纹(AA19) (25)2.20中心偏析(AA20) (27)2.21中间裂纹(AA21) (28)2.1表面纵向裂纹(AA01)图2-1-11、缺陷特征表面纵向裂纹沿浇注方向分布在连铸板坯上下表面,裂纹深度一般为2mm~15mm,裂纹部位伴有轻微凹陷。
在连铸浇注过程中,当连铸板坯坯壳在结晶器内所受到的应力超过了坯壳所能承受的抗拉强度时,即产生表面纵向裂纹。
表面纵向裂纹缺陷在结晶器内产生,出结晶器后若二次冷却不良,裂纹将进一步加剧。
2、产生原因及危害产生原因:①钢中碳含量处于裂纹敏感区内;②结晶器钢水液面异常波动。
当结晶器钢水液面波动超过10mm时,表面纵向裂纹缺陷易于产生;③结晶器保护渣性能不良。
保护渣液渣层过厚、过薄或渣膜厚薄不均,使连铸板坯凝固壳局部过薄而产生表面纵向裂纹;④中间包浸入式水口与结晶器对中不良,钢水产生偏流冲刷连铸板坯凝固壳,而产生表面纵向裂纹。
危害:轻微的表面纵裂纹经火焰清理后均能消除;表面纵向裂纹严重时可能会造成漏钢;表面纵向裂纹若送热轧进行轧制可能导致热轧产品出现分层、开裂缺陷。
连铸坯角部皮下横裂纹成因分析及控制技术连铸坯角部皮下横裂纹是指在连铸坯的角部,表面下出现沿着壁厚方向的裂纹,给后续加工和使用带来不良影响。
其成因主要是由于连铸坯角部的凝固不均和加工应力引起的塑性变形,以及连铸坯冷却过程中内部温度差异不均等因素所导致的应力集中,最终引发了横向裂纹。
下面我们将从成因分析和控制技术两个方面来详细探讨连铸坯角部皮下横裂纹的产生和控制。
成因分析:(1)凝固不均连铸坯角部是整个坯料最后凝固的部分,由于连铸速度、温度、流动状态等因素的影响,角部的冷却过程相对于其他部位更加缓慢,导致角部凝固不均。
这种不均匀的凝固会产生不同的晶粒结构和应力分布,引起其在加工或使用过程中的应力集中,从而导致横向裂纹的产生。
(2)塑性变形在连铸坯的制造过程中,角部处于连铸机的曲折位置,通过弯曲和拉伸的变形,在坯料内部引起应力;同时,原材料的变化或连铸工艺的变化等因素也会产生影响,使得角部在制造和后续加工的过程中发生塑性变形。
虽然这种塑性变形可能在加工中得到修复,但也会在其之后的冷却过程中因应力集中而导致横向裂纹的产生。
(3)温度梯度连铸坯在冷却过程中,由于内部温度差异不均,在坯料内部产生了较大的应力集中。
角部与其他部位相比,由于特殊的位置和几何形状,冷却速度更慢,温度梯度更大,因而在冷却过程中容易引发横向裂纹,特别是在角部最薄的部位。
控制技术:(1)冷却方式连铸坯制造过程中,冷却方式的选择对坯料的质量产生着极大的影响。
在钢坯角部应采取有针对性的冷却方式,例如采用喷水冷却,在整个冷却过程中,保持冷却速度的均匀性,避免角部冷却不均导致的坯料内部温度差异和应力集中。
(2)钢质控制钢坯的铸造是一个复杂的过程,不仅需要控制好铸造温度、连铸速度等因素,还需要控制钢水中的气体含量、非金属夹杂物含量等,以确保将钢坯制造出高质量、低损耗的产品。
(3)加工工艺经过精细的加工,可以在大程度上修复连铸坯中存在的缺陷,对控制连铸坯角部皮下横裂纹能起到至关重要的作用。
连铸坯裂纹
连铸坯裂纹(crack of continous casting slab or billet)
一类连铸坯缺陷。
有表面裂纹和内部裂纹之分。
(见图1)连铸坯裂纹的产生与钢在高温下的机械性能有直接关系。
钢的延展性试验表明,从600℃左右到固相线温度,有3个脆化温度区(见图2)。
其中I区是从1340℃左右到固相线温度,低的延展性是由于树枝晶间存在硫化物薄膜引起的。
Ⅱ区是从900℃到1200℃之间,低的延展性是由于在晶间沉积有硫化物和氧化物等引起的。
Ⅲ区大致在600℃至900℃之间,低的延展性是由于钢中微合金组分在晶界上沉积,并经常与沿奥氏体晶粒间界形成的先共晶铁素体共同作用而造成的。
所有内部裂纹都是在I脆化区内形成的。
而P、S和Cu等元素的存在会加剧裂纹的形成。
表面裂纹中除横向裂纹是在Ⅲ区内产生外,其它都是在I和Ⅱ脆化区内形成的。
各种裂纹的产生原因、影响因素及防止措施见表。
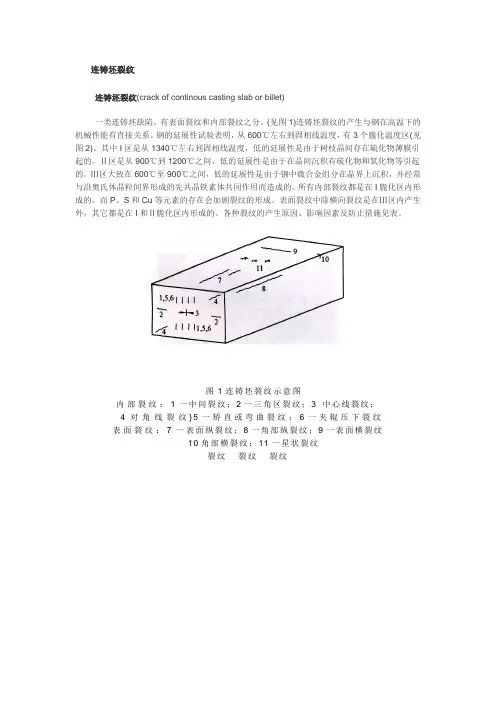
图1连铸坯裂纹示意图
内部裂纹:1一中间裂纹;2一三角区裂纹;3 中心线裂纹;
4对角线裂纹}5一矫直或弯曲裂纹;6一夹辊压下裂纹
表面裂纹:7一表面纵裂纹;8一角部纵裂纹;9一表面横裂纹
10角部横裂纹;11一星状裂纹
裂纹裂纹裂纹
图2钢的高温脆化区
裂纹产生原因、影响因素和防止措施。
姓名:陈守汪班级: 冶094班学号:099014214 2018年5月14日连铸表面裂纹产生地原因和改进地技术措施摘要:连铸坯表面裂纹地产生主要取决于:钢成分对裂纹敏感性、浇铸工艺条件及连铸机设备状况•带液芯地连铸坯在连铸机内运行过程中受到外力作用是坯壳产生裂纹地外因,钢地高温力学行为是产生裂纹地内因,而设备和工艺因素是产生裂纹地条件•根据所浇钢种,对连铸机设备地调整应符合钢水凝固收缩规律,以坯壳不发生变形为原则.优化工艺参数,使其处于能够保证连铸坯不产生裂纹或不足以造成废品地允许范围内,得到合理地铸坯凝固结构.b5E2RGbCAP关键词:铸坯表面纵裂纹、铸坯表面横裂纹主要内容:铸坯裂纹是影响连铸机产量和铸坯质量地主要缺陷.据统计,铸坯各类缺陷中有50汹裂纹缺陷.铸坯出现裂纹,轻者需进行精整,重者会导致漏钢和废品,既影响连铸坯生产率,又影响产品质量,增加生产成本. plEanqFDPw1铸坯表面纵裂纹1. 1 板坯表面纵裂纹特征表面纵裂纹可能在板坯宽面中心区域或宽面到棱边地任一位置产生.综合分析表明,纵裂纹有以下特征:(1>产生纵裂纹地表面常伴有凹陷(depression>, 纵裂纹地严重性与表面凹陷相对应.(2>裂纹沿树枝晶干方向扩展.(3>裂纹内发现有硅、钙、铝等元素地夹杂物.(4>在裂纹周围发现有P, S, Mn地偏析.(5>裂纹边缘出现一定地脱碳层,说明裂纹是在高温下形成扩展地.1.2 表面纵裂纹产生地原因板坯表面纵裂纹在连铸机内产生原因如下(1>板坯横断面低倍检验表明,纵裂纹起源于激冷层薄弱处(约2〜3mm> .(2>结晶器地模拟实验表明,纵裂纹起源于结晶器弯月面区(几十毫M到150mm>周边坯壳厚度薄弱处.这说明纵裂纹起源于结晶器地弯月面区初生凝固壳厚度地不均匀性. DXDiTa9E3d坯壳受下列所述力地作用:( 1> 板坯凝固壳四周温度不均匀而产生地收缩力。
连铸坯横裂产生的缘由横裂纹是位于铸坯内弧外表振痕的波谷处,通常是隐蔽看不见的。
经酸洗检查指出,裂纹深度可达 7mm,宽度 0.2mm。
裂纹位于铁素体网状区,而网状区正好是初生奥氏体晶界。
且晶界上有细小质点(如 A1N)的沉淀。
尤其是 C—Mn—Nb(V)钢,对裂纹敏感性更强。
横裂产生的缘由:1)振痕太深是横裂纹的发源地。
2)钢中 A1、Nb 含量增加,促使质点(A1N)在晶界沉淀,诱发横裂纹。
3)铸坯在脆性温度 900~700~C 矫直。
4)二次冷却太强。
防止横裂发生的措施:结晶器承受高频率(200~400 次/分)小振辐(2~4mm)是削减振痕深度的有效办法。
2)二次冷却区承受平稳的弱冷却,使矫直时铸坯外表温度大于900℃。
3)结晶器液面稳定,承受良好润滑性能、粘度较低的保护渣。
4)用火焰清理外表裂纹。
1.连铸坯外表纵裂产生的缘由及其防止方法有哪些?连铸坯外表纵裂纹,会影响轧制产品质量。
如长300mm、深2.5mm 的纵裂纹在轧制板材上留下 1125mm 分层缺陷。
纵裂纹严峻时会造成拉漏和废品。
争论指出:纵裂纹发源于结晶器弯月面初生坯壳厚度的不均匀性。
作用于坯壳拉应力超过钢的允许强度,在坯壳薄弱处产生应力集中导致断裂,出结晶器后在二次冷却区扩展。
纵裂产生的缘由可归纳为:1)水口与结晶器不对中而产生偏流冲刷凝固壳。
2)保护渣熔化性能不良、液渣层过厚或过薄导致渣膜厚薄不均,使局部凝固壳过薄。
液渣层<10mm,纵裂纹明显增加。
3)结晶器液面波动。
液面波动>10 ㎜,纵裂发生几率 30%。
4)钢中 S+P 含量。
钢中S>0.02%,P>0.017%,钢的高温强度和塑性明显降低,发生纵裂趋向增大。
5)钢中 C 在0.12~0.17%,发生纵裂倾向增加。
防止纵裂发生的措施是:1)水口与结晶器要对中。
2)结晶器液面波动稳定在±10mm。
3) 适宜的浸入式水口插入深度。
4)适宜的结晶器锥度。
连铸板坯的偏离角纵裂原因分析连铸板坯在应用行业中非常普遍,然而,其经常被发现存在偏离角纵裂的问题。
这种现象通常只出现在连铸过程中,但根据实际经验,偏离角纵裂可能是一个更复杂的过程,它涉及到许多设计和生产细节,因此对其研究和认识将非常有帮助。
首先,偏离角纵裂的产生可以归因于板坯的扩散冷却不足。
在连铸过程中,板坯的扩散冷却是一个相当关键的环节,使其能够在其完全冷却的状态下进行分段,如果在这一过程中出现了错误,将会导致板坯出现偏离角纵裂。
其次,偏离角纵裂也可能是由于连铸模具的设计和制作不足造成的。
现代连铸技术涉及到模具的数字化设计,但是模具的制作过程中也可能出现缺陷,例如坯料的流动卡住,模具的收缩不均等,或模具的冷却效果不佳等问题,都将影响板坯的最终形状,从而可能导致偏离角纵裂。
此外,连铸板坯中偏离角纵裂的产生还可能与外界因素有关。
例如,在连铸过程中,环境因素例如温度、湿度、PM2.5等,都会对板坯形成产生影响,如果它们超出了正常范围,将会对结构及偏离角纵裂产生影响。
另外还有一些杂项因素,也可能在一定程度上导致偏离角纵裂的发生。
一些其他材料,如有机物、污染物、矿渣等,都会影响板坯的结晶,并可能导致偏离角纵裂。
总之,从以上分析可以看出,连铸板坯中偏离角纵裂的产生与多个因素有关,随着不断完善的连铸技术,使得板坯的偏离角纵裂问题得以有效控制,彻底消除。
但尽管如此,就业者仍需要更多地了解和认识这些因素,以避免在生产过程中出现各种偏离角纵裂等问题。
本文以《连铸板坯的偏离角纵裂原因分析》为标题,对偏离角纵裂的产生原因进行分析,可以得出结论,偏离角纵裂最初可能是由于板坯的扩散冷却不足,而板坯的扩散冷却不足,在连铸过程中可能是由于模具设计不足或结构设计不当,因此需要在设计模具和生产过程中加强对各种因素的全面控制,以期实现结构合格、稳定性好、均匀性良好的连铸板坯。