YB25封签随动接杆结构的分析与改进
- 格式:doc
- 大小:432.50 KB
- 文档页数:4

(新版)高级卷烟包装工技能理论考试题库-上(单选、判断题库)一、单选题1.YB45包装机负压系统风压为()Mpa。
A、0.06B、0.05C、0.04D、0.03答案:A2.哪一项不属于YB25型包装机封签供给部分易损件。
()A、输送轴承B、涂胶轮C、刮胶板D、橡胶压轮答案:D3.FOCKE350小盒包装机一条烟道中的烟支有间断,()将这一信息传给控制系统,显示器立即显示“下烟道空”并停机。
A、空头检测器B、滤嘴检测器C、上排检测器D、料位检测器4.YB25/YB45包装机烟支模盒随动板机构的作用是整理烟支模盒内的烟支,在输送带转动期间保持烟支模盒内()的烟支不移位。
A、第一层和第二层B、第二层和第三层C、第一层和第三层D、第一、二、三层答案:A5.FOCKE350小盒包装机()的负压-0.04至-0.05Mpa。
A、内衬纸切割输送B、内衬纸拼接C、吸商标纸扇形轮D、全一样答案:A6.FOCKE350小盒包装机烟库下烟不畅,应正确调整活动有机玻璃门,使香烟滤嘴和门的内表面之间的间距为5~3mm,注意保证有机玻璃门()的平行度。
A、左右B、上下C、前后D、里外答案:A7.YB55型小盒透明纸包装机()未达到工艺要求导致小盒透明纸输送堵塞。
B、透明纸C、条盒纸D、拉线答案:B8.YB65条盒包装机防护装置()开关打开时,则传动装置的启动机构被琐住,机器不能启动。
A、光电B、接近C、连锁D、限位答案:C9.FOCKE401小盒透明纸包装机烟包输送凸耳链的更换周期为()小时。
A、2500B、3000C、3500D、4000答案:C10.()是传感器大家族中的成员,它把发射端和接收端之间光的强弱变化转化为电流的变化以达到探测的目的。
A、接近开关B、光电开关C、连锁开关D、限位开关答案:B11.根据YB25型软盒包装机包装工艺要求,商标纸涂胶位置共有()处。
A、一B、二C、三D、四答案:D12.YB25包装机封签吸纸轮送来的封签纸在第一导纸轮和压紧轮的作用下由导纸板导向作()转向后向下输送。

YB25型卷烟包装机封签胶系统的改进发布时间:2022-05-07T03:04:26.770Z 来源:《科技新时代》2022年2期作者:李波[导读] 本文阐述了YB25型软盒包装机的封胶外溢产品质量问题的处理方法,提出封胶涂胶体系的改进方案,设计出间断性的扇形涂胶功能的胶轮,并配以改进方法后的传统系统使其相位需求得到满足。
改进后封签涂胶系统的涂胶长度实现可控性,其质量问题下降到0%,单月的维护时间减少了146min。
故此,本文主要分析YB25型卷烟包装机封签胶系统的改进措施,仅供参考。
四川中烟有限责任公司西昌卷烟厂李波四川省西昌市615000摘要:本文阐述了YB25型软盒包装机的封胶外溢产品质量问题的处理方法,提出封胶涂胶体系的改进方案,设计出间断性的扇形涂胶功能的胶轮,并配以改进方法后的传统系统使其相位需求得到满足。
改进后封签涂胶系统的涂胶长度实现可控性,其质量问题下降到0%,单月的维护时间减少了146min。
故此,本文主要分析YB25型卷烟包装机封签胶系统的改进措施,仅供参考。
关键词:YB25型卷烟包装机;封签胶系统;改进策略;YB25型卷烟包装机我国卷烟加工包装生产的主要机型,但在具体生产中,此类机型烟包封签位置通常存在着不同程度的溢胶情况,采用常规的调试维护方案也没办法处理此类问题。
所以本文设计出一种新型防溢胶的涂胶设备,但是此类设备的更换时间为8个月/次,每套设备的资金约为十万元,实际生产中具有运行不稳定以及改善成本很高等问题。
1.封签胶系统的工作原理 1.1工艺过程分析YB25型卷烟包装机上边所采用的封签胶系统构成部分有两个,即胶缸系统与传动系统,放在第一个料斗中的第三个封签需采用两个西风轮合理吸取,通过移送、翻转从上到下输送的同时,提供胶轮从第八个胶缸中附带胶液,其在定向翻转中,其余七个胶液被刮去,且胶液在第五个涂胶轮上传递,附带圆状胶液的涂胶轮从上到下输送并接触封签内部表层,产生两道持续不间断及纵向贯通胶痕,确保封签涂胶流程高效完成。

YB25包装机一、二号轮模盒调整模块的研制黄超陈青辉段军武发布时间:2022-03-03T01:24:25.562Z 来源:《探索科学》2021年10月下20期作者:黄超陈青辉段军武[导读] YB25小盒包装机是ZB25包装机组的主要部分。
陕西中烟工业有限责任公司澄城卷烟厂黄超陈青辉段军武 715200【摘要】 YB25小盒包装机是ZB25包装机组的主要部分,在正常运行过程当中,一号轮和二号轮的磨损是各转轮中最为频繁的,而保证模盒精度对于提升产品质量尤为重要。
在更换调整1、2轮模盒时,耗时较长,本文通过对YB25型软盒包装机一、二号轮模盒调整模块进行重新研制,使调整耗时大幅减少,降低了工人的劳动强度,提高了设备的有效作业率。
【关键词】:YB25小盒包装机;模盒;模块一、现状分析YB25型软盒包装机是从意大利GD公司引进全套技术,经消化吸收后国产化的卷烟小盒包装机,现为国内主流软盒包装机型。
设备采用四个间歇运动的转轮进行小盒烟包包装,分别完成完成内衬纸长边、短边和折角包装,商标纸长边、短边和折角包装等动作,四个转轮的模盒精度是影响产品质量合格的重要因素,因此,保证模盒精度对于提升产品质量尤为重要。
在整个包装过程中一号轮模盒因转速和包装接触面不同,更换频繁;二号轮模盒直接与内衬纸接触磨损快,更换频繁;三号轮模盒和四号轮模盒与内商标纸接触磨损量小,模盒精度保证时间长,更换较少。
各轮模盒在受到磨损,精度降低后会出现以下情况:1、一号轮模盒精度降低后,导致烟盒内出现断残烟、皱头、皱纹烟支,由于在后续检测中无法对烟支再行检测,所以极易造成不合格烟支进入下道工序,导致批量质量事故;模盒受损还会导致第二推进器、推烟板位置不正确,严重时,推烟板断裂、入口过桥变形,造成一号轮总成严重损失。
2、二号轮模盒精度降低后,导致烟支排列不整齐、内衬纸不方正、内衬纸折角不方正等产品质量缺陷。
3、三、四号轮模盒精度降低后,导致烟包梯形、商标纸错牙、商标纸折角不方正等产品质量缺陷。

135中国设备工程C h i n a P l a n t E n g i n e e r i ng中国设备工程 2020.08 (上)1 封签输送机构YB25卷烟小盒包装机是目前国内软盒包装设备的主流机型,目前,国内卷烟工业企业生产的软盒卷烟包装设备大多在其基础上进行改进,但其封签输送机构传送不稳定,传送精度要求高,故障率普遍较高是此类机型的共性。
封签输送机构的主要工艺目的是为小盒烟包提供合格的打好白乳胶胶线的封签纸。
封签输送机构通过扇型轮将封签库中的封签逐张吸附下来并送到导纸板处,在导纸板处,封签纸被送往第一导纸凸轮和第一压紧轮之间,然后,在第一导纸凸轮YB25卷烟小盒包装机封签输送机构的改进戚亚东,马孝宗,邝紫云(河南中烟工业有限责任公司驻马店卷烟厂,河南 驻马店 463000)摘要:YB25卷烟小盒包装机封签输送机构的主要工艺目的,是为小盒烟包提供合格的打好白乳胶胶线的封签纸,进而在吸风叉和负压吸风的配合下,将打好白乳胶胶线的封签纸输送到指定工位。
为了达到这一工艺目的,封签输送机构需要在相位上同主机传动相互配合,在主机将烟包输送到4轮出口时,及时通过吸风叉将打好白乳胶胶线的封签纸送达工作工位。
但是,在设备实际运行中,经常发生封签纸在输送过程中出现堵塞、粘贴歪斜和窜头的故障现象,严重影响设备整体运行效率和产品质量。
通过分析研究发,现封签纸输送故障主要是在第一压紧轮支座的导向圆弧面入口处以及封签纸上胶后的第二、第三导纸轮与相应滚轮输送时产生的。
为了解决这一问题,决定对第一压紧轮支座的导向圆弧面、第二、第三导纸轮进行改进:首先,将第一压紧轮支座的导向圆弧面从结构上分为导向面与非接触面两个区域,既保留中间部位作为导向面,又将两边进行加工构成两个非接触区域,减少与封签的接触。
封签纸在作90度转向输送时,既保证封签顺利交接,又减少两侧封签与导向圆弧面的接触摩擦力;其次,将第二、第三导纸轮由线接触改为面接触,增加输送轮与封签纸的摩擦力,提高传动的平稳性。

YB25软包硬化软盒包装机封签输送系统的改进张明东杨彬杨启龙发布时间:2021-11-02T05:27:27.466Z 来源:《中国科技人才》2021年第20期作者:张明东杨彬杨启龙[导读] YB25软包硬化后在使用复合封签时,易出现封签吸取不畅、在扇形输送辊处交接时歪斜、进入定位基准盒堵塞等问题。
云南省楚雄市楚雄卷烟厂卷包车间云南楚雄 675000摘要:YB25软包硬化后在使用复合封签时,易出现封签吸取不畅、在扇形输送辊处交接时歪斜、进入定位基准盒堵塞等问题。
针对问题采取将纸库弹性摆脚斜角尺寸改小、扇形输送辊改为橡胶与钢的组合结构、定位基准盒内腔尺寸增大等措施。
改进后封签系统故障率降低,设备有效作业率从改进前的77.2%到改进后87.3%,设备对原辅材料的使用范围得到拓宽。
关键词:复合封签;弹性摆脚;扇形输送辊;定位基准盒;摩擦力前言YB25软盒包装机该型设备在使用预切式复合封签时在完成吸取、交接、上胶输送时极易出现问题,故障出现频次故障率较高,维修较频繁.通过对故障成因及设备上原零部件结构设计进行分析,发现原设计具有一定的局限性,有必要作一些相应的改进,以提高设备运行的稳定性。
1 存在的问题1.1 YB25小盒包装机封签供送工艺流程 YB25软盒包装机使用预切式封签主要工艺流程如图11.扇形吸纸轮2.扇形输送从动辊3.扇形输送辊4.涂胶对置辊5.第二输送从动辊6.第三输送从动辊7.第三输送主动辊8.第二输送主动辊9.上胶轮2 原因分析2.1复合封签材料特性分析 YB25包装机使用的复合封签材料为镭射覆膜封签,它是一种由底纸、金属铝箔和薄膜组合而成的加工纸.厚度为0.06mm;定量75g/m2,由于它是几种材料的组合,相较胶版封签材料其挺度大、质地硬、表面摩擦系数小,这些特性的不同使其在吸取输送过程中对封签系统各执行件的要求与胶版封签材料有所不同。
2.2封签供送故障原因分析 2.2.1封签吸取不畅原因分析纸库封签在被吸取时主要受到纸库内壁摩擦和分离刀阻挡等反力,由于复合封签材料质地较硬弹性较大,其弯曲反向力也大,设备高速运行时,封签易从吸纸轮上被剥离,造成吸取不畅。
采用软包硬化包装工艺的YB25软盒包装机小盒烟包开边故障分析与改进马培玲发表时间:2019-07-23T14:25:56.960Z 来源:《基层建设》2019年第13期作者:马培玲[导读] 摘要:本文通过对经过软包硬化包装工艺技术改造后的YB25软盒包装机,实际生产过程中存在商标纸折翼搭接后粘贴不牢,包装成型后的小盒烟包侧长边和底部短边开边现象较多,原辅材料消耗过高,设备运行速度低等问题产生的原因进行分析,有针对性地提出一些改进措施,使设备效率得到了较大提高,产能提升十分明显,原辅材料消耗明显降低。
河南中烟工业有限责任公司许昌卷烟厂卷包部河南许昌 461000摘要:本文通过对经过软包硬化包装工艺技术改造后的YB25软盒包装机,实际生产过程中存在商标纸折翼搭接后粘贴不牢,包装成型后的小盒烟包侧长边和底部短边开边现象较多,原辅材料消耗过高,设备运行速度低等问题产生的原因进行分析,有针对性地提出一些改进措施,使设备效率得到了较大提高,产能提升十分明显,原辅材料消耗明显降低。
关键词: YB25软盒包装机;软包硬化技术;小盒烟包开边;改进引言国际上主流的香烟包装主要有硬盒包装和软盒包装两种包装形式,与硬盒包装相比,软盒包装由于纸张的原因,容易变形,压扁压弯烟盒里面的烟支,对盒内烟支不能起到很好的保护作用。
为了解决这个缺陷,采用软包硬化技术,对软盒包装机进行升级改造,采用新型包装材料和技术生产高档软盒硬化烟包。
软包硬化改造技术就是通过对原软盒商标纸进行加厚加硬处理,使软盒烟包外观更加挺括,从而实现达到提升卷烟包装档次的目的。
目前在市场上使用此类包装的都是高档卷烟,软包硬盒包装工艺迎合了消费者求新求异的心理,一经推出深受消费者的欢迎。
河南中烟黄金叶“乐途”短支规格品牌香烟,采用软包硬化包装技术,投放市场后产品供不应求。
软包硬化卷烟产品利用软盒烟包的生产设备和制造工艺流程来生产,其优点是:解决了软盒烟包容易变形的问题,很好地解决了市场上软盒与硬盒的供需关系;成品小盒烟包表面不会凹陷,小包挺度增大,有效地保护了盒内烟支,避免了烟支损伤和变形。
ZB25软盒包装机组烟包封签纸涂胶装置改造研究摘要:本文介绍了ZB25软盒包装机封签纸输送机构的工作原理,分析了封签纸在08部件输送、涂胶过程中产生溢胶的原因,详细地阐述了各种解决方法和效果,最终通过对涂胶轮主传动机构以及涂胶轮的改造,解决了封签纸粘贴在烟包上产生胶痕的问题。
关键词:YB25软盒包装机;封签纸;主传动齿轮;涂胶轮ZB25软盒包装机组是上海烟草工业机械厂代表中方从意大利G.D公司引进并消化XI-SC包装机全套制造技术生产的国产卷烟包装设备,具有包装质量好、性能稳定、运行速度快、自动化程度高等优点,是目前我国卷烟软盒包装设备的主流。
但在生产过程中,由于设备本身的设计缺陷,YB25小盒包装机08部件——封签纸涂胶装置存在溢胶现象,致使烟包封签两端胶液被挤出形成胶痕,严重影响了烟包的外观质量。
为了解决此问题,ZB25机组挡车工、修理工及相关技术人员,根据平时操作、维修经验和设备设计特点,进行了多次改进方案论证。
最终采用改进封签纸主传动齿轮(OX5662)为单向离合器啮合,更换圆形上胶轮(2XKQB5)为扇形上胶轮,成功解决了烟包封签胶痕问题。
1改进措施1.1对封签涂胶轮的改进封签纸涂胶轮由外圆表面转动涂胶,由于涂胶轮形状使涂胶线贯穿封签纸全长,到达封签纸边缘(如图1所示)。
在包装过程中受到“F”封签叉和固定挡块折叠挤压作用力,使胶液挤出形成胶痕(如图2所示)。
为此,我们对涂胶轮进行了改进,将原来整个外圆面涂胶改为一段圆弧面涂胶(如图3所示):加工去掉胶轮涂胶外圆的一部分,剩余长为L-3mm的一段圆弧面(L为封签纸长度)。
改造后涂胶线长由原来的L变为L-3 mm,在封签纸两端各留有1.5 mm的余量,这样即使在包装过程中受到“F”封签叉和固定挡块折叠挤压作用力,胶液也不会溢出封签纸边缘形成胶痕。
1.2对封签胶缸传动机构的改进GDX1封签胶缸依靠齿轮传动,每次胶缸部件脱离主传动再复位,其相位都是不固定的。
YB25YB25型软盒包装机商标纸负压系统主要完成商标纸吸取与输送。
01.AA02 YB25型软盒包装机商标纸吸纸轮与管道内积尘较多,可在管道内倒入适量清洁剂,灰尘稀释后,用压缩空气将管道、扇形吸纸轮内灰尘吹干净。
02.AA02 YB25型软盒包装机商标纸负压系统负压通道包括真空泵、过滤器、管路、(B )、机械式分配阀等。
A. 气缸 B.电磁阀 C. 电磁铁 D. 油雾器03.AA02 ()YB25型软盒包装机商标纸负压系统主要完成商标纸吸取与剔除。
×04.AA02 简述YB25型软盒包装机商标纸负压通道的清洁方法和要求。
答:1)用压缩空气吹净负压过滤器上的灰尘,必要时可用清洁剂清洗。
(2)取下电磁阀,清洁电磁阀阀芯。
(3)清洁各负压管道、商标纸扇形吸纸轮。
若吸纸轮与管道内积尘较多,可在管道内倒入适量清洁剂,用压缩空气将管道、扇形吸纸轮内灰尘吹干净。
05.AA03 YB25型软盒包装机封签负压系统主要完成封签吸取与输送。
06.AA03 YB25型软盒包装机封签负压系统负压通道包括真空泵、过滤器、管路、封签F吸风臂,电磁阀、分配器等。
07.AA03 ()YB25型软盒包装机封签负压系统主要完成封签吸取与输送。
√08.AA03 简述YB25型软盒包装机封签负压通道的清洁方法和要求。
答:1)用压缩空气吹净负压过滤器上的灰尘。
(2)清洁电磁阀。
(3)清洁各负压管道、封签吸纸轮。
(4)取下并清洁封签F吸风臂。
09.AA05 YB25型软盒包装机内衬纸切割装置由固定切刀、可调切刀、压痕凹槽轮、输纸压痕辊、折弧凸辊、折弧凹辊、导板、防护罩等组成。
10.AA05 YB25型软盒包装机内衬纸可调切刀与固定切刀之间有一小夹角,切割时呈剪切形式,可调切刀转一圈后完成一张内衬纸的切割。
11.AA05 YB25型软盒包装机内衬纸固定切刀转速是可调切刀转速的()。
BA. 一倍B. 两倍C. 三倍D. 四倍12.AA05 YB25型软盒包装机内衬纸切割刀调整时要求切割轻盈,扭矩小于()N•m。
GDX1封签上胶装置的改进【摘要】通过系统分析GDX1封签上胶装置的现状,进而对GDX1的封签上胶装置中的封签上胶轮以及涂胶轮进行改进并实施,解决了GDX1封签输送轨道易积胶垢、封签粘贴处漏胶等问题提高了GDX1封签装置上胶的稳定性,改善了改进后的上胶轮胶水位置调整困难等问题。
从而保证GDX1机组运行的可靠性和烟包质量,提高GDX1机组的有效作业率。
【关键词】封签堵塞漏胶油封胶水位置有效作业率自1998年引进GDX1机型以来,经过几年对GDX1的数据统计发现:因封签输送通道结垢引起封签输送堵塞和封签拖胶引起烟包不洁等设备停机故障和产品的质量问题一直以来都是设备维修的重点和难点。
针对这种情况,决定对其进行攻关,从而达到改善小盒烟包质量、提高设备的有效作业率、降低消耗的目的。
1 存在问题GDX1软盒包装机是工厂生产的主力机型,在铝箔纸、商标纸的包装过程中均能稳定、高速运行,但在封签粘贴的过程中会产生质量缺陷与停机故障,对GDX1包装机生产效率和产品优质率影响较大,市场投诉率居高不下。
为准确掌握粘贴封签部分相对于其它生产辅料对设备生产效率和优质率影响的比重,车间对所有的GDX1包装机从2008年6月到2009年6月份作了调查统计。
详见附表1和表2以上数据表明,设备故障方面:封签部分的故障大约占了故障总数的40.0%,。
正是由于GDX1包装机存在这一故障,一直以来严重制约了工厂GDX1包装机的设备有效作业率进一步提高。
在质量方面GDX1包装机封签部分的质量缺陷占了质量缺陷总数的49.6%。
也是由于GDX1包装机存在这一大的质量缺陷,从而影响到公司的产品质量。
2 封签涂胶机构的工作原理受真空分配盘控制的吸封签轮从封签库中吸下一张封签后,封签紧贴在该轮上,边随吸封签轮逆时针转动,边向右移动。
到位后,真空吸风关闭,封签从封签轮上被释放,由第一导纸轮带动,如图1所示,经压纸轮导向作90°转向后向下输送。
YB25封签随动接杆结构的分析与改进
作者:邓永祥邓仪福
来源:《科技创新与应用》2014年第05期
摘要:文章通过YB25小盒封签输送结构的分析,总结出现系统中的缺点,提出对YB25的小盒封签输送及成型部分的改造方案及实施方法,从而解决YB25小盒烟包封签包装时粘贴歪斜的问题,从而提高GDX1机组的烟包质量、机组运行的可靠性,提高GDX1的有效作业率,具有较高的应用价值。
关键词:软盒小盒包装机;封签;随动接杆
1 前言
YB25软盒小盒包装机组是国产较先进的包装设备,由于其运行速度较快,自动化程度高,性能稳定,包装质量良好,在行业内得到了广泛的使用。
但在经对几年设备生产的数据统计分析发现,因封签包装不正、歪斜引起的质量缺陷占第一位,其封签部分故障比对其它故障明显偏高,造成了材料消耗大,投入了大量的人力物力,设备有效作业率不高。
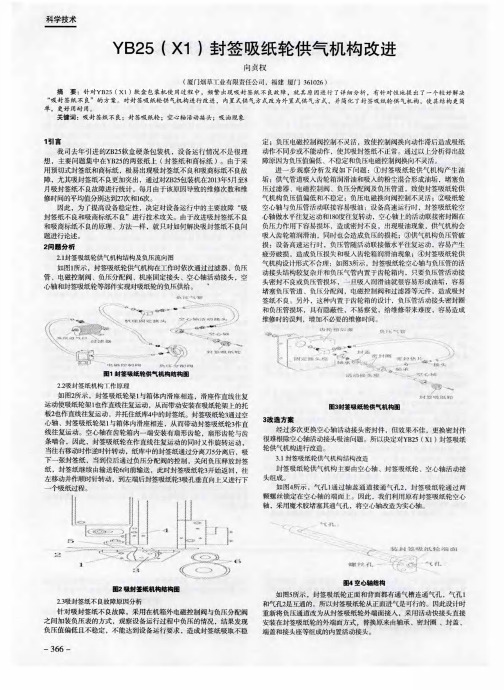
2 YB25封签传动工作原理
如图1及图2所示,YB25软盒小盒包装机在封签折叠,是在推烟杆将烟包向前推送运动的过程中完成,接烟杆2通过传动轴轴5和连杆机构的传递运动,实现接烟杆在烟包通过封签叉形地能随着刚完成封签粘贴的烟包一起向后退至烟包输出通道,目的是防止刚完成粘贴的封签在烟包上漂移。
1、4.摆杆 2.接烟杆 3.推烟杆 5.轴 6.连杆
图1 推烟、接烟机构示意图
图2 接烟机构示意图
3 原因分析
由于推烟、接烟杆机构空间及尺寸设计的局限性,接烟杆不能在全过程中,对刚完成封签粘贴的烟包一起向后退。
见图2,接烟杆仅能伸出烟包输送终点档板40mm,且由于接杆在烟包未按触到接杆时已缓慢开始后退,实际运行过程中,烟包前前运动离前档板只有最后14mm-17mm时,接杆才与烟包项部接触、刚完成折叠并粘在烟包顶部的封签才被接烟杆夹持固定在烟包顶部。
烟包长度约为86mm,通过计算可知,封签无接杆夹持输送长度不小于86mm-
17mm=59mm,正是由于存在不少于59mm行程无接杆的保护,封签不可避免在前进过程中漂移。
4 改进措施
为了从根本上解决封签包装不居中、歪斜的问题,需保证封签在输送过程中全程被接杆夹持、即接杆与推烟杆严格同步。
因此必须对接烟杆机构进行改进,取消原传动精度低的简单四杆机构,改进用精确凸轮控制的摇杆滑块机构为此,我们对推杆凸轮工作相位进行了测绘,推杆在353度到下一周期的133度区间为推杆向前推烟动作,即凸轮曲线为上升沿;133度至145度区间为推杆运动到行程最远端时停顿区间,凸轮曲线半径不变;145度至285度为推杆后退区间;285度至353度为推杆在后端等待下一次推烟动作区间。
根据以上数据画出其相位图如图3所示。
图3 推杆动作相位图
根据这一相位图对接杆的动作凸轮曲线进行了设计。
改进结构如图4。
1.凸轮
2.摆杆
3.连杆
4.接烟杆
5.压簧
6.接杆头
图4 改进结构示意图
为消除接杆与推杆因零件加工及设备调整的误差,在接杆头的顶部设计一弹性机构,它作用是保证接烟杆对封签有一定的压力,同时避免接杆与推杆间距过小时,对烟包的挤压而造成产品的损伤。
5 改进效果
2012年12月,选择了一台机进行发行试验,改进后,经质检部门的检验,设备基本杜绝了因封签漂移造成的包装不居中、歪斜的问题。
参考文献
[1]《ZB25型包装机组》全国烟草行业统编教材,中国科学技术出版社,2001,12.。