机织工艺课件
- 格式:ppt
- 大小:16.62 MB
- 文档页数:204
机织学课件第一章织造工艺流程第一节织物的形成1。
织物的形成织物是由纱线或纤维制成的产品,主要包括机织物、针织物和无纺布是一种由两组相互垂直的纱线(线)在织布机上编织而成的织物,简称织物。
沿织物长度方向排列的199纱线称为经纱沿织物宽度排列的纱线称为纬纱。
[面料鉴赏]//1-1▲面料成型过程中的五大动作(薄膜)(1)开口:根据经纬交织规律,将经纱分为上下两片,形成梭口开口动作;2引纬:引纬运动将纬纱引入梭口;(3)打纬:将引入梭口的纬纱推向织造梭口的打纬运动;(4)卷取:卷取运动,使织物远离织物成形区;5送经:让经纱离开织造轴进入工作区的送经运动织物形成示意图(如图1-1)(动画)//1-22,织机工作图图1-2显示织机主要机构的运动,这些运动在锭子旋转一周内依次完成。
各动作之间应建立严格的时间协调关系,合理的协调是保证织机正常运转的必要条件由于织机主要机构的运动由主轴驱动因此,各机构的动作时间往往用主轴的旋转角度来表示,即形成织机的工作圆图,用来分析和调整织机各运动之间的相互关系,从而达到协调各机构运动的目的。
//1-33,织机生产率织机生产率,以下指标常用来衡量:(1)理论产量:PL=6N/PW m/ set h (2)实际产量:p real =P Li η m/ set h (3)引纬率:L = N×B m/min//n卷绕:将小容量的筒纱卷绕成适当密度和良好成形能力的筒纱,同时去除纱上的缺陷和杂质2、整经:根据工艺设计要求,将一定数量的筒纱按照规定的长度、排列顺序、宽度等均匀平行地缠绕在经轴或织轴上。
用于定尺寸或穿线过程。
3.浆纱:浆纱工序的任务是在浆纱机上进行经纱上浆,并根据整个织物所需的经纱总数,将几根经轴的经纱组合起来,并将上浆后的经纱卷绕到织造轴上其目的是使纱线毛羽附着,提高纱线的强度和耐磨性,尽可能保持纱线的弹性伸长,提高经纱的织造性能4.织造经纱和纬纱准备:根据织物工艺设计的要求,织造轴上的所有经纱按一定的规则穿入停经片、综眼和筘齿,以便在织造过程中形成梭口,织造所需织物,并在经纱断头时及时停经,不会造成织造缺陷。


第一章织造工艺流程第一节织物的形成一、织物的形成织物是由纱线或者纤维制成的产品,主要包括机织物、针织物和非织造布。
由两组相互垂直的纱(线)在织机上交织而成的织物称为机织物,简称织物。
沿织物长度方向排列的纱线称为经纱。
沿织物宽度方向排列的纱线称为纬纱。
[织物欣赏]//1-1▲织物形成过程的五大运动(影片)⑴开口:按照经纬纱交织规律,把经纱分成上下两片,形成梭口的开口运动;⑵引纬:把纬纱引入梭口的引纬运动;⑶打纬:把引入梭口的纬纱推向织口的打纬运动;⑷卷取:把织物引离织物形成区的卷取运动;⑸送经:把经纱从织轴上放出输入工作区的送经运动。
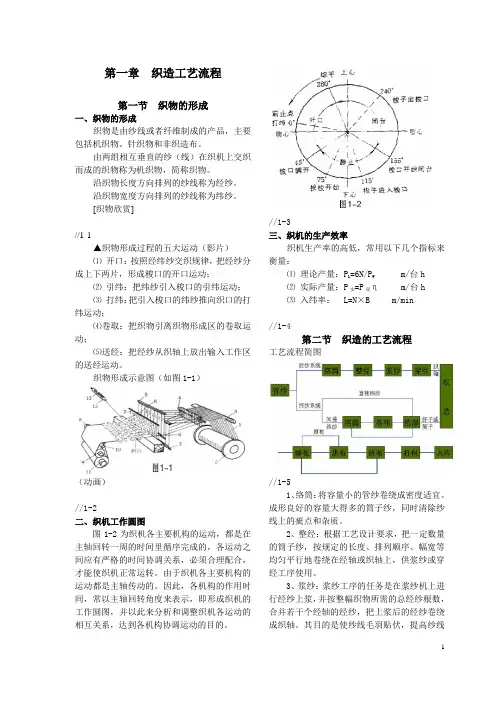
织物形成示意图(如图1-1)(动画)//1-2二、织机工作圆图图1-2为织机各主要机构的运动,都是在主轴回转一周的时间里循序完成的,各运动之间应有严格的时间协调关系,必须合理配合,才能使织机正常运转。
由于织机各主要机构的运动都是主轴传动的。
因此,各机构的作用时间,常以主轴回转角度来表示,即形成织机的工作圆图,并以此来分析和调整织机各运动的相互关系,达到各机构协调运动的目的。
//1-3三、织机的生产效率织机生产率的高低,常用以下几个指标来衡量:⑴理论产量:P L=6N/P W m/台h⑵实际产量:P实=P理η m/台h⑶入纬率: L=N×B m/min//1-4第二节织造的工艺流程工艺流程简图//1-51、络筒:将容量小的管纱卷绕成密度适宜、成形良好的容量大得多的筒子纱,同时清除纱线上的疵点和杂质。
2、整经:根据工艺设计要求,把一定数量的筒子纱,按规定的长度、排列顺序、幅宽等均匀平行地卷绕在经轴或织轴上,供浆纱或穿经工序使用。
3、浆纱:浆纱工序的任务是在浆纱机上进行经纱上浆,并按整幅织物所需的总经纱根数,合并若干个经轴的经纱,把上浆后的经纱卷绕成织轴。
其目的是使纱线毛羽贴伏,提高纱线强力和耐磨性,尽量保持纱线的弹性伸长,改善经纱织造性能。
4、穿结经与纬纱准备:根据织物工艺设计的要求,把织轴上的全部经纱按一定的规律穿入停经片、综丝眼和筘齿,以便织造时形成梭口,织成所需要的织物,并在经纱断头时能及时停车而不致造成织疵。