《孔径千分尺》检定规程示值误差检定的探讨
- 格式:pdf
- 大小:131.22 KB
- 文档页数:2
千分尺示值误差
小朋友可能不太理解“千分尺示值误差”这么专业的词汇呢!对于我们小学生来说,千分尺都很少见,更别说什么示值误差啦!
就好像我们玩游戏,不知道游戏规则怎么能玩得好呢?千分尺就是测量东西的一个工具,但是这个工具有时候也会犯错,就像我们有时候算错题一样。
有一天,我们的科学课老师拿出了一个千分尺,同学们都好奇地盯着看。
老师说:“这是千分尺,可以测量特别特别小的东西,可准啦!”我心里想:“真的有那么准吗?”
后来老师给我们讲,千分尺也会有示值误差。
我就问老师:“老师,什么是示值误差呀?”老师笑着说:“就好比你用尺子量一个东西,尺子标着5 厘米,可实际上这个东西是4.9 厘米,这中间差的0.1 厘米就是误差。
千分尺也会有这样的情况哟!”
我又问:“那为什么会有误差呢?”老师耐心地解释:“可能是千分尺用久了,有点磨损;也可能是制造的时候就没那么完美。
”
旁边的小明也凑过来说:“那这误差会不会让我们测量出错呀?”老师点点头:“所以测量的时候要小心,多测几次,看看结果是不是差不多。
”
哎呀,这千分尺的示值误差可真让人头疼!要是每次测量都能特别准该多好啊!
我觉得对于我们小学生来说,了解这些虽然有点难,但是多学点知识总是好的。
说不定以后长大了,我们还能发明出没有示值误差的测量工具呢!。
千分尺示值误差测量结果的不确定度评定日照市计量测试所 张守诚1 概述1.1 测量方法:依据JJG21-2008《千分尺检定规程》。
1.2 环境条件:温度(20±5)℃,相对湿度≤70%1.3 测量标准:五等量块,示值不确定度(0.5+5L )µm,包含因子取2.7 1.4 被测对象:分度值为0.01 mm 的千分尺,其最大允许示值误差为±4 um 。
本文对测量上限为25mm 、50mm 、75mm 、100mm 、150mm 、500mm 千分尺进行分析。
1.5 测量过程千分尺示值误差是以五等量块进行校准的,千分尺的受检点应均匀分布于测量范围5点上。
1.6 评定结果的使用在符合上述条件下的测量结果,一般可直接使用本不确定度的评定结果。
2 数学模型e = L a +L o -L s式中: e —千分尺某点示值误差;L a —千分尺微分筒25 mm 示值; L o —对零量块的长度;L s —校准量块的长度。
3 输入量的标准不确定度的评定3.1 输入量L a 的标准不确定度u (L a )的评定输入量L a 的的不确定度来源主要是测量重复性引起的标准不确定度u (L a )评定,可以通过连续测量得到测量列(采用A 类方法进行评定)以微分筒25 mm 示值为例,在重复性条件下,用量块连续校准10次,得到测量列25 .004mm ,25.004 mm ,25.005 mm ,25.004 mm ,25.004 mm ,25.003 mm ,25 .003mm ,25.003 mm ,25.004 mm ,25.003 mm 。
mm L n L ni ai a 0037.2511==∑=单次标准差()um mm n L Ls a ai67.000067.012≈=--=∑选择3把千分尺,分别对微分筒25 mm 示值用量块进行校准,各在重复性条件下连续测量10次,共得3组测量列,每组测量列分别按上述方法计算得到单次实验标准差。
千分尺示值误差测量不确定度评定
王淑珍;张凤霞
【期刊名称】《品牌与标准化》
【年(卷),期】2011(000)012
【摘要】@@ 1、概述rn千分尺示值误差的测量,依据.JJG 21-2008<千分尺检定规程>.其示值误差是通过与标准量块比较测得的.其环境条件为:温度20℃±5℃.用5等量块检定量程(75~100)mm的干分尺,以此来分析千分尺示值误差的测量不确定度.
【总页数】2页(P81-82)
【作者】王淑珍;张凤霞
【作者单位】朝阳县计量测试所;朝阳市计量测试所
【正文语种】中文
【相关文献】
1.千分尺示值误差测量不确定度评定
2.用0级千分尺检定内测千分尺的示值误差
3.压力测量不确定度评定基础知识讲座(七)第七讲航空发动机试验中电子扫描压力测量不确定度评定——电子扫描压力测量系统示值误差的测量不确定度评定
4.外径千分尺示值误差的测量不确定度评定
5.10分钟修复示值误差超差的千分尺?——对《一种实用的千分尺调修用研磨器》一文的解释
因版权原因,仅展示原文概要,查看原文内容请购买。
千分尺计量检定规程1.0目的规范千分尺校验的操作,确保千分尺的测量精度处于受控状态,检验结果真实、可靠,以确保产品品质。
2.0范围本规程适用于千分尺计量检定。
3.0校验设备外校合格的标准量块。
4.0环境条件温度(20±5)℃,湿度45%~75%RH。
校准前被检测量设备在规定温度下恒温不少于2h。
5.0技术要求和检定方法5.1外观5.1.1要求➢千分尺及其校对用的量杆不应有碰伤、锈蚀、带磁或其他缺陷,刻线应清晰、均匀。
➢千分尺应附有调整零位的工具测量上限大于25mm的千分尺应附有校对用的量杆。
➢千分尺上应标有分度值、测量范围、制造厂名(或厂标)及出厂编号。
➢使用中的和修理后的千分尺及其校对用的量杆不应有影响使用准确度的外观缺陷。
5.1.2检定方法:目力观察。
5.2各部分相互作用5.2.1要求➢微分筒转动和测微螺杆的移动应平稳无卡住现象。
➢可调或可换测砧的调整或装卸应顺畅,作用要可靠,锁紧装置的作用应切实有效。
➢带有表盘的千分尺,表针移动应灵活,无卡滞现象。
5.2.2检定方法试验和目力观察5.3测微螺杆的轴向串动和径向摆动。
5.3.1要求:测微螺杆的轴向串动和径向摆动均不大于0.01mm。
5.3.2检定方法➢测微螺杆的轴向串动,用杠杆千分表检定,检定时,使杠杆千分表与测微螺杆测微量面接触,沿测微螺杆轴向方向分别往返加力3N~5N。
➢测微螺杆的径向摆动示用杠杆千分表检定,检定时,将测微螺杆伸出尺架10mm后,使杠杆千分表接触测微螺杆端部,再往杠杆千分表测量方向加力2N~3N,然后以相反方向加力2N~3N,这一检定应在相互垂直的两个径向方向检定。
5.4测砧与测微螺杆工作面相对偏移5.4.1要求千分尺测砧与测微螺杆工作面的相对偏移量应不大于JJG21-2008标准中的规定。
5.4.2检定方法在平板上用杠杆百分表检定,对于测量范围大于300mm的千分尺用百分表检定,检定时借助千斤顶将千分尺放置在平板上,根据JJG21-2008要求,调整千斤顶使千分尺的测微螺杆与平板工作面平行,然后用百分表测出测砧与测微螺杆在这方位上的偏移量x,然后将尺架侧转90°按上述方法测出测砧与测微螺杆在另一方位上的偏移量y,测砧与测微螺杆工作面的相对偏移量Δ按下式要求的Δ=√x2+y2此项检定也可用其它专用检具检定。
千分尺测量误差因素分析及修正措施作者:邱江月来源:《中国新技术新产品》2011年第12期摘要:千分尺,作为测量仪器中测量物体的工具之一,越来越受到工业计量单位工作人员的青睐。
文章简述了千分尺的定义及工作原理,分析了千分尺测量误差的主要因素,最后根据笔者工作经验,阐述了千分尺测量中的修正措施。
关键词:计量检定;误差;仪器设备;测量数据;检定人员;测量值中图分类号:TH711.4 文献标识码:A时下,测量技术是信息化工业技术的关键和基础。
作为测量仪器之一的千分尺,随着它测量水平的提高,产品性能的增强,品种规格的丰富,成了工业发展测量中的重要一部分,成为当今首选测量仪器中的主流。
1.千分尺定义千分尺,又叫螺旋测微器,它是一种比游标卡尺更精密的长度测量仪器,用它测长度可以准确到0.01mm,测量范围为几厘米。
千分尺细分有外径千分尺(最常见)、内径千分尺、内测千分尺、壁厚千分尺、管壁千分尺等等,功能各异。
但都是用来测量精度在0.01mm范围内的尺寸。
它与卡尺相比具有测量精度高、测量结果易看等特点。
2.千分尺工作原理螺旋测微器是依据螺旋放大的原理制成的,即螺杆在螺母中旋转一周,螺杆便沿着旋转轴线方向前进或后退一个螺距的距离。
因此,沿轴线方向移动的微小距离,就能用圆周上的读数表示出来。
螺旋测微器的精密螺纹的螺距是0.5mm,可动刻度有50个等分刻度,可动刻度旋转一周,测微螺杆可前进或后退0.5mm,因此旋转每个小分度,相当于测微螺杆前进或后退这0.5/50=0.01mm。
可见,可动刻度每一小分度表示0.01mm,所以以螺旋测微器可准确到0.01mm。
由于还能再估读一位,可读到毫米的千分位,故又名千分尺。
测量时,当小砧和测微螺杆并拢时,可动刻度的零点若恰好与固定刻度的零点重合,旋出测微螺杆,并使小砧和测微螺杆的面正好接触待测长度的两端,那么测微螺杆向右移动的距离就是所测的长度。
这个距离的整毫米数由固定刻度上读出,小数部分则由可动刻度读出。
![千分尺的检定问题分析与修理方法[权威资料]](https://uimg.taocdn.com/f22ae406cd7931b765ce0508763231126edb773a.webp)
千分尺的检定问题分析与修理方法[摘要]根据千分尺的检定规程,对检定中出现的不合格项和实际使用中遇到的问题进行分析,提供相应的修理方法,提高千分尺的示值精确度,以满足检定要求。
[关键词]计量;千分尺;检定;示值误差TG814 A 1009-914X(2016)20-0110-01千分尺类量具也称测微类量具,具有准确度高、操作简单等特点,广泛应用于生产、生活、科研、商业等领域。
为了保证测量的准确度,千分尺必须按照检定规程定期检验,而对于检定项目出现的常见问题,根据实践经验,给出相应的修理方法,保证测量数据及结果的准确性。
1 现场检定、修理要求1)现场环境。
千分尺检定修理环境要求严格,需要温控设备,温度20±1℃,相对湿度不超过60RH。
室内应光线充足、保持整洁通风,不应起尘、藏灰,在不清洁的房间难以研磨出高精度的表面,同时要远离震源、磁源、腐蚀性物质。
2)量具状态。
量具首先应清洗、除锈,测量面使用汽油绸布擦洗干净。
在检测环境中恒温8小时,操作时放置在牢固稳定、水平的工作台上。
3)人员操作。
检定修理应佩戴手套,防止手汗、温度对量具产生影响。
检定同一件量具时间不宜超过半小时,维修后的量具也应恒温后再检定。
2 千分尺修理顺序千分尺修理时首先要安排好顺序,按照损坏情况和修理项目之间相互影响的关系确定。
一般情况下,先修理项目要为后修理的项目做好前提保障,后修理不能对已经修理合格的项目的结果产生的影响。
一般情况下应对千分尺的外观清洗、除锈,排除尺身变形、丝杠卡死等明显损坏后,进行检定明确需要修理的项目。
首先进行各结构相互作用的维修,包括测微杠杆、锁紧装置,微分筒摩擦,弓架变形等。
然后对进行测力的修理、轴向窜动、径向摆动、测杆位置不固定等问题进行修理,要求测微螺杆的轴向窜动和径向摆动必须在规定范围内。
在研磨测量面平面度、平行度之前要对离线、压线与零位修理,最后分析和修理示值误差。
3 测微螺杆窜动修理方法检定示值误差时正负变化,可能由于测微螺杆轴向窜动造成。
数显外径千分尺示值误差测量不确定度评定摘要:数显外径千分尺在工业,制造业广泛应用,为了减小示值误差分散性,本文对数显外径千分尺示值误差测量不确定度进行评定,分析了影响示值误差测量不确定度的因素,并评定了各不确定度分量及其所占比重。
结果表明:在数显外径千分尺指定校准点的试验中,分辨力引入的不确定度分量所占比重较大。
关键词:数显外径千分尺;示值误差;不确定度评定引言测量不确定度是说明给出的测得值的不确定程度和可信度的参数,可以通过评定定量得到。
测量不确定度越小,结果可信度越大,测量结果的准确性越大,测量质量越高[1]。
数显外径千分尺由于其试验操作方法简便、快捷,工作效率较高,应用范围广,被广泛的适用于测定成批生产的半成品或成品工件的长度。
但是影响数显外径千分尺实验结果准确性的因素相对较多,数显外径千分尺示值误差测量不确定度的评定是非常值得关注的问题。
1、概述:1.1 测量方法:依据JJG21—2008《千分尺》检定规程1.2 环境条件:温度20℃1.3使用标准:三等量块,20块组1.4评定对象:(0~25)mm的数显千分尺,分度值:0.001mm,对数显千分尺的5.12mm,10.24mm,15.36mm,21.5mm,25mm校准点的示值误差进行评定。
2、数学模型:千分尺的示值误差:e=Lm -Lb+Lm·αm·∆tm-Lb·αb·∆tb(1)式中:e——千分尺某点示值误差;Lm——千分尺的示值(20℃);Lb ——量块的长度值(20℃);αm和αb——千分尺和量块的线膨胀系数;∆t m和∆t b——千分尺和量块偏离20℃的温度值。
3、灵敏系数及方差:将公式(1)加以简化令δα=αm -αbδt=∆tm- ∆tb取L≈Lm ≈Lbα=αm=αb∆t=∆tm=∆tb则e=Lm -Lb+L·∆t·δa+L·α·δt式中:u2(e)=c12u2(Lm)+c22u2(Lb)+c32u2(δa)+c42u2(δt)c1=∂(∆L)/∂(∆Lc)= 1 c2=∂(∆L)/∂(∆Lb)= -1c3=∂(∆L)/∂(δa)=L·∆tc4=∂(∆L)/∂(δt)=L·α方差公式为:uc 2=u2(e)=u12+u22+(L·∆t)2·u32+(L·α)2·u424、标准测量不确定度来源4.1 测量过程引入的不确定度分量u14.1.1千分尺测量重复性引入的标准测量不确定度分量u11千分尺引入的不确定度分量主要是考虑测量其重复性,对测量范围为(0~25)mm,分度值为0.001mm的千分尺的5.12mm,10.24mm,15.36mm,21.5mm,25mm五个校准点分别进行示值误差的不确定度分析。
计量检定工作中的误差分析随着近年来社会经济的快速发展,计量器具被广泛运用于现代企业经营生产以及科学研究的各个方面,企业需要对生产要素以及产品的精准测量和检验,才能确保生产出来的产品拥有较高的产品质量,从而通过较高质量的产品有效满足市场的需求和变化,从而帮助企业逐步提升市场竞争力。
因此计量器具的测量精准性对于提升产品质量具有十分重要的关系,比如工作环境的影响以及检验方法的影响还有计量器具自身的精准度和操作人员的操作方法等诸多原因,都会在计量器具在使用过程中对测量精准性产生一定的影响,为快速提升计量器具的精准度,需要对计量器具进行定期检查和效验,才能最大限度减少计量器具在使用过程中的测量误差。
1.计量检定中误差形成的原因1.1检测人员操作造成的误差检测操作人员在对产品进行计量检测时,难免会受到心理状态以及情绪干扰等多重因素的影响,从而使得计量检测结果出现不同程度的误差。
比如计量检测人员在检测时由于情绪激动,就会对测量数据进行误读和误判,或者针对测量产品采取不正确的操作,导致测量结果与真实结果存在较大的偏差,导致测量结果出现较大偏差的主要因素包括以下几方面:首先,由于测量人员在测量产品之前存在过度疲劳或者测量环境较为恶劣,使得测量人员很难集中精力进行产品的精准测量,因此测量人员只能在心情烦闷和注意力分散等心理状态下进行测量,从而使得测量结果很容易产生各种误读或者误判等现象,从而对测量结果产生一定的误差,严重影响测量结果的准确性。
其次,由于计量器具是高精度测量仪器,因此需要测量人员在测量产品之前需要对测量的重要性拥有足够的认识和了解,才能集中精力并且认真测量产品的精读,如果测量人员对测量器具缺乏应有的重视程度,就会在测量过程中产生各种疏忽或者放松,这样就会对测量结果产生极大的影响和误差。
1.2现场检测环境造成的误差测量现场的温度和适度以及噪音和光照环境等不同因素,都会对测量结果产生较大的影响。
比如在较为潮湿或者腐蚀性较大以及容易遭受污染的环境中开展计量工作,就会使得计量器具很难达到特殊环境的使用要求,而使计量结果受到较大的影响,从而逐步降低计量的准确性。
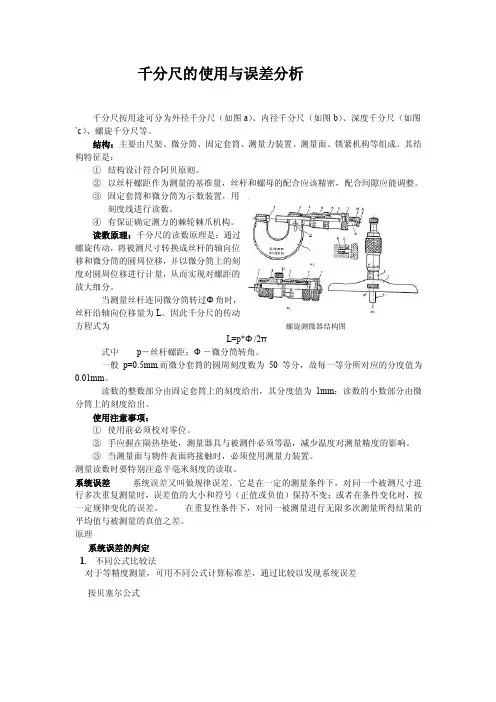
千分尺的使用与误差分析千分尺按用途可分为外径千分尺(如图a)、内径千分尺(如图b)、深度千分尺(如图`c)、螺旋千分尺等。
结构:主要由尺架、微分筒、固定套筒、测量力装置、测量面、锁紧机构等组成。
其结构特征是:①结构设计符合阿贝原则。
②以丝杆螺距作为测量的基准量,丝杆和螺母的配合应该精密,配合间隙应能调整。
③固定套筒和微分筒为示数装置,用刻度线进行读数。
④有保证确定测力的棘轮棘爪机构。
读数原理:千分尺的读数原理是:通过螺旋传动,将被测尺寸转换成丝杆的轴向位移和微分筒的圆周位移,并以微分筒上的刻度对圆周位移进行计量,从而实现对螺距的放大细分。
当测量丝杆连同微分筒转过Φ角时,丝杆沿轴向位移量为L。
因此千分尺的传动方程式为螺旋测微器结构图L=p*Φ/2π式中p―丝杆螺距;Ф―微分筒转角。
一般p=0.5mm,而微分套筒的圆周刻度数为50等分,故每一等分所对应的分度值为0.01mm。
读数的整数部分由固定套筒上的刻度给出,其分度值为1mm;读数的小数部分由微分筒上的刻度给出。
使用注意事项:①使用前必须校对零位。
②手应握在隔热垫处,测量器具与被测件必须等温,减少温度对测量精度的影响。
③当测量面与物件表面将接触时,必须使用测量力装置。
测量读数时要特别注意半毫米刻度的读取。
系统误差系统误差又叫做规律误差。
它是在一定的测量条件下,对同一个被测尺寸进行多次重复测量时,误差值的大小和符号(正值或负值)保持不变;或者在条件变化时,按一定规律变化的误差。
在重复性条件下,对同一被测量进行无限多次测量所得结果的平均值与被测量的真值之差。
原理系统误差的判定1.不同公式比较法对于等精度测量,可用不同公式计算标准差,通过比较以发现系统误差按贝塞尔公式α=112-∑=n n i ivβ=1.253*()()1*1-∑=n n ni iv v i为绝对值 αβ=1+u 若u 12-≥n则怀疑测量列有系统误差相同待测量大量重复测量的平均结果和待测量真值的差。
内径千分尺示值误差的测量结果不确定度1、概述1.1测量方法: 依据JJG22-2003《内径千分尺》检定规程1.2环境条件: 温度(20±3)℃, 相对湿度≤65%1.3测量标准: 4等2级(83块组)量块,测量范围:(0.5~100)mm1.4测量对象: 分度值0.01mm、测量范围(0~500)mm的内径千分尺1.5测量过程内径千分尺的示值误差用测长仪进行检定,受检点为测量范围内均匀分布的5点。
各点示值误差以该点读数与标准量块尺寸之差来确定。
1.6评定结果的使用符合上述条件下的测量结果,一般可直接使用本不确定度的评定结果2、数学模型e=l m—l b+ l m×a m×△t m—l b×a b×△t b式中:l m和l b—分别是内径千分尺的示值和量块的长度(标准条件下);a m和a b—分别是内径千分尺和量块的热膨胀系数;△t m和△t b—分别是内径千分尺和量块偏离参考温度20℃的数值。
3、方差和传播系数令:δa = a m—a bδt=△t m—△t b舍弃高阶微分量,取:l≈l m≈l ba≈a m≈a b△t≈△t m≈△t b则:e=l m—l b+ l×△t×δa+l×a×δt得:2c u =)(2e u = 21c ×21u + 22c ×22u + 23c ×23u + 24c ×24u 式中:1c =cl f ∂∂= 1 2c =bl e∂∂= -13c =aeδ∂∂=l ×t ∆ 4c =t e δ∂∂=l ×a1u ,2u ,3u 和4u — 分别为l m ,l b ,δa 和δt 的不确定度。
2c u =)(2e u = 21u + 22u +(l ×△t )2×23u +(l ×a )2×24u 4、标准不确定度一览表 4.1 l =50mm 时,如表4-1所示。
受控狀態﹕受控文件版號:第1 版編寫﹕日期:2009/01/07審核﹕日期:2009/01/09批准﹕日期:2009/01/10 2009-01-10發佈2009-01-10 實施1目的規範千分尺示值誤差測量結果的不確定度評定方法,使不確定度評定合理、規範。
2適用範圍適用於千分尺示值誤差測量結果的的不確定度評定。
3職責3.1檢定/校準人員負責按檢定規程操作,確保測量過程正常進行,消除各種可能影響試驗結果的意外因素,瞭解影響不確定度的因素,負責不確定度的計算。
3.2技術主管負責檢查原始記錄及不確定度的計算方法。
3.3實驗室主任負責審核檢定/校準結果和不確定度分析結果。
4卡尺示值誤差測量結果的不確定度評定詳細討論4.1 概述4.1.1 測量方法﹕依據JJG21-2008《千分尺檢定規程》。
4.1.2 環境條件﹕檢定千分尺的室內溫度和被檢千分尺在室內平衡溫度的時間均應符合下表規定。
室內濕度不大於70%RH。
室內溫度及被檢千分尺在室內平衡溫度的時間4.1.3 測量標准﹕4等量塊﹐其長度的擴展不確定度U=(0.20+2×10-6L)μm(L—測量長度﹐單位μm)﹔k=3。
4.1.4 被測對象﹕測量範圍為0~25mm ﹐分度值為0.01mm 的數顯卡尺﹐最大允許示值誤差為±4μm。
4.1.5 測量過程對於測量範圍為0~25mm 的千分尺﹐測量點應均勻分佈於檢測範圍的5點上。
4.1.6 評定結果的使用在符合上述條件下的測量結果﹐一般可直接使用本不確定度的評定結果。
4.2測量中可能導致不確定度的來源和測量數學模型 4.2.1測量中可能導致不確定度的來源根據JJF1059-1999《測量不確定度評定與表示》,測量過程中的隨機效應及系統效應均會導致測量不確定度,因此在測量不確定度評定中應注意全面考慮從測量儀器和標準、測量環境、測量人員、測量方法、測量樣品的代表性及被測量等方面引入的標準不確定度分量。
内径百分表在检测中的误差分析目前工厂在用比较法测量孔径时,不论零件的公差值大小,都习惯用外径千分尺作为内径百分表的对零位标准器,然后进行测量,结果导致测量误差增大,发生误判现象,现进行以下具体分析。
1.误差分析内径百分表在检测中为什么会导致大的误差?1.1.外径千分尺轴向间隙引起的零位误差千分尺的测微螺杆和螺母的配合是有间隙的,当旋动测杆使之朝测砧方向或朝测力装置方向移动时,由于螺距误差的影响,在整个量程上各部位的间隙不同,给示值带来误差,即实际校对尺寸小于指示量值,校对尺寸出现负偏差。
即使将轴向间隙调至最小,也会因轴向间隙引进零位误差。
1.2.内径百分表定位护桥的定中心误差在测量中内径百分表一般采用四点接触测量,其中有两点作定位护桥用。
由于内径百分表的定中心器不能很准确的将之自动调整到中心位置,使两个测头在被测孔内产生偏移,测得的数据是被测孔的弦长而不是孔径。
这时所造成的误差如图1所示。
当用标准环规校对零位时,由于其定位中心基本一致,故不存在此项误差如图2所示。
图1图21.3.外径千分尺自身的准确度影响引起的误差由于外径千分尺测微螺杆的螺距误差,平面平行性误差,刻线误差和测力变化的影响,都会引入测量误差。
1.4.百分表的回程误差百分表作为内径百分表的读数机构,其主要缺点是回程误差大。
用环规校对百分表尺寸时,在径向找最大值,轴向找最小值,经过往复摆动,可消除部分回程误差的影响。
而用外径千分尺校对时因其测量面很小,使内径百分表在校对尺寸时的摆动范围缩小,所以不容易消除回程误差的影响。
2.误差估算根据上述分析,如用配备1级指示表的内径百分表和使用1级外径千分尺来作标准器校对尺寸时,所引进的测量误差如表13.结论根据以上分析,内径百分表在检测中所产生的测量误差,主要是外径千分尺作为内径百分表的对零位标准器时所引进大的测量误差,尤其是轴向间隙引起的零位误差。
这样就大大降低了内径百分表的测量准确度。
减少测量误差的方法是:当内径百分表在测量相应准确度孔径时,最好使用尺寸接近的光滑环规或用量块及量块附件的组合体来校对。
外径千分尺示值误差测量结果的不确定度评定1概述1.1测量依据文件:JJG-2008《千分尺检定规程》。
1.2环境条件:(20±5) °C1.3测量标准:五等量块,测量范围(0^25)™.不确定度为0. 50nmo1.4测量对象:外径千分尺,测量范围(0^25) mm,最大允许误差为±4u m o测量方法:被检外径千分尺示值误差是依据国家计量检定规程,用五等量块与千分尺进行比较测量校准。
外径千分尺的受检点应均匀分布于测量范围的5点上。
根据专用量块已定的标称值,对量程为(0〜25)mm的千分尺,校准点为Li=5.12mm; L2= 10.24mm;L3=l 5.36mm;L4=21.50mm; L5=25.00mm,且每个校准点进行10次重复测量。
2数学模型外径千分尺的示值误差:e = L。
- Lj aj皿- L。
• %• M式中:L m-外径千分尺的示值(20°C条件下);L o-量块的实际尺寸(20°C条件下);am 和——外径千分尺和量块的线胀系数;3-0At m—外径千分尺偏离参考温度20°C的值;At0—量块偏离参考温度20°C的值。
据贝塞尔公式,标准不确定度叮于可知,U\在Li=5.12mm 处U\ ,=1Z7(/7 一0. 3Ou m在L?= 10.24m m 处U\s=^ =X (心-刃20. 45u m在L3=15.36m m 处门Z (心-才,=1n(n一1)=0. 49u m在L4=21.50mm 处n£ (心-拧刀a — i)=0. 56u m3方差和灵敏系数为使输入量独立,令氏=日肿-日。
,6 =- 't。
取L~Lm~Lo,a二缶,At=At m=At0o贝ije = An -厶〃 + 厶•色• A— -厶•爺• A 6 + 厶•色• A 6 -厶•曰。
• A t oe = L m—L“ + L * 9S a+ £ •日•"灵敏系数c”Ci=l,C2=_l,c3= A • Af , J = L • a o令U1,U2,u3, U4分别表示Lm,Lo,8a , &的标准不确定度,则u:= 〃2@)=才 + 疋 + (厶•△广严•疋 + a • a)2• u\4计量标准不确定度分量w 4.1 A类评定,测量重复性引起的标准不确定度分量U]和自由度岭对各个校准点重复10次测量,求帄均值。
浅谈内径千分尺校准摘要:本文主要简述了内径千分尺的组成、原理及功能,并对其在校准中影响因素、预防措施进行分析描述,从而使内径千分尺得到更好的校准及维护,以此提供更加准确可靠的检测数据,更好的为科研、生产服务。
关键词:内径千分尺;组成、原理;校准影响因素;预防随着现代制造技术的发展,人们对于机械产品的要求日渐趋于精密化,而从工业生产的发展历史可以看出,机械加工精度的每一步提高总是与长度测量技术的发展水平紧密相关、相辅相成的。
一种新的更高准确度的计量器具,总是伴随着工业发展的需求而产生,而一种新的更高准确度的计量器具的产生,也促进加工精度的进一步提高。
内径千分尺是目前用较为精密及普遍的内尺寸测量设备。
内径千分尺作为物体内径的精密测量器具,主要用于测量各种内径,也可用于测量两个内端面之间距离和槽宽,在机加工过程中使用较为广泛。
内径千分尺根据结构不同分为单体式和接杆式。
单体式是不可拆的,读数值为0.01 mm,测量范围0-900mm;接杆式可拆接,由微分头(图1)和接长杆(图2)组成,并附有测量面为两平行平面的调整量具卡规(图3),用于校对微分头的零位,读数值为0.01 mm,测量范围最大可达5000 mm。
单体式和接杆式内径千分尺的测微头结构相同,由①测微螺杆②微分筒③固定套管④锁紧装置⑤固定侧头⑥测微螺杆圆柱头⑦固紧螺帽七部分组成。
图3.卡规内径千分尺是应用螺旋副转动原理,借助测微螺杆与螺纹轴套作为一对精密螺旋偶件,将回转运动变为直线运动,螺杆在螺母中旋转一周,螺杆便沿着旋转轴线方向前进或者后退一个螺距的距离。
因此,沿轴线方向移动的微小距离,就能用圆周上的读数表示出来。
螺旋副的螺母不动,若精密螺杆转动α角,则与精密螺杆为一体的活动测砧移动距离,其表达式为:式中:L——测微螺杆移动距离,mm;α——测微螺杆旋转角度,rad;P——测微螺杆螺距,mm。
常用内径千分尺测微杆的螺距为0.5mm,微分筒圆周斜面上刻有50个等分刻度,因此,当微分筒旋转一个分度时(即2π/50rad),测微螺杆移动0.01mm。