轧机介绍(带图片)
- 格式:pdf
- 大小:1.98 MB
- 文档页数:25
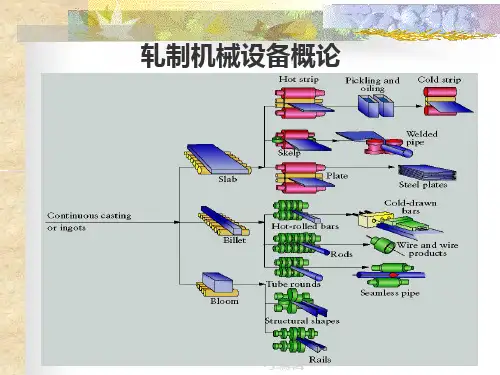
以轧机为主体,将金属坯料轧延成材的成套设备。
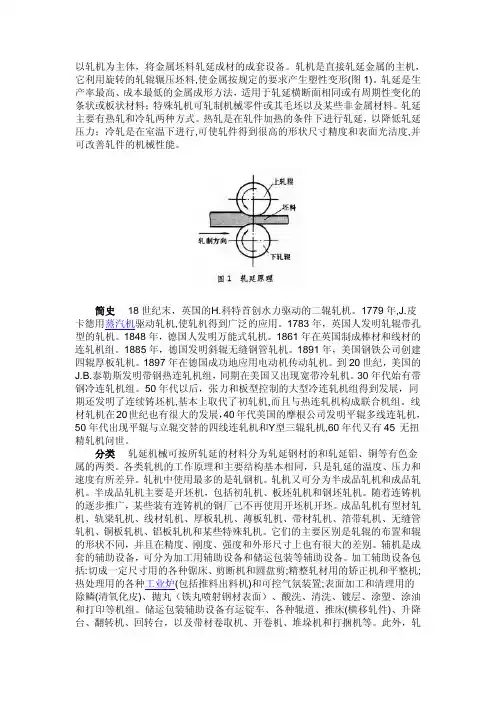
轧机是直接轧延金属的主机,它利用旋转的轧辊辗压坯料,使金属按规定的要求产生塑性变形(图1)。
轧延是生产率最高、成本最低的金属成形方法,适用于轧延横断面相同或有周期性变化的条状或板状材料;特殊轧机可轧制机械零件或其毛坯以及某些非金属材料。
轧延主要有热轧和冷轧两种方式。
热轧是在轧件加热的条件下进行轧延,以降低轧延压力;冷轧是在室温下进行,可使轧件得到很高的形状尺寸精度和表面光洁度,并可改善轧件的机械性能。
简史18世纪末,英国的H.科特首创水力驱动的二辊轧机。
1779年,J.皮卡德用蒸汽机驱动轧机,使轧机得到广泛的应用。
1783年,英国人发明轧辊带孔型的轧机。
1848年,德国人发明万能式轧机。
1861年在英国制成棒材和线材的连轧机组。
1885年,德国发明斜辊无缝钢管轧机。
1891年,美国钢铁公司创建四辊厚板轧机。
1897年在德国成功地应用电动机传动轧机。
到20世纪,美国的J.B.泰勒斯发明带钢热连轧机组,同期在美国又出现宽带冷轧机。
30年代始有带钢冷连轧机组。
50年代以后,张力和板型控制的大型冷连轧机组得到发展,同期还发明了连续铸坯机,基本上取代了初轧机,而且与热连轧机构成联合机组。
线材轧机在20世纪也有很大的发展,40年代美国的摩根公司发明平辊多线连轧机,50年代出现平辊与立辊交替的四线连轧机和Y型三辊轧机,60年代又有45°无扭精轧机问世。
分类轧延机械可按所轧延的材料分为轧延钢材的和轧延铝、铜等有色金属的两类。
各类轧机的工作原理和主要结构基本相同,只是轧延的温度、压力和速度有所差异。
轧机中使用最多的是轧钢机。
轧机又可分为半成品轧机和成品轧机。
半成品轧机主要是开坯机,包括初轧机、板坯轧机和钢坯轧机。
随着连铸机的逐步推广,某些装有连铸机的钢厂已不再使用开坯机开坯。
成品轧机有型材轧机、轨梁轧机、线材轧机、厚板轧机、薄板轧机、带材轧机、箔带轧机、无缝管轧机、铜板轧机、铝板轧机和某些特殊轧机。
轧钢机介绍轧机是实现金属轧制过程的设备。
泛指完成轧材生产全过程的装备﹐包括有主要设备﹑辅助设备﹑起重运输设备和附属设备等。
但一般所说的轧机往往仅指主要设备。
据说在14 世纪欧洲就有轧机﹐但有记载的是1480 年意大利人达' 芬奇(Leonardo da Vinci) 设计出轧机的草图。
1553 年法国人布律列尔(Brulier) 轧制出金和银板材﹐用以制造钱币。
此后在西班牙﹑比利时和英国相继出现轧机。
图1 1728 年设计的生产圆棒材用的轧机为1728 年英国设计的生产圆棒材用的轧机。
英国于1766 年有了串行式小型轧机﹐19 世纪中叶﹐第一台可逆式板材轧机在英国投产﹐并轧出了船用铁板。
1848 年德国发明了万能式轧机﹐1853 年美国开始用三辊式的型材轧机( 图2 最初的三辊式轧机侧视) ﹐并用蒸汽机传动的升降台实现机械化。
接着美国出现了劳特式轧机。
1859 年建造了第一台连轧机。
万能式型材轧机是在1872 年出现的﹔20 世纪初制成半连续式带钢轧机﹐由两架三辊粗轧机和五架四辊精轧机组成。
中国于1871 年在福州船政局所属拉铁厂( 轧钢厂) 开始用轧机﹔轧制厚15mm 以下的铁板﹐6 ~120mm 的方﹑圆钢。
1890 年汉冶萍公司汉阳铁厂装有蒸汽机拖动的横列双机架2450mm 二辊中板轧机和蒸汽机拖动的三机架横列二辊式轨梁轧机以及35 0/300mm 小型轧机。
随着冶金工业的发展﹐现已有多种类型轧机。
轧机的主要设备有工作机座和传动装置(图3 二辊可逆式初轧机示意) 。
工作机座由轧辊﹑轧辊轴承﹑机架﹑轨座﹑轧辊调整装置﹑上轧辊平衡装置和换辊装置等组成。
轧辊是使金属塑性变形的部件( 见轧辊) 。
轧辊轴承支承轧辊并保持轧辊在机架中的固定位置。
轧辊轴承工作负荷重而变化大﹐因此要求轴承摩擦系数小﹐具有足够的强度和刚度﹐而且要便于更换轧辊。
不同的轧机选用不同类型的轧辊轴承。
滚动轴承的刚性大﹐摩擦系数较小﹐但承压能力较小﹐且外形尺寸较大﹐多用于板带轧机工作辊。


以轧机为主体,将金属坯料轧延成材的成套设备。
轧机是直接轧延金属的主机,它利用旋转的轧辊辗压坯料,使金属按规定的要求产生塑性变形(图1)。
轧延是生产率最高、成本最低的金属成形方法,适用于轧延横断面相同或有周期性变化的条状或板状材料;特殊轧机可轧制机械零件或其毛坯以及某些非金属材料。
轧延主要有热轧和冷轧两种方式。
热轧是在轧件加热的条件下进行轧延,以降低轧延压力;冷轧是在室温下进行,可使轧件得到很高的形状尺寸精度和表面光洁度,并可改善轧件的机械性能。
简史18世纪末,英国的H.科特首创水力驱动的二辊轧机。
1779年,J.皮卡德用蒸汽机驱动轧机,使轧机得到广泛的应用。
1783年,英国人发明轧辊带孔型的轧机。
1848年,德国人发明万能式轧机。
1861年在英国制成棒材和线材的连轧机组。
1885年,德国发明斜辊无缝钢管轧机。
1891年,美国钢铁公司创建四辊厚板轧机。
1897年在德国成功地应用电动机传动轧机。
到20世纪,美国的J.B.泰勒斯发明带钢热连轧机组,同期在美国又出现宽带冷轧机。
30年代始有带钢冷连轧机组。
50年代以后,张力和板型控制的大型冷连轧机组得到发展,同期还发明了连续铸坯机,基本上取代了初轧机,而且与热连轧机构成联合机组。
线材轧机在20世纪也有很大的发展,40年代美国的摩根公司发明平辊多线连轧机,50年代出现平辊与立辊交替的四线连轧机和Y型三辊轧机,60年代又有45°无扭精轧机问世。
分类轧延机械可按所轧延的材料分为轧延钢材的和轧延铝、铜等有色金属的两类。
各类轧机的工作原理和主要结构基本相同,只是轧延的温度、压力和速度有所差异。
轧机中使用最多的是轧钢机。
轧机又可分为半成品轧机和成品轧机。
半成品轧机主要是开坯机,包括初轧机、板坯轧机和钢坯轧机。
随着连铸机的逐步推广,某些装有连铸机的钢厂已不再使用开坯机开坯。
成品轧机有型材轧机、轨梁轧机、线材轧机、厚板轧机、薄板轧机、带材轧机、箔带轧机、无缝管轧机、铜板轧机、铝板轧机和某些特殊轧机。
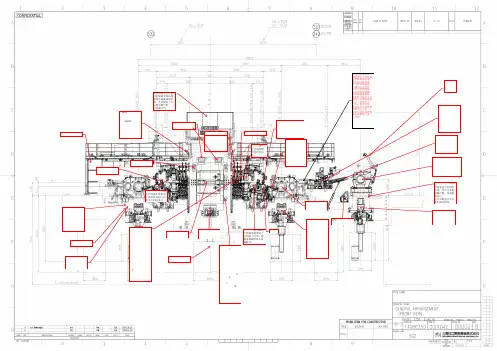
综述,功能3.1 轧机3.1.1粗轧机1到8架轧机图1:型号4801-4号架粗轧机,,图2:型号3605-8架粗轧机,,粗轧包括卡式设计、十个单独驱动的轧机机架,带有悬臂式轧辊。
因防护和质量的原因,整个轧机机架罩在一个封闭的机罩下。
相对于轧制线,对称的调整轧辊。
每个轧辊可调冲程可加工至最大直径的10%以内。
因为轧制必须无扭力,所以,轧机机架横纵向交替排列。
所有的轧机机架都装有悬臂式轧辊。
使用液压拔辊装置大约6分钟内就能更换这些轧辊。
每个轧机机架被分成机架部分和驱动部分。
机架部分箱式设计,容纳辊轴轴承,调整机械装置,喷嘴座及入口和传导托架。
驱动部分包括一套锥齿轮(只用于垂直机架)有助于注入扭矩、一个轧机齿轮减速装置及一个环形齿轮,作为机架部分是输入齿轮。
万一浇铸机或轧机发生故障,摆剪中断铸坯进入第一个轧机机架。
依次排列的轧机机架之间的电子接触传感器检测到轧机内可能有废品。
当摆剪已经切断热坯时,断片积聚在故障发生处,而其它轧机机架不受故障影响,空机运行。
喷嘴座上的喷嘴向两个轧辊喷淋冷却润滑剂(轧制乳化剂)。
冷却润滑剂是由轧制油、异丙醇和水组成的乳化剂。
消耗的轧制乳化剂在轧辊下面收集起来并流到封闭管子中运到带式过滤器。
在那进行过滤、冷却并再次用于轧辊喷淋。
粗扎和精轧乳化液分开,适当冷却可增加轧辊的服务年限。
3.1.2 更换轧辊移动式液压装置根据需要一个带有泵和阀的液压小车,用于安装和拆卸以下设备:安装设备安装设备用于:−直径480mm的轧辊−直径360mm的轧辊−直径220mm的轧辊−冷却段后的夹送辊每个安装装置包括一个汽缸、一个活塞和一个前端盖板。
压缩弹簧位于盖板和活塞之间。
辊环装上后,弹簧将活塞推回原位。
汽缸也有一个R3/8’的液压接头。
安装一个安全阀限制该装置的冲程。
该装置装到辊轴上之前,将推拔衬套的辊轴推入带汽封环接触面。
然后,将该装置安放到辊轴上并旋转45°直到凸轮确切的位于轧辊凸轮后。