冲压模具设计计算
- 格式:doc
- 大小:508.00 KB
- 文档页数:23
冲压件模具设计常用公式1. 材料和工艺参数计算公式1.1 冲击力的计算公式冲击力是冲压件模具设计中重要的参考指标之一,它可以用于确定模具的强度和稳定性。
冲击力的计算公式如下:F = K × A × T × σ其中,F表示冲击力,K表示冲击系数,A表示冲压件的有效面积,T表示冲压时间,σ表示材料的抗拉强度。
1.2 冲床力的计算公式冲床力是指冲床在冲压过程中对工件所产生的压力。
冲床力的计算公式如下:P = F / A其中,P表示冲床力,F表示冲击力,A表示冲压件的有效面积。
1.3 冲压时间的计算公式冲压时间是指冲床一次冲压周期所需的时间。
冲压时间的计算公式如下:T = (L / V) + t其中,T表示冲压时间,L表示冲压件的长度,V表示冲床的下行速度,t表示冲程停留时间。
1.4 最大冲床力的计算公式最大冲床力是指冲床所能承受的最大压力。
最大冲床力的计算公式如下:P_max = K × A × σ其中,P_max表示最大冲床力,K表示冲击系数,A表示冲压件的有效面积,σ表示材料的抗拉强度。
2. 模具结构设计公式2.1 模具剪切强度的计算公式模具剪切强度是指模具在剪切过程中所能承受的最大剪切力。
模具剪切强度的计算公式如下:P_shear = F / A_shear其中,P_shear表示模具剪切强度,F表示冲击力,A_shear表示模具剪切面积。
2.2 模具挤压强度的计算公式模具挤压强度是指模具在挤压过程中所能承受的最大挤压力。
模具挤压强度的计算公式如下:P_extrusion = F / A_extrusion其中,P_extrusion表示模具挤压强度,F表示冲击力,A_extrusion表示模具挤压面积。
2.3 模具弯曲强度的计算公式模具弯曲强度是指模具在弯曲过程中所能承受的最大弯曲力。
模具弯曲强度的计算公式如下:P_bending = F / A_bending其中,P_bending表示模具弯曲强度,F表示冲击力,A_bending表示模具弯曲面积。
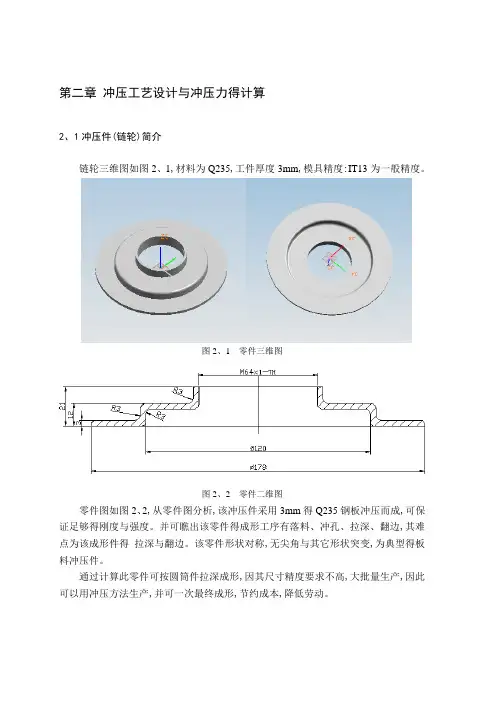
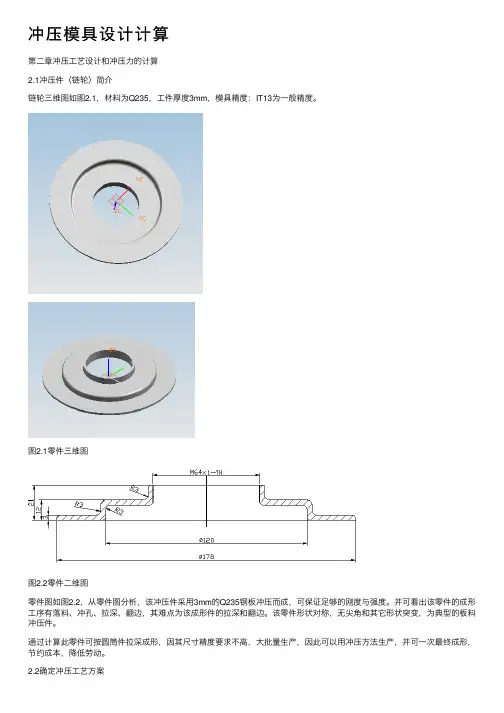
第二章冲压工艺设计与冲压力得计算2、1冲压件(链轮)简介链轮三维图如图2、1,材料为Q235,工件厚度3mm,模具精度:IT13为一般精度。
图2、1零件三维图图2、2零件二维图零件图如图2、2,从零件图分析,该冲压件采用3mm得Q235钢板冲压而成,可保证足够得刚度与强度。
并可瞧出该零件得成形工序有落料、冲孔、拉深、翻边,其难点为该成形件得拉深与翻边。
该零件形状对称,无尖角与其它形状突变,为典型得板料冲压件。
通过计算此零件可按圆筒件拉深成形,因其尺寸精度要求不高,大批量生产,因此可以用冲压方法生产,并可一次最终成形,节约成本,降低劳动。
2、2确定冲压工艺方案经过对冲压件得工艺分析后,结合产品图进行必要得工艺计算,并在分析冲压工艺类型、冲压次数、冲压顺序与工序组合方式得基础上,提出各种可能得冲压分析方案。
1)冲压得几种方案(1)落料、冲孔、拉深、翻边单工序模具生产。
(2)落料、冲孔复合模,拉深、翻边复合模生产。
(3)落料、冲孔连续进行采用级进模生产,拉深、翻边复合模生产。
(4)落料、冲孔、拉深、翻边复合模生产。
方案一:结构简单,需要四道工序,四套模具才能完成工件得加工,成本高。
方案二:加工工序减少,节省加工时间,制造精度高,成本相应减少,提高了劳动生产率。
方案三:在方案二得基础上加大了制造成本,既不经济又不实惠。
方案四:在方案二得基础上又减少了加工工序,又节省加工时间,制造精度高,成本相应减少,又提高了劳动生产率。
一个工件往往需要经过多道工序才能完成,编制工序方案时必须考虑两种情况:单工序模分散冲压或工序组合采用复合模连续冲压,这主要取决于冲压件得生产批量,尺寸大小与精度等因素。
通过产品质量、生产率、设备条件、模具制造与寿命、操作安全以及经济效益等方面得综合分析,比较决定采用方案四。
即:落料、冲孔、拉深、翻边→成品。
2)各加工工序次数得确定根据工件得形状与尺寸及极限变形程度可进行以下决定:落料、冲孔、拉深、翻边各一次。
冲压件模具设计常用公式1. 冲裁力计算公式冲裁力是模具在冲裁过程中对工件施加的力的大小,可以使用以下公式进行计算:$$ P = K \\cdot T \\cdot L \\cdot S $$其中: - P 是冲裁力〔单位:N〕 - K 是系数〔根据材料和冲裁方式进行选择〕 - T 是材料的厚度〔单位:mm〕 - L 是冲裁长度〔单位:mm〕 - S 是材料强度的保险系数2. 冲孔力计算公式冲孔是冲压件模具中常见的一个工序,为了计算冲孔力,可以使用以下公式:$$ F = K \\cdot T \\cdot L \\cdot S $$其中: - F 是冲孔力〔单位:N〕 - K 是系数〔根据材料和冲孔方式进行选择〕 - T 是材料的厚度〔单位:mm〕 - L 是冲孔孔径〔单位:mm〕 - S 是材料强度的保险系数3. 模具开孔面积计算公式在冲压件模具设计中,开孔面积对模具的设计和选择起着重要的作用。
开孔面积可以通过以下公式计算:$$ A = L \\cdot W $$其中: - A 是开孔面积〔单位:mm²〕 - L 是模具的长度〔单位:mm〕 - W 是模具的宽度〔单位:mm〕4. 模具强度计算公式模具强度的计算是冲压件模具设计中的关键步骤之一。
可以使用以下公式计算模具的强度:$$ P_t = P \\cdot S_f $$其中: - P_t 是模具的强度〔单位:N〕 - P 是冲裁力或冲孔力〔单位:N〕 - S_f 是平安系数5. 模具寿命计算公式模具寿命的计算是冲压件模具设计过程中需要关注的一个重要指标。
可以使用以下公式计算模具寿命:$$ N_m = \\frac{S_m}{f \\cdot V_c} $$其中: - N_m 是模具的使用寿命〔单位:次〕 - S_m 是模具材料的疲劳强度〔单位:MPa〕 - f 是载荷系数 - V_c 是模具的速度〔单位:m/s〕6. 模具热应力计算公式模具在使用过程中会受到热应力的影响,为了进行热应力的计算,可以使用以下公式:$$ \\sigma = \\frac{Q}{A} $$其中: - σ 是热应力〔单位:MPa〕 - Q 是热量〔单位:J〕 - A 是模具横截面积〔单位:mm²〕7. 模具变形计算公式模具在使用过程中会发生一定的变形,为了进行变形的计算,可以使用以下公式:$$ \\delta = \\frac{{F \\cdot L}}{{E \\cdot A}} $$其中: - δ 是变形量〔单位:mm〕- F 是施加在模具上的力〔单位:N〕 - L 是模具的长度〔单位:mm〕 - E 是弹性模量〔单位:MPa〕 - A 是模具的截面积〔单位:mm²〕总结在冲压件模具设计过程中,常用的公式可以帮助工程师快速准确地进行相关计算,从而确保模具的性能和可靠性。
冲压件模具设计的常用公式
一、材料力学公式
1.应力公式:σ=F/A,其中σ为应力,F为受力,A为受力面积。
2.应力应变关系公式:σ=E×ε,其中E为杨氏模量,ε为应变。
3.屈服强度公式:σs=F/A0,其中σs为屈服强度,F为屈服点所受力,A0为初始横截面积。
二、材料成形公式
1. 塑性变形公式:ε = ln (h0 / hn) ,其中ε为塑性变形,h0为初始厚度,hn为最终厚度。
2.变形力公式:F=S×σs,其中F为变形力,S为变形面积,σs为屈服强度。
3.针对特定形状的材料成形公式,如直冲材料成形公式、弯曲材料成形公式等。
三、模具设计公式
1.强度计算公式:F=σ×A,其中F为受力,σ为应力,A为受力面积。
2. 弯曲应力公式:σ = M / (W × yc),其中σ为弯曲应力,M为弯矩,W为截面模量,yc为弯曲轴心距离。
四、装配公式
1.装配公差公式:A=A1+A2+A3,其中A为总公差,A1为尺寸公差,
A2为形位公差,A3为相对公差。
五、切削力公式
1. 切削功率公式:P = F × V × kc,其中P为切削功率,F为切
削力,V为切削速度,kc为切削功率系数。
以上是冲压件模具设计中的常用公式,通过这些公式的运用,可以对
冲压件进行力学、成形、模具设计、装配以及切削力等方面的优化和设计。
当然,具体的设计中还需要根据实际情况和不同材料的特性来选择合适的
公式。
冲压件模具设计常用公式一、前言冲压件模具设计是冲压加工实现自动化、高效生产的关键环节,冲压件模具设计的好坏直接影响冲压品质和生产效益。
因此,在冲压件模具设计过程中,必须掌握一些常用公式,以便在实践中更加精准地解决模具设计中的各种问题。
本文将围绕冲压件模具设计常用公式进行阐述,以期为读者提供一些实用、有效的模具设计知识和技巧。
二、冲压件模具设计常用公式分类1. 材料折弯空间S材料折弯空间S是指冲压时材料在弯曲过程中被拉长的长度,用于计算按照弯缘角度和弯曲半径计算成品长度。
公式如下:S=K*L*(180°-2α)/π 式中,L是材料长度,α是折弯角度,K 是常数,其值根据材料厚度和折弯角度而定。
2. 冲压件毛坯重量M冲压件毛坯重量M是指冲压件在未经加工之前的重量,用于计算材料消耗。
公式如下:M=ρ*L*w*t 式中,ρ是材料密度,L是边长,w是厚度,t 是数量。
3. 模具壁厚t模具壁厚t是指冲压件模具中金属材料的厚度,包括上、下、左、右四个方向的壁厚,一般与压力有关。
可按照最小切削层厚度取值,公式如下:t=K*H/24 式中,K是常数,一般为6~10,H是加工硬度。
4. 补料长度L补料长度L是指冲压件模具中需要加上的余量,保证成品尺寸精度和质量,公式如下:L=αt/K 式中,α是成品弯缘角度,t是壁厚,K是常数,一般为4~6。
5. 小孔冲孔孔距P小孔冲孔孔距P是指在被加工材料上,两相邻的小孔冲或冲孔之间的距离,用于计算模具孔距间距。
公式如下:P=p*t 式中,p是小孔冲孔孔距系数,t是壁厚。
6. 冲模的直径D冲模的直径D是指用以冲剪及压穿时所用的模具直径大小,用于计算冲模的耐用程度。
公式如下:D=0.7√t 式中,t是最薄材料厚度。
7. 冲孔直径d冲孔直径d是指冲剪和冲孔过程中冲头的直径大小,直接影响冲穿质量和模具的使用寿命。
公式如下:d=0.9√H 式中,H是加工硬度。
三、总结本文从材料折弯空间S、冲压件毛坯重量M、模具壁厚t、补料长度L、小孔冲孔孔距P、冲模的直径D和冲孔直径d等七个方面介绍了冲压件模具设计常用公式,并为读者提供了详细的公式计算方法和实用技巧。
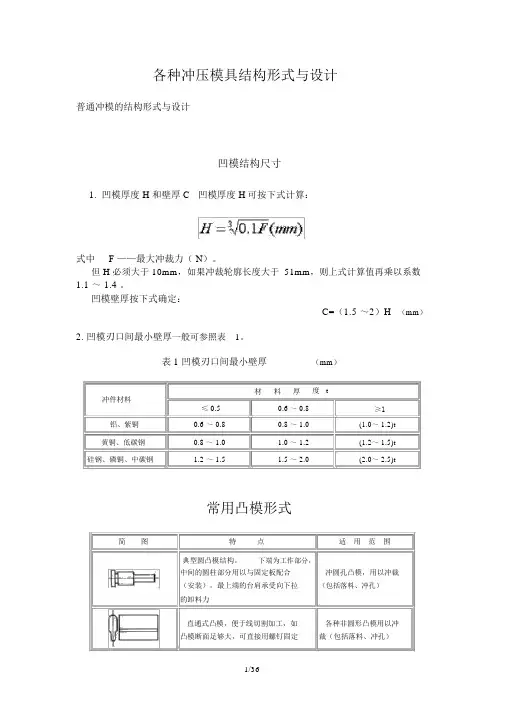
各种冲压模具结构形式与设计普通冲模的结构形式与设计凹模结构尺寸1.凹模厚度 H 和壁厚 C 凹模厚度 H可按下式计算:式中 F ——最大冲裁力( N)。
但 H 必须大于 10mm,如果冲裁轮廓长度大于 51mm,则上式计算值再乘以系数1.1 ~ 1.4 。
凹模壁厚按下式确定:C=(1.5 ~2)H(mm)2.凹模刃口间最小壁厚一般可参照表1。
表 1 凹模刃口间最小壁厚(mm)材料厚度 t冲件材料≤ 0.50.6 ~ 0.8≥1铝、紫铜0.6 ~ 0.80.8 ~ 1.0(1.0~ 1.2)t 黄铜、低碳钢0.8 ~ 1.0 1.0 ~ 1.2(1.2~ 1.5)t 硅钢、磷铜、中碳钢 1.2 ~ 1.5 1.5 ~ 2.0(2.0~ 2.5)t常用凸模形式简图特点适用范围典型圆凸模结构。
下端为工作部分,中间的圆柱部分用以与固定板配合冲圆孔凸模,用以冲裁(安装),最上端的台肩承受向下拉(包括落料、冲孔)的卸料力直通式凸模,便于线切割加工,如各种非圆形凸模用以冲凸模断面足够大,可直接用螺钉固定裁(包括落料、冲孔)断面细弱的凸模,为了增加强度和凸模受力大,而凸模相刚度,上部放大对来说强度、刚度薄弱凸模一端放长,在冲裁前,先伸入单面冲压的凸模凹模支承,能承受侧向力整体的凸模结构上部断面大,可直单面冲压的凸模接与模座固定节省贵重的工具钢或硬凸模工作部分组合式质合金组合式凸模,工作部分轮廓完整,圆凸模。
节省工作部分与基体套接定位的贵重材料冲裁凹模的刃壁形式简特点适用范围图刃壁带有斜度,冲件或废料不易滞留在刃孔内,因而减轻对刃壁的磨适用于冲件为任何形状、各损,一次刃磨量较少。
刃口尺寸随刃种板厚的冲裁模(但料太薄不磨变化宜采用)凹模工作部分强度好α一般取5′~ 30 ′刃壁带有斜度,漏料畅通,但由于适用于材料厚度小于3mm 刃壁与漏料孔用台肩过渡,因此凹模的冲裁模工作部分强度较差凹模厚度即有效刃壁高度。
刃壁带有斜度,冲件或废料不易滞留在刃孔内,因而刃壁磨损小,一次刃磨量少。
冲压件模具设计的常用公式1. 强度和刚度计算公式1.1 拉伸强度计算冲压件在工作过程中会受到拉伸力的作用,因此计算冲压件的拉伸强度是非常重要的。
拉伸强度的计算公式如下:F = σ × A其中,F表示拉伸力,σ表示材料的抗拉强度,A表示冲压件的截面积。
1.2 刚度计算刚度是指冲压件在受力下的变形程度,计算冲压件的刚度可以确定其在工作过程中是否会发生过度变形。
刚度的计算公式如下:K = (E × A) / L其中,K表示刚度,E表示材料的弹性模量,A表示冲压件的截面积,L表示冲压件的长度。
2. 冲压参数计算公式2.1 冲头压力计算冲头压力是冲压件在冲床上受到的压力,计算冲头压力可以确定冲床的最小压力要求。
冲头压力的计算公式如下:P = F / A其中,P表示冲头压力,F表示冲压件的拉伸力,A表示冲头的截面积。
2.2 厚度计算冲压件的厚度是冲压件的重要参数之一,计算冲压件的厚度可以确定其制备过程中所需的原材料量。
厚度的计算公式如下:t = V / (A × L)其中,t表示冲压件的厚度,V表示冲压件的体积,A表示冲压件的截面积,L表示冲压件的长度。
3. 离型力计算公式冲压件在离型过程中需要克服一定的摩擦力,计算离型力是确定冲压模具设计是否合理的重要指标。
离型力的计算公式如下:F = μ × N其中,F表示离型力,μ表示冲压件和模具之间的摩擦系数,N表示冲压件的法线力。
4. 寿命计算公式冲压模具在工作过程中会受到疲劳载荷的影响,因此计算冲压模具的寿命可以指导模具的选材和使用。
寿命的计算公式如下:N = (S / K) × (F / σf)^b其中,N表示模具寿命的预测次数,S表示冲压次数,K表示对应于S次冲压的磨损系数,F表示冲压力,σf表示冲压件的疲劳强度,b表示指数。
结论以上是冲压件模具设计过程中常用的计算公式。
这些公式可以帮助工程师在设计冲压模具时进行强度、刚度、参数和寿命等方面的计算,以确保模具的设计合理和稳定性。
冲压工艺与模具设计,冲裁力计算本文档旨在介绍冲压工艺与模具设计以及冲裁力计算的重要性和目的。
冲压工艺是一种常见的金属加工方法,用于制造各种零部件和产品。
通过使用模具来对金属材料进行压力加工和冲裁,可以获得所需的形状和尺寸。
因此,冲压工艺和模具设计对于产品的制造具有重要意义。
模具设计涉及到如何设计和制造适用于特定冲压工艺的工具和模具。
模具的设计需要考虑到材料的性质、冲压力和需要达到的形状和尺寸等因素。
合理的模具设计可以提高冲压工艺的效率和质量,同时减少生产成本。
冲裁力计算是冲压工艺中的关键步骤之一。
准确计算冲裁力可以帮助确定所需的冲压设备的规格和性能。
冲裁力的计算依赖于诸如材料性质、厚度、冲压速度、模具结构等因素。
通过合理地计算和控制冲裁力,可以避免模具和设备的过载,并确保冲压过程的平稳进行。
通过深入了解冲压工艺与模具设计以及冲裁力计算的重要性和目的,我们可以更好地应用这些知识和技术来提高产品质量、生产效率和经济效益。
本文将进一步详细介绍冲压工艺与模具设计的相关内容,并探讨冲裁力计算的方法和应用。
冲压工艺是一种常用的金属材料成形方法,通过在金属材料上施加压力,使其发生塑性变形,从而得到所需的形状和尺寸。
冲压工艺通常包括以下几个基本概念:冲压工艺流程冲压工艺流程是指从原材料到最终成品的完整过程。
它包括以下几个主要步骤:材料准备:选择适合的金属材料,并对其进行切割、热处理等预处理。
模具设计:根据产品的形状和尺寸要求,设计合适的模具,以便在冲压过程中形成所需的形状。
模具制造:根据模具设计图纸制造合适的模具。
冲压操作:将准备好的金属材料放入模具中,施加一定的压力进行冲压,使其形成所需的形状和尺寸。
后处理:对冲压成品进行修整、清洁、焊接等加工操作,以使其满足产品要求。
工艺参数冲压工艺涉及多个工艺参数,这些参数直接影响着成品的质量和工艺效率。
常见的工艺参数包括:冲压力量:冲压过程中施加在金属材料上的力量,通常由冲压机提供。
冲压模具设计计算第⼆章冲压⼯艺设计和冲压⼒的计算2.1冲压件(链轮)简介链轮三维图如图2.1,材料为Q235,⼯件厚度3mm,模具精度:IT13为⼀般精度。
图2.1零件三维图图2.2零件⼆维图零件图如图2.2,从零件图分析,该冲压件采⽤3mm的Q235钢板冲压⽽成,可保证⾜够的刚度与强度。
并可看出该零件的成形⼯序有落料、冲孔、拉深、翻边,其难点为该成形件的拉深和翻边。
该零件形状对称,⽆尖⾓和其它形状突变,为典型的板料冲压件。
通过计算此零件可按圆筒件拉深成形,因其尺⼨精度要求不⾼,⼤批量⽣产,因此可以⽤冲压⽅法⽣产,并可⼀次最终成形,节约成本,降低劳动。
2.2确定冲压⼯艺⽅案经过对冲压件的⼯艺分析后,结合产品图进⾏必要的⼯艺计算,并在分析冲压⼯艺类型、冲压次数、冲压顺序和⼯序组合⽅式的基础上,提出各种可能的冲压分析⽅案[]10。
1)冲压的⼏种⽅案(1)落料、冲孔、拉深、翻边单⼯序模具⽣产。
(2)落料、冲孔复合模,拉深、翻边复合模⽣产。
(3)落料、冲孔连续进⾏采⽤级进模⽣产,拉深、翻边复合模⽣产。
(4)落料、冲孔、拉深、翻边复合模⽣产。
⽅案⼀:结构简单,需要四道⼯序,四套模具才能完成⼯件的加⼯,成本⾼。
⽅案⼆:加⼯⼯序减少,节省加⼯时间,制造精度⾼,成本相应减少,提⾼了劳动⽣产率。
⽅案三:在⽅案⼆的基础上加⼤了制造成本,既不经济⼜不实惠。
⽅案四:在⽅案⼆的基础上⼜减少了加⼯⼯序,⼜节省加⼯时间,制造精度⾼,成本相应减少,⼜提⾼了劳动⽣产率。
⼀个⼯件往往需要经过多道⼯序才能完成,编制⼯序⽅案时必须考虑两种情况:单⼯序模分散冲压或⼯序组合采⽤复合模连续冲压,这主要取决于冲压件的⽣产批量,尺⼨⼤⼩和精度等因素。
通过产品质量、⽣产率、设备条件、模具制造和寿命、操作安全以及经济效益等⽅⾯的综合分析,⽐较决定采⽤⽅案四。
即:落料、冲孔、拉深、翻边→成品。
2)各加⼯⼯序次数的确定根据⼯件的形状和尺⼨及极限变形程度可进⾏以下决定:落料、冲孔、拉深、翻边各⼀次。
冲压件模具设计的常用公式随着现代工业的发展,冲压件的应用越来越广泛,从家电到汽车、航空航天等领域都离不开冲压件的制造。
而冲压件的制造离不开模具的设计和制造。
在冲压件模具设计中,使用一些公式能够更好的指导设计过程,提高模具设计的效率和准确性。
本文将介绍一些冲压件模具设计中的常用公式。
1.冲压件的扁平公式在冲压件的设计中,往往需要先根据产品的图纸计算出其扁平尺寸。
用于判断冲压件的设计尺寸是否合理。
冲压件的扁平公式为:S=π(D+d)/2×√((D-d)/2)×F其中,S表示冲压件的扁平尺寸,D和d分别为模具的上模和下模的直径,F为强度系数。
2.模具的强度公式在冲压过程中,模具需要承受很大的压力和撞击力,因此模具的强度是非常重要的。
冲压件模具的强度公式为:σ= (K×(F×L))/((a-b)×b)其中,σ为应力,K为强度试验样本的应力系数,F为金属材料的屈服极限,L为冲压件的长度,a和b分别为上模和下模的外径。
3.折弯件的受载公式在冲压件的制造中,折弯件的制作也是非常重要的一个过程。
折弯件的受载公式为:M=W×L/2×sinα×t^2其中,M为折弯件的扭矩,W为载荷,L为支撑距离,α为折弯角度,t为材料的厚度。
4.齿轮的模数公式在冲压齿轮的设计中,需要根据参数计算出齿轮的模数。
齿轮的模数公式为:m=D/Z其中,m为模数,D为齿轮的直径,Z为齿轮的齿数。
5.模具内角的计算公式在冲压件模具的设计中,模具内角的大小和形状是非常重要的。
模具内角的计算公式为:Ψ=2arctan(0.5B/L)其中,Ψ为内角,B为压头直径(冷模),压头直径补偿(热模),L为模具凸部的长度。
以上就是冲压件模具设计中的一些常用公式。
通过使用这些公式,能够更好地指导冲压件模具的设计,提高冲压件的生产效率和质量。
第三章常用公式及數據表第四節衝壓件模具設計常用公式一. 衝裁間隙分類見表4-1表4-1衝裁間隙分類(JB/Z271-86)分類依據類別ⅠⅡⅢ制 件 剪 切 面 質 量剪切面特征t=材料厚度塌角深度a (4~7)%t (6~8)%t (8~10)%t 光亮帶b (35~55)%t(25~40)%t(15~25)%t剪裂帶E 小 中 大 毛刺高度h 一般 小 一般 歪度β4°~7°7°~8°8°~11°制 件 精 度撓角f稍小 小 較大尺寸精度落料件接近凹模尺寸 稍小于凹模尺寸 小于凹模尺寸 沖孔件接近凸模尺寸稍小于凸模尺寸小于凸模尺寸模具壽命較低較高最高適用場合制件剪切面質量﹑尺寸精度要求高時采纳,模具壽命較低 制件剪切面質量﹑尺寸精度要求一般時采纳,適用于繼續塑變的制件制件剪切面質量﹑尺寸精度要求不高時采纳,以利提高模具壽命二. 衝裁間隙選取(僅供參考)見表4-2 (見下頁)表4-2衝裁間隙比值(單邊間隙)(單位:%t)(注:1.本表適用于厚度為10mm以下的金屬材料,厚料間隙比值應取大些;2.凸,凹模的制造偏差和磨損均使間隙變大,故新模具應取最小間隙;3.硬質合金衝模間隙比鋼模大20%左右.)注:衝裁間隙選取應綜合考慮以下因素:1.衝床﹑模具的精度及剛性.2.產品的斷面品質﹑尺寸精度及平坦度.3.模具壽命.4.跳屑.5.被加工材料的材質﹑硬度﹑供應狀態及厚度.6.廢料形狀.7.衝子﹑模仁材質﹑硬度及外表加工質量.三.衝裁力﹑卸(剝)料力﹑推件力﹑頂件力F衝=1.3*L*t*τ(N)(公式4-1)F卸=K卸*F衝(N)(公式4-2)F推=N*K推*K衝(N)(公式4-3)F頂=K頂*F衝(N)(公式4-4)其中:L――衝切線長度(mm)t――材料厚度(mm)τ――材料抗剪強度(N/mm2)1.3――平安系數K卸――卸(剝)料力系數K推――推料力系數K頂――頂料力系數K卸K推K頂數值見表4-3表4-3卸料力﹑推件力和頂件力系數料厚K卸K推K頂≦0.鋼鋁﹑鋁合金紫銅﹑黃銅注:卸料力系數K卸在衝多孔﹑大搭邊和輪廓復雜時取上限值.四.中性層彎曲曲折折曲曲折折折折曲曲折折曲曲折折折折折折半徑R=r+x*t(mm)(公式4-5)其中:R――中性層彎曲曲折折曲曲折折折折曲曲折折曲曲折折折折折折半徑(mm)r――零件內側半徑(mm)x――中性層系數中性層系數見表4-4(僅供參考)表4-4中性層系數x值注:彎曲曲折折曲曲折折折折曲曲折折曲曲折折折折折折件展開尺寸與以下因素有關:1.彎曲曲折折曲曲折折折折曲曲折折曲曲折折折折折折成形方式.2.彎曲曲折折曲曲折折折折曲曲折折曲曲折折折折折折間隙.3.有無壓料.4.材料硬度﹑延伸率﹑厚度.5.依据實際狀況精確修正.五.材料最小彎曲曲折折曲曲折折折折曲曲折折曲曲折折折折折折半徑,見表4-5表4-5最小彎曲曲折折曲曲折折折折曲曲折折曲曲折折折折折折半徑t≦2mm 2t 3t 4t 5t 注:表列數据用于彎曲曲折折曲曲折折折折曲曲折折曲曲折折折折折折中心角≧90∘﹑斷面質量良好的情況.六﹑彎曲曲折折曲曲折折折折曲曲折折曲曲折折折折折折回彈半徑及回彈角r凸=r0/(1+Kr0/t)(公式4-6)回彈角的數值為Δα=(180°-α0)(r0/r凸-1)(公式4-7)式中r凸――凸模的圓角半徑,[r凸]為mm;r0――工件的圓角半徑,[r0]為mm;α0――工件的彎曲曲折折曲曲折折折折曲曲折折曲曲折折折折折折角度,[α0]為(°);t――工件材料厚度,[t]為mm;K――簡化系數,見表4-6表4-6簡化系數k值名稱牌號狀態K 名稱牌號狀態K鋁L4,L6 退火磷青銅硬冷硬鈹青銅Qbe2軟防銹鋁LF21退火硬冷硬鋁青銅QA15 硬LF12 軟碳鋼08,10,A2硬鋁LY11軟20,A3 0.005硬30,35,A5LY12軟50硬碳工鋼T8退火銅T1,T2,T3 軟冷硬硬不銹鋼1Cr18Ni9Ti退火黃銅H62軟冷硬半硬彈簧鋼65Mn退火硬冷硬H68軟60Si2MnA 冷硬硬七﹑彎曲曲折折曲曲折折折折曲曲折折曲曲折折折折折折力計算針對“v〞型彎曲曲折折曲曲折折折折曲曲折折曲曲折折折折折折: F彎σb/(R+t)(N)(公式4-8)其中:b―――彎曲曲折折曲曲折折折折曲曲折折曲曲折折折折折折線長度(mm) t―――材料厚度(mm)r―――內側半徑(mm)σb――材料極限強度(N/mm2)k―――八﹑拉深(抽引)系數m=d/D(公式4-9)其中:d――拉深(抽引)后工件直徑(mm)D――毛坯直徑(mm)1.無凸緣或有凸緣筒形件用壓邊圈拉深系數見表4-7表4-7無凸緣或有凸緣筒形件用壓邊圈拉深的拉深系數(適用08,10號鋼)注:1)隨材料塑性上下,表中數值應酌情增減.2)――線上方為直筒件(d凸=d1).3)隨d凸/D數值增大,r/t值可相應減小,滿足2r1≦h1,保証筒部有直壁.4)查用時,可用插进法,也可用偏大值.5)屡次拉深首次形成凸緣時,為考慮多拉进材料,m1增大0.02.2.帶凸緣筒形件第一次拉深系見表4-8表4-8帶凸緣筒形件第一次拉深時的拉深系數m1注:適用于08﹑10號鋼3.無凸緣筒形件用壓邊圈拉深系數見表4-9表4-9無凸緣筒形件用壓邊圈時的拉深系數注:1.凹模圓角半徑大時(r凹=8~15t),拉深系數取小值,凹模圓角半徑小時(r凹=4~8t),拉深系數取大值.2.表中拉深系數適用于08﹑10S﹑15S鋼與軟黃銅H62﹑H68.當拉深塑性更大的金屬時(05﹑08Z及10Z鋼﹑鋁等),應比表中數值減小1.5-2%.而當拉深塑性較小的金屬時(20﹑25﹑A2﹑A3﹑酸洗鋼﹑硬鋁﹑硬黃銅等),應比表中數值增大1.5-2%(符號S為深拉深鋼,Z為最深拉深鋼).4.無凸緣筒形件不用壓邊圈拉深系數見表4-10表4-10無凸緣筒形件不用壓邊圈時的拉深系數注:適用于08﹑10以及15Mn等材料5.有工藝切口的第一次拉深系數見表4-11表4-11有工藝切口的第一次拉深系數m1(材料:08﹑10)6.有工藝切口的以后各次拉深系數見表4-12表4-12有工藝切口的以後各次拉深系數m n(材料:08﹑10))7.有工藝切口的各次拉深系數見表4-13表4-13有工藝切口的各次拉深系數軟鋼﹑鋁九﹑拉深(抽引)力F抽=3(σb+σs)(D–d-r凹)t(N)(公式4-10)其中:σb――材料極限強度(N/mm2)σs――材料屈服強度(N/mm2)D―――毛坯直徑(mm)d―――拉深凹模直徑(mm)r凹――拉深凹模圓角(mm)t―――材料厚度(mm)十﹑孔的翻邊1.翻邊系數K=d/D(公式4-11)d――預衝孔直徑(mm)D――翻邊后平均直徑(mm)各種材料極限翻邊系數見表4-14,表4-15表4-14低碳鋼的極限翻邊系數K翻邊方法孔的加工方法比值d/t100 50 35 20 15 10 8 5 3 1球形凸模鑚后往毛刺用沖孔模沖孔—圓柱形凸模鑚后往毛刺用沖孔模沖孔—表4-15其它一些材料的翻邊系數退火的材料翻邊系數K K min2.預衝孔直徑d=D-2(h-0.43r-0.72t)(公式4-12)h――翻邊高度(mm)r――翻邊圓角(mm)t――材料厚度(mm)3.翻邊高度h=D/[(1-k)/2]+0.4r+0.72t(公式4-13)4.翻邊口部材料厚度t1=t√k(mm)(公式4-14)πtσs(D-d)σs――材料屈服強度(Mpa)十一設計連接器五金零件應注重的要點1.尺寸標注:1)尺寸標注在最顯要位置,直觀,不封閉;2)重要﹑關鍵尺寸直截了当標注,不能有累積公差;3)尺寸公差大小應綜合考慮功能及制造本钞票,并非越小越好,体現“該精就精,該粗就粗〞一般經濟公差為:下料±0.03,成形±0.05,角度±°4)重要及關鍵尺寸應綜合考慮制程穩定性、裝配、使用功能并非多益善.5)設計基准,制造基准,測量基准相統一;2.形位公差:1)基准(面或線)不應有變形2)標注應清晰明確,方便量測;3)設計基准,制造基准,測量基准相統一;4)應綜合考慮制程穩定性及使用要求,并非多多益善,精度一般可達到0.10;5)特不穩定的尺寸,如下料尺寸等能够不標.3.結構設計及強度要求1)材料選用滿足使用要求,又方便采購的原料;2)零件外形園角,防止滾鍍外表刮傷;3)零件應有足夠的強度及剛性,防止在貯存,電鍍、搬運過程中的變形及尺寸變異;4)特别零件,可采纳多種工序組合方式,如多軸成形加工.五金模具+治具等不同方式來完成;5)連續料帶要求:A)Carrier應有足夠的強度及剛性B)盡量采纳雙側CarrierC)注重包裝時Carrier及零件是否變形D)連續電鍍的孔徑、孔距特别要求4.五金零件加工工藝:1)衝裁A)斷面質量、光亮面比例大小B)毛刺大小(一般不超過0.05)及方向,對外觀、功能的影響C)倒刺結構,不允許有園角D)盡量防止長懸臂或長槽2)彎曲曲折折曲曲折折折折曲曲折折曲曲折折折折折折A)最小彎曲曲折折曲曲折折折折曲曲折折曲曲折折折折折折半徑B)外側龜裂的影響C)彎起高度應大于2t,如圖4-4D)孔邊距離應大于t,如圖4-5,也可采纳如圖4-6所示工藝F)材料方向性對使用性能的影響3)抽引A)形狀盡量簡單對稱B)R角不應太小,一般可達R0.30,如圖4-7C)內外尺寸不可同時標注D)外表模痕不應有苛刻要求E)第八章工程圖面作業標准第二節五金模具一.五金模具開發流程,見表8-1二.五金模具裝配圖(圖8-1)三.模具圖面常見符號含義M,MC――銑SP――――基准點H―――熱處理TYP――――典型尺寸ELE――鍍鉻RP――――圓弧點DYE――染黑CEN,CL――中心線G―――磨TAN――――切點PG―――光學曲曲折折曲曲折折折折曲曲折折曲曲折折折折折折線磨THR――――穿孔JG―――座標磨BOTT―――底面W/C,W――線割TOP――――頂面E,EDM――放電SYM――――對稱L――――車T―――――厚度INT―――交點CB――――沉孔C――――倒角CLEAR―――間隙四.典型零件排樣1.H OOK類,見圖8-22.抽引類,見圖8-33.外殼類,見圖8-4。
冲压模具设计任务与模具工艺计算名目一、冲压模具设计任务〔工件示意图〕 (5)二、拉伸件工艺性分析 (5)1、拉伸件工艺性分析 (5)2、确定工艺方案及模具结构形式 (6)三、模具工艺运算 (6)1、毛胚落料模的工艺运算 (6)1、预定毛坯尺寸 (6)2、排样与搭边 (7)3、冲裁力运算 (8)4、确定压力中心 (8)5、凸、凹模刃口尺寸运算 (8)6、模具轮廓尺寸运算 (9)7、模具总装图 (9)8、冲压设备的选择 (10)2、拉伸模的工艺运算 (10)1、拉伸力运算 (10)2、拉伸模工作部分尺寸运算 (10)3、冲压设备的选择 (12)3、整形模的工艺运算 (12)4、修边及冲孔复合模的工艺运算 (13)1、总冲裁力运算 (13)2、压力中心运算 (13)3、冲模刃口尺寸运算 (14)4、冲压设备的选择 (15)5、模具三维立体爆炸图 (15)5、剖切模的工艺运算 (16)1、总冲裁力运算 (16)2、压力中心运算 (16)3、凸、凹模刃口尺寸运算 (17)4、剖切模要紧零件轮廓尺寸及剖切过程 (17)5、冲压设备的选择 (19)四、模具工作零件加工工艺规程 (19)1、落料凹模加工工艺规程 (19)2、凸凹模加工工艺规程 (20)3、冲孔凸模加工工艺规程 (21)附1、专业英文翻译〔ISO9000〕参考文献防尘罩拉伸模设计摘要:本文详细介绍了汽车启动电机上的防尘罩的落料、拉伸、整型、修边冲孔、剖切,5副模具的设计过程及其工艺分析。
零件所用材料为08F,板厚1mm。
零件尺寸精度要求不高,但形状较复杂,工序较多。
本文附零件图、各模具总装图、复合模具三维模型爆炸图,另附专业中英文翻译一篇。
关键词:防尘罩,拉伸模Design of Drawing Dies for Dust Guards Abstract: This text introduces the designing process and the processing technology of 5 sets of dies during producing the dust guards of starting electric motor of automobiles in details, which include blanking、drawing、forming、trimming and piercing、slitting the materials. The material for the parts is 08F and 1mm thick. There is no high request put on the size accuracy of the part, but for its complicated shape, more steps are needed.In the text, there are picture of parts、assembled dies and 3-D explosion pictures of the die model together with a translation of the professional English.Key words: dust guards, drawing dies一、冲压模具设计任务〔工件示意图〕工件名称:防尘罩拉伸模设计材料:08F , t=1mm零件如图1:图1二、拉伸件工艺性分析1、拉伸件工艺分析材料为08F,为优质碳素结构钢〔已退火〕,其抗剪强度τ=220~310MPa,抗拉强度σb=280~390MPa,伸长率δ10为32%,屈服强度σs=180MPa,具有较好的拉伸性能。
第二章冲压工艺设计和冲压力的计算2.1冲压件(链轮)简介链轮三维图如图2.1,材料为Q235,工件厚度3mm,模具精度:IT13为一般精度。
图2.1 零件三维图图2.2 零件二维图零件图如图2.2,从零件图分析,该冲压件采用3mm的Q235钢板冲压而成,可保证足够的刚度与强度。
并可看出该零件的成形工序有落料、冲孔、拉深、翻边,其难点为该成形件的拉深和翻边。
该零件形状对称,无尖角和其它形状突变,为典型的板料冲压件。
通过计算此零件可按圆筒件拉深成形,因其尺寸精度要求不高,大批量生产,因此可以用冲压方法生产,并可一次最终成形,节约成本,降低劳动。
2.2确定冲压工艺方案经过对冲压件的工艺分析后,结合产品图进行必要的工艺计算,并在分析冲压工艺类型、冲压次数、冲压顺序和工序组合方式的基础上,提出各种可能的冲压分析方案[]10。
1)冲压的几种方案(1)落料、冲孔、拉深、翻边单工序模具生产。
(2)落料、冲孔复合模,拉深、翻边复合模生产。
(3)落料、冲孔连续进行采用级进模生产,拉深、翻边复合模生产。
(4)落料、冲孔、拉深、翻边复合模生产。
方案一:结构简单,需要四道工序,四套模具才能完成工件的加工,成本高。
方案二:加工工序减少,节省加工时间,制造精度高,成本相应减少,提高了劳动生产率。
方案三:在方案二的基础上加大了制造成本,既不经济又不实惠。
方案四:在方案二的基础上又减少了加工工序,又节省加工时间,制造精度高,成本相应减少,又提高了劳动生产率。
一个工件往往需要经过多道工序才能完成,编制工序方案时必须考虑两种情况:单工序模分散冲压或工序组合采用复合模连续冲压,这主要取决于冲压件的生产批量,尺寸大小和精度等因素。
通过产品质量、生产率、设备条件、模具制造和寿命、操作安全以及经济效益等方面的综合分析,比较决定采用方案四。
即:落料、冲孔、拉深、翻边→成品。
2)各加工工序次数的确定根据工件的形状和尺寸及极限变形程度可进行以下决定:落料、冲孔、拉深、翻边各一次。
d凸d拉r1凸缘部分r2拉深底部部分t 7628.533 1.5第一步:在分析该工件是否符合拉深工艺后,就马上求毛坯的,都有样件了,别人都生产过了)D113.0△h值由下表查得。
其中,d拉、r凸、r拉、H都是以中性层计有凸缘圆筒件的修边余量△h<1.0~0.6<0.6~0.31.1以下0.510.530.550.571.30.490.510.530.541.50.470.490.500.511.80.450.460.470.482.00.420.430.440.452.20.400.410.420.422.50.370.380.380.382.80.340.350.350.353.00.320.330.330.33凸/d说明:1、表中数值适用于10号钢,对于比10号钢塑性更大的金属取接近于大的数值、对金属,取接近于小的数值;2、表中较大的数值适用于圆角半径较大的工件,较小值适用于圆角半径较小的工件毛坯相对厚度(t/D)*10012、第一次拉深时的凹模圆角半径初次决定r 凹7.1这个7.1是初次计算值,还要作如下处理:r1=7.1+t/2=7.85,圆整取8,填入右边栏82.0~1.0<1.0~0.3<03~0.1无凸缘(4-6)*t(6-8)*t(8-12)*t有凸缘(8-12)*t (12-15)*t (15-20)*t3、第一次拉深时的凸模圆角半径初次决定r 凸7.1这个7.1是初次计算值,还要作如下处理:r2=7.1+t/2=7.85,圆整取8,填入右边栏8最后确定r凸11.1第三步:试确定首次拉深因数右边的11.1可以灵活处理为:9.5-12之间的数,但不能比等,并把所确定的值填入右栏以上所确定的“再次确定r凸”是由经验公式计算得出的最小值,实际工作中,应该对前面由表均值那这样子说来,坯料直径就应该比当初所确定的113要大,大多少呢?见下面的D'初选第一次拉深完成后,凸缘相对直径(d凸/d1)=1.1,则由前面表一可知d1=m1*D=0.53*113=59.89(圆整到61,把此圆整数值填入右边一栏)为了首次拉深后的各次拉深过程中,不至于使前面加工出来的凸缘产生变形,必须在首拉入材料量的5%。
冲压件模具设计的常用公式1. 孔孔距离计算公式孔孔距离是指两个相邻孔中心之间的水平距离。
在冲压件模具设计中,计算孔孔距离是非常重要的一项工作,它直接影响到模具的布局和孔的位置。
一般来说,孔孔距离可以通过以下公式进行计算:孔孔距离 = 孔中心线间距 + (孔直径 × K)其中,孔中心线间距是指相邻孔中心线之间的距离,由模具设计师根据实际情况确定。
孔直径是指孔的直径,K是根据孔的类型和布局确定的系数。
2. 弯曲凸模内缺口尺寸计算公式在冲压件模具设计中,弯曲凸模内缺口尺寸的准确计算是模具设计的关键之一。
弯曲凸模内缺口尺寸一般包括四个方面的因素:弯曲凸模高度、弯曲凸模厚度、弯曲凸模角度和弯曲凸模圆角半径。
弯曲凸模内缺口尺寸可以通过以下公式进行计算:弯曲凸模内缺口尺寸 = 弯曲凸模高度 + 弯曲凸模厚度 + 2 × 弯曲凸模角度 + 2 ×弯曲凸模圆角半径其中,弯曲凸模高度是指弯曲凸模的高度,弯曲凸模厚度是指弯曲凸模的厚度,弯曲凸模角度是指弯曲凸模的角度,弯曲凸模圆角半径是指弯曲凸模圆角的半径。
3. 切断凸模尺寸计算公式在冲压件模具设计中,切断凸模的尺寸计算也是一个非常重要的环节。
切断凸模尺寸一般包括两个方面的因素:切断凸模高度和切断凸模厚度。
切断凸模尺寸可以通过以下公式进行计算:切断凸模尺寸 = 切断凸模高度 + 切断凸模厚度其中,切断凸模高度是指切断凸模的高度,切断凸模厚度是指切断凸模的厚度。
4. 弹簧片厚度计算公式在冲压件模具设计中,弹簧片厚度的计算是决定弹簧片在模具中的适应性的一项关键任务。
弹簧片厚度一般由以下因素决定:弹簧片宽度、材料的应力、弹簧片长度、材料的性质等。
弹簧片厚度可以通过以下公式进行计算:弹簧片厚度 = (弹簧片宽度 × 弹簧片宽度 × 弹簧片长度 × 弹簧片长度)/ (16 × 弹簧片宽度 × 材料的应力)其中,弹簧片宽度是指弹簧片的宽度,弹簧片长度是指弹簧片的长度,材料的应力是指材料的屈服应力。
第二章冲压工艺设计与冲压力的计算2、1冲压件(链轮)简介链轮三维图如图2、1,材料为Q235,工件厚度3mm,模具精度:IT13为一般精度。
图2、1零件三维图图2、2零件二维图零件图如图2、2,从零件图分析,该冲压件采用3mm的Q235钢板冲压而成,可保证足够的刚度与强度。
并可瞧出该零件的成形工序有落料、冲孔、拉深、翻边,其难点为该成形件的拉深与翻边。
该零件形状对称,无尖角与其它形状突变,为典型的板料冲压件。
通过计算此零件可按圆筒件拉深成形,因其尺寸精度要求不高,大批量生产,因此可以用冲压方法生产,并可一次最终成形,节约成本,降低劳动。
2、2确定冲压工艺方案经过对冲压件的工艺分析后,结合产品图进行必要的工艺计算,并在分析冲压工艺类型、冲压次数、冲压顺序与工序组合方式的基础上,提出各种可能的冲压分析方案[]10。
1)冲压的几种方案(1)落料、冲孔、拉深、翻边单工序模具生产。
(2)落料、冲孔复合模,拉深、翻边复合模生产。
(3)落料、冲孔连续进行采用级进模生产,拉深、翻边复合模生产。
(4)落料、冲孔、拉深、翻边复合模生产。
方案一:结构简单,需要四道工序,四套模具才能完成工件的加工,成本高。
方案二:加工工序减少,节省加工时间,制造精度高,成本相应减少,提高了劳动生产率。
方案三:在方案二的基础上加大了制造成本,既不经济又不实惠。
方案四:在方案二的基础上又减少了加工工序,又节省加工时间,制造精度高,成本相应减少,又提高了劳动生产率。
一个工件往往需要经过多道工序才能完成,编制工序方案时必须考虑两种情况:单工序模分散冲压或工序组合采用复合模连续冲压,这主要取决于冲压件的生产批量,尺寸大小与精度等因素。
通过产品质量、生产率、设备条件、模具制造与寿命、操作安全以及经济效益等方面的综合分析,比较决定采用方案四。
即:落料、冲孔、拉深、翻边→成品。
2)各加工工序次数的确定根据工件的形状与尺寸及极限变形程度可进行以下决定:落料、冲孔、拉深、翻边各一次。
3)加工顺序决定的原则(1)所有的孔,只要其形状与尺寸不受后续工序的影响,都应该在平板毛坯上冲出,因为在成型后冲孔模具结构复杂,定位困难,操作也不便,冲出的孔有时不能作为后续工序的定位孔使用。
(2)凡就是在位置会受到以后某工作变形影响的孔(拉深件的底部孔径要求不高与变形减轻孔除外)都应在有关的成型工序后再冲出。
(3)两孔靠近或者孔距边缘很小时,如果模具强度足够,最好同时冲出,否则应先冲大孔与一般情况孔,后冲小孔与高精度孔,或者先落料后冲孔,力求把可能产生的畸变限制在最小范围内。
(4)整形或较平工序,应在冲压件基本成型后进行。
4)成型过程根据加工顺序的原则,确定成型过程如下:首先就是落料、冲孔,形成精确的外形形状;其次就是拉深、翻边,也就就是成形过程;最后出来的就是成品。
采用这种冲压方案,从模具的结构与寿命考虑,有利于降低冲裁力,提高模具的使用寿命,同时结构简单,操作方便,而且减少了不必要的工序,节省了生产资料,提高了经济效益。
适合加工厂生产,此种方案最合适。
综上所述,确定使用此方案。
2、3工件的毛坯尺寸计算根据产品零件图,标注的螺纹尺寸7H 164M —⨯为其大径,那么可以计算出小径m m 92.6210825.164d =⨯-=小。
由于工件主要成型的工序就是落料、冲孔、拉深与翻边,工件变形量不就是很大,可以直接落下工件的实际尺寸,根据《冲压工艺学》可知毛坯大径为:mm h d d 03.190912341784D 2122=⨯⨯+=+=链轮要经过四道工序加工成型,按落料、冲孔、拉深、翻边的先后顺序进行加工,那么其最初原始毛坯尺寸的计算应先计算翻边,然后拉深,最后冲孔与落料。
由于链轮的翻边高度不大,假设可一次翻边成形。
那么翻边前毛坯上圆孔的初始直径0d 为0m r+2()33.782t d D H r mm π⎡⎤⎛⎫=-+-= ⎪⎢⎥⎝⎭⎣⎦但零件的精度要求为IT13级,那么毛坯件的尺寸为:0.390033.78d mm +=0.72190.03D mm -=那么毛坯形状及尺寸如图2、3所示:图2、3 毛坯形状及尺寸2、4计算拉深与翻边次数由于链轮要经过四道工序加工成型,按落料、冲孔、拉深、翻边的先后顺序进行加工,那么其最初原始毛坯尺寸的计算应先计算翻边,然后拉深,最后冲孔与落料。
根据零件的形状与尺寸,其翻边高度不大,假设可一次翻边成形。
那么翻边系数:033.780.53762.91m d K D ===根据《冲压工艺学》查表5、5得52.0K l =,于就是l K >K ,则能够一次翻边成形。
又链轮的拉深为带法兰圆筒件的拉深,那么首先得判断就是否可一次拉深成形,计算得第一次拉深可能达到的值d /h 与 d /d F 分别为0、071与1、413,根据《冲压工艺学》在图4-38中得零件的d /h 与d /d F 所决定的点位于曲线下侧,则可一次拉深成形[]10。
2、5确定其搭边值考虑到成型范围,应考虑以下因素:材料的机械性能 软件、脆件搭边值取大一些,硬材料的搭边值可取小一些。
2)冲件的形状尺寸 冲件的形状复杂或尺寸较大时,搭边值大一些。
3)材料的厚度 厚材料的搭边值要大一些。
4)材料及挡料方式 用手工送料,且有侧压装置的搭边值可以小一些,用侧刃定距的搭边值要小一些。
卸料方式 弹性卸料比刚性卸料大搭边值小一些。
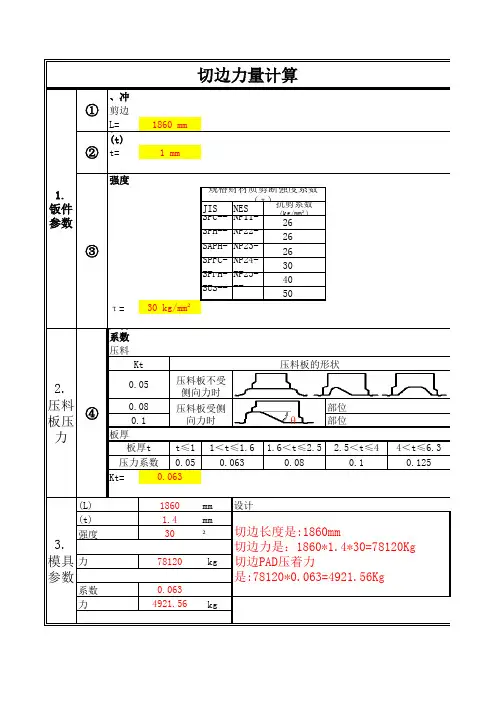
综上所述,根据《冲压工艺学》确定其搭边值:两工件间的搭边值:a1=2、2mm工件侧面搭边值:a=2、5mm条料宽度:B=D+2a=190+2×2、5=195mm2、6确定排样图2、6、1利用率的计算在冲压零件的成本中,材料费用占60%以上,因此材料的经济利用就是一个重要问题。
冲裁件在板料上的布置叫排样[]10。
合理排样,充分利用材料具有重大的意义,排样的经济程度中材料的利用率K 表示为:s 100n K A =⨯ (2、1) 式中 K — 材料利用率(%);n — 条料上生产的冲件数;s — 每一冲件的面积(mm2);0A — 条料面积(mm2)。
根据以上数据,确定两工件间的搭边值:a 1=2、2mm;工件侧面搭边值:a=2、5mm 。
20mm 3753365.22190101905.222.29A =⨯+⨯⨯+⨯+⨯=)()(2224.2844095mm r s =⨯==ππ一块板料上冲10个,那么取n=10;则利用率:%77.75%10037533641.2844010=⨯⨯=K2、6、2确定其排样图根据搭边值,那么排样图如图2、4所示:图2、4 排样图2、7计算各工序冲压力链轮冲压力包括落料力、冲孔力、拉深力、翻边力。
材料Q235、板材厚度3mm,材料的抗剪强度τ=450MPa ,屈服点数值为235 MPa 。
1)冲裁力为了合理设计模具与正确选用压力机,就必须计算冲裁力[]12。
计算公式如下:0P Lt δ= (2、2)式中 0P —冲裁力(N );δ —材料抗剪强度(MPa );L —材料轮廓长度(mm );t —材料厚度(mm )。
本次设计中,冲裁力包括:落料力、冲孔力、拉深力、翻边力。
一般K 取1、3,那么落料力为: P 1.3 1.3596.9034501047564.05l L t N N τ=⋅⋅=⨯⨯⨯=冲孔力为: c P 1.3 1.3102.643450180034.57L t N N τ=⋅⋅=⨯⨯⨯=拉深力为: la 112334500.5260830.73b P dt K N πσπ==⨯⨯⨯⨯=翻边力为: fb 01.1() 1.1(6633.78)323578497.75m s P D d t N πσπ=-=⨯⨯-⨯⨯=其中d ——拉深毛坯的直径,mmK ——修正系数1K ——拉深系数m D ——翻边后竖边的中径,mm0d ——毛坯上圆孔的初始直径,mm sσ——材料的屈服点数值,MPa 2)卸料力卸下包在凸模上材料所需要的力一般叫做卸料力。
卸料力的计算公式如下:l X X P K P = (2、3)式中Px ——卸料力(KN);Kx ——卸料力系数,查表取0、05;l P ——落料力(KN)。
则 N 20.5237805.104756405.0P x =⨯=3)推件力顺着冲裁方向推出卡在凹模里的材料所需的力,一般叫做推件力。
推件力的计算公式如下:l T T P nK P = (2、4)式中 T P —推件力(KN);T K —推件力系数,查表取0、055;n —卡在凹模里的料的个数n=h/t ,其中,h 为凹模刃壁垂直部分高度(mm);t 为料厚(mm);N 02.5761605.1047564055.01P T =⨯⨯=4)顶料力逆着冲裁方向顶出卡在凹模里的料所需要的力一般叫做顶料力。
顶料力的计算公式如下:c D D P K P = (2、5)式中 D P —顶料力(KN);D K —顶料力系数,查表取0、06;N 07.1080257.18003406.0P D =⨯=,则根据式2、6得出,总的冲压工艺力为:l c ls fb +P +P +P =1047564.05+180034.57+260830.73+78497.75+52378.20+57616.02+10802.07 =1784941.76N=1785KNX T DF P P P P =+++则复合模选择冲床时的总压力为F=1、3F=2320、42KN 。
第三章 落料、冲孔、拉深、翻边复合模的设计3、1模具零件刃口尺寸计算3、1、1尺寸计算原则刃口尺寸精度就是影响冲裁件尺寸精度的首要因素,模具的合理间隙值也要靠模具刃口尺寸及其公差来保证[]13。
生产实践中存在如下问题:1)由于凸凹模之间存在间隙,使落下的料或冲出的孔都就是带有锥度的,且落料大端尺寸等与凹模尺寸,冲孔件的小端尺寸等于凸模尺寸。
2)在测量与使用中,落料件就是以大端尺寸为基准,冲孔孔径就是以小端尺寸为基准。
3)冲裁时,凸凹模要与冲裁零件或废料发生摩擦,凸模愈磨愈小,凹模愈磨愈大,结果使间隙愈用愈大。
4)拉深时,凸凹模工作部分的尺寸与拉深方法有关,可查设计资料确定,也可按卡契马列克经验公式计算。
5)圆孔翻边的尺寸计算采用翻边高度计算翻边圆孔的初始直径0d 与翻边系数计算可以达到翻边高度。
由此,在决定模具刃口尺寸及其制造公差时,应考虑:1)落料制件尺寸由凹模尺寸决定,冲孔时的尺寸由凸模尺寸决定。
故设计落料模时,以凹模为基准,间隙取在凹模上。
2)设计落料模时,凹模基本尺寸应取工件尺寸公差范围内的较小尺寸;设计冲孔模时,凸模基本尺寸则应取工件的尺寸公差范围内的较大尺寸。
这样在凸凹模磨损到一定程度的情况下,仍能冲出合格的零件。
凸凹模间隙择取最小合理间隙值。