中厚板矫直过程的有限元研究
- 格式:pdf
- 大小:107.69 KB
- 文档页数:3

中厚板辊式矫直过程算法模型修正开题报告一、课题背景中厚板经济发展和国防建设中起着极其重要的作用,广泛应用于钢铁、机械制造、船舶、化工、航空航天等领域。
由于生产、运输等过程中,中厚板易受形变变形,因而需要进行矫直操作,使其达到设计要求的形态和尺寸。
目前常见的矫直方法有辊式矫直、拉力矫直等,而辊式矫直由于其矫直精度高、效率高等特点而备受青睐。
然而,在实际中厚板辊式矫直过程中,由于中厚板本身硬度高、板材自身应力存在、辊子间隙不同等因素,矫直操作会带来非常显著的塑性变形,进而影响辊式矫直的矫直效果。
因此,准确预测中厚板矫直效果,对于改进矫直过程、提高生产效率、降低成本具有重要的意义和价值。
二、研究目的本文旨在考虑以上因素,针对中厚板辊式矫直过程建立数学模型,修正并完善现有模型在实际应用中因为存在的模糊性或不足导致的误差,得到更加准确的矫直预测结果。
同时,本文将探讨辊子间隙对于中厚板矫直效果的影响,并以模型预测结果为基础,提出改进矫直设备、工艺的建议。
三、研究内容和方法首先,本文将建立数学模型,考虑中厚板本身硬度、板材自身应力等因素对于矫直效果的影响,同时考虑辊子间隙的影响,进而计算中厚板矫直后的形变量,得到矫直效果预测结果。
其次,根据所建立的模型,利用有限元分析软件进行模拟计算,模拟中厚板在矫直过程中的形变变化。
最后,利用实验验证研究结果,以检验所建立模型的有效性。
四、研究意义通过建立该模型,可以对中厚板辊式矫直过程产生的变形量进行精确预测,从而避免因矫直导致的质量损失和资源浪费,并为改进辊式矫直设备、工艺提供可靠的理论依据。
与此同时,本文的研究成果对钢铁、机械制造、航空航天等领域的应用具有实际指导作用。
分类号密级UDC学 位 论 文中厚板轧后冷却过程有限元模型的研究与应用作者姓名:黎炜指导教师:王君 教授东北大学轧制技术及连轧自动化国家重点实验室 申请学位级别:硕士 学科类别:工学学科专业名称:材料加工工程论文提交日期:2009年6月论文答辩日期:2009年7月学位授予日期:2009年7月答辩委员会主席:刘振宇评阅人:邓子玉、徐建忠、胡贤磊、邱以清东北大学2009年6月A Thesis in Materials Processing EngineeringStudy and Application of FEM Model for Plate Controlled Cooling ProcessBy Li WeiSupervisor: Professor Wang JunNortheastern UniversityJune 2009独创性声明本人声明,所呈交的学位论文是在导师的指导下完成的。
论文中取得的研究成果除加以标注和致谢的地方外,不包含其他人己经发表或撰写过的研究成果,也不包括本人为获得其他学位而使用过的材料。
与我一同工作的同志对本研究所做的任何贡献均己在论文中作了明确的说明并表示谢意。
学位论文作者签名:日期:学位论文版权使用授权书本学位论文作者和指导教师完全了解东北大学有关保留、使用学位论文的规定:即学校有权保留并向国家有关部门或机构送交论文的复印件和磁盘,允许论文被查阅和借阅。
本人同意东北大学可以将学位论文的全部或部分内容编入有关数据库进行检索、交流。
作者和导师同意网上交流的时间为作者获得学位后:半年 □ 一年□ 一年半□ 两年□学位论文作者签名:导师签名:签字日期:签字日期:中厚板轧后冷却过程有限元模型的研究与应用摘 要控制冷却作为控制轧制控制冷却技术(TMCP)的重要组成部分,可以经济、高效地改善钢板的微观组织和提高其力学等综合性能,而钢板的温度场模型是轧后冷却过程控制系统的基础与核心,直接决定着整个冷却过程的控制精度。

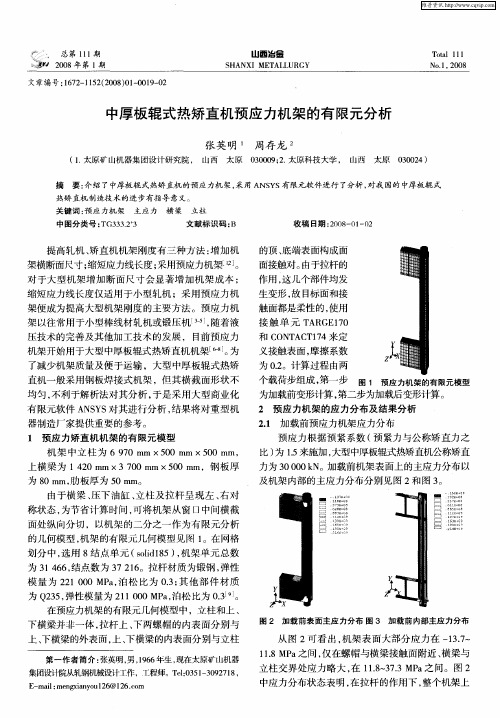
中厚板辊式矫直过程模型研究
中厚板矫直是一个加载卸载交变进行的弹塑性弯曲过程,由于钢板与矫直辊系的接触呈几何非线性关系,因此精确分析矫直过程难度很大。
传统矫直分析基于弯曲梁理论,存在一定局限性,控制精度不高。
因此,建立高精度矫直系统分析方法十分必要。
本文以某中厚板厂矫直机过程自动化模型设定系统开发为背景,主要研究内容概括如下:(1)查阅大量国内外有关中厚板矫直过程控制文献资料,调研我国中厚板矫直机使用现状,完成中厚板矫直机过程控制系统的需求分析;(2)研究弹塑性变形基本理论,分析辊式矫直机的工作原理,对比分析不同矫直方案适用的工作条件;(3)建立中厚板矫直过程数学模型,主要包括弹塑性应力应变关系模型、温度与弹性模量和屈服应力关系模型、弯矩模型、矫直力模型、应变增量模型、矫直轨迹模型、压下量模型、残余曲率与残余应力模型以及矫直速度设定模型;(4)设计和开发中厚板矫直仿真系统,根据钢板矫直前的实际数据计算合理的矫直规程数据,同时操作员可从人机界面上查看矫直规程设定数据,触发保存永久记录命令,将输出数据保存到数据库;(5)基于矫直机仿真程序,分析并总结压下量、初始厚度、屈服强度、弹性模量、初始曲率、弯辊、张力等矫直条件对塑性变形率、残余曲率、残余应力和矫直力的影响规律;(6)回归塑性变形率、相对残余曲率和残余应力模型;通过上述研究工作,建立中厚板矫直数学模型,开发中厚板矫直机过程模型仿真系统,仿真系统离线数据验证已经完成,但矫直机过程控制系统的在线应用还有待进一步验证和完善。
中厚板矫直机控制系统的开发与研究文章概括介绍了包钢薄板厂宽厚板矫直机控制系统的开发和应用,是对原有矫直机控制系统功能的完善和发展。
系统采用了GE公司的VME控制技术,通过64位总线结构和多CPU并行处理数据方式,可以很好地实现控制功能和完成控制任务。
主要介绍了矫直机的控制结构和控制特性,并对其中的辊缝控制进行重点详述。
标签:矫直机;辊缝控制;PID1 概述1.1 设备概况包钢薄板厂宽厚板生产线采用德国西马克公司设计的九辊矫直机,上面四辊可以进行垂直方向调整,下面五辊中只有入出口辊可以垂直调整。
矫直机(如图1)主要由4个HGC液压缸、8个弯辊液压缸、2个可调节的入出口液压缸进行辊缝控制,使钢板在矫直机中,经过交错排列矫直辊的反复弯曲,使钢板不均匀度逐渐减小,进而矫直。
1.2 工艺描述矫直机是布置在加速冷却系统之后,主要用于消除轧制后和加速冷却后钢板的不平直度(如:翘头、翘尾、边浪、中浪等)。
通常矫直机工作在自动模式,在自动模式下,系统会自动接收轧机二级下发的钢板PDI数据,请求模型计算,模型根据钢板的厚度、温度、钢种等数据,计算出辊缝的位置、钢板的最大矫直力、传带速度、矫直速度等参数下发给一级控制系统。
控制系统按照这些参数对钢板进行矫直。
矫直后的钢板由操作工来确认是否达到要求,如果没有符合标准,操作工可以选择反矫模式,再次请求模型计算,对钢板进行第二次矫直。
如果操作工认为钢板已经符合标准,可以选择传输模式,将钢板送到冷床。
2 系统配置包钢宽厚板生产线矫直机由于矫直辊压下量以及弯辊和入出口辊的调整要求很精确,运算和扫描周期也很高,所以系统采用了GE公司的VME控制技术,通过64位总线结构和多CPU并行处理数据方式来处理模拟量输入输出、SSI输入信号,并利用西门子ET200站处理现场数字量信号的PLC控制系统;通过以太网将PDA过程控制采集系统、二级模型计算机、工程师站进行连接;通过DP/DP网与其它PLC控制系统进行连接。
中厚板轧制立辊短行程有限元模拟的开题报告
一、选题背景
中厚板是制造行业中常用的基础材料,具有广泛的应用范围,如船
舶制造、桥梁建设、汽车制造等。
中厚板的轧制制造过程对其质量、损
耗和效率等方面有着重要的影响。
为了更好地优化轧制制造工艺,提高
生产效率和产品品质,有必要进行轧制立辊的短行程有限元模拟研究。
二、研究内容和目的
本课题选取中厚板轧制立辊为研究对象,借助有限元模拟技术,研
究其轧制过程中的物理特性、热力学变化和机械特性。
通过模拟分析,
获取中厚板轧制过程中的力学、热力学等各项指标,并对相应的工艺参
数(如轴向力、轧辊间距、轧制速度等)进行优化,以提高中厚板制造
的质量和效率。
三、研究方法和技术路线
在本研究中,主要采用有限元模拟技术,通过建立包含轧制辊和板
材的三维有限元模型,模拟中厚板在轧制过程中的力学、热力学性质及
其变化情况。
其中,短行程对应着非常小的轧制位移,以假定切向力矢
量沿着板材的法向方向,施加于每个网格子的节点上。
对于轴向力和临
界轧制力的加入,可以使模型涵盖了更全面的实际作用。
四、预期结果和意义
通过建立的有限元模型,可以模拟中厚板在轧制过程中的各种物理、热力学和机械特性,对不同的轧制参数进行优化,根据优化后的参数来
改进轧制制造工艺,提高生产效率和产品质量,具有良好的应用前景和
社会效益。
同时,本项研究也可以为相关行业的制造企业提供参考,加
强自主创新和市场竞争力。
中文摘要中文摘要近年来,我国的钢铁工业经历了前所未有的发展,板带材的产量也逐年增长。
随着人们对板带材的质量要求不断提高,中厚板矫直机作为改善板材质量的关键设备也显得越来越重要。
但是由于我国对矫直技术的研究起步较晚,因此对矫直技术的研究仍存在不足之处,导致国内的矫直机在矫直质量、矫直效率及自动化水平上与国外相比仍有一定的差距。
本课题以实验室“十一辊全液压矫直平台”项目为依托,对中厚板辊式矫直机的关键技术进行了研究。
根据矫直理论和辊式矫直原理,本文对中厚板矫直机进行了工艺参数分析,通过理论分析,分析了包辛格效应和中性层偏移对矫直过程的影响,建立了截面分层的矫直内弯矩算法,并建立了十一辊矫直机矫直解析模型,从而可以计算出辊式矫直机的各种力能参数,并给出了矫直过程中截面上各种应力与应变的分布规律。
然后通过有限元分析软件Marc对辊式矫直过程进行了模拟。
最后,对中厚板辊式矫直机进行了实验研究,设计了矫直力的测试装置,并对矫直力进行了现场测试。
通过对比我们发现,矫直过程的分层计算方法与有限元模拟得到的矫直力与实测值差距很小,证实了分层计算方法与有限元模拟的可行性。
总之,本文采用分层计算、有限元模拟以及实验研究等方法对辊式矫直过程进行了研究,其结果可以对我国中厚板辊式矫直技术的发展提供理论依据和科学指导。
同时,本文采用的分层计算方法为矫直理论的进一步发展提供了新的研究手段。
关键词:辊式矫直机;矫直力;分层计算;测试中文摘要ABSTRACTABSTRACTIn recent years, steel industry in our country undergo a unprecedented development, the production of strip also keeps a higher increase each year. Along with the unceasing enhancement of users to the strip quality requirement, the leveler as a key equipment for ensuring strip quality, determine the productivity and quality of the strip. But because of the slow development of straightening theory, the weak links of in researching straightening technology, the straightening equipments in the country still has a gap compared with foreign.This topic takes straightening project in testing laboratory as a backing, has conducted the research to technologies of strip roller straightened. According to the straightening theory and the roller straightening principle, this paper carried on processing parameter analysis by using roller straightened to straightening strip, analyzed the influence of the packet singh effect and neutral layer migration to the process of straightening, the calculation model of leveling process is developed. By the calculation mode, all kinks of straightening force was worked out, and also given the stress and strain distribution laws of leveling process. Finally, a straightening force testing equipment was designed, and straightening force was tested. The gap of straightening force among layered calculation, the test value and layered calculated value, the results confirmed the correctness of layered calculation.In short, this paper combined analysis calculation, layered calculation and experimental methods to study the process of strip roller straightening, the result could provide the development of strip roller straightening technology. Meanwhile, the layered calculation methods used in this paper provides a new means of research for the further development of the straightening theory.Key words : Roller straightener ; Straightening force ; Layered calculation ; TestABSTRACT目录目录第一章绪论 (1)1.1 研究背景 (1)1.2 国内外中厚板辊式矫直机研究概况 (2)1.2.1 国外中厚板辊式矫直机发展概况 (2)1.2.2 国内中厚板辊式矫直机发展概况 (3)1.3 中厚板辊式矫直过程研究概况 (3)1.4 本文的研究目的及研究内容 (4)1.5 本章小结 (5)第二章辊式矫直机矫直基本理论 (7)2.1 弹塑性弯曲理论 (7)2.1.1 研究弹塑性弯曲所引用的假设 (7)2.1.2弹塑性弯曲的定义 (7)2.1.3 弹塑性弯曲的曲率 (8)2.1.4板材在弹塑性弯曲中的力矩及曲率方程 (10)2.2 辊式矫直机简介 (11)2.2.1辊式矫直机工作原理 (11)2.2.2辊式矫直机的结构特点 (12)2.2.3辊式矫直机的分类 (12)2.3 辊式矫直机的矫直方案 (15)2.4 本章小结 (16)第三章中厚板辊式矫直过程数学模型的建立 (19)3.1 中厚板辊式矫直机压下模型的建立 (19)3.1.1入、出口矫直辊压弯量的确定 (19)3.1.2各矫直辊处板材弯曲曲率的确定 (22)3.1.3矫直过程中内力矩方程 (22)3.1.4矫直力的计算 (24)3.2 中厚板辊式矫直机弹塑性弯曲过程中的分层计算方法 (24)3.2.1关于包辛格效应 (33)3.2.2关于中性层偏移 (35)3.2.3分层计算方法的建立 (37)目录3.3 中厚板辊式矫直机连续弯曲过程矫直模型的建立 (40)3.4 实例计算及结果分析 (42)3.5 本章小结 (48)第四章中厚板辊式矫直过程的有限元模拟 (50)4.1有限元模型的建立 (50)4.1.1模型的简化 (50)4.1.2单元类型的选择 (51)4.1.3材料模型的选择 (51)4.1.4网格划分 (52)4.1.5接触的处理 (53)4.1.6载荷工况的定义及作业参数的定义 (54)4.1.7 后处理 (56)4.2模拟结果分析 (56)4.2.1中厚板辊式矫直过程分析 (56)4.2.2 中厚板辊式矫直过程应力应变分析 (57)4.2.3中厚板辊式矫直过程中矫直力分析 (62)4.3本章小结 (63)第五章中厚板辊式矫直过程的实验研究 (64)5.1 实验的目的 (64)5.2 实验设备简介 (64)5.3 实验仪器简介 (66)5.4实验步骤 (66)5.5实验结果分析 (68)5.6本章小结 (70)结论 (72)参考文献 (74)致谢 (74)攻读学位期间发表的学术论文目录 (74)第一章绪论第一章绪论1.1研究背景矫直,简单的说就是利用材料的弹塑性性质,使轧件在矫直辊间受压产生正向或反向的弹塑性弯曲变形,在弹复后变直或减少原有的弯曲程度,使之成为合格产品的工艺过程。
《中厚板矫直机矫直辊变形及弯辊模型研究》篇一一、引言中厚板矫直机是金属板材加工过程中不可或缺的重要设备,其核心工作原理是利用矫直辊对板材进行压力矫直。
在矫直过程中,矫直辊的变形及弯辊模型的研究对于提高矫直效率、保证产品质量具有重要意义。
本文旨在深入探讨中厚板矫直机矫直辊的变形问题及弯辊模型的研究,以期为相关领域的科研和工程实践提供理论支持。
二、矫直辊变形问题分析1. 变形原因分析矫直辊在长期使用过程中,由于受到板材的压力、摩擦力以及热应力的作用,会产生一定的变形。
这些变形主要包括辊面磨损、辊身弯曲以及辊颈偏移等。
其中,辊面磨损会导致矫直效果下降,辊身弯曲会影响矫直精度,而辊颈偏移则可能导致矫直辊的振动和噪声。
2. 变形对矫直过程的影响矫直辊的变形会对矫直过程产生不利影响。
首先,变形会导致板材的矫直精度下降,使板材的几何尺寸和形状无法满足生产要求。
其次,变形还会增加矫直过程中的能耗,降低设备的运行效率。
此外,严重的变形还可能导致设备故障,影响生产安全。
三、弯辊模型研究为了解决矫直辊的变形问题,本文提出了弯辊模型的研究。
弯辊模型是一种通过调整矫直辊的弯曲程度来补偿其变形的方法。
该模型基于弹性力学和塑性力学原理,通过分析矫直辊的受力情况和变形规律,建立数学模型,实现对矫直辊弯曲程度的精确控制。
1. 弯辊模型建立弯辊模型的建立需要考虑多个因素,包括矫直机的结构参数、矫直辊的材料性能、板材的力学性能等。
通过分析这些因素对矫直辊变形的影响,建立数学模型,实现对矫直辊弯曲程度的精确计算。
在建立模型过程中,需要运用弹性力学和塑性力学的原理,对矫直过程中的应力、应变等物理量进行准确描述。
2. 弯辊模型的应用弯辊模型的应用可以有效提高矫直精度和效率。
通过调整矫直辊的弯曲程度,可以补偿其变形对板材的矫直效果的影响。
同时,弯辊模型还可以实现对矫直过程的实时监控和优化,提高设备的运行效率和生产安全。
在应用过程中,需要根据实际情况对模型参数进行优化和调整,以适应不同的生产需求。
《中厚板矫直机矫直辊变形及弯辊模型研究》篇一一、引言中厚板矫直机作为现代工业制造过程中的关键设备,对钢板的生产质量和生产效率有着直接的影响。
而矫直辊的变形以及弯辊模型的准确性和效率是影响矫直机工作性能的重要因数。
本文针对中厚板矫直机矫直辊变形问题以及弯辊模型进行研究,旨在提高矫直机的矫直精度和效率。
二、矫直辊变形研究1. 变形原因分析矫直辊的变形主要来源于机械应力、热应力以及材料自身的应力。
机械应力主要由矫直过程中的材料压力和摩擦力引起;热应力则由矫直过程中产生的热量导致温度变化而产生;材料自身的应力则与材料的热膨胀系数、弹性模量等物理性质有关。
2. 变形影响矫直辊的变形会导致矫直精度的降低,影响钢板的质量。
同时,变形还会增加矫直过程中的能耗,降低生产效率。
因此,研究矫直辊的变形机理,对提高矫直机的性能具有重要意义。
三、弯辊模型研究1. 弯辊模型的基本原理弯辊模型是矫直机工作的重要依据,其基本原理是通过控制矫直辊的弯曲程度,使钢板在经过矫直辊时产生反向弯曲,从而达到矫直的目的。
弯辊模型的准确性直接影响到矫直效果。
2. 弯辊模型的建立与优化弯辊模型的建立需要考虑到钢板的材质、厚度、宽度等多种因素。
通过建立数学模型,对矫直过程中的各种参数进行优化,以提高矫直精度和效率。
同时,需要根据实际生产过程中的数据,对模型进行不断的修正和优化。
四、研究方法与实验结果1. 研究方法本研究采用理论分析、数值模拟和实验研究相结合的方法。
首先,通过理论分析研究矫直辊的变形机理和弯辊模型的基本原理;然后,利用数值模拟软件对矫直过程进行模拟,分析矫直辊的变形和弯辊模型的效果;最后,通过实验研究验证理论分析和数值模拟的结果。
2. 实验结果实验结果表明,通过对矫直辊的变形和弯辊模型的研究,可以有效提高矫直机的矫直精度和效率。
同时,优化后的弯辊模型能够更好地适应不同材质、厚度和宽度的钢板,提高了生产的灵活性和效率。
五、结论与展望本文通过对中厚板矫直机矫直辊变形及弯辊模型的研究,深入分析了矫直辊的变形机理和弯辊模型的基本原理。