常用电焊机技术参数
- 格式:xls
- 大小:29.50 KB
- 文档页数:2

BX1-500交流弧焊机操作规程一、设备技术性能和参数1、电源电压380V,工作电压25~40V,2、额定电流500A,电流调节范围20~500A。
3、使用环境温度:“-25~40℃.4、空气相对湿度:≤90%。
二、操作步骤1、工作前的准备工作1.1清理操作区,排除火灾隐患。
确认防火器材位置,做好通风,防止有毒气体对操作人员的伤害。
1.2把电焊机从存放区移到操作区,稳妥放置。
1.3确认焊机、电源线、把子线、地线、焊把完好。
2、操作步骤2.1合上电焊机电源,根据焊件选择合适的焊条和工作电流。
2.2将焊件放置稳妥,与地线可靠搭接。
2.3左手持面罩,右手持焊把,看准焊接部位,用面罩护住面部后,开始焊接。
2.4焊接告一段落,用小锤敲掉药皮,检查焊接质量,如不合格则重复上一步,直至合格为止。
2.5操作结束后,灭绝火种,关闭电源,把焊件、焊机、电源线、把子线、工具,存放在规定位置。
2.6清洁操作区。
三、紧急情况处理1、操作过程中,如发生伤人事故,要立即停止操作,断掉焊机电源,呼叫工友救援。
2、操作过程中,如火花引燃其他物品,要立即停止操作,断电、扑火,呼叫工友救援。
四、注意事项1.焊机三相进线连接必须牢靠,如有任一相断开,焊机运行就不正常。
2.安装进线时,必须用40A熔断丝,不准用铜线或铝线代替。
3.焊机与电缆的接头处必须拧紧,否则接触不良可能将接线板烧坏。
4.调节旋钮要轻轻旋动,到两端限位处不准使劲再旋。
5.控制箱内各电位器在出厂时已调试完毕,非特殊需要不准随便旋动。
6.严禁在无规定通风下进行焊接工作。
五、故障查询及排除1.焊条容易粘工件。
1.1适当调大焊接电流1.2检查焊条有无药皮脱落或潮湿现象。
2.箱壳漏电2.1电源线碰到箱壳,应立即消除。
2.2变压器、电抗器电源、开关及其他电器元件或接线碰箱壳,应检查消除。
2.3未接接地线或接触不良,应接好地线。

直流电焊机技术操作规程直流电焊机技术操作规程 1(使用范围本焊机可用于直径2.0-7。
0毫米焊条~进行各种金属结构或金属零件的焊接~使用小电流可进行薄板结构焊接。
2(对操作人员资格的要求2(1操作人员必须经过安全与技术的培训~并经考试合格后持证上岗.2(2熟悉触电急救法和人工呼吸法。
2(3操作人员应身体健康~作业时穿戴符合专业防护要求的劳动保护用品。
3(对工作环境的要求3(1焊机外壳良好接地~接地电阻不大于4欧姆~接地线固定螺栓直径不小于8毫米。
3(2电焊机不允许在周围空气温度超过+40?、相对温度超过85%,25?)的条件下工作~使用场所应无严重影响电焊机绝缘性能和引起腐蚀的工业气体、蒸气、盐雾、霉菌、灰尘和其它易燃易爆物品. 3(4焊接作业场所应有良好的照明。
3(5不宜在雨、雪及大风天气进行露天焊接.如确实需要~应采用遮蔽、防止触电和防止火花飞溅的措施。
3(6在充气设备运行的区进行焊接工作~必须先测量空气中的含氢1量~低于0。
4%方可进行。
4(本机常用技术参数:空载电压: 50—80伏额定工作电压 : 30伏,额定焊接电液: 320安,焊接电流调节范围:焊接电流调节范围45—320安 5(焊机操作程序5(1对新电焊机必须检查焊机各部是否有损坏, 5(2对新焊机或长期搁置未使用的焊机~在使用前必须测量绝缘电阻~其绝缘电阻值不低于0.5兆欧~否则焊机必须干燥. 5(3检查焊机接线的可靠性和正确性。
5(4接上调节器~按下电源按钮。
5(5夹上焊条进行作业~并根据焊接情况调节电流大小。
5(6电流粗调、细调手轮及指针于适当的位置。
5(7确保两电缆线之尾不互相碰接~手工焊时电焊钳不能与工件表面相碰。
5(8检查发电机电刷与换向器的情况~对于新焊机必须用弹性的纸垫于电刷下面~用清洁麻布沾以汽油将换向器轻轻揩清。
5(9作业完毕后切断电源~拆除二次线、焊把和调节器。
5(10弧焊发电机外壳未经可靠接地严禁使用。
直流电焊机技术操作规程1.使用范围本焊机可用于直径2.0—7.0毫米焊条,进行各种金属结构或金属零件的焊接,使用小电流可进行薄板结构焊接。
2.对操作人员资格的要求2.1操作人员必须经过安全与技术的培训,并经考试合格后持证上岗。
2.2熟悉触电急救法和人工呼吸法。
2.3操作人员应身体健康,作业时穿戴符合专业防护要求的劳动保护用品。
3.对工作环境的要求3.1焊机外壳良好接地,接地电阻不大于4欧姆,接地线固定螺栓直径不小于8毫米。
3.2电焊机不允许在周围空气温度超过+40℃、相对温度超过85%(25℃)的条件下工作,使用场所应无严重影响电焊机绝缘性能和引起腐蚀的工业气体、蒸气、盐雾、霉菌、灰尘和其它易燃易爆物品。
3.4焊接作业场所应有良好的照明。
3.5不宜在雨、雪及大风天气进行露天焊接。
如确实需要,应采用遮蔽、防止触电和防止火花飞溅的措施。
3.6在充气设备运行的区进行焊接工作,必须先测量空气中的含氢量,低于0.4%方可进行。
4.本机常用技术参数:空载电压:50—80伏额定工作电压:30伏;额定焊接电液:320安;焊接电流调节范围:焊接电流调节范围45—320安5.焊机操作程序5.1对新电焊机必须检查焊机各部是否有损坏;5.2对新焊机或长期搁置未使用的焊机,在使用前必须测量绝缘电阻,其绝缘电阻值不低于0.5兆欧,否则焊机必须干燥。
5.3检查焊机接线的可靠性和正确性。
5.4接上调节器,按下电源按钮。
5.5夹上焊条进行作业,并根据焊接情况调节电流大小。
5.6电流粗调、细调手轮及指针于适当的位置。
5.7确保两电缆线之尾不互相碰接,手工焊时电焊钳不能与工件表面相碰。
5.8检查发电机电刷与换向器的情况,对于新焊机必须用弹性的纸垫于电刷下面,用清洁麻布沾以汽油将换向器轻轻揩清。
5.9作业完毕后切断电源,拆除二次线、焊把和调节器。
5.10弧焊发电机外壳未经可靠接地严禁使用。
5.11弧焊发电机启动后检查旋转方向是否正确,待启动过程结束后才能结成三角行运转。
14种设备技术参数周聚天下管理1、铜焊机 TZTH-75 变压器器⾝主要技术参数:产品型号:TH-315/400/500额定输⼊电压:3~380V 50/60Hz额定输出容量:315A-32.6V输出空载电压:55V~80V输出电流:30-315 A电弧⼒:1-10 A/ms输出电压:10-34 V操作⽅式:2T,4T收弧电流:30-315 A收弧电压:10-34 V负载持续率:60%功率因数COS :≥0.85效率:85%外形尺⼨:510X255X540 mm净重:25KG参数存储区:30个铜焊机优势:1、成型美观,焊后⾦黄亮丽;2、效率⾼,焊⼀个点的时间是o.o5秒;3、电流输出的⼤⼩、时间以及间隔时间任意可调,热影响最低,效果最佳;4、设备重量25kg,灵活⽅便;5、焊点⼤⼩可控,焊后不⽤处理;6、维护费⽤低,可以忽略不计;7、操作简单,⽅便易学,⽆需专业⼈员,⼤⼤降低⼯资成本。
2、CO2焊机NB-350性能与特点1、采⽤国际领先的软开关逆变技术,有效延长整机使⽤寿命;2、双IGBT模块,器件性能、参数⼀致性好,⼯作可靠性⾼;3、关键控制部件采⽤“三防”处理⼯艺,加强对潮湿、盐雾、粉尘的防护;4、起弧、推⼒电流连续可调,有效解决粘焊条,断弧现象,能适应不同焊接⼯艺要求;5、具有⽋压、过压、过流、过热等保护功能、整机可靠性⾼;6、外形简洁灵动,⼩巧灵便,经济耐⽤。
CO2⽓体保护焊操作规范1 焊前准备1.1 检查焊接电流:在等速送丝下使⽤平硬特性直流电源,极性采⽤直流反接。
1.2 检查送丝系统:推丝式送丝机构要求送丝软管不宜过长(2-4m之间),确保送丝⽆阻。
1.3 检查焊枪:检查导电咀是否磨损,若超标则更换。
出⽓孔是否出⽓通畅。
1.4 检查供⽓系统:预热器、⼲燥器、减压器及流量计是否⼯作正常,电磁⽓阀是否灵活可靠。
1.5 检查焊材:检查焊丝,确保外表光洁,⽆锈迹、油污和磨损。
检查CO2⽓体纯度(应⼤于99.5%,含⽔量和含氮量均不超过0.1%),压⼒降⾄0.98MPa时,禁⽌使⽤。
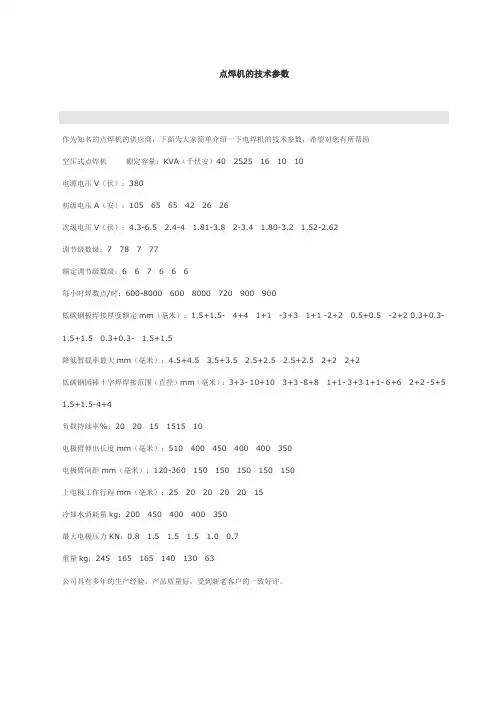
点焊机的技术参数
作为知名的点焊机的供应商,下面为大家简单介绍一下电焊机的技术参数,希望对您有所帮助
空压式点焊机额定容量:KVA(千伏安)402525161010
电源电压V(伏):380
初级电压A(安):105 6565422626
次级电压V(伏):4.3-6.5 2.4-4 1.81-3.82-3.4 1.80-3.2 1.52-2.62
调节级数级:778777
额定调节级数级:66766 6
每小时焊数点/时:600-80006008000720900900
低碳钢板焊接厚度额定mm(毫米):1.5+1.5- 4+4 1+1 -3+3 1+1 -2+20.5+0.5 -2+2 0.3+0.3- 1.5+1.5 0.3+0.3- 1.5+1.5
降低暂载率最大mm(毫米):4.5+4.5 3.5+3.5 2.5+2.5 2.5+2.52+22+2
低碳钢园棒十字焊焊接范围(直径)mm(毫米):3+3- 10+103+3 -8+81+1- 3+3 1+1- 6+62+2 -5+5 1.5+1.5-4+4
负载持续率%:202015151510
电极臂伸出长度mm(毫米):510400450400400350
电极臂间距mm(毫米):120-360150150150150150
上电极工作行程mm(毫米):252020202015
冷却水消耗量kg:200450400400350
最大电极压力KN:0.8 1.5 1.5 1.5 1.00.7
重量kg:24516516514013063
公司具有多年的生产经验,产品质量好,受到新老客户的一致好评。
电焊机的空载电流、短路电流与额定电流的倍数是电焊过程中非常重要的参数,它们直接影响着焊接质量和稳定性。
在本文中,我们将深入探讨这些参数的含义和关系,以帮助读者更好地理解电焊机的工作原理和性能特点。
1. 空载电流是指在电焊机未进行焊接操作时所消耗的电流。
通常情况下,空载电流会比较小,它主要用于维持电弧和保持焊条或焊丝的熔化状态。
空载电流的大小可以反映出电焊机的能耗和稳定性,一般情况下,空载电流越小,电焊机的能效越高,工作稳定性也越好。
2. 短路电流则是在焊接过程中出现的电流峰值。
当焊条或者焊丝接触到工件表面时,由于瞬间的电弧放电,会产生瞬时的短路电流。
短路电流的大小取决于电流控制系统的参数和焊接工艺的设定,它直接影响着焊接的熔深和焊缝的质量。
一般来说,短路电流越大,焊接过程中熔化的金属量就越多,焊缝也会更加牢固。
3. 额定电流是指电焊机在正常工作状态下所达到的最大电流数值。
电焊机的额定电流是根据其设计和制造特性来确定的,它是电焊机性能的一个重要指标。
额定电流的大小直接决定了电焊机的焊接能力和适用范围,一般来说,额定电流越大,电焊机可以焊接的工件厚度范围也就越广。
在实际应用中,空载电流、短路电流和额定电流之间存在着一定的倍数关系。
这种倍数关系可以反映出电焊机在不同工作状态下的性能特点,也为焊接工艺的优化提供了重要参考信息。
一个优秀的电焊机在空载时的电流较小,短路时能够产生较大的瞬时电流,而且在正常工作时能够稳定地输出额定电流,这些都是一个电焊机性能优秀的体现。
总结回顾:通过深入探讨空载电流、短路电流和额定电流的关系,我们可以更清晰地理解电焊机的工作原理和性能特点。
在实际使用电焊机进行焊接时,我们可以根据这些参数的特点来合理调整焊接工艺,以获得更好的焊接效果。
作为一名电焊专业人士,对于电焊机性能的理解和掌握也是至关重要的。
个人观点:作为一名热爱焊接技术的人士,我认为对于空载电流、短路电流和额定电流这些参数的深入理解,可以帮助我们更好地掌握焊接工艺,提高焊接质量和效率。

ZX7-160/200/250/315/400/500逆变直流弧焊机使用说明书安全须知!重要提示:1焊割过程中,不能切换功能转换开关,以免损坏机器。
2进行切割前,必须先拔掉与电焊钳连接的快速插头,确保焊钳与主机断开,以防触电。
3使用该设备需加装漏电安全保护开关!4使用国家安全监察部门认可的焊接劳动保护用品!5操作者必须是持有效的《金属焊接(气割)作业》操作证的特种作业人员!触电-会导致严重伤害!6按照应用标准,安装好接地装置。
7在皮肤裸露、戴有湿手套或穿着湿衣服时,禁止接触带电部件或电焊条。
8确保您和地面及工件间是绝缘状态。
9确认您的工位是安全状态。
烟气-会有害健康!10让头部保持在烟气之外。
11在弧焊时,使用通风或抽气装置,避免吸入烟气。
弧光辐射-会损害您的眼睛,灼伤皮肤!使用合适的焊接面罩和滤光镜,穿上防护服,以保护您的眼睛和身体。
12用适合的面罩或帘保护旁观者免受伤害。
火灾-焊接火花可能会导致火灾,确认焊接工位附近无易燃物,请注意安全防火。
噪音-过度的噪音对人的听力有害13保护您的耳朵,使用耳朵防护罩或戴上其他听力保护物。
14警告旁观者,噪音会对其听觉造成潜在伤害。
故障-遇到困难时,寻求专业人士的帮助。
15如您在安装和操作时遇到困难,请按本手册的有关内容进行排查。
直流弧焊机简介该焊机是采用先进的逆变技术制造的。
逆变电源是采用大功率器件V-MOS场效应管,将50/60HZ的工作频率转换为高频(如100KHZ 以上),再降压整流,通过脉宽调制技术(PWM)输出大功率直流源,主变压器的重量,体积大幅度下降,效率提高30%以上。
引弧系统采用高频振荡原理。
其特点:稳定、可靠、轻便、节能、无电磁噪音。
手弧焊机系列的特点是:高效、节能、轻便、且具有良好的动特性,电弧稳定,溶池容易控制。
较高的空载电压和较好的能量推力补偿。
用途广泛,可用于高空作业,野外作业,室内外装修等,与国内同类产品相比具有体积小,重量轻、安装简便,操作容易等特点。
BX3-300交流弧焊机操作规程
一、技术性能和参数
1.额定输出电流:315A
2.额定输入电压:380V
3.电流调节范围:40-315A
4.适用焊条直径:2-7 mm
二、操作步骤
1.打开配电箱电源开关。
2.打开焊机电源开关。
3.转动电流调整手轮,调整焊接电流。
5.焊接作业。
6.焊接工作完成,关闭焊机电源开关和配电箱的电源开关。
7.收好工具,清理现场。
三、紧急情况处理
1.施焊中突然有过大电流冲击或性能显著变劣时,应停机检查。
2.有易燃物被引燃时,因立即停止施焊,关闭电源开关,组织施救。
四、注意事项
1.操作人员持特种作业操作证上岗,按规定穿戴劳动防护用品。
2. 非本岗位操作人员未经批准不得操作本机,任何人不得随意拆掉或放宽安全保护装置等。
3.禁止在盛有可燃性物质的容器上焊接。
4.禁止焊接密封容器或装有气体的气管、槽等。
5.焊接场所不得放置可燃物。
6.禁止在可燃气附近焊接。
7. 移动电焊机时,应切断电源,不得用拖拉电缆的方法移动焊机。
五、故障查询及排除
1.焊条容易粘工件。
1.1适当调大焊接电流
1.2适当调大推力电流
2.箱壳漏电
2.1电源线碰到箱壳应立即消除。
2.2变压器、电抗器电源开关及其他电器元件或接线碰箱壳,应检查消除。
2.3未接接地线或接触不良,应接好地线。
设备参数及配套清单一.逆变直流电焊机:1.设备参数:共计:30台2.全铜橡胶绝缘多芯软电缆线(电焊线): 规格:50mm2 焊把线:90m 地线:45m 共计:135m3.电焊钳: 规格:500A 数量:30把 共计:30把4.焊机摆放小车:1.小车下带四个万向轮,可锁车。
2.小车带有不高于小车平台800mm 的推手。
3.小车长720*宽400.颜色为蓝色,小车美观,兼顾,耐用。
数量:30台 共计:30台5. 工具橱1,柜体上部双抽屉带锁,下部双开门柜子带锁,美观,坚固,耐用。
2,抽屉采用特制导轨,打开率为90%,承载重量大,抽拉方便,安全可靠。
3,柜体内隔板高低可自由调节可加层。
4,尺寸:长800*深400*高1000厚度1.2颜色:蓝色输入电压 3相 380V±(15~20)% 50~60Hz 额定输入电流 3 4 A 型号zx7-500 额定输入功率 23KW 额定空载电压 65~75V 电流调节范围 I2 25~520A 推力电流调节范围 0~200A 引弧电流调节范围 I2~2I2 额定负载持续率 60% 效率 90% 功率因数 0.95 绝缘等级 F 外壳防护等级 IP21 冷却方式 风冷外形尺寸 698×360×780(mm) 重量58Kg共计:30台设备全部厂家安装调试需购买国家级、自治区技能大赛专用设备二、熔化极二氧化碳保护焊机规格:60mm2地线:45m共计:45m3.二氧化碳(Co2)气瓶共计:30瓶4二氧化碳减压器共计30个5.焊机摆放小车:1.小车下带四个万向轮,可锁车。
2.小车带有不高于小车平台800mm的推手。
3.小车长720*宽400.颜色为蓝色,小车美观,坚固,耐用。
数量:30台共计:30台5.焊条(焊丝)摆放架共计:6组设备全部厂家安装调试需购买国家级、自治区技能大赛专用设备三、直流脉冲氩弧焊机1.设备参数共计:30台2.全铜橡胶绝缘多芯软电缆线(电焊线): 规格:50mm2 焊把线:90m 地线:45m 共计:135m3. 氩气(Ar)气瓶 共计:30瓶4.氩气减压器 共计30个5.焊机摆放小车:输入电压3相 266V-456V 50~60Hz脉冲频率 0.1-500Hz 型号 WSM-400 额定输入功率 17KW 额定空载电压 55~70V 电流调节范围 5~410A 推力电流范围 0~1500A/ms 上坡时间 0.1-99.9s 下坡时间 0.1-99.9s 电焊时间 0.01-99.9s 提前送气时间 0-13s 滞后送气时间 0.1-50s 额定负载持续率 60% 效率 85% 功率因数 0.93 绝缘等级 F 外壳防护等级 IP21S 冷却方式 风冷 外形尺寸 560×300×530(mm)1.小车下带四个万向轮,可锁车。
ZX5-250晶闸管整流弧焊机□ZX5-315晶闸管整流弧焊机□ZX5-400晶闸管整流弧焊机□ZX5-500晶闸管整流弧焊机□ZX5-630晶闸管整流弧焊机□使用说明书电焊机厂GUANG ZHOU WELDING MACHINE FACTORY注意:在使用设备前必须详细阅读本说明书,并请妥善保管以备将来查用!安全警告危险注意● 请仔细阅读本标签及《使用说明书》,再使用焊机。
● 请有资格者或了解焊机人员进行本机的安装、操作和检验。
● 无关人员请勿进入焊接作业场所。
确认风扇运转正常方可进行焊接危险一旦接触带电部位,会引起致命的电击或灼伤。
● 请勿接触带电部位。
● 由电气人员按规定将焊机与母材接地。
● 安装、检修时,须关闭配电电源。
● 请勿在卸下机壳的情况下使用焊机。
● 请使用干燥的绝缘手套。
注意 焊接产生的烟尘和气体有害健康。
● 请使用局部排气设备及呼吸保护用具。
● 在狭窄场所作业时,请接受监视人员的检查并应充分换气,配用呼吸保护用具。
● 请勿在脱脂、清洗、喷雾作业区焊接。
● 焊接具有镀层或涂层的钢板时,请使用呼吸保护用具。
注意弧光、飞溅、焊渣、噪声会灼伤眼睛、皮肤、引起听觉异常。
● 请使用具有足够遮光度的保护用具。
● 请使用皮手套、长袖工作服、护靴、皮围裙等保护用具。
● 噪声大时,请使用隔音用具。
注意焊接可能引起火灾、爆炸等意外事故。
● 请勿在焊接场所密闭容器,如槽(箱)、管等装置。
● 请在焊接场所设置消防器具,以防万一。
● 请勿在有打磨处理和金属粉尘多的场所安装电焊机。
危险在狭窄场所或高处使用电焊机时,有可能引起电击、灼伤等事故。
● 请按照劳动安全规则,在下述场所设置防触电装置或使用置防触电装置的焊机。
▲ 船舶双层底部、船舱部、锅炉筒体、圆顶部等被导电体包围的狭窄场所。
▲ 有坠落危险的2m 以上的高处,作业者有可能接触到钢筋高导电性接触物的场所。
● 请按有关规则对防触电装置进行作业前检查。
电焊机基础必学知识点
1. 电焊机的工作原理:电焊机利用电能将电能转化为弧焰热能,通过
电弧来进行金属材料的焊接。
2. 电焊机的组成部分:电焊机主要由电源、焊接电路、电极、电焊机
外壳和控制装置等组成。
3. 电焊机的分类:按照电源类型可分为直流电焊机和交流电焊机;按
照电焊方式可分为手工电焊机和自动电焊机。
4. 电焊机的参数:常见的电焊机参数包括额定功率、电压、电流、焊
接电弧形式、工作周期等。
5. 电焊机的安全注意事项:使用电焊机时需要注意个人防护、工作场
所的安全、电焊机设备的维护等。
6. 电焊机的焊接技术:电焊机焊接技术包括焊接材料的选择、焊接电
流的控制、焊接电弧的操作等。
7. 电焊机的故障排除:电焊机的常见故障包括电源故障、焊接电路故障、电焊机无输出等,需要根据具体情况进行排查和修复。
8. 电焊机的维护保养:定期检查电焊机的电缆、电极、接线、散热器
等部件,并保持设备的清洁和干燥。
9. 电焊机的应用领域:电焊机广泛应用于建筑、机械制造、汽车制造、船舶修理等行业中的金属材料的焊接工作。