探伤报告原始记录
- 格式:docx
- 大小:16.51 KB
- 文档页数:7
准考证号:
座位号:
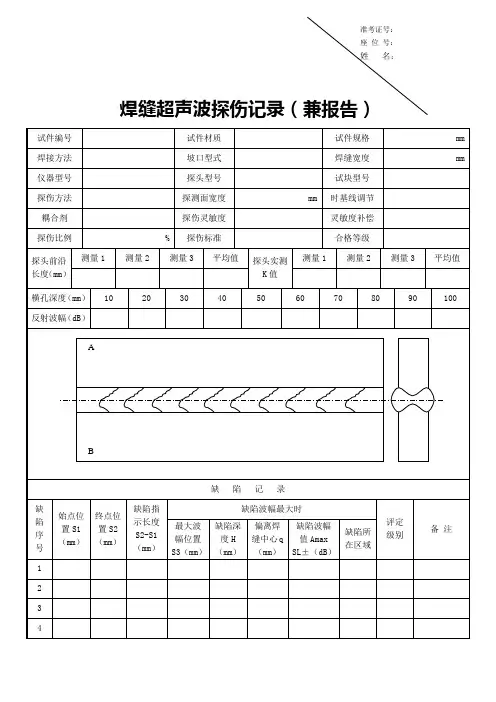
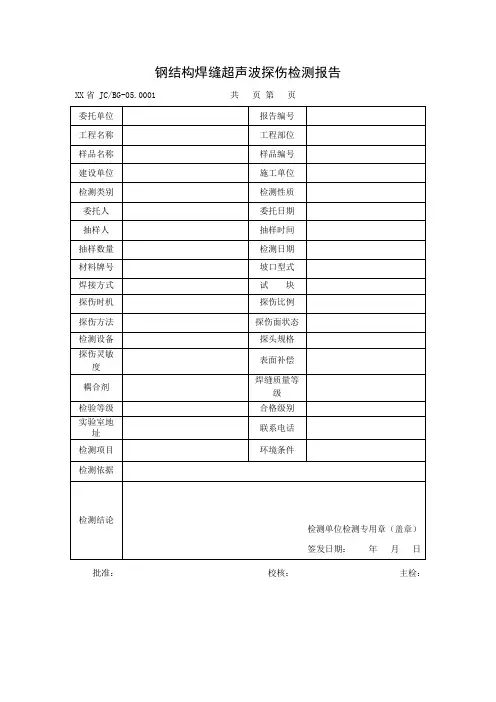
姓名:焊缝超声波探伤记录(兼报告)
结论探伤者×××日期
准考证号:
座位号:
姓名:
管子超声波探伤记录(兼报告)
试件编号试件材质试件规格mm 仪器型号探头型号试块型号
探伤方法探测方向时基线调节
前沿长度mm 实测K值探测面
耦合剂探伤灵敏度灵敏度补偿
探伤比例% 探伤标准合格等级
切槽深度(mm)
反射波幅(dB)
内壁外壁内壁外壁内壁外壁内壁外壁内壁外壁
缺陷记录
缺陷序号始点位置
L1(mm)
终点位置
L2(mm)
缺陷指示长
度I(mm)
离始点周向距
离S(mm)
缺陷波幅
值Amax
评定级别备注
1 2。
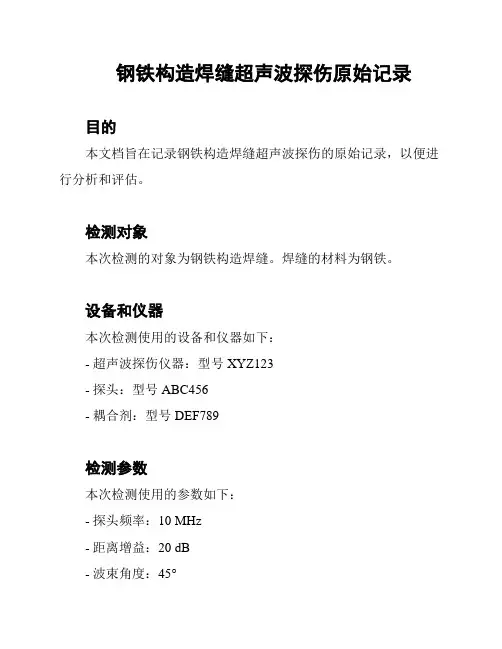
钢铁构造焊缝超声波探伤原始记录目的本文档旨在记录钢铁构造焊缝超声波探伤的原始记录,以便进行分析和评估。
检测对象本次检测的对象为钢铁构造焊缝。
焊缝的材料为钢铁。
设备和仪器本次检测使用的设备和仪器如下:- 超声波探伤仪器:型号 XYZ123- 探头:型号 ABC456- 耦合剂:型号 DEF789检测参数本次检测使用的参数如下:- 探头频率:10 MHz- 距离增益:20 dB- 波束角度:45°- 采样点数:1000检测过程步骤1:准备工作- 将超声波探伤仪器连接至电源,并确保正常启动。
- 检查探头和耦合剂是否完好,并进行必要的更换和维护。
步骤2:拍照记录- 用相机拍摄焊缝的整体照片,并标注焊缝的位置和编号。
步骤3:调整检测参数- 打开超声波探伤仪器的设置界面。
- 使用触摸屏或按钮调整探头频率、距离增益、波束角度和采样点数等参数,以适应当前焊缝的特性。
步骤4:进行探伤检测- 将探头与焊缝表面贴合,并涂抹耦合剂以提高信号传输质量。
- 启动超声波探伤仪器,并开始进行焊缝的超声波探伤。
- 根据仪器显示的超声波信号,记录焊缝的异常情况,如裂纹、尺寸偏差等。
步骤5:结束检测- 完成焊缝的超声波探伤后,关闭超声波探伤仪器。
- 清理和维护设备,确保其处于良好的工作状态。
结论经过超声波探伤检测,钢铁构造焊缝的情况如下:- 位置1:无异常情况。
- 位置2:存在裂纹,裂纹长度约为5mm。
检测人员和日期本次超声波探伤检测由XXX人员于20XX年XX月XX日完成。
以上为钢铁构造焊缝超声波探伤的原始记录。
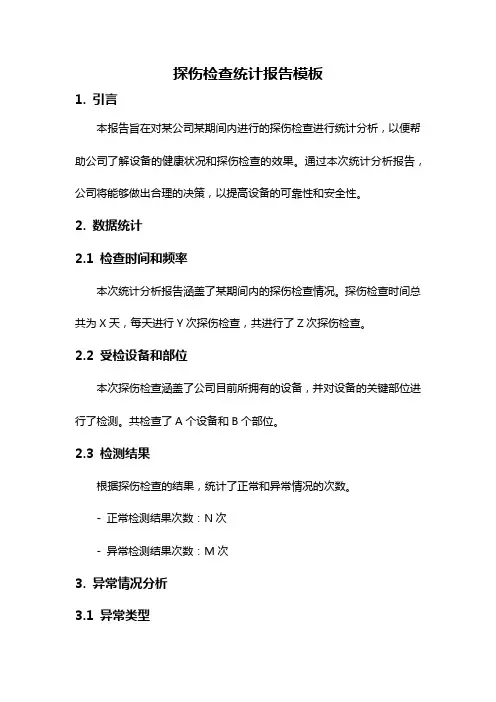
探伤检查统计报告模板1. 引言本报告旨在对某公司某期间内进行的探伤检查进行统计分析,以便帮助公司了解设备的健康状况和探伤检查的效果。
通过本次统计分析报告,公司将能够做出合理的决策,以提高设备的可靠性和安全性。
2. 数据统计2.1 检查时间和频率本次统计分析报告涵盖了某期间内的探伤检查情况。
探伤检查时间总共为X天,每天进行Y次探伤检查,共进行了Z次探伤检查。
2.2 受检设备和部位本次探伤检查涵盖了公司目前所拥有的设备,并对设备的关键部位进行了检测。
共检查了A个设备和B个部位。
2.3 检测结果根据探伤检查的结果,统计了正常和异常情况的次数。
- 正常检测结果次数:N次- 异常检测结果次数:M次3. 异常情况分析3.1 异常类型根据异常检测结果的分类,对不同类型的异常进行了统计。
具体异常类型如下:- 异常类型1:X次- 异常类型2:Y次- 异常类型3:Z次3.2 异常发现频率根据异常检测结果的时间分布,统计了不同时段异常检测结果的分布。
具体异常发现频率如下:- 早晨(6:00-9:00):A次- 上午(9:00-12:00):B次- 下午(12:00-18:00):C次- 晚上(18:00-21:00):D次- 夜间(21:00-6:00):E次3.3 异常部位分布根据异常检测结果所涉及的部位,统计了不同部位的异常分布。
具体异常部位分布如下:待填入数据表格4. 建议和改进措施根据以上统计结果,结合公司的实际情况,我们向公司提出以下建议和改进措施,以进一步提升设备的可靠性和安全性:1. 建议加强对异常部位的监测和维护,特别是X部位和Y部位。
可以增加探伤检查的频率或采用更先进的检测技术。
2. 建议提高探伤检查的准确性和可靠性,可以考虑引入更高精度的设备或邀请专业技术人员进行培训。
3. 建议对异常类型1进行深入研究,并制定相应的预防措施,以避免类似异常再次发生。
5. 结论通过本次探伤检查统计分析报告,我们对公司设备的健康状况和探伤检查效果进行了全面的分析。
受控编号:
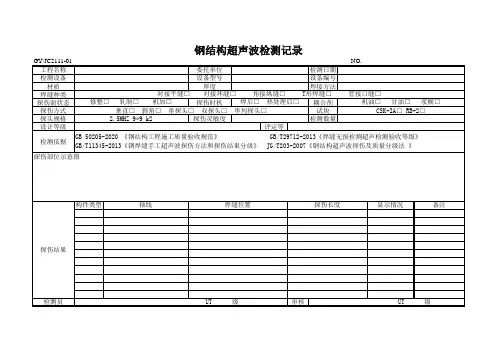
钢结构无损检测原始记录NO.(检测记录编号)第1 页共页
工程名称:
委托单位(需要时):
施工单位(需要时):
委托编号:
报告编号(需要时):
单位名称
钢结构超声波检测原始记录表(一)
注(根据需要自行增加或删除):
校核:检测:检测时间:
钢结构超声波检测原始记录表(二)
注(根据需要自行增加或删除):
校核:检测:检测时间:
注:缺陷性质是指纵向裂纹、横向裂纹或弧坑裂纹。
校核:检测:检测时间:
注:缺陷性质是指纵向裂纹、横向裂纹或弧坑裂纹。
校核:检测:检测时间:
检测构件(节点/焊缝)编号示意草图。
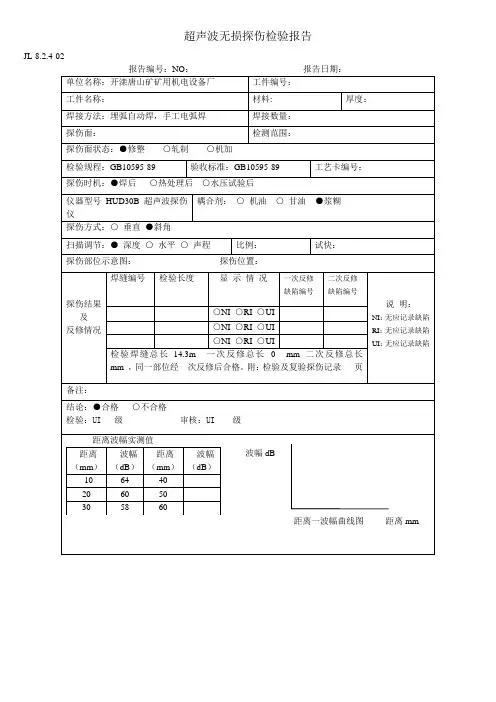
超声波检测焊缝质量检验原始记录一、目的和范围本文档的目的是记录超声波检测焊缝质量检验的原始数据以及相关信息。
本次检验范围包括对焊接件进行超声波探伤,以评估焊缝的质量,并确保焊接件在正常使用条件下具有良好的可靠性和安全性。
二、检验设备和参数本次检验使用的超声波检测设备为XXX型超声波探伤仪器。
探头频率为10 MHz,检测模式为TOFD(时间控制全息法),扫描方式为直线扫描。
三、检验对象和要求本次检验的焊接件为金属材料。
检验要求焊缝完整无瑕疵,焊缝的强度和密封性能符合相关标准。
四、检验过程和结果1. 准备工作检验前,仔细清洁焊接件表面的杂质和油污,以确保准确的检测结果。
同时,将探头与仪器连接好,并调整探头的位置和角度,使其与待检焊缝垂直。
2. 扫描焊缝使用超声波探测仪器对焊缝进行扫描。
根据焊接件的几何形状和尺寸,确定扫描线的位置和方向。
获取焊缝的断面图像,并实时显示在超声波仪器的屏幕上。
3. 录入数据记录并保存每个焊缝的扫描图像,并标注相关信息,包括焊缝编号、焊接材料、焊接方法、焊接工艺等。
4. 检测结果分析分析焊缝的超声波图像,判断焊缝中是否存在缺陷。
常见的焊缝缺陷包括夹杂物、气孔、未熔合、凹陷等。
根据图像的亮度和形状,可以初步判断缺陷的类型和位置。
5. 检验报告按照检验结果,编写详细的检验报告。
报告中包括焊缝的基本信息、超声波图像、缺陷类型与位置分析、缺陷评级等内容。
五、质量评定根据焊缝的缺陷数量、位置和严重程度,对焊缝质量进行评定。
根据相关标准,划分为合格、不合格和待修复等不同等级。
六、附录本文档主要附录为焊缝的超声波图像及检验报告中所需的其他信息。
七、结论经过超声波检测,本次焊缝的质量检验结果如下:1. 检验范围内共发现焊缝缺陷3处,其中包括1处未熔合和2处夹杂物;2. 缺陷类型和位置已在检验报告中详细描述;3. 根据相关标准,判定焊缝为不合格等级。
总结:超声波检测是一种常用的焊缝质量检验方法,通过分析焊缝的超声波图像,可以有效地发现焊缝中的缺陷并进行评估。
检验编号: 委托编号: 第 页 共 页
校核: 检测:
工程名称 材料牌号 焊缝质量等级 检测日期 验收等级 检测等级 焊缝种类 检测面状态 扫查方式 检测时机 藕合剂
表面补偿
检测温度(℃)
检测依据 检测设备
探头规格
□2.5P13×13K2 □2.5P13×13K2.5 □2.5P10×16K1 其他:
试 块
□CSK-ⅠA □CSK-ⅢA □RB-2 其他:
基准灵敏度 □Φ3×40-14dB □DAC-16dB 其他:
检测示意图:
备注:1.缺陷位置指缺陷波幅最高点距焊缝左端头的距离表示为X ;距焊缝中心轴线的距离表示为Y ;缺陷长度表示为l ;缺陷深度表示为Z ;缺陷当量表示为H 0±dB 。
2.表卡中的“□”,执行的为“ ”。
检验编号:委托编号: 第页共页
工件编号工件部位
焊缝
编号
检测
长度
(mm)
母材
厚度
(mm)
缺陷检出情况
验收
级别
检测
结果
返修
情况
纵向位
置X(mm)
横向位
置Y(mm)
深度位
置Z(mm)
显示
长度
l(mm)
最大回
波幅度
H0±dB
检测
情况
说明
结论
备注
校核:检测:。
钢网架焊接质量无损检验检测原始记录工程名称报告编号探伤面焊接方法试块探伤时机扫描比例表面补偿探伤方法仪器探伤比例检验规程验收标准耦合剂焊缝种类探伤灵敏度质量等级探伤部位示意图:探伤结果及返修情况构件名称抽样数量焊缝编号检验长度mm焊缝总长mm评定级别评定结果备注返修合格检验员UT级审核UT级报告日期年月日杆件焊缝锥头涂层厚度检测原始记录检验:审核:年月日高强度大六角螺栓检测原始记录检验:审核:年月日扭剪型高强螺栓检测原始记录检验:审核:年月日紧固件机械性能检测原始记录检验:审核:年月日粗牙螺纹螺母检测原始记录检验:审核:年月日六角头螺栓检测原始记录检验:审核:年月日钢网架螺栓球节点高强螺栓检测原始记录检验:审核:年月日钢网架螺栓球节点检测原始记录检验:审核:年月日钢网架焊接空心球节点检测原始记录检验:审核:年月日钢筋焊接件检测原始记录检验:审核:年月日焊接接头及焊接试样检测原始记录检验:审核:年月日构件摩擦面检测原始记录检验:审核:年月日焊接球及螺栓球加工质量检测原始记录检验:审核:年月日钢网架杆件尺寸检测原始记录检验:审核:年月日钢网架支承面检测原始记录检验:审核:年月日总拼及安装质量检测原始记录检验:审核:年月日钢柱垂直度检测原始记录检验:审核:年月日节点承载力检测原始记录检验:审核:年月日网架工程挠度检测原始记录表检测:审核:钢网架整体偏差检测原始记录检验:审核:年月日垂直度和侧向弯曲检测原始记录检验:审核:年月日主体结构尺寸检测原始记录检验:审核:年月日。
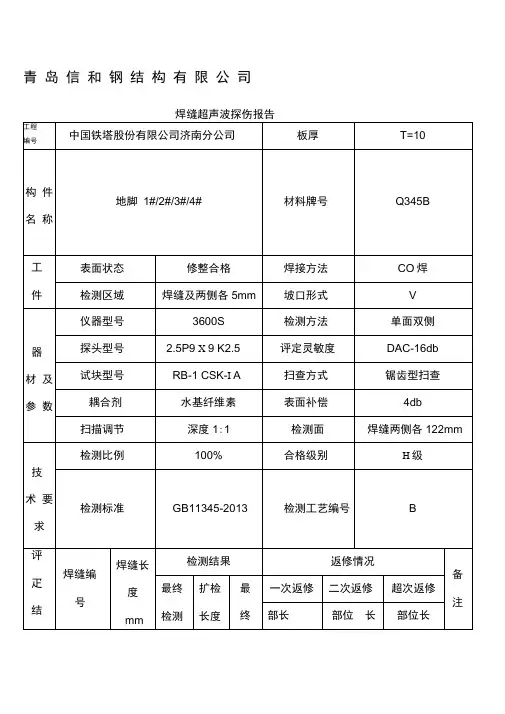
青岛信和钢结构有限公司
焊缝超声波探伤报告
工程
编号
中国铁塔股份有限公司济南分公司板厚T=10 构
件
名
称
地脚1#/2#/3#/4# 材料牌号Q345B
工件表面状态修整合格焊接方法CO2焊检测区域焊缝及两侧各5mm 坡口形式V
器材及参数仪器型号3600S 检测方法单面双侧
探头型号 2.5P9×9 K2.5 评定灵敏度DAC-16db
试块型号RB-1 CSK-ⅠA 扫查方式锯齿型扫查
耦合剂水基纤维素表面补偿4db
扫描调节深度1:1 检测面焊缝两侧各122mm
技术要求检测比例100% 合格级别Ⅱ级检测标准GB11345-2013 检测工艺编号 B
评
定结焊缝编
号
焊缝长
度
mm
检测结果返修情况
备
注最终
检测
扩检
长度
最
终
一次返修二次返修超次返修
部长部位长部位长
果总长
度mm mm 级
别
位
数
(
处)
度
mm
数
(处
)
度
mm
数
(处
)
度
mm
1 190 190
Ⅱ
级
合格2 190 190
Ⅱ
级
合格3 160 160
Ⅱ
级
合格4 160 160
Ⅱ
级
合格5 160 160
Ⅱ
级
合格6 160 160
Ⅱ
级
合格缺陷及返修情况说明检测结果
1、最高返修次数为次。
2、超标缺陷部位经返修后经复检合格。
本台产品焊缝质量符合Ⅱ级的要求,结果合格。
报告人:年月日审核人(资格):Ⅱ级
年月日
无损检测专用章
年月日
青岛信和钢结构有限公司
焊缝超声波探伤原始记录
工程
编号
中国铁塔股份有限公司济南分公司板厚T=8 构
件
名
称
一段(纵焊缝)材料牌号Q345B
工件表面状态修整合格焊接方法CO2焊检测区域焊缝及两侧各5mm 坡口形式V
器材及参数仪器型号3600S 检测方法单面双侧
探头型号 2.5P9×9 K2.5 评定灵敏度DAC-16db
试块型号RB-1 CSK-ⅠA 扫查方式锯齿型扫查
耦合剂水基纤维素表面补偿4db
扫描调节深度1:1 检测面焊缝两侧各122mm
技术要求检测比例100% 合格级别Ⅱ级检测标准GB11345-89 检测工艺编号 B
评焊缝编焊缝长检测结果返修情况备
定结果
号度
mm 最终
检测
总长
度mm
扩检
长度
mm
最
终
级
别
一次返修二次返修超次返修注
部
位
数
(
处)
长
度
mm
部位
数
(处
)
长
度
mm
部位
数
(处
)
长
度
mm 001 9406 9406
Ⅱ
级
合格002 9406 9406
Ⅱ
级
合格
缺陷及返修情况说明检测结果
1、最高返修次数为次。
2、超标缺陷部位经返修后经复检合格。
本台产品焊缝质量符合Ⅱ
级的要求,结果合格。
报告人:年月日审核人(资格):Ⅱ级
年月日
无损检测专用章
年月日
青岛信和钢结构有限公司
焊缝超声波探伤原始记录
工程
编号
中国铁塔股份有限公司济南分公司板厚T=8 构
件
名
称
二段(纵焊缝、环焊缝)材料牌号Q345B
工件表面状态修整合格焊接方法CO2焊检测区域焊缝及两侧各5mm 坡口形式V
器材及参数仪器型号3600S 检测方法单面双侧
探头型号 2.5P9×9 K2.5 评定灵敏度DAC-16db
试块型号RB-1 CSK-ⅠA 扫查方式锯齿型扫查
耦合剂水基纤维素表面补偿4db
扫描调节深度1:1 检测面焊缝两侧各122mm
技术要求检测比例100% 合格级别Ⅱ级检测标准GB11345-89 检测工艺编号 B
评焊缝编焊缝长检测结果返修情况备
定结果
号度
mm 最终
检测
总长
度mm
扩检
长度
mm
最
终
级
别
一次返修二次返修超次返修注
部
位
数
(
处)
长
度
mm
部位
数
(处
)
长
度
mm
部位
数
(处
)
长
度
mm 001 11500
1150
Ⅱ
级
合格002 11500
1150
Ⅱ
级
合格003 2190 2190
Ⅱ
级
合格
缺陷及返修情况说明检测结果
1、最高返修次数为次。
2、超标缺陷部位经返修后经复检合格。
本台产品焊缝质量符合Ⅱ
级的要求,结果合格。
报告人:年月日审核人(资格):Ⅱ级
年月日
无损检测专用章
年月日。