裂解炉安装通用施工工艺
- 格式:doc
- 大小:60.50 KB
- 文档页数:10
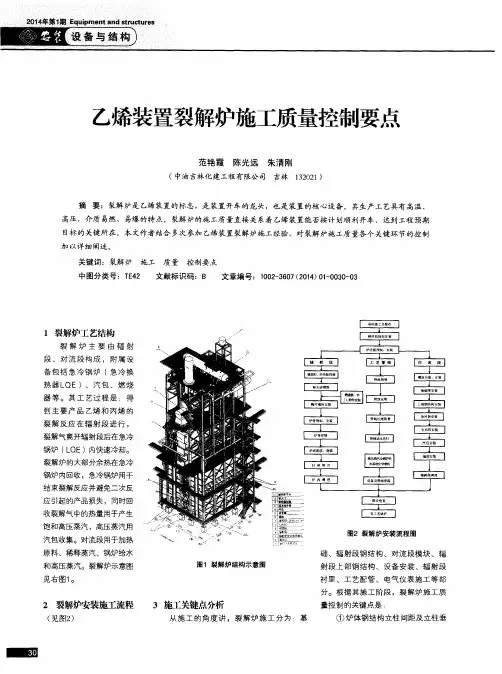
1 裂解炉安装通用施工工艺
1 适用范围
本工艺适用于现场组装的固定式蒸汽锅炉、余热锅炉等工业锅炉预制、安装等。
2 适用标准
2。1 SH/T3511—2000《乙烯装置裂解炉施工技术规程》
2。2 SH3506—2000《管式炉安装工程施工及验收规程》
3 施工特点
3。1裂解炉结构相对复杂,钢结构、设备、管道、衬里、机械安装交叉繁琐,工程量大对施工组织要求高,合理的施工组织协调对裂解炉施工非常重要。
3。2安装质量要求高:如裂解炉辐射室、对流室结构的几何尺寸;对流管束热涨间隙及炉管平衡系统的调整;衬里砌筑、浇筑;气包与急冷换热器的相对位置;对流室、引风机、烟囱的相对位置;侧壁喷嘴的安装尺寸;吹灰器水平度、吹灰孔角度等等。
3.3介质为高温、高压、易烧、易爆,炉管和工艺管线材质种类多,必须严格控制辐射管、上升下降管、SS线的焊接,加强过程检测。
3。4高空作业多,工序交叉多,对安全管理提出了较高的要求。
3.5施工过程中要加强对辐射管、平衡系统、衬里等部位的成品保护。
4 材料管理
4。1预制成组(片)的炉管、炉管配件及弹簧吊架的外形尺寸以及弹簧吊架的负荷能力等应正确无误,预制成片的炉墙侧壁和端墙壁几何尺寸应核对确认无误。
4。2辐射段炉管在焊缝外观检查合格后应进行射线探伤检验,每台炉抽查 5%的焊口(抽查制造厂焊接质量评定等级较低的部位).
4。3抽检中发现不合格的焊缝则应扩大检验范围,具体检验数量由质安处与项目组共同商定。
4。4不合格的焊缝必须返修,但若焊缝及管材表面缺陷经打磨、检查合格,且壁厚不小于设计计算壁厚,可不进行补焊。返修焊接工艺与正式焊接相同.
4。5预制成组(片)的炉管、炉管配件及弹簧吊架在运输和安装过程中,应采
2 取有效的保护措施,防止碰伤和电弧划伤。
4。6现场焊接的炉管、配件在使用时应按设计要求核对材质、规格型号;合金钢材料和部件应用光谱分析方法复验并作出标记。
4。7炉管安装前应清扫表面灰尘并用压缩空气吹扫炉管内部的积水和灰尘杂物,
5主要施工设备
5.1焊条烘干箱、焊条恒温箱、去湿机;
5。2电焊机、角向磨光机、无齿锯;
5。3弯管机、氧—乙炔焊割炬;
5。4吊车、经纬仪。
6小型机具及消耗材料
6.1倒链、千斤顶、扳手、水平仪;
6.2 2~50m钢卷尺、钢板尺、直角尺;
6。3焊条筒、手锤;
6。4石笔、记号笔、1。5钢丝、粉线;
6。5防风雨设施;
6.6组装用临时支架。
7作业条件
7.1施工图纸资料、施工及验收规范、标准和管理性文件已准备就绪,满足施工要求;
7.2对施工人员已进行技术交底,施工程序、施工方法、质量标准、质量记录要求明确;
7。3运输道路、吊装机具准备完;
7。4现场平面满足施工要求。
8操作工艺
8。1施工工序
3
辐射段筑炉 辐射段附件安装 辐射炉管吊装、悬挂 施工准备
辐射段模块安装
对流室筑炉、墙板安装
烟囱集合室安装
吹灰器等附件安装 急冷换热器安装 安装平衡装置
单机试运转 电仪安装 对流管束安装、找正 到货验收
到货零部件缺陷修整
辐射段炉底、炉顶钢结构安装 对流段模块安装
钢结构完善 架 设 除 锈
衬里锚固件安装
除 锈
防 腐
试 运 跨越管安装
弯头箱安装 汽包安装
上升下降管安装
管线试压、化学清洗、系统吹扫、气密 引风机安装
炉体配管安装
收 尾 烟囱吊装 辐射炉管安装、找正、焊接
平衡装置调整
4 8。2施工工艺
8。2。1图纸汇审、制定施工工艺
炉体钢结构按模块积木式组装,过渡段以下炉体完工且梯子、平台等完善后,裂解炉的施工分为两条并重的施工主线,下部是辐射段衬里、炉管、烧嘴安装;上部是对流段钢结构、对流段炉管、对流室衬里、墙板、急冷锅炉等施工,最后是烟气集气室、引风机、汽包、烟囱的安装.
8.2。2施工工艺
8.2。2。1辐射段
1) 辐射段模块安装就位后,完善炉体墙板的安装。
2) 进行炉底板的施工,安装后炉底燃烧器孔暂不开,只将燃烧器安装螺栓孔开设好,作为以后定位基准。
3) 炉底板安装就位后,在辐射段炉膛内进行满堂红架设,架设时必须考虑以下因素:
4) 脚手杆边缘距炉墙板400mm以上,以利于筑炉施工;
5) 在炉膛中心留出600mm的宽度,以利于辐射段炉管的吊入;
6) 在炉体立柱处设横杆连接两侧架设,以增加架设的稳定性;
7) 将辐射段炉顶结构完善,中间盖板分两瓣预制成形.
8。2。2。2 对流段
1) 待辐射段炉管临时吊放就位后,完善下述内容:
2) 辐射段炉管吊挂系统的支撑梁;
3) 急冷换热器的钢结构支座;
4) 对流室侧墙结构;
5) 汽包的钢结构支座。
6) 对流段墙板与衬里同步进行,安装完一组炉管并衬里结束后,完善一组墙板。
8.2.2.3 烟囱
1) 烟囱视到货情况而定,若以原材料供货,则在预制厂整体预制。
2) 支座上的螺栓孔与对应的钢结构基础配钻。
5 8.2.2。4 炉管安装
1) 辐射段炉管临时吊放炉管沿炉膛纵向在铅垂面内成一字排开,通过顶部吊架悬挂于EL117945处横梁上,下部伸入导向槽内。炉管需事先吊入放置于安装位置并临时固定,待其顶部横梁安装完毕再就位。
2) 炉管的保护,辐射段炉管临时吊放就位后,在炉管两侧用轻型彩板进行维护,以防止在衬里锚固件焊接及筑炉衬里施工过程中对炉管造成污染。
3) 辐射段炉管安装
·辐射段筑炉施工结束后,拆除炉管托架,进行辐射段炉管的安装。
·辐射段炉管安装前应做好如下准备工作:
核对每组盘管的顺序编号,序号不清的炉管应按照图纸,认真核实管口方位及物料流向,作出标记,但不得用铅油在炉管上标记;
悬挂弹簧吊架的主梁应安装找正完毕。
·辐射段炉管吊装就位后,检查弹簧吊架冷态状况下受力均衡状况。
·炉管焊接前,对炉管平衡系统进行初次调整:
4) 对流段炉管安装
对流段炉管的安装采取炉管与支承结构分段组合安装法。
·测量与对流段立柱连接的辐射段立柱的纵向和横向距离,并与对流段炉管支承钢结构的立柱纵向、横向距离进行校核.
·核对每组炉管的管口方位是否正确。
·核对与对流段立柱连接的辐射段立柱的顶部标高。
吊装炉管组件就位后,就按下列步骤进行检查:
·每组炉管吊装就位后均应检查其立柱纵向和横向水平度,立柱的垂直度及每组炉管立柱顶部的间距;
·检查各层管板的安装位置是否正确,检查并调整各管板的热膨胀间隙使其符合设计要求;
·检查并调整炉管管端位置和尺寸,使其符合跨接管和迥弯头的安装要求。
8.2。2.5 衬里
6 1) 辐射段、对流段炉衬施工待炉体钢结构、炉管安装后进行,可同时自下而上施工;横跨段炉衬根据辐射室和对流室的进度适时进行.集烟罩和烟囱在地面预制,养护结束后整体吊装;弯头箱板应先进行预组装,合格后拆下,在地面进行铺衬,经检查合格后再进行吊装。
2) 辐射段炉衬施工安排:
·辐射段各部位施工顺序为炉墙(侧墙和端墙)→炉顶和中间密封盖板→导槽→炉底砌筑→导槽转角浇注料。
·辐射室侧端墙组合式砌筑施工应四面同时进行,炉顶与炉墙拐角处,应先安装炉顶模块,后施工最后两排炉墙.
·侧墙砌筑到距离燃烧器砖下表面3~4层时,停止炉墙砌筑,待燃烧器砖安装后继续砌筑.
·根据现场实际情况,炉顶中间盖板炉衬可在炉外施工再安装就位,或在炉内与炉顶同时进行,但炉顶炉衬施工则应在炉顶中间密封盖板炉衬完成后或与中间密封盖板炉衬同时进行.
·导槽:各部位施工顺序为槽底→端墙模块→侧墙耐火纤维毡
3) 横跨段炉衬施工安排:
·各部位施工顺序为贯穿柱→底四周(与端侧墙相交面)→端墙模块→侧墙模块→底→转角浇注料施工。
·贯穿柱与侧端墙施工根据现场辐射室和对流室的实际情况适时进行,且贯穿柱施工应在炉顶模块安装后进行。
·为了对炉衬进行保护,辐射段炉底和炉顶盖板、横跨段底板衬里应在所有其它部位施工完毕最后进行.
8.2。2.6辅助设备安装
1) 急冷换热器及汽包
1) 钢结构检查验收
·安装前要检查支撑设备的钢结构是否达到安装条件。
·设备支承梁的节点焊接质量是否符合施工图要求。
·设备基础支承梁几何尺寸偏差应符合下表的要求。
7 设备基础支承梁几何尺寸允许偏差(mm)
名 称 水平度 标高 螺栓孔间距 支承梁间距 方位偏差
急冷锅炉 L/1000且≤3 ±3 ±2 ±5 ≤3
汽 包 ≤L/1000 ±3 ±2 ±5 ≤3
注:L—梁长度
·汽包滑动端基础表面应平整光洁。
2) 设备安装基准绘制
·急冷锅炉的安装基准线以辐射段炉管出口位置为基准;
·汽包安装位置以急冷锅炉的位置为基准;
·安装标高以立柱的1米基准点为基准。
8.2.2.7 引风机
1) 开箱检验
·设备开箱检验应在仓库内进行。
·开箱检验在各方责任人员在场下进行.
·按装箱单清点数量,核对设备及部件、随机技术资料、专用工具等。
·检查外观质量,检验后填写开箱检验记录。
·开箱检验完后,妥善保管所有设备及部件,零配件及易损、易失件入库保管;设备要及时安装,并加注油脂保护。
2) 支承梁验收
·支承梁与炉体中心线位置偏差≤5mm;
·支承梁标高偏差≤3mm;
·支承梁水平度偏差≤0。1mm/m;
·支承梁间距偏差≤5mm.
8.2.2。8侧壁燃烧器安装
·侧壁燃烧器在筑炉施工结束并检查合格后进行,予留孔的直径允许偏差为±3mm。
·安装前调整燃烧器喷嘴管,其全长偏斜小于5mm,检验合格后将燃烧器用塑料布包好。
·燃烧器配管时不得强力组对,并注意对已安装部件的保护。