第7章-典型零件的编程实例(数控铣床加工中心编程与操作)
- 格式:ppt
- 大小:757.00 KB
- 文档页数:3


加工中心编程操作与实例一、加工中心编程操作步骤1.了解加工中心的基本结构和功能特点:加工中心通常由工作台、主轴、刀库、刀库换刀器、切削液系统等组成。
不同的加工中心可能会有不同的结构和功能,因此在进行编程操作之前,需要对具体的加工中心进行了解。
2.制定加工工艺:根据产品的要求和加工中心的能力,制定出适合的加工工艺。
包括选择合适的切削工具、切削速度、进给速度、进给深度等。
3.绘制零件CAD图纸:根据产品的要求,使用CAD软件绘制出产品的三维图形。
图纸中应包含零件的几何尺寸、加工面等重要信息。
4.转换为加工程序:将CAD图纸转换成加工中心识别的加工程序。
常用的编程语言有G代码和M代码。
G代码用于控制各个轴的运动,M代码用于控制辅助功能,如冷却液的开关等。
5.生成刀补偿:根据加工工艺和切削工具的尺寸,计算出刀补偿的数值,并在加工程序中进行设置。
刀补偿可以纠正因刀具磨损或切削力变化导致的尺寸偏差。
6.模拟验证:在实际加工之前,可以使用加工中心的仿真软件对加工程序进行模拟验证。
模拟过程中可以检查加工路径、切削条件等,确保程序的正确性。
7.上传加工程序:将编写好的加工程序上传到加工中心的控制系统中。
可以通过U盘、网络等方式进行上传。
8.运行加工程序:在加工中心上选择对应的加工程序,并进行短暂的手动操作,确认加工路径和其他参数均正确无误后,即可启动自动化加工。
二、加工中心编程操作实例1.钻孔加工:假设要对一块工件进行多个孔的钻孔加工。
首先根据孔的尺寸和位置,在CAD软件中绘制相应的图形。
然后将图形转换成加工程序,设置好刀补偿和切削参数。
最后上传程序到加工中心,进行自动化加工。
2.铣削加工:假设要对一块工件进行表面铣削加工。
首先根据工件的形状,在CAD软件中绘制出相应的曲面。
然后将曲面转换成加工程序,设置好刀补偿和切削参数。
最后上传程序到加工中心,进行自动化加工。
3.雕刻加工:假设要在一块工件上进行精细的雕刻加工。
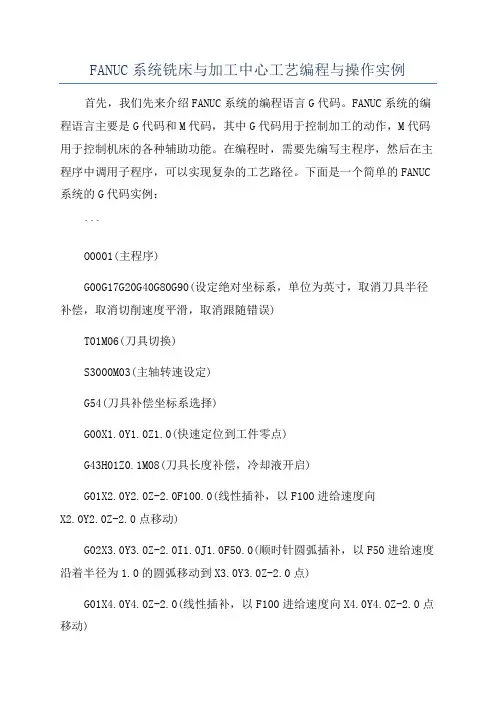
FANUC系统铣床与加工中心工艺编程与操作实例首先,我们先来介绍FANUC系统的编程语言G代码。
FANUC系统的编程语言主要是G代码和M代码,其中G代码用于控制加工的动作,M代码用于控制机床的各种辅助功能。
在编程时,需要先编写主程序,然后在主程序中调用子程序,可以实现复杂的工艺路径。
下面是一个简单的FANUC 系统的G代码实例:```O0001(主程序)G00G17G20G40G80G90(设定绝对坐标系,单位为英寸,取消刀具半径补偿,取消切削速度平滑,取消跟随错误)T01M06(刀具切换)S3000M03(主轴转速设定)G54(刀具补偿坐标系选择)G00X1.0Y1.0Z1.0(快速定位到工件零点)G43H01Z0.1M08(刀具长度补偿,冷却液开启)G01X2.0Y2.0Z-2.0F100.0(线性插补,以F100进给速度向X2.0Y2.0Z-2.0点移动)G02X3.0Y3.0Z-2.0I1.0J1.0F50.0(顺时针圆弧插补,以F50进给速度沿着半径为1.0的圆弧移动到X3.0Y3.0Z-2.0点)G01X4.0Y4.0Z-2.0(线性插补,以F100进给速度向X4.0Y4.0Z-2.0点移动)G00Z1.0(快速定位到Z轴1.0点)G49(取消刀具长度补偿)M05(主轴停止)M09(冷却液停止)M30(程序结束)```接下来,我们将以一个铣床加工工件的实例来介绍FANUC系统的操作。
首先,我们需要设置机床的工作坐标系,并安装好需要使用的刀具。
然后,在FANUC系统的操作界面上选择刀具形状以及工具长度信息,以便进行刀具补偿。
接下来,我们需要编写工艺程序,输入上述的G代码。
在输入完G代码后,我们按下循环启动按钮,FANUC系统会根据G代码的指令依次执行相应的加工动作。
在加工的过程中,FANUC系统会自动控制刀具的进给速度、主轴转速以及冷却液的开启。
在加工过程中,如果需要改变加工速度或者停止加工,我们可以通过FANUC系统的操作界面来进行相应的操作。

数控铣床编程实例.doc一、编程前的准备1、确定零点,确定原点;2、确定加工尺寸和工序;3、选择刀具和加工参数。
二、编程实例1、计算加工参数(1)对于直径为20mm的钢材,所需加工长度为50mm;(2)加工工序为顺向铣削,每次进给深度为0.5mm,切削速度为60m/min,进给速度为30m/min;(3)选择一把Φ8的立铣刀进行加工。
2、编写程序在数控铣床的数控程序输入界面中,按照以下程序依次输入:(1)程序头部:O0001(程序编号)M06 T1(选择1号刀具,顺时针方向为切削方向)G54 G90 S500 M03(将工件在坐标系中的零点设为G54,并以绝对坐标方式加工;主轴正转,设定主轴转速为500r/min)(2)设定加工参量:F600 C0.5(设定切削速度为60m/min,进给速度为30m/min;每次进给深度为0.5mm) G00 X-10 Y-10 Z0(将XYZ三轴回到安全平台)G01 Z-0.5 F300(直接下刀,以每分钟300mm的速度开始加工并进入工件)G01 X-5 F600(X轴方向移动5mm,以每分钟600mm的速度进行加工)G01 Y15 F600(Y轴方向移动15mm,以每分钟600mm的速度进行加工)G01 X0 F600(X轴方向移动至原点,以每分钟600mm的速度进行加工)G00 Z10(将刀具提起到安全范围内)M05(停止主轴)3、进行加工操作(1)确认加工参数是否准确;(2)将工件放在加工台上;(3)启动数控铣床,选择对应程序;(4)进行自检,检查加工槽的深度是否符合要求;(5)按照程序步骤操作,检查程序是否正确。