涂漆及表面色工程统一规定.
- 格式:doc
- 大小:366.50 KB
- 文档页数:24
目录1编制目的 (3)2适用范围 (3)3规范性引用文件和标准 (3)4术语和定义 (3)5一般规定 (4)6涂漆范围................................................. (5)7设备(含电气、仪表设备)表面色和标志色 (7)8管道表面色和标志色 (8)9钢结构表面色 (12)10 筑物表面 (12)11色卡 (13)12厂前区建筑色彩选择 (15)13涂漆要求 (15)14检查和试验 (19)15健康、安全与环境............................................................................................. 23附16录A:设备、管道和管道组成件涂漆表.. (25)1 编制目的:为进一步规范防腐工程管理,更好地指导工程管理,从而为提高项目建设管理水平,营造“抓质量,保安全、创精品,树形象”的工程建设氛围,为又好又快推进永祥多晶硅制度保证,促进工程管理实现精细化、制度化、标准化、规范化,特编制《永祥多晶硅零星工程项目涂漆及表面色工程统一规定》(简称《规定》)。
2 适用范围:本规定适用于集团公司新建和改扩建项目中的设备(含电气、仪表设备)、管道、钢结构、建构筑物表面涂漆。
本规定不适用压力罐,塔,容器和换热器的内部涂漆。
本规定不适用于安全色和安全标志。
3规范性引用文件和标准《石油化工设备管道钢结构表面色和标志规定》(SH3043-2003)《漆膜颜色标准》(GB/T 3181-2008)漆膜颜色标准样卡(GSB05 1426-2001)《建筑颜色的表示方法》(GB/T18922-2002)规定的中国建筑色卡(CBCC)《工艺管路的基本识别色和识别符号》(GB 7231-2003)《火力发电厂保温油漆设计规程》(DL/T 5072-2007)《涂装前钢材表面锈蚀等级和除锈等级》(GB/T 8923-1988)《石油化工工程建设交工技术文件规定》(SH3503-2001)《石油化工设备和管道涂料防腐蚀设计规范》SHT 3022-2011《石油化工涂料防腐蚀工程施工技术规程》SH/T 3606-2011《石油化工设备和管道涂料防腐蚀工程施工质量验收规范》SH/T 3548-2011ISO 8501-1 表面清洁度目测法评估ISO 8502-3 表面清洁度测试评估-准备涂漆的钢材表面灰尘评估-压敏胶带法ISO 8503 喷射清理表面粗糙度特征ISO 11124 油漆和相关产品施工前钢材表面处理–金属喷砂清洁磨料的规定ISO 11125 油漆和相关产品施工前钢材表面处理–金属喷砂清洁磨料测试方法ISO 11126 油漆和相关产品施工前钢材表面处理–非金属喷砂清洁磨料的规定ISO 11127 油漆和相关产品施工前钢材表面处理–非金属喷砂清洁磨料测试方法SSPC SP1 溶剂清洗SSPC-SP 10/ NACE No.2/ISO Sa 2.5 近白级喷射处理SSPC SP3/ ISO St3 2.5 动力工具清理ISO 4264 Paints and varnishes - Pull-off test for adhesion 附着力拉开测试法ISO12944 色漆和清漆-钢结构的防腐蚀涂料系统保护4术语和定义:4.1 表面色:涂于不隔热的设备和管道的外表面或隔热的设备和管道的保护层外表面以及钢结构的表面。
工地涂料管理制度大全第一章总则第一条为了规范工地涂料管理,确保施工安全和质量,保护环境,提高工地管理水平,特制定本制度。
第二条本制度适用于施工单位在施工过程中对涂料的采购、储存、使用和废弃的管理。
第三条施工单位负有对工地涂料管理工作的组织、领导、协调和监督责任。
第四条施工单位应当建立并落实本制度,对管理和相关人员实施管理,确保制度的落实和执行。
第二章涂料采购管理第五条施工单位应当根据实际需要,确定涂料种类和数量,并下达采购任务。
第六条采购负责人和质量控制人员应当对采购的涂料进行验收,保证涂料质量符合要求。
第七条采购的涂料应当具有产品合格证明,质保书等必要的证明文件,并做好档案管理。
第八条采购涂料应当与供应商签订采购合同,并明确价格、数量、质量要求、交货时间等内容。
第九条采购的涂料应当按照规定的储存条件进行保存,并做好标识和登记。
第十条涂料的采购管理应当符合相关法律法规的规定,不得采购假冒伪劣产品。
第三章涂料储存管理第十一条施工单位应当有专人负责涂料的储存管理,建立涂料库房和储存规范。
第十二条涂料储存库房应当符合防火防爆的要求,必须与易燃易爆物品分开存放。
第十三条涂料储存库房应当保持清洁,通风良好,并做好安全防护设施。
第十四条涂料的储存应当按照不同种类、品牌和规格进行分类存放,并做好登记管理。
第十五条涂料的储存应当避免阳光直射和高温环境,确保涂料质量不受影响。
第十六条储存的涂料应当定期进行检查和清点,发现问题及时处理,并做好记录。
第十七条涂料的储存管理应当符合相关法律法规的规定,不得存在安全隐患。
第四章涂料使用管理第十八条施工单位应当根据施工需要,合理安排涂料使用计划,并做好登记。
第十九条涂料使用前应当进行检测确认,符合要求方可使用。
第二十条涂料的使用应当按照规定的方法和工艺进行,严格按照涂料说明书执行。
第二十一条涂料的使用过程中应当配备专业操作人员,确保操作安全和质量。
第二十二条涂料使用后应当及时清洗设备、容器和工具,保证设备的正常使用。

中国石油独山子石化公司中国石油独山子石化改扩建炼油及新建乙烯工程独山子100万吨/年乙烯装置中国,新疆,独山子涂漆和色标工程规定业主文件号:D200501-21000-PP0205承包商文件号:3026-21000-PP0205中国寰球工程公司修改日期说明设计校核审核项目经理30 2007-6-01施工图宋少光目 录1.总则 (3)2. 现场安全与防护 (4)3.工作范围 (4)4.涂料的选择 (5)5.设备、管道和钢结构外表面涂色及标志 (6)1.总则1.1 范围本规定包括了在中国石油独山子石化改扩建炼油及新建乙烯工程,独山子100万吨/年乙烯项目中设备和管道的外防腐涂漆工作的总要求,主要针对非定型设备(如塔、容器、换热器等),在线仪表和全部管道材料,定型设备、成套设备、电气设备、仪表设施、钢结构的外防腐。
用铸铁、碳钢和合金钢制成的定型设备,如泵、压缩机、电动机、阀门、电器设备、成套设备、控制盘、仪表等应根据制造厂的涂漆规定在制造厂的车间进行涂漆。
制造厂的涂漆规定应提交给业主确认。
除非相关专业有各自的涂漆规定,各自的涂漆规定与本规定有矛盾时以各自涂漆规定为准。
1.2 规范和标准涂漆的设计, 施工及验收应依照以下被认可的最新版本的标准和规范执行,最新版本的时间截止到合同签订之日。
HG/T 20679-1990 化工设备、管道外防腐设计规定HGJ 229-1991 工业设备管道防腐蚀工程施工及验收规范SH 3022-1999 石油化工设备和管道涂料防腐蚀技术规范SH3043-2003 石油化工设备管道钢结构表面色和标志规定GB 8923-88 涂装前钢材表面锈蚀等级和除锈等级HG/T 20587-96 化工建筑涂装设计规定GB/T 9286-98 漆膜附着力测定方法JB/T 4711-2003 压力容器涂敷与运输包装ASTM A123 Specification for zinc (hot-dip galvanized) coatings on iron and steel productsASTM A153 Specification for zinc coating (hot dipped) on iron and steel hardware ASTM A385 Standard practice for providing high-quality zinc coating (hot-dip) ASTM D4285 Test Method for Indicating Oil or Water in Compressed AirASTM D4417 Test Method for Field Measurement of Surface Profile of Blast Cleaned SteelASTM E337 Test for Relative Humidity by Wet-and-Dry-Bulb Psychrometer Steel Structures Painting Council (SSPC)SSPC SP1 Solvent CleaningSSPC SP2 Hand CleaningSSPC SP3 Power Tool CleaningSSPC SP5 Blast Cleaning to White Metal SSPC SP6 Commercial Blast Cleaning SSPC SP7 Brush BlastingSSPC SP8 PicklingSSPC SP10 Blast Cleaning to Near White MetalSSPC SP11 Power Tool Cleaning to Bare Metal SSPC AB1 Mineral and Slag AbrasiveSSPC PA1 Shop, Field and Maintenance PaintingSSPC PA2 Measurement of Dry Paint Film Thickness with Magnetic GagesSSPC PA3 Guide to Safety and Painting ApplicationSSPC VIS 1 Visual standard for abrasive blast cleaned steel国外订货的设备和材料应遵照ASTM,SSPC标准2 现场安全与防护与涂漆工作相关的安全与防护要管理好,尤其要注意以下几项要求:2.1当表面处理采用喷沙机具或电动工具清洁时,要使用适当的防护罩如护目镜等。
设备管道钢结构表面色和标志规定1、总则1.1目的为了规范和统一设备、管道的表面色和标志,特制订本规定。
1.2适用范围本规定适用于珠海市华峰石化所有配套工程的设备、管道的表面色和标志设计,并作为详细工程设计的依据。
1.3规范性引用文件下列文件中的条款通过本规定的引用而成为本规定的条款。
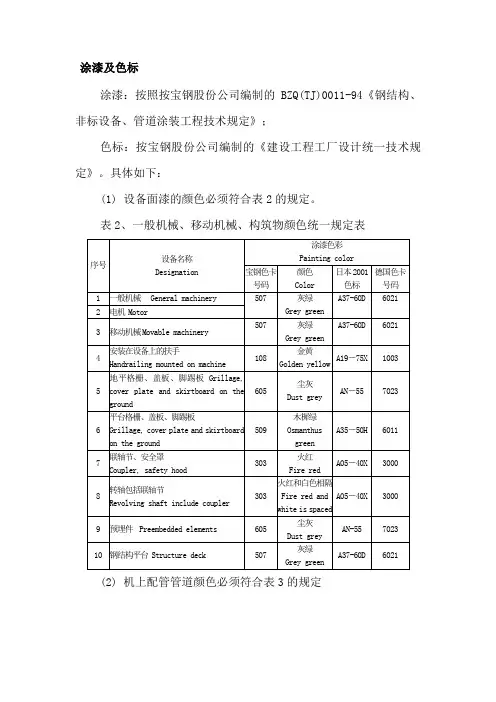
GB/T 3181 <<漆膜颜色标准>>GB 7231-2003 <<工业管路的基本识别色、识别符号和安全标识>>SH3043-2003 <<石油化工设备管道钢结构表面识和标志规定>>2、表面色和标志2.1一般规定2.1.1为了加强生产管理、方便操作及检修、促进安全生产和美化厂容,设备、管道和钢结构的外表面均应涂刷表面色和标志。
1)表面是指不隔热设备和管道的外表面或隔热设备和管道的保护层外表面以及钢结构的表面。
对于隔热材料外保护层不刷表面色,但应有标志;起重运输机械和机修、电修、仪修中的设备宜保持出厂色。
2)标志是指在外表面局部范围涂刷明显的标识符,包括字样、代号、位号、色环和箭头等。
标志可在表面色的基础上再刷色,也可直接在本色或出厂色上涂刷;标志字体应为印刷体,尺寸适宜,排列规整。
2.1.2采用有色金属、不锈钢、陶瓷、塑料(含玻璃钢)等材料制成或表面已采用陶瓷、、塑料、橡胶、搪瓷、镀锌等处理的设备和管道宜保持材料本色,不再刷表面色,但仍应刷标志。
奥氏体材料标志所用的油漆或色笔不应含铅、锌、硫磺和氯化物。
2.13刷变色漆的管道表面严禁再刷表面色,但可刷不妨碍变色漆功能的标志。
2.1.4在外径或保护层外径小于或等于50mm的管道上刷标志有困难时,可采用标志牌。
2.1.5塔、烟囱、火炬等高耸设备及钢结构,必须根据当地航空管理部门的要求,设置飞行障碍警示标志。
2.1.6执行本规定时,所使用的颜色应与SH3043-2003基本一致。
2.2设备的表面色和标志色2.2.1设备的标志应以位号表示,并刷在设备主视方向一侧的醒目部位或基础上。
阳煤集团太原化工新材料有限公司太化(搬迁)清徐化工新材料园区项目
基础工程设计、详细工程设计
专业统一规定
防腐涂漆设计统一规定
文件号:J780.4.111.9-24
赛鼎工程有限公司
2013年6月太原
阳煤集团太原化工新材料有限公司太化(搬迁)清徐化工新材料园区项目
基础工程设计、详细工程设计
专业统一规定
防腐涂漆设计统一规定
文件号:J780.4.111.9-24
赛鼎工程有限公司
2013年6月太原
3 2013-06-16 埋地管道的防腐与水道专业统一规定
一致
2 2013-04-01 详细设计第一次协调会后发布
1 2013-1-31 会后发布
0 2013.1.22 详细设计开工会
版次发布日期文件描述编制校核批准。
关于包装、箱单、唛头、运输、涂装的有关要求各位厂家你们好:现将包装、唛头、涂装的要求发给你们,请参照执行一、包装:合同要求由卖方设计,由买方审定后执行。
设计原则、标准见后。
二、运输标记:见附件三、唛头:唛头中的厂家编号就是双方签订的合同号的最后三个数字即:0xx四、箱单:1、要求全部用A4纸;2、装箱清单不装箱内,经双方清点签认后交买方人员。
五、涂装色彩统一规定涂装要严格按照***************项目---涂装色彩统一规定执行。
漆要求的厂家是:1、***********,联系人:******* 电话:*************2、************,联系人:*** 电话:***********3、**************,联系人:*** 电话:***********4、所有设备涂装后,在保证设备到现场后的补漆需要外。
要求每种面漆另配带5公斤,中间漆根据需要配备。
一、包装:第一条发货人负责设备的出口包装,货物的包装标准不得低于GB/T 13384-92和JB/T5000.13-1998以及国家/行业现行标准对合同项下所属货物的要求。
对货物的保护和包装要科学、经济、坚固、安全、美观,并满足国内外长途陆运以及海运和航空等多种联合运输方式及多次装卸的要求。
第二条包装形式:根据货物的类型和要求,可采用不同形式的包装和保护方式,主要有封闭箱、框架箱和托盘,严禁使用花格木箱。
封闭木箱应采用压边接缝或锲槽式全封闭型,包装箱内要有固定支架或填充物将货物固定,对于大型设备要将其固定在包装箱底座上,防止移动窜位,并采取防锈、防潮、防雨、防震、防空气侵蚀、防霉等措施。
第三条木箱包装不得采用压缩板(俗称密度板和木丝板)以及其它强度低和不耐潮湿以及不适宜的材料(木箱内的单件货物在作好防水及防护的情况下可用纸箱或其它包装)。
当采用胶合板时,必须为九层以上的胶合板(厚度>15mm)。
包装布应采用防雨、防紫外线的专用布(简称防U布或车衣布),不得采用易裂解和不防潮、不防雨以及强度低的编织物(如彩条编织布、编织袋用料等)。
外墙涂料施工及验收规范外墙涂料施工及验收规范外墙涂料涂装体系一般的外墙建筑涂料涂装体系,分为3层:底漆、中涂漆、面漆。
1.底漆。
底漆封闭墙面碱性,提高面漆附着力,对面涂性能及表面效果有较大影响。
如不使用底漆,漆膜附着力会有所削弱,墙面碱性对面漆性能的影响更大,尤其使用白水泥腻子的底面,可能造成漆膜粉化、泛黄、渗碱等问题,破坏面漆性能,影响漆膜的使用寿命。
2.中涂漆。
中涂漆主要作用是提高附着力和遮盖力,提供立体花纹,增加丰满度,并相应减少面漆用量。
3.面漆。
面漆是体系中最后涂层,具装饰功能,抗拒环境侵害。
(一)、施工前准备情况:1、查看施工现场,确认在施工前需要整改、准备的项目。
2、确认施工面积核算用量,核对所备涂料数量是否相符。
3、确认色彩分布方案,核对涂料色号及数量。
4、施工班组应有现场技术负责人,施工人员应进行施工前期培训。
5、确认准备了合适的涂装工具及辅助用品。
6、确认吊篮绳索固定安全有效,登高作业的安全设施齐全有效。
附工具和用品准备:油灰刀、钢丝刷、腻子刮刀或刮板、腻子托板、砂纸、拉毛辊筒、排笔、油漆刷、手提式电动搅拌机、过滤筛、塑料桶、匀料板、钢卷尺、粉线包、美纹纸胶带、遮挡板、遮盖纸、塑料防护眼镜、口罩、手套、工作服、胶鞋、平板打磨机、2米直尺、湿度仪、PH试纸。
(二)、底材处理及要求:1、检查验收(1)基层应平整、清洁、无浮砂、无起壳。
混凝土及抹灰面层的含水率应在10%以下,PH值小于9。
通常新抹的基层在通风良好的情况下,夏季应干燥10天,冬季20天以上;混泥土夏季3周,冬季4周。
未经检验合格的基层不得进行施工。
(2)墙面发现白霜严禁进行施工,必须经处理后方可施工。
(3)外墙涂料施工前,确保吊篮绳索固定牢靠,以便涂料施工。
2、基层修补(1)小面积空鼓墙面的修补①确定空鼓墙面:②用电动切割机或冲击钻清除空鼓部位;③清除表面灰尘杂质等。
(2)非结构性的小裂缝修补①先找出裂缝的地方;②如发现大的结构性破损,裂缝,应立即通知业主、设计师采取必要的措施;③如裂缝小于2mm,可以采用外墙专用腻子修补;④如裂缝大于2mm,按下述步骤处理:a)用冲击钻或电动研磨机沿裂缝割出一个13 mm深的V字形凹槽,然后清除V字形凹槽的灰尘杂质等。
油漆施工安全管理规章制度为了保障施工现场的安全,预防和减少事故的发生,提高工作效率,特制订本规定。
第一章总则第一条为了规范施工现场的安全管理工作,减少事故发生的概率,保障员工的安全和身体健康,提高工作效率,本规章制度适用于本公司油漆施工现场所有人员。
第二条本规章制度所称“油漆施工”是指使用油漆对建筑物进行喷涂、刷涂或涂抹等相关作业。
第三条施工现场的安全管理应严格遵循“先预防、防护优先、综合治理”的原则。
第四条施工人员应认真学习公司制定的安全生产规章制度,严格遵守施工现场的安全操作规程。
第五条施工现场的安全管理应落实到每个岗位和每个员工,要求每一位员工都要承担起自己的安全责任。
第六条所有在本公司施工现场的施工人员都必须接受安全培训,合格后方可上岗。
第七条施工人员应具备必要的安全用具和设备,并且按照规定的程序进行使用。
第八条任何单位和个人在进入施工现场前,必须进行安全检查,并佩戴所需的安全装备。
第二章施工环境的安全管理第九条施工现场应设置符合要求的安全出入口,通道应畅通无阻。
第十条施工现场应设置专门的标识牌和警示标志,提醒施工人员注意安全。
第十一条在施工现场应设置应急疏散通道和安全疏散设施,以确保人员在紧急情况下能够快速有序地撤离现场。
第十二条施工现场应定期进行安全检查,发现问题及时整改。
第十三条施工现场应设置消防器材和设备,并定期对其进行检查维护,确保一旦发生火灾可以及时扑灭。
第十四条涂料和溶剂等易燃易爆材料应集中存放,与火源、电源等隔离,并设置专人进行监管。
第十五条施工现场应设置必要的安全警示牌、标志和安全设施,提醒施工人员注意安全。
第十六条施工现场应设置专人进行安全管理,确保施工环境的安全。
第三章个人防护措施第十七条在进行油漆施工作业时,施工人员应佩戴防护用具,包括护目镜、口罩、手套等。
第十八条妇女、孕妇及未成年人禁止从事油漆施工作业。
第十九条施工人员在进行高空作业时,应佩戴安全带,并通过检查合格后方可操作。
表面油漆管理制度第一章总则第一条为了规范表面油漆管理行为,确保施工安全、质量和环境保护,制定本管理制度。
第二条本管理制度适用于所有涉及表面油漆施工的单位和个人。
第三条表面油漆施工包括但不限于建筑物、设备、船舶等表面的喷涂、刷涂、涂抹、滚涂等涂装作业。
第四条表面油漆管理应遵循预防为主、综合治理的原则,做到合规施工、安全施工、环保施工。
第五条违反本管理制度的单位和个人将被追究法律责任。
第二章表面油漆管理的组织和责任第六条表面油漆管理工作由项目经理统一组织实施,各分包单位负责具体操作。
第七条项目经理应对各分包单位的表面油漆施工进行监督检查,确保施工质量和安全。
第八条各分包单位应配备专职表面油漆工,具备相关岗位资格证书,严格按照规定进行施工操作。
第九条各分包单位应定期进行员工教育培训,提高员工的安全意识和环保意识。
第十条各分包单位应制定表面油漆施工方案和应急预案,做好安全防护工作。
第十一条各分包单位应建立表面油漆施工档案,保存施工相关文件和记录。
第三章表面油漆施工的要求第十二条表面油漆施工前应进行现场勘察和测量,确定施工范围和要求。
第十三条施工现场应设置警示标识,保持整洁有序,确保施工环境安全。
第十四条施工人员应佩戴个人防护装备,包括防护面罩、手套、靴子等。
第十五条表面油漆施工应采用合格的涂料和涂装设备,做到无泄漏、无飞溅。
第十六条表面油漆施工应严格按照施工方案操作,不得随意更改施工工艺。
第四章表面油漆施工的质量和安全管理第十七条表面油漆施工应按照相关标准和规范进行,确保施工质量。
第十八条施工现场应配备质量安全员,负责施工质量和安全检查。
第十九条施工现场应设置作业区域,确保施工过程中其他人员不受影响。
第二十条施工现场应配备消防器材,定期进行消防演练。
第五章表面油漆施工的环保管理第二十一条表面油漆施工应避免污染环境,减少废弃物排放。
第二十二条施工现场应设置油漆废弃物收集装置,定期清理废弃物。
第二十三条施工现场应设立临时废涂料存储场所,经审核后交由专业单位处理。
*********项目工程统一规定涂漆及表面色工程统一规定文件编号:目录1目的 (1)2适用范围 (1)3标准规范 (1)4设计 (2)4.1一般规定 (2)4.2设计原则 (4)4.3表面色和标志色规定 (5)5涂漆施工方提交的文件 (9)6材料 (9)6.1材料制造厂商 (9)6.2涂漆材料 (10)7运输、操作和贮藏 (10)7.1交货和贮藏 (10)7.2材料的使用和期限 (10)7.3涂漆部件的搬运 (10)8涂敷前的要求 (11)8.1一般要求 (11)8.2涂漆前的表面处理 (11)8.3工厂刷漆的表面 (13)8.4镀锌表面 (13)9涂漆规定 (13)10检查和试验 (15)10.1涂装前表面处理与检查 (15)10.2地上设备和管道防腐蚀工程检查与验收 (16)10.3引进设备的检查 (17)10.4修补 (19)附录A 涂漆材料 (20)附录B 设备、管道和管道组成件涂漆表 (21)1 目的为统一XX项目EPC阶段涂漆和表面色要求,指导EPC承包商的工程技术工作,特编制本规定。
2 适用范围2.1本规定对塔、容器、换热器、加热炉、机械和包装机械、仪表、钢结构、管道等其他部件的表面处理和涂层保护系统提出了要求。
如相关专业有各自的涂漆规定,各自的涂漆规定与本规定有矛盾时以各自涂漆规定为准。
2.2涂漆和镀锌材料,以及与各种涂层系统相关的表面处理均包括在涂漆材料中。
2.3工厂制造的容器、换热器、设备和包装单元及其相关管道应在发运前由供应商在车间内按照附录A,B,完成全部表面处理,底漆和面漆的涂覆工作。
2.4按照采购文件的规定,在车间预制的管道元件和管子应在车间现场按照附录A、B完成全部表面处理,底漆和面漆的涂覆工作。
2.5本规定适用于XX项目中钢制设备、管道及其附属钢结构的外表面涂料防腐蚀工程的设计。
2.6本规定不包括要求已经有外涂层和保护层的地下管道。
3 标准规范下列文件中条款通过本规定的引用而成为本规定的条款。
凡注日期的引用文件,其随后所有的修改单或修改版均不适用本规定。
凡是不注日期或修改号(版次)的引用文件,其最新版本适用于本规定。
GB/T 1720- 《漆膜附着力测定方法》GB/T 8923- 《涂装前钢材表面锈蚀等级和除锈等级》SH 3022- 《石油化工设备管道和管道涂料防腐蚀技术规范》SH 3043-2003 《石油化工设备管道钢结构表面色和标志规定》JB/T 4711-2003 《压力容器涂敷与运输包装》HG/T 20679- 《化工设备管道外防腐设计规定》HGJ 229- 《工业设备、管道防腐蚀工程施工及验收规范》HG/T 20587- 《化工建筑涂装设计规定》4 设计4.1 一般规定4.1.1 下列表面应涂漆:a)工程碳素钢、低合金钢的设备、管道及其附属钢结构表面应涂漆;b)当隔热材料氯离子浓度大于25ppm、且无应力腐蚀抑制剂时,需隔热的不锈钢设备与管道。
4.1.2 工程通常下列项目不用涂漆,除非在其它适用的采购文件中另有说明:a)低合金高强度钢;b)砌砖,瓷砖,混泥土;c)石棉水泥,塑料,玻璃,橡胶,玛蹄脂;d)铝,不保温的不锈钢,黄铜,镀锌钢;e)运转设备的机加工部分和垫片接触表面;f)绝热外表面的金属保护层;g)阀杆,马达轴和其它运动部件;h)除了涂有防锈剂的机加工表面;i)铭牌,仪表观察窗;j)由制造厂提供已具有完整的和符合要求的底漆和面漆的仪表、仪表盘、电器及设备等。
4.1.3 涂料的选择应遵守下列原则:a)与被涂物的使用环境相适应;b)与被涂物表面的材质相适应;c)各层涂料正确配套;d)安全可靠、经济合理;e)具备施工条件。
4.1.4 涂装在钢材表面上的底层涂料,宜选用GB/T 1720中测定附着力为1级的底漆。
4.1.5 含铅的涂漆和其他涂层材料不能使用。
4.1.6 下列情况应在工厂涂漆:1)涂两遍防锈底漆a) 在制造厂的车间完全焊接的压力容器和塔(包括分成两部分的塔)b) 在制造厂的车间完全焊接的小尺寸常压罐c) 在制造厂的车间完全焊接的换热器d) 压缩机及其附件e) 现场组装的大尺寸泵和鼓风机f) 路灯杆2)涂两遍底漆两遍面漆(或按制造厂的涂漆标准):a) 阀门b)完全在制造厂车间组装的小尺寸泵和鼓风机c) 电动机和电器设备d) 仪表、仪表盘e) 制造厂标准设备4.1.7 下列情况应在施工现场涂漆:a)在施工现场组装的设备和管道及其附属钢结构;b)在制造厂已涂底漆,需在施工现场修整和涂面漆的设备和管道及其附属钢结构;c)在制造厂已涂面漆,需在施工现场对损坏的部位进行补涂的设备和管道及附属钢结构。
4.1.8 现场安全与防护与涂漆工作相关的安全与防护要管理好,尤其要注意以下几项要求:(1)当表面处理采用喷沙器或电动工具清洁时,使用防护罩如护目镜是很有必要的。
(2)当涂漆使用有机溶剂在几乎密闭的环境下完成时,要提供适当的通风及照明。
(3)工作现场要使用防火监测器,移走任何不安全火源。
4.2 设计原则4.2.1 对于经常有腐蚀性液体溢出且没有保护的金属表面,至少应刷一层底漆和一层防腐蚀面漆。
4.2.2 在装配情况下,所有裸露表面包括应予保温而尚未保温的部件表面应按照最高操作温度选择涂漆方法。
4.2.3 管道和设备的局部保温或用于个人防烫保温的金属笼按照不保温部件选择涂漆。
4.2.4 对于管道和设备,参照最高操作温度选择涂漆方法。
对于换热器,选择涂漆方法的温度参照进出口温度的高温点。
对于有非金属内衬里管道和设备,按照设计金属壁温选择涂漆型号。
4.2.5 如果制造厂提交的涂漆方法满足温度要求,而且符合涂漆方法规定的两层油漆的最小干膜厚度,例如:泵,马达,压缩机,开关设备,阀门和管件可以采用制造厂的标准涂漆方法。
在进行涂漆工作前,卖方应提交自己的涂漆程序给买方审查和批准。
4.2.6 如果设备必须满足表面色要求,或者机械设备处于腐蚀环境,或者需要修复损坏表面,制造厂只对设备涂刷底漆,最终面漆在现场完成涂覆。
4.2.7 机加工表面,如:螺纹,阀杆,垫片密封面等不应涂漆,用含防锈抑制剂的可溶性油漆(防锈油)进行保护。
4.2.8 采用海上运输和作为船运甲板货物的奥氏体材料,无论是否包装,必须按照规定进行车间涂漆。
4.2.9 用于奥氏体材料的油漆或色笔应是无铅、无硫和不含氯化物。
4.3 表面色和标志色规定4.3.1 为了加强生产管理、方便操作及检修、促进安全生产和美化厂容,设备、管道和钢结构的外表面都应涂刷表面色和标志。
1)表面系指不隔热设备和管道的外表面或隔热设备和管道的保护层外表面以及钢结构的表面。
对于隔热材料外保护层不刷色,但应有标志;起重运输机械和机修、电修、仪修中的设备宜保持出厂色。
2)标志是指在外表面局部范围涂刷明显的标识符,包括字样、代号、位号、色环和箭头等。
标志可在表面色的基础上再刷色,也可直接在本色或出厂色上涂刷;标志字体应为印刷体,尺寸适宜,排列规整。
4.3.2 采用有色金属、不锈钢、陶瓷、塑料(含玻璃钢)等材料制成或表面已采用陶瓷、塑料、橡胶、搪瓷、镀锌等处理的设备和管道宜保持材料本色,不再刷表面色,但仍应刷标志。
4.3.3 刷变色漆的管道表面严禁再刷表面色,但可刷不妨碍变色漆功能的标志。
4.3.4 在外径或保护层外径小于或等于50mm 的管道上刷标志有困难时,可采用标志牌。
4.3.5 塔、烟囱、火炬等高耸设备及钢结构,必须根据当地航空管理部门的要求,设置飞行障碍警示标志。
4.3.6 由供应商提交的设备,如泵、电机、压缩机、开关装置、阀和配件等表面色应符合本规定的要求。
4.3.7 执行本规定时,所使用的颜色应与SH3043-2003一致。
4.3.8 设备、机械表面色和标志色应符合下表规定:注:1)设备标志的应以位号表示,并刷在设备主视方向一侧的醒目部位或基础上。
2)设备订货时应向制造商提出表面色要求,上表中未包括的设备,其表面色宜为淡灰,标志色应为大红。
4.3.9 电气、仪表设备表面色和标志色应符合下表规定:注:1)设备标志的设置应以位号表示,并刷在设备主视方向一侧的醒目部位上。
2)电气、仪表设备订货时应向制造商提出表面色要求,上表中未包括的设备,其表面色宜为银色或出厂色,标志色应为大红。
4.3.10 地上管道的表面色和标志色应符合下表规定:注:管道标志的设置应符合下列要求:(1)管道及其分支、设备进出口处和跨越装置边界处应刷字样和箭头;(2)字样一般表示出介质名称和管道代号,管道代号应与工艺管道和仪表流程图(P&ID)代号一致;(3)当介质为双向流动时,应采用双向箭头表示;(4)字样和箭头应位置尺寸适宜,排列规整。
4.3.11 管道上的阀门、小型设备表面色应符合下表规定:注:1)阀门、小型设备订货时应向制造商提出表面色要求。
4.3.12 框架、平台、梯子的表面色应符合下表规定:注:1)放空管塔架、避雷针和投光灯架、火炬架等应刷银色。
5 涂漆施工方提交的文件(1)超出附录A,B中列出的涂漆方法和程序在使用前应得到书面审查和批准。
(2)在施工前,涂漆施工方对于列在本规定中的涂漆方法应提交用于贮藏,搬运,表面处理,环境控制,施工,修补和修复,固化及验收的书面规程进行审查和批准。
如果油漆供应商的建议与本规定出现抵触时,应提交书面备忘录给买方进行决定。
6 材料6.1 材料制造厂商6.1.1 除非另有规定,买方在附录A中油漆产品表中规定了所有油漆材料。
6.1.2 用于同一设备任意部位的油漆供应商必须是单一的。
6.2 涂漆材料6.2.1 机械表面应用批准的临时防腐剂进行保护。
6.2.2 喷砂清理的磨蚀材料必须干净,干燥,可以散装或袋装,而且不含油类或污染物。
颗粒尺寸应满足规定的清理表面。
无机物和炉渣磨蚀材料应满足GB/T 8923或SSPC AB1的要求。
硅酸类砂子不允许使用。
6.2.3 油漆材料制造商负责稀释剂,溶剂和清洗剂的制造或推荐,同时应明确指出产品代号或一般成分。
6.2.4 用于修复损坏区域表面的材料应与最初使用的材料相同或相当。
7 运输、操作和贮藏7.1 交货和贮藏7.1.1 发送到使用地点的油漆材料应是没有开启,原厂包装并带有清晰产品标识,批号,产品有效期,保存期,制造厂商的资料和色标的产品。
容器有损伤的产品不得使用。
7.1.2 油漆材料的搬运和贮藏应按照制造厂商最新版的说明书要求,而且要防止损坏,防潮,防止阳光直射,油漆贮藏环境的温度在5°C 至32°C之间。
7.2 材料的使用和期限7.2.1 油漆材料应在制造厂商公布的产品保存期内使用。
7.2.2 除非马上使用,盛有油漆的容器严禁开启。
7.3 涂漆部件的搬运已完成涂漆部件贮藏时应放置在没有风沙和颗粒物的环境中。