塑胶成型件进料检验规范
- 格式:doc
- 大小:76.50 KB
- 文档页数:12


1目的本标准为IQC对塑胶(包括五金件)来料检验、测试提供作业方法指导。
2适用范围本标准适用于所有须经IQC检验、测试塑胶(包括五金件)来料的检测过程。
3职责IQC检查员负责按照本标准对相关来料进行检验、测试。
4工具4.1卡尺(精度不低于0.2mm)。
4.2打火机。
5外观缺陷检查条件5.1 距离:肉眼与被测物距离30CM。
5.2 时刻:10秒钟内确认缺陷。
5.3 角度:15-90度范围旋转。
5.4 照明:60W日光灯下。
5.5 视力:1.0以上(含较正后)。
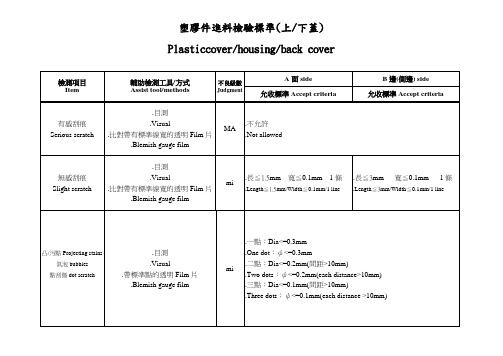
6检验项目及要求6.1塑壳6.1.1外观a.所有外观面光滑过渡、无注塑不良。
b.外观面无划伤、痕迹、压痕。
c.非喷涂面不能有喷涂印。
d.喷涂均匀完整、不粗糙、无暗纹、亮斑,不能有局部堆积,少油,纤维丝。
喷涂是否牢固,硬度是否符合要求。
e.喷涂层色差光泽均匀、光亮。
6. 1.2尺寸测量下列尺寸,所有尺寸均须同图纸吻合或与样板一致。
a.五金槽的尺寸。
b.外型轮廓。
c.定位孔位置d.专门点位置及规格(超声线)。
6.1.3材质a.原材料是符合相关设计要求。
b.防火材料应用打火机做实验(需在确保安全的条件下进行)。
6.1.4试装配a.将胶壳与相应的爱护板、五金、支架等配件试装应配合良好。
b.必要时应取1-3个胶壳试超声,超声缝隙应均匀一致,焊接良好。
6.2五金件6.2.1尺寸测量五金的尺寸,须与样品或BOM一致。
6.2.2外观目测检查五金的色泽是否与样品一致,是否有划伤、变形,电镀层脱落等。
7检验方法7.1外观使用目测法检查被检品的外观。
7.2尺寸使用卡尺测量被检品的尺寸。
8塑壳表面分类A面:塑壳壳面;B面:塑壳底面。
9等级分类A级:公司所生产原配、原装产品的塑壳和五金来料;B级:公司所生产自有品牌或类似产品塑壳和五金来料;C级:以客户所承认样品生产的产品的塑壳和五金来料。
10 质量评定10.1检验方法塑胶(包括五金件)来料按按GB/T 2828-87 正常检查一次抽样方案II级检查水平进行抽样检查。

塑胶件来料检验标准一、目的:为了加强塑胶件来料检验工作力度,减少因塑胶件来料问题而引起的生产不便和质量隐患。
二、范围:适用于本公司所有塑胶件的来料检验。
(D1008-;D1026-)三、抽样方案:GB2828-2003 正常检验一次检验Ⅱ级水平,重缺陷(MA)AQL0.65,轻缺陷(MI)AQL1.5。
四、缺陷分类:(一)重缺陷MA:严重影响整机外观及其他重要特性,造成生产操作不能完成且生产线无法修复使用。
(二)轻缺陷MI:影响整机外观及其他特性,造成生产操作不便但生产线能修复使用。
五、检验环境:(一)温度:15°~35°(二)相对湿度:45%~75%(三)亮度:500lux以上七、操作方法与步骤:(一)检查有无来料物料标签,物料标号、日期及厂家名称有无缺漏或错;(二)检查包装箱有无破损,表面有无污垢;(三)检查有无混装物料;(四)在垫有珍珠棉的平台上方1M处物料自由跌落检查物料有无开裂破损;(五)对比封样检测物料的硬度,重量与封样是否一致;(六)60CM距离正对物料左右45°上下15°检查物料有无色差,划伤,破裂等缺陷;(七)60CM距离正对物料左右45°上下15°检查物料表面有无缩水纹,疤痕,拉白;检查表面是否平整,有无变形现象;(八)对比封样检查物料丝印有无印错位置是否正确,60CM距离目测丝印有无模糊;(九)用透明胶纸贴在塑胶件表面,用力将胶纸撕起,检查表面有无脱漆;如有掉漆测量掉漆面积;(十)检测物料外观尺寸是否与图纸要求一致,是否在图纸要求的公差范围内;检查孔径孔位;(十一)用相应的组装件组装,在60CM处目测是否有明显间隙;(十二)对上面的检查项目做好记录,填写来料检验报告,判定合格与否;并填写IQC检验单。
八、引用标准:8.1 GB2828-2003 逐批检查计数抽样程序及抽样表8.2 GB98384-88 跌落实验标准。
品质部塑胶件来料及成品检验标准1、制定目的规范和指导本公司品质部IQC 塑胶件来料检验作业、确保经品质部检验之产品符合产品质量要求。
2、适用范围:适合所有供应商塑胶件来料检验。
3、职 责3.1本标准必须经由培训合格之检验人员执行。
3.2检验中如有疑问及争执,须由品质工程师协调处理。
3.3若出现本标准中未涉及的项目,应立即通知品质工程师修改或解释本标准。
4、检验依据及引用文件:4.1 GB/T 2828.1-2003计数抽样检验程序第一部分:按接收质量限(AQL )检索的逐批检验抽样计划 4.2《零部件确认书》、《塑胶件检验作业指导书》及样品。
4.3《产品验证控制程序》,《不合格品管理程序》 5、外观区域划分AA 面:作为电池壳体同时又作为电池盖暴露在客户产品的外表面,直接影响客户产品外观的表面。
(例如:南通友联、中海达、联迪703胶壳)。
如下图例:A 面:指电池正面(即在使用过程中能直接看到的表面)。
如下图例:B 面:指电池的四个侧面,不在直视范围,需将物品偏转45º~90º才能看到的部分。
C 面:指电池底面,需将物品偏转90º~180º才能看到的部分;(说明:A 面与C 面是相对而言的,有时可互换,须根据产品结构特点而定).如下图例:B 面B 面B 面B 面B 面B 面B 面B 面B 面B 面B 面B 面AA 面亦为A 面AA 面亦为A 面 AA 面亦为A 面D 面:胶壳的内表面,, 如下图例:6、检验条件6.1 在自然光或光照度在300~500 lux 的近似自然光下。
6.2 检验者的视力或矫正视力不低于1.0,被检查表面和人眼视线呈45°角(参见下图)AA 面 A 、C 面 B 面 D 面 检查时间(秒) 10 10 10 10 检查距离(mm) 300 300 300 300 是否旋转旋转旋转旋转旋转7、抽样计划:7.1外观:按MIL-STD-105E Ⅱ级抽样;当来料数在1~50PCS 全检。
指导文件塑胶件类产品检验要求及方法REV 版本APAGE页码 3 of 106.3 表面质量检验6.3.1 区域定义使用罗马数字和英文字母组成的编码指示塑胶制品不同等级的表面或区域,表面的重要程度用罗马数字分类区分,最终使用者目视频率用英文字母排列区分。
①Ⅰ类:重要的外部表面。
包括:外壳制件的产品正面、上面或指定面的表面,或其它制件与外壳组装后露在产品正面、上面或指定面的表面。
②Ⅱ类:除Ⅰ类外,次要的外部表面。
③Ⅲ类:内部表面。
④ A面:最终使用者经常看得到的表面。
⑤ B面:最终使用者可以看得到的表面,但正常的操作使用中很少注意到的。
⑥ C面:最终使用者看不到的表面,但在产品组装、维修过程中可以看到的。
6.3.2 检验检验方法及接收标准塑胶制品外观检验使用“时间和距离”的目视检验方式<表1>,当在指定时间和距离内发现不良缺陷时,参考<表2>内容来判定接收或拒收。
<表1>指导文件塑胶件类产品检验要求及方法REV 版本APAGE页码 4 of 10 <表2>6.4 丝印检验6.4.1 丝印标准文字、图案位置依图纸图面要求,无偏斜、模糊、重影、针孔等缺陷。
6.4.2 附着力试验指导文件塑胶件类产品检验要求及方法REV 版本APAGE页码7 of 109.2·SJ/T 10628-1995塑料件尺寸公差(引用中华人民共和国电子行业标准)9.2.1公差等级的选用(引用标准5)*公差测量条件a.标准测量温度为20±2℃b.相对温度为(65±5)%c.待塑料件成型后24h及“后处理”后进行测量指导文件塑胶件类产品检验要求及方法REV 版本APAGE页码8 of 10 9.2.2公差等级及数值(引用标准4.2)指导文件塑胶件类产品检验要求及方法REV 版本APAGE页码9 of 109.3·GB/T 1804 一般公差未注公差的线性和角义尺寸的公差(引用中华人民共和国国家标准)9.3.1线性尺寸的极限偏差数值表(引用标准5.1)9.3.2 倒圆半径和倒角高度尺寸的极限偏差数值表(引用标准5.1)9.3.3 角度尺寸的极限偏差数值表(引用标准5.2)9.4 GB/T 1184形状和位置公差未注公差值 (引用中华人民共和国国家标准)9.4.1 直线度和平面度的未注公差值9.4.2垂直度未注公差值指导文件塑胶件类产品检验要求及方法REV 版本APAGE页码10 of 10 9.4.3对称度未注公差值。