电焊工操作技能考核评分记录表
- 格式:docx
- 大小:156.38 KB
- 文档页数:3
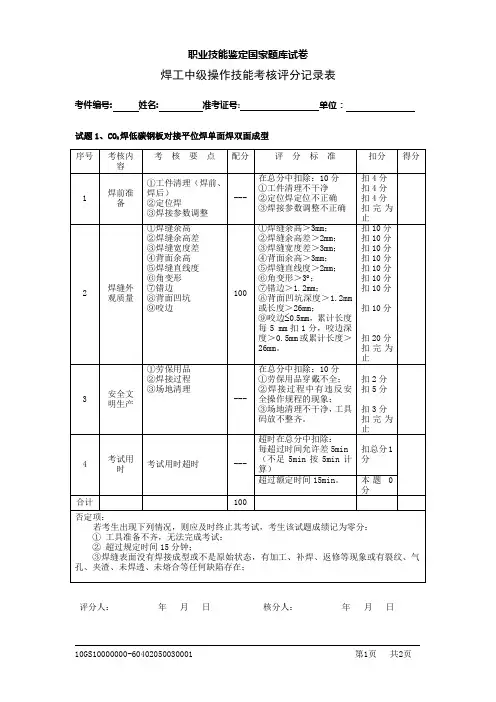
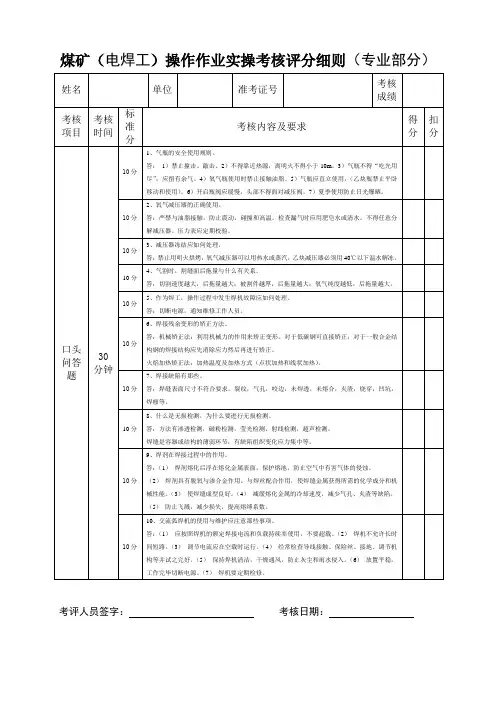
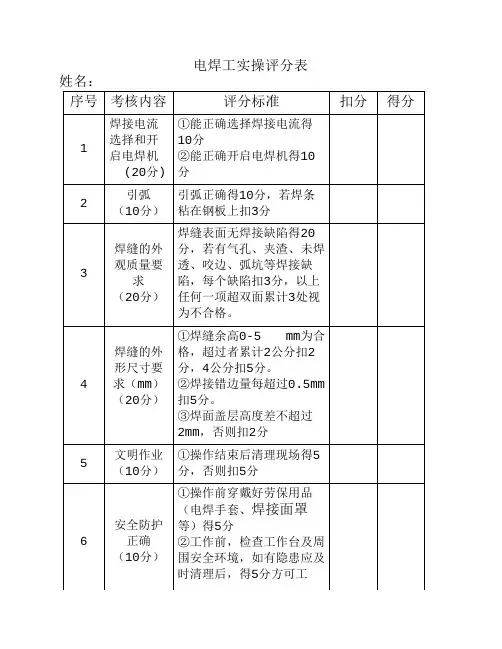
煤矿(电焊工)操作作业实操考核评分细则(专业部分)姓名单位准考证号考核成绩考核项目考核时间标准分考核内容及要求得分扣分口头问答题30分钟10分1、气瓶的安全使用规则。
答:1)禁止撞击、敲击。
2)不得靠近热源,离明火不得小于10m。
3)气瓶不得“吃光用尽”,应留有余气。
4)氧气瓶使用时禁止接触油脂。
5)气瓶应直立使用,(乙炔瓶禁止平卧移动和使用)。
6)开启瓶阀应缓慢,头部不得面对减压阀。
7)夏季使用防止日光爆晒。
10分2、氧气减压器的正确使用。
答:严禁与油脂接触,防止震动,碰撞和高温。
检查漏气时应用肥皂水或清水。
不得任意分解减压器。
压力表应定期校验。
10分3、减压器冻结应如何处理。
答:禁止用明火烘烤,氧气减压器可以用热水或蒸汽,乙炔减压器必须用40℃以下温水解冻。
10分4、气割时,割缝面后拖量与什么有关系。
答:切割速度越大,后拖量越大;被割件越厚,后拖量越大;氧气纯度越低,后拖量越大。
10分5、作为焊工,操作过程中发生焊机故障应如何处理。
答:切断电源,通知维修工作人员。
10分6、焊接残余变形的矫正方法。
答:机械矫正法:利用机械力的作用来矫正变形。
对于低碳钢可直接矫正;对于一般合金结构钢的焊接结构应先消除应力然后再进行矫正。
火焰加热矫正法:加热温度及加热方式(点状加热和线状加热)。
10分7、焊接缺陷有那些。
答:焊缝表面尺寸不符合要求,裂纹,气孔,咬边,未焊透,未熔合,夹渣,烧穿,凹坑,焊瘤等。
10分8、什么是无损检测,为什么要进行无损检测。
答:方法有渗透检测,磁粉检测,莹光检测,射线检测,超声检测。
焊缝是容器或结构的薄弱环节,有缺陷组织变化应力集中等。
10分9、焊剂在焊接过程中的作用。
答:(1)焊剂熔化后浮在熔化金属表面,保护熔池,防止空气中有害气体的侵蚀。
(2)焊剂具有脱氧与渗合金作用,与焊丝配合作用,使焊缝金属获得所需的化学成分和机械性能。
(3)使焊缝成型良好。
(4)减缓熔化金属的冷却速度,减少气孔、夹渣等缺陷。

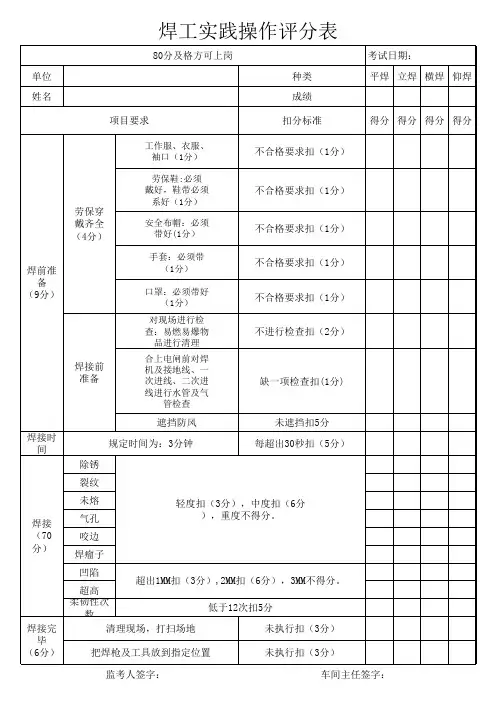
手工焊接实操考核评分表手工焊接实操考核评分表日期:_________________ 分数:_________________ 打分人:_________________部门/车间:_________________ 姓名:_________________ 工号:_________________现场实操打分,总分100分,考核时间40分钟)一、焊接前准备工作(30分,每项6分)1.焊接前是否检查烙铁电源线是否正确连接,是否有破损(安全意识)?2.焊接前是否清洗海绵,海绵润湿度是否符合要求(要求轻挤不滴水为宜)?3.工作前是否进行整理整顿,工作台清洁,物料整齐摆放(5S意识)?4.是否佩戴防静电手环和其他静电防护措施,并检查静电接地线连接情况?5.焊接前是否确认电烙铁温度参数是否符合SOP要求?是否了解一般无铅焊接温度设置?二、手工焊接作业方法(50分,每项6分,第8项8分)1.焊接动作前后是否有清洗烙铁头惯(应在清洁海绵上擦拭烙铁头,以利传热)?2.手握烙铁方法是否正确(我司焊接手握烙铁方法为笔握法)?3.手工焊接操作基本步骤是否正确(顺序为:加热→加焊料→移开焊料→移开烙铁)?4.焊接单个焊点的时间控制是否正确(正常为2~3秒内完成一个焊点,最长不超过6秒)?5.是否了解焊台温度的调节方法(要求现场演示)?6.焊接过程中是否甩锡和敲打烙铁头情况(禁止甩锡及敲打烙铁头)?7.焊接姿势是否正确(要求操作者头部与烙铁头之间应保持30cm以上距离,安全要求)?8.实际焊接效果如何?(良好的焊点应充分润湿,接触角小于90°,焊点焊锡量适当,要有足够的强度,不应有毛刺、沙眼和气泡)三、焊接注意事项(20分,每项6分,第3项8分)1.焊接工作完成后,是否将元器件归类摆放,清理锡渣,清洁工作台惯(5S意识)?2.焊接工作完成后,是否进行烙铁头防氧化工作,是否关闭电源(需加锡防氧化,走开前关闭电源)?。
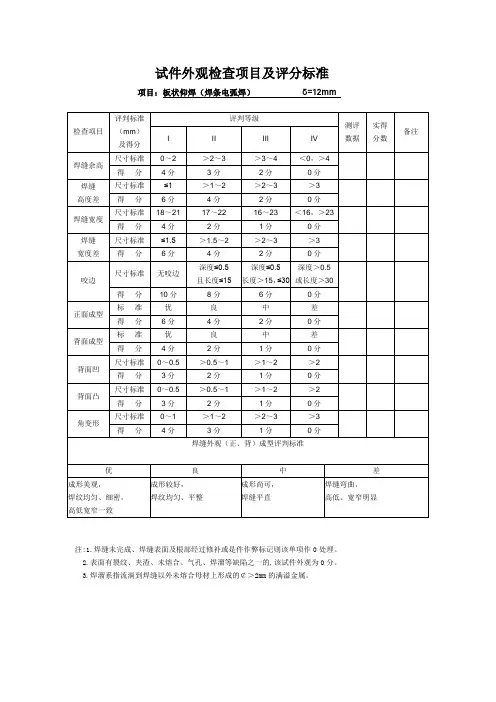
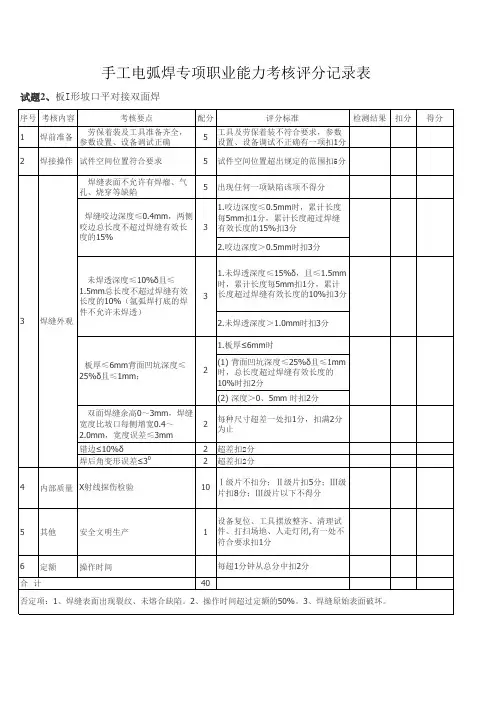
项目:板状仰焊(焊条电弧焊)δ=12mm
注:1.焊缝未完成、焊缝表面及根部经过修补或是件作弊标记则该单项作0处理。
2.表面有裂纹、夹渣、未熔合、气孔、焊溜等缺陷之一的,该试件外观为0分。
3.焊溜系指流淌到焊缝以外未熔合母材上形成的¢>2mm的满溢金属。
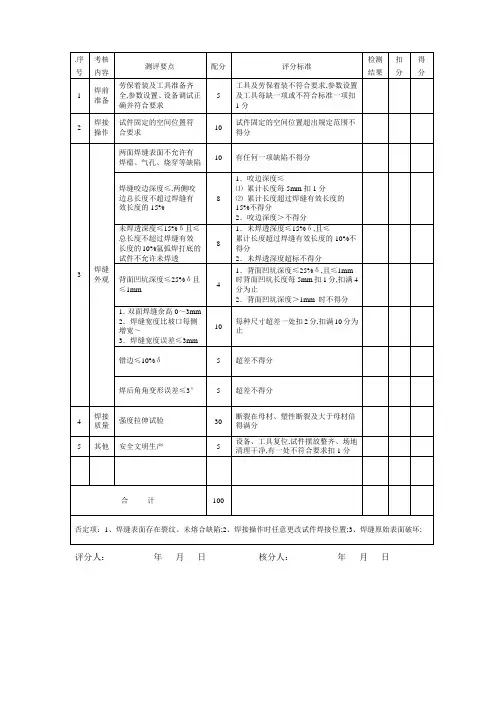
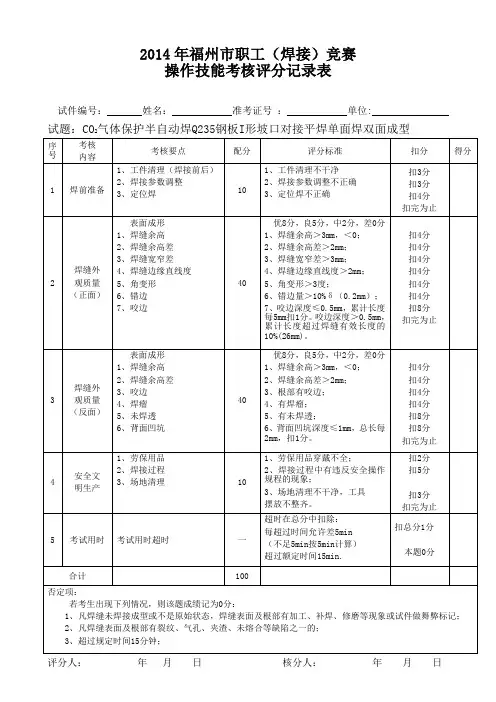
项目:管状45°上斜固定焊(CO2气体保护半自动焊)φ75×6mm
注:1.焊缝未完成、焊缝表面及根部经过修补或是件作弊标记则该单项作0处理。
2.表面有裂纹、夹渣、未熔合、气孔、焊溜等缺陷之一的,该试件外观为0分。
3.焊溜系指流淌到焊缝以外未熔合母材上形成的¢>2mm的满溢金属。
无损检验项目及评分标准
注:试件的X射线检验按JB/T 4730-2005 标准评定;评定区域:10×10mm。
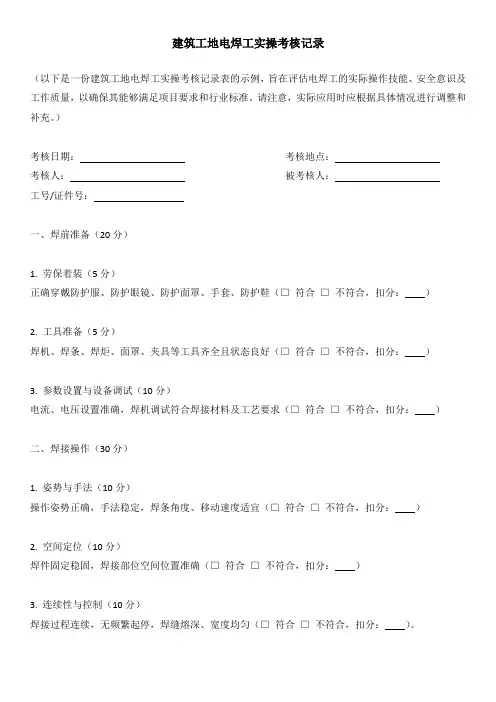
建筑工地电焊工实操考核记录(以下是一份建筑工地电焊工实操考核记录表的示例,旨在评估电焊工的实际操作技能、安全意识及工作质量,以确保其能够满足项目要求和行业标准。
请注意,实际应用时应根据具体情况进行调整和补充。
)考核日期:考核地点:考核人:被考核人:工号/证件号:一、焊前准备(20分)1. 劳保着装(5分)正确穿戴防护服、防护眼镜、防护面罩、手套、防护鞋(□符合□不符合,扣分:____)2. 工具准备(5分)焊机、焊条、焊炬、面罩、夹具等工具齐全且状态良好(□符合□不符合,扣分:____)3. 参数设置与设备调试(10分)电流、电压设置准确,焊机调试符合焊接材料及工艺要求(□符合□不符合,扣分:____)二、焊接操作(30分)1. 姿势与手法(10分)操作姿势正确,手法稳定,焊条角度、移动速度适宜(□符合□不符合,扣分:____)2. 空间定位(10分)焊件固定稳固,焊接部位空间位置准确(□符合□不符合,扣分:____)3. 连续性与控制(10分)焊接过程连续,无频繁起停,焊缝熔深、宽度均匀(□符合□不符合,扣分:____)。
三、焊缝质量(30分)1. 外观(10分)焊缝表面平整,无焊瘤、裂纹、气孔、烧穿等缺陷(□符合□不符合,扣分:____)2. 尺寸(10分)焊缝宽度、厚度、坡口角度符合图纸或标准要求(□符合□不符合,扣分:____)3. 强度与韧性(10分)焊缝无明显缺陷,通过非破坏性或破坏性测试验证(□符合□不符合,扣分:____)四、安全与环保(20分)1. 安全操作(10分)操作过程遵循安全规程,无违章作业现象(□符合□不符合,扣分:____)2. 环境保护(10分)有效控制烟尘排放,作业后清理焊渣,保持场地整洁(□符合□不符合,扣分:____)五、综合评价-总得分:__________ / 100分-考核结论:□优秀□良好□合格□需改进□不合格考核意见与建议:_______________________________________________________________________________________ _______________________________________________________________________________________ ________________ ___备注:本表由考核人填写并签字确认,作为电焊工技能评价和培训改进的依据。
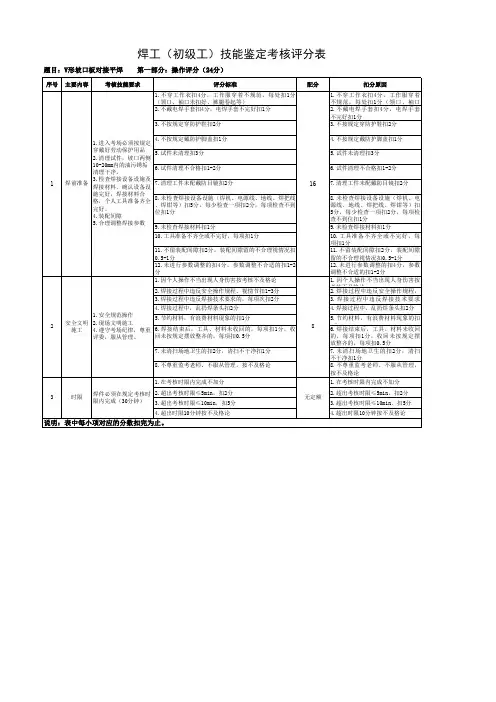
电焊初训实际操作考试评分表
序号1 2 3 4 5 6 7 8 9 10触电急救应急措施
现场不符合安全操作规程要求的处所得分40%备注
焊机离墙不足 1 米(通风不良、无检查通道)。
填错或未填写
每项扣 4分
焊机电源线长度超过 3 米未架空 2.5米高。
焊机输出(入)端无安全防护罩。
焊机无保护接另(保护接地)。
焊钳不应放在面罩里及工件上。
焊接场地消防器材配备不齐全(无沙箱)。
焊接电缆绝缘老化多处破损绝缘未恢复。
焊接场地无遮光屏风。
作业场所内未悬挂消防警示标志。
焊钳钳口绝缘罩无(易短路)。
迅速脱离电源,就地抢救、意识判断、方法得当(有心
每少一项扣 2跳、无呼吸做人工呼吸,无心跳有呼吸做胸外心脏按压,
心跳呼吸均无应做人工呼吸及胸外按压、并电告 120 急
10%分。
救)坚持到底,待医务人员到达现场办理移交。
实际操作技能记录得分50%
带负荷推(拉)闸刀扣 5 分;引(熄)弧不当扣 5 分
熟练程度:较熟练得40 分、熟练得 30 分、尚可得 20 分、欠熟练得10
分、不会操作不得分。
参考人姓名;监考人;总分
参考日期年月日。