塑胶原料 来料检验规范
- 格式:docx
- 大小:33.63 KB
- 文档页数:3
塑胶原材料检验规范塑胶原材料是许多产品制造过程中必不可少的原材料之一,如今在日常生活中,我们可以看到大量的塑胶制品,包括电子产品、家居用品、玩具等等。
为了确保这些塑胶制品的质量和安全性,需要对塑胶原材料进行检验。
本文将探讨塑胶原材料检验规范,并说明其在3C认证中的适用性。
首先,塑胶原材料的检验范围包括物理性能测试、化学性能测试和可溶性重金属检测等。
物理性能测试主要包括密度测试、硬度测试、拉伸强度测试和冲击强度测试等。
这些测试项目可以评估塑胶原材料的强度和耐久性,确保其能够满足产品的使用要求。
化学性能测试主要包括燃烧性能测试、耐热性测试和耐候性测试等。
燃烧性能测试可以评估塑胶原材料的燃烧特性,包括着火性能、自燃性能和不熄火性能等。
耐热性测试可以评估塑胶原材料在高温环境下的性能表现,确保其能够在特定的温度范围内保持稳定性。
耐候性测试可以评估塑胶原材料在日光、氧气和湿度等环境因素的影响下的性能表现,确保其能够长期使用不受影响。
可溶性重金属检测主要包括铅、镉、汞等重金属的检测。
这些重金属对人体健康有害,必须控制在一定的限量范围内。
因此,塑胶原材料必须经过可溶性重金属检测,确保其不会对使用者造成伤害。
在3C认证中,塑胶原材料的检验与产品的安全性密切相关。
3C认证是中国制造业产品质量和安全的重要认证体系,要求产品必须符合一系列标准和规定。
对于使用塑胶原材料的产品来说,如果塑胶原材料本身的质量和安全性无法保证,那么很难通过3C认证。
因此,塑胶原材料的检验规范与3C认证是紧密相关的。
将塑胶原材料的检验规范纳入3C认证体系,可以确保产品在制造过程中使用的塑胶原材料符合国家标准和规定,从而提高产品的质量和安全性。
总之,塑胶原材料检验规范是确保塑胶制品质量和安全性的重要环节。
在3C认证中,塑胶原材料的检验规范起着关键作用,可以保证产品的符合国家标准和规定,具有良好的质量和安全性。
通过对塑胶原材料进行严格检验,可以防止塑胶制品在使用过程中出现质量问题,保护消费者的权益。
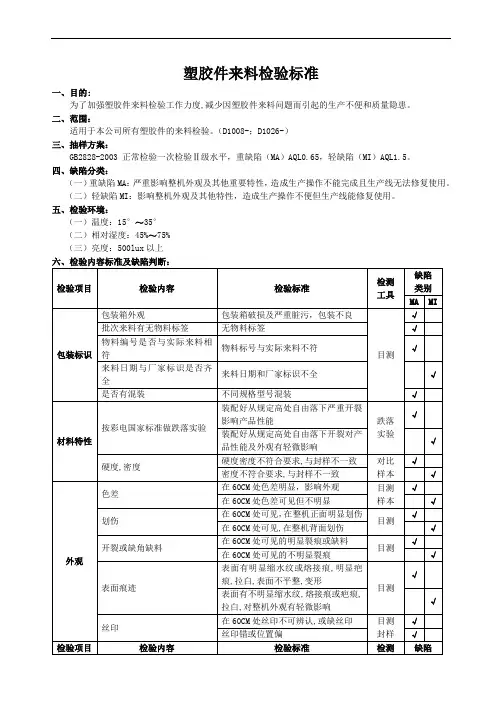
塑胶件来料检验标准一、目的:为了加强塑胶件来料检验工作力度,减少因塑胶件来料问题而引起的生产不便和质量隐患。
二、范围:适用于本公司所有塑胶件的来料检验。
(D1008-;D1026-)三、抽样方案:GB2828-2003 正常检验一次检验Ⅱ级水平,重缺陷(MA)AQL0.65,轻缺陷(MI)AQL1.5。
四、缺陷分类:(一)重缺陷MA:严重影响整机外观及其他重要特性,造成生产操作不能完成且生产线无法修复使用。
(二)轻缺陷MI:影响整机外观及其他特性,造成生产操作不便但生产线能修复使用。
五、检验环境:(一)温度:15°~35°(二)相对湿度:45%~75%(三)亮度:500lux以上七、操作方法与步骤:(一)检查有无来料物料标签,物料标号、日期及厂家名称有无缺漏或错;(二)检查包装箱有无破损,表面有无污垢;(三)检查有无混装物料;(四)在垫有珍珠棉的平台上方1M处物料自由跌落检查物料有无开裂破损;(五)对比封样检测物料的硬度,重量与封样是否一致;(六)60CM距离正对物料左右45°上下15°检查物料有无色差,划伤,破裂等缺陷;(七)60CM距离正对物料左右45°上下15°检查物料表面有无缩水纹,疤痕,拉白;检查表面是否平整,有无变形现象;(八)对比封样检查物料丝印有无印错位置是否正确,60CM距离目测丝印有无模糊;(九)用透明胶纸贴在塑胶件表面,用力将胶纸撕起,检查表面有无脱漆;如有掉漆测量掉漆面积;(十)检测物料外观尺寸是否与图纸要求一致,是否在图纸要求的公差范围内;检查孔径孔位;(十一)用相应的组装件组装,在60CM处目测是否有明显间隙;(十二)对上面的检查项目做好记录,填写来料检验报告,判定合格与否;并填写IQC检验单。
八、引用标准:8.1 GB2828-2003 逐批检查计数抽样程序及抽样表8.2 GB98384-88 跌落实验标准。
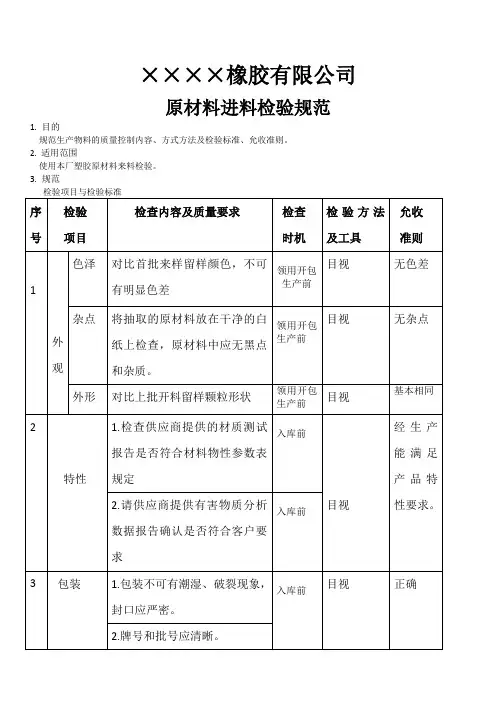
塑胶原料进料检验标准
塑胶原料是塑料制品的基础材料,其质量直接影响着最终制品的质量。
为了保
证塑胶制品的质量稳定,对塑胶原料的进料检验至关重要。
本文将介绍塑胶原料进料检验的标准和要求。
首先,对于塑胶原料的外观检验,应该注意颜色、光泽、表面是否平整等方面。
颜色应与样品一致,光泽应良好,表面不应有裂纹、气泡等缺陷。
其次,对于塑胶原料的尺寸和形状,应该进行严格的测量和比对,确保符合产品要求。
另外,还需要对原料的密度、硬度、熔点等物理性能进行测试,以确保其符合相关标准。
在化学成分方面,塑胶原料的成分应符合国家标准或行业标准的要求。
对于不
同种类的塑胶原料,其成分要求也有所不同,应严格按照相应的标准执行。
此外,还需要对原料中的有害物质进行检测,确保不超出国家规定的限量标准,以保障产品的安全性。
除了上述基本要求外,塑胶原料的检验还需要根据具体产品的要求进行定制化
的检验标准。
比如,对于食品包装用塑料原料,需要检测其对食品的迁移性,对医疗器械用塑料原料,需要检测其生物相容性等特殊要求。
在实际检验中,应该采用合适的检测设备和方法,确保检验结果的准确性和可
靠性。
同时,还需要建立完善的检验记录和档案,以备日后查证和追溯。
总之,塑胶原料的进料检验是保证塑胶制品质量稳定的重要环节。
只有严格执
行相关标准和要求,才能有效地保障塑胶制品的质量和安全性。
希望本文介绍的塑胶原料进料检验标准和要求能够为相关从业人员提供参考,促进塑胶制品行业的健康发展。
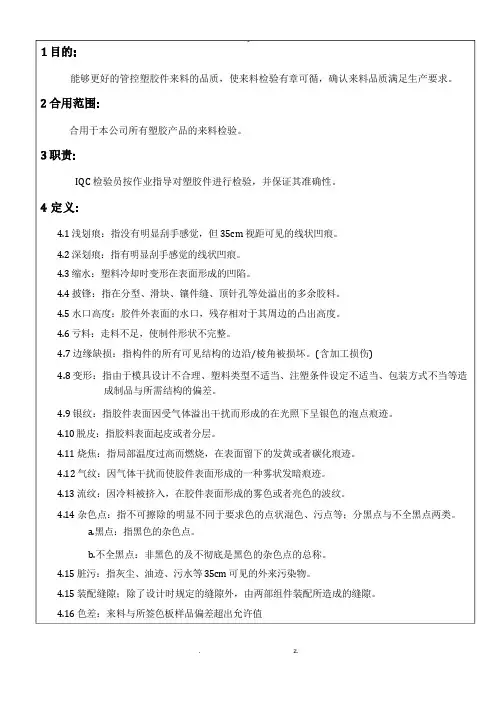
能够更好的管控塑胶件来料的品质,使来料检验有章可循,确认来料品质满足生产要求。
合用于本公司所有塑胶产品的来料检验。
IQC 检验员按作业指导对塑胶件进行检验,并保证其准确性。
4.1 浅划痕:指没有明显刮手感觉,但 35cm 视距可见的线状凹痕。
4.2 深划痕:指有明显刮手感觉的线状凹痕。
4.3 缩水:塑料冷却时变形在表面形成的凹陷。
4.4 披锋:指在分型、滑块、镶件缝、顶针孔等处溢出的多余胶料。
4.5 水口高度:胶件外表面的水口,残存相对于其周边的凸出高度。
4.6 亏料:走料不足,使制件形状不完整。
4.7 边缘缺损:指构件的所有可见结构的边沿/棱角被损坏。
(含加工损伤)4.8 变形:指由于模具设计不合理、塑料类型不适当、注塑条件设定不适当、包装方式不当等造成制品与所需结构的偏差。
4.9 银纹:指胶件表面因受气体溢出干扰而形成的在光照下呈银色的泡点痕迹。
4.10 脱皮:指胶料表面起皮或者分层。
4.11 烧焦:指局部温度过高而燃烧,在表面留下的发黄或者碳化痕迹。
4.12 气纹:因气体干扰而使胶件表面形成的一种雾状发暗痕迹。
4.13 流纹:因冷料被挤入,在胶件表面形成的雾色或者亮色的波纹。
4.14 杂色点:指不可擦除的明显不同于要求色的点状混色、污点等;分黑点与不全黑点两类。
a.黑点:指黑色的杂色点。
b.不全黑点:非黑色的及不彻底是黑色的杂色点的总称。
4.15 脏污:指灰尘、油迹、污水等 35cm 可见的外来污染物。
4.15 装配缝隙;除了设计时规定的缝隙外,由两部组件装配所造成的缝隙。
4.16 色差:来料与所签色板样品偏差超出允许值5.1 光照强度: 860-1300LU*。
5.2 目视距离:30-40CM5.3 目视角度:45 度5.4 目视时间:5 秒内6 .1 严重缺失: 对产品的使用者会会造成人身安全的缺点; (不允许有)对本公司来料检查中规格不符合要求。
6.2 主要缺失: 产品对机能动作组装有影响,影响生产工艺或者严重影响外观装饰的缺点.6 .3 次要缺失: 产品为缩水、银纹、料痕、色差等轻微影响外观装饰的缺点.按照 MIL-STD-105E Ⅱ抽样标准:A:严重缺陷(CR = 0)、B:重要缺陷(MAJ = 0.65)、C:轻微缺陷(MIN = 1.0)检验项目对送货单 / 报检单包标识装检验检验内容方式目测检查来料单上的规格型号与实物是否相符。
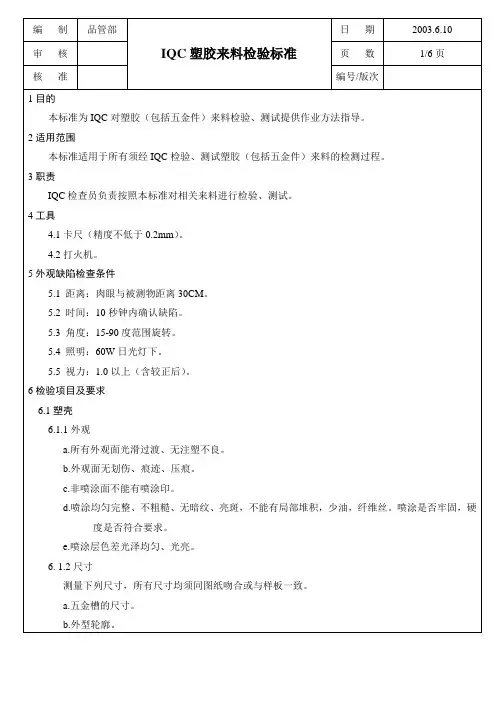
1.目的:为了进一步提高塑料制品的质量,在产品生产及出厂时能严格把关,制定出适应本公司的塑料件及检验标准,为外观检验提供科学、客观的方法。
对某些无法用定量表明的缺陷,用供需双方制订的检验标准和封样的办法加以解决。
2范围适用于塑料件制成的电子产品(外壳及有关塑料件))的检验与验收。
3.内容:3.1术语:1)异色点:与本身颜色不同的杂点或混入塑胶中的杂点暴露在表面上。
2)气丝:由于种种原因,气体在产品表面留下的痕迹与底面颜色不同并发亮,带有流动样。
3)塌坑:由于材料收缩,使产品局部整体表面下陷。
4)熔接缝:产品在成型过程中,二股以上的融熔料相汇合的接线,目视及手感都有感觉。
5)缺料:产品某个部位不饱满。
6)白印:由于内应力,在产品表面产生与本色不同的白色痕迹。
7)滋边:(毛刺)由于种种原因,产品非结构部分产生多余的料8)封堵:应该通透的地方由于滋边造成不通。
9)断裂:塑料理局部断开后的缺陷。
10)拉毛:因摩擦而产生的细皮,附在塑料表面的现象。
11)油丝:油痕,加种种原因,油污(包括脱模式剂)在产品表面留下的痕迹,使该部位发光并带有流动样。
12)漆点:涂层厚度比周围涂层厚的部分。
13)垂流:涂漆层后由于局部喷漆量过大,产生下垂形成条状物。
14)皱皮:由于涂膜的流平性不良,涂层处产生的皱褶。
15)分界线不清:一种或两种不同颜色的涂料边界线互相交错。
16)针孔:由于喷涂产生的气泡破裂,产生的小孔。
17)露底:该喷没喷的部位称露底。
18)虚喷:涂膜厚度过薄,可看见基材底色的部位。
4参照文件《品质来料检验标准》5记录相关表格:《来料检验报告》《品质异常联络单》。
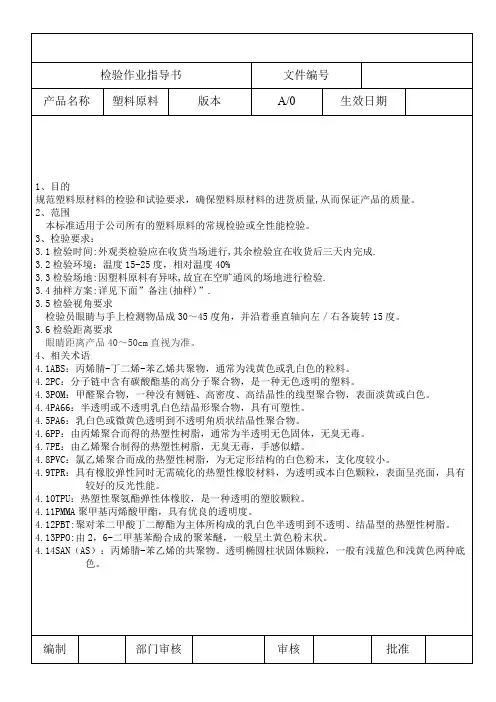
塑料粒子检验指导书JY/CH-005 A/0序号检验 /验证项目技术要求检测仪器检测规定及方法抽检数备注1、合格证内容:产品名称 /规格型号 /厂商 /状态 /日期 /检1合格证验确认章目测1、目视合格证内容 GB2828.1出厂检验报告2、出厂检验报告内容:产品名称 /规格型号 /日期 /检验 2、检查出厂检验报告。
项目数据 /ROHS 项目 /厂商名称 /出证部门章戳。
1、包装完好无污染,拆开包装袋结构为牛皮纸或编织2包装 袋内覆膜。
目测1、目视包装袋外观及标志GB2828.1标志2、包装袋应标明生产厂家,产品名称、牌号、批号、 2、拆包检查内袋净重量等标志, ROHS 标识或 ROHS 章。
取 100 克塑胶粒, 在放大镜下观察, 直径不大于 0.3MM正常光照下用 5 倍放大镜观3污 /黑点的检验的黑点数不得超过5 个(注: 1、透明料不允许有黑点;放大镜GB2828.1测。
2、黑色原料不做污 /黑点的检测)4颜色与色差检验1、用色差仪与标准值对比E ≤ 0. 6; 目测、色 1、目测实物与样品对比 GB2828.12、与样品对比目视无明显色差 差仪 2、用色差仪与标准值对比5阻燃性能 见《材料性能要求及试验方法》 燃烧仪 《垂直燃烧仪试验方法》 3 个试样6 拉伸强度 Mpa 见《材料性能要求及试验方法》万能拉力 《塑料拉伸试验方法》 测出试 3 个试样7 断裂伸长率 %试验机样的拉伸强度、断裂伸长率见《材料性能要求及试验方法》8缺口冲击强度 KJ/ ㎡见《材料性能要求及试验方法》悬臂梁冲《塑料悬臂梁冲击试验方法》3 个试样击试验机 测出试样的冲击强度值9 玻纤或无机物含量 % 见《材料性能要求及试验方法》 马弗炉《无机物含量检测方法》5 克。
塑料件来料检验标准塑料件来料检验是生产过程中非常重要的环节,其质量直接关系到产品的质量和性能。
为了确保塑料件来料的质量符合要求,我们制定了以下的来料检验标准。
一、外观检验。
1.1 外观质量。
外观应无裂纹、气泡、烧伤、变色、变形等缺陷,应光滑、均匀、无明显的毛刺和划痕。
1.2 尺寸检验。
尺寸应符合设计要求,尺寸偏差应在允许范围内。
二、物理性能检验。
2.1 强度检验。
应进行拉伸、弯曲等强度测试,确保其强度符合要求。
2.2 硬度检验。
硬度应符合设计要求,表面不得有明显的软化和变形。
三、化学性能检验。
3.1 耐腐蚀性检验。
应进行酸碱腐蚀试验,确保塑料件具有良好的耐腐蚀性。
3.2 耐热性检验。
应进行高温试验,确保塑料件在一定温度范围内不发生软化和变形。
四、其他检验。
4.1 包装检验。
包装应完整、无损坏,符合运输要求。
4.2 标识检验。
应检查标识是否齐全、清晰、准确。
通过以上的来料检验标准,我们可以有效地确保塑料件来料的质量,从而保证产品的质量和性能。
同时,我们也要求供应商严格按照这些标准进行生产和检验,确保供货的塑料件符合我们的要求。
在实际操作中,我们还要不断总结经验,不断完善来料检验标准,以适应市场和产品的需求变化。
只有不断提高来料检验的标准和质量,才能更好地保证产品质量,提高客户满意度,从而赢得市场竞争优势。
在制定和执行来料检验标准的过程中,我们还要注重与供应商的沟通和合作,建立良好的合作关系,共同推动来料质量的提升。
同时,我们也要加强内部培训,提高员工的质量意识和技术水平,确保来料检验工作的顺利进行。
总之,塑料件来料检验是非常重要的环节,我们要严格执行标准,不断完善和提高来料检验的质量,从而为产品质量和客户满意度提供有力保障。
希望全公司员工都能认真执行来料检验标准,共同努力,为公司的发展贡献力量。
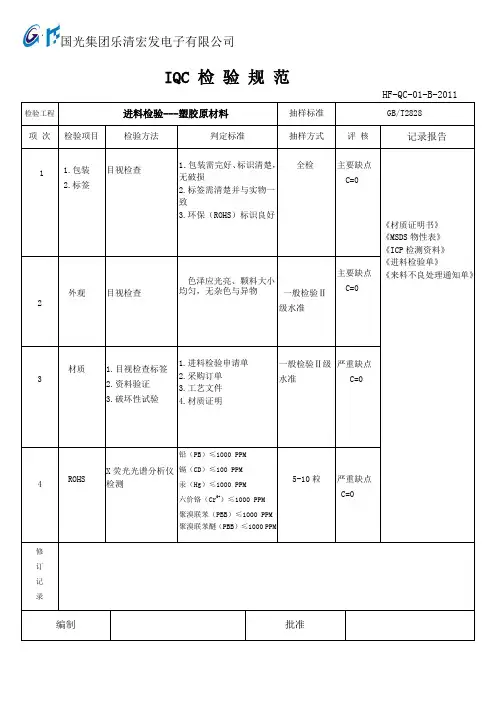
塑胶原材料检验规范塑胶原材料是目前广泛应用于各个领域的一种重要材料,因此,对其进行质量检验和规范是非常必要的。
特别是对于3C认证,对于塑胶原材料的检验规范更是要求严格。
以下是对塑胶原材料检验规范(3C认证适用)的详细介绍。
首先,对于塑胶原材料的外观检验,要求材料应该无明显的气泡、裂纹、杂质等缺陷。
同时,表面应该光滑平整,没有凹凸不平的情况。
其次,对于塑胶原材料的物理性能检验,主要包括强度、硬度和韧性等指标的测试。
强度测试可以采用拉伸试验,要求材料的拉伸强度达到一定的标准值。
硬度测试可以采用杜氏硬度计等工具进行测量,要求材料的硬度在一定范围内。
韧性测试可以采用冲击试验等方法,要求材料具有一定的韧性。
第三,对于塑胶原材料的燃烧性能检验,要求材料在燃烧时要有一定的阻燃性能,不得产生明火和有毒气体等危险物质。
可以采用氧指数法、垂直燃烧法等进行测定和评估。
最后,对于塑胶原材料的化学性能检验,主要包括成分分析、溶胀实验、耐酸碱性等指标的测试。
要求材料的成分无毒害物质,可以采用红外光谱、核磁共振等方法进行分析。
溶胀实验可以用于评估材料的抗溶胀性,要求其在一定的溶剂中不得溶胀、变形等。
耐酸碱性测试可以采用浸泡实验,要求材料能够在一定的酸碱溶液中长时间使用而不发生腐蚀。
以上对于塑胶原材料检验规范的介绍,可以作为3C认证的参考标准。
在进行3C认证时,必须要按照相应的检验方法和标准进行检验,确保塑胶原材料的质量和安全性能符合要求。
通过这样的检验规范,可以保证塑胶原材料在使用中的可靠性,减少事故和质量问题的发生。