失效分析的思路和方法共18页
- 格式:ppt
- 大小:1.96 MB
- 文档页数:18

失效分析的思路与诊断第二章失效分析的思路第一节常用的几种失效分析思路一、“撤大网”逐个因素排除法二、以设备制造全过程为一系统进行分析任何一个设备都要经历规划、设计、选材、机械加工(包括铸、锻、焊等工艺)、热处理、二次精加工(研磨、酸洗、电镀)和装配等制作工序,如果失效已确定纯属设备问题,还可对上述工序逐个进一步分析,包括以下容:1.设计不当(1)开孔位置不当造成应力集中;(2)缺口或凹倒角半径过小;(3)高应力区有缺口;(4)横截面改变太陡;(5)改变设计,没有相应地改变受力状况;(6)设计判据不足;(7)计算中出现过载荷;(8)焊缝选择位置不当,以及配合不适当等;(9)对使用条件的环境影响,未做适当考虑;(10)提高使用材料的受力级别;(11)刚性和韧性不适当;(12)材料品种选择错误;(13)选择标准不当;(14)材料性能数据不全;(15)材料韧脆转变温度过高;(16)对现场调查不充分,认识不足就投入设计;(17)与用户配合有差错。
2.材料、冶金缺陷(1)成分不合格;(2)夹杂物含量及成分不合格;(3)织组不合格;(4)各种性能不合格;(5)各向异性不合格;(6)断口不合格;(7)冶金缺陷(缩孔、偏析等);(8)恶化变质;(9)混料。
3.锻造等热加工工艺缺陷(1)折叠、夹砂、夹渣;(2)裂缝;(3)锻造鳞皮;(4)流线分布突变或破坏;(5)晶粒流变异常;(6)沿晶氧化(过烧);(7)氧化皮压入;(8)分层、疏松;(9)带状组织;(10)过热、烧裂;(11)外来金属夹杂物;(12)缩孔;(13)龟裂;(14)打磨裂纹;(15)皱纹。
4.机械加工缺陷(1)未按图纸要求;(2)表面粗糙度不合格;(3)倒角尖锐;(4)磨削裂纹或过烧;(5)裂纹;(6)划伤、刀痕;(7)毛刺;(8)局部过热;(9)矫直不当。
5.铸造缺陷(1)金属突出;(2)孔穴;(3)疏松;(4)不连贯裂纹;(5)表面缺陷;(6)浇注不完全;(7)尺寸和形状不正确;(8)夹砂、夹渣;(9)组织反常;(10)型芯撑、冷铁。

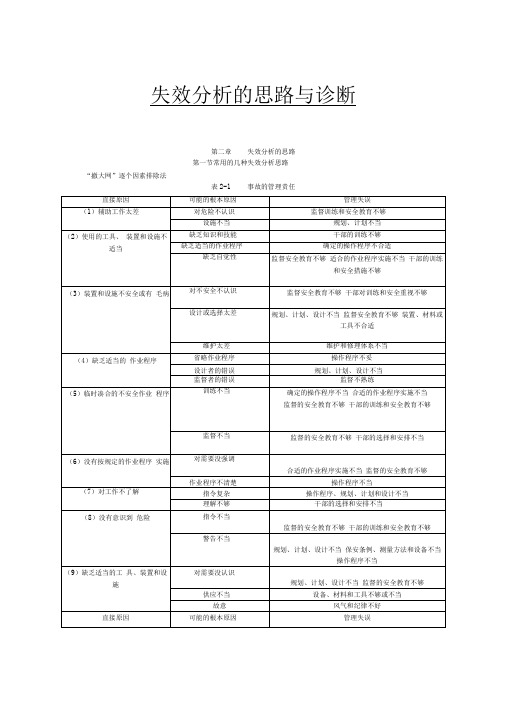
失效分析的思路与诊断第二章失效分析的思路第一节常用的几种失效分析思路“撤大网”逐个因素排除法表2-1 事故的管理责任二、以设备制造全过程为一系统进行分析任何一个设备都要经历规划、设计、选材、机械加工(包括铸、锻、焊等工艺)、热处理、二次精加工(研磨、酸洗、电镀)和装配等制作工序,如果失效已确定纯属设备问题,还可对上述工序逐个进一步分析,包括以下内容:1.设计不当(1) 开孔位置不当造成应力集中;(2) 缺口或凹倒角半径过小;(3) 咼应力区有缺口;(4) 横截面改变太陡;(5) 改变设计,没有相应地改变受力状况;(6) 设计判据不足;(7) 计算中出现过载荷;(8) 焊缝选择位置不当,以及配合不适当等;(9) 对使用条件的环境影响,未做适当考虑;(10) 提高使用材料的受力级别;(11) 刚性和韧性不适当;(12) 材料品种选择错误;(13) 选择标准不当;( 14) 材料性能数据不全; ( 15) 材料韧脆转变温度过高;( 16) 对现场调查不充分,认识不足就投入设计; ( 17) 与用户配合有差错。
2. 材料、冶金缺陷 1) 成分不合格; 2)夹杂物含量及成分不合格;3) 织组不合格;4) 各种性能不合格; 5) 各向异性不合格; 6) 断口不合格;7) 冶金缺陷(缩孔、偏析等); 8) 恶化变质; 9) 混料。
3. 锻造等热加工工艺缺陷 1 ) 折叠、夹砂、夹渣; 2 ) 裂缝;3 ) 锻造鳞皮;4) 流线分布突变或破坏; 5) 晶粒流变异常;6) 沿晶氧化(过烧); 7) 氧化皮压入; 8) 分层、疏松; 9) 带状组织; 10) 过热、烧裂; 11) 外来金属夹杂物; 12) 缩孔; 13) 龟裂; 14) 打磨裂纹; 15)皱纹。
(1) 未按图纸要求; (2) 表面粗糙度不合格; (3) 倒角尖锐; (4) 磨削裂纹或过烧; (5) 裂纹; (6) 划伤、刀痕; (7) 毛刺;(8) 局部过热; (9)矫直不当。

