船体火工矫正通用工艺(修订稿)
- 格式:pdf
- 大小:356.55 KB
- 文档页数:24
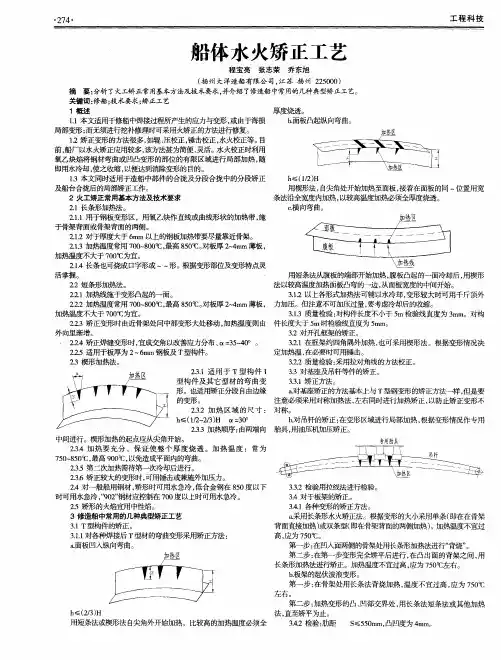
2.3 基本方法
2.3.1 圆点加热矫正法 圆点加热矫正,一般用在板型结构变形区域,如上层建筑的围壁。用
氧-乙炔焰炬,在被矫正的部位作圆环状游动,均匀地加热使加热区域成圆 点形(见图 1),加热温度为 780℃~800℃。当火圈呈现樱红色,立即用木 槌或铁锤敲火圈周围。随着火圈颜色的逐渐暗淡,锤击也渐轻渐缓。
3
1.圆点加热
2.锤击位置和方向
(图 1 圆点加热矫正)
锤击中心也渐由火圈外围移至火圈区域,直到火圈成黑色,温度约 200℃~450℃。即停止锤击。
待冷却至 10℃~15℃时(用手触摸无烫感),复行锤击。6mm 以上的板 和骨架用铁锤。
圆点(火圈)的大小,应与被矫正板的厚度相适应。火圈的密度,不 仅与被矫正板厚度有关,而且与被矫正板的弯曲的挠度有关。根据火圈的 排列分为圆周式圆点火圈(见图 2)与梅花式圆点火圈(见图 3)。
2010
船体火工矫正通用工艺
船体结构在建造过程中,由于种种原因,必然会产生变形,所以矫正是不 可缺少的一个工种,目前本公司常用的矫正方法有二种:机械矫正和火工 矫正。火工矫正有设备简单,就地矫正,机动灵活等特点。本标准着重叙 述了船体结构焊后产生的变形及其采用火工矫正消除变形的方法。
L SCS 2010‐3‐2
表 2 焰心距钢板表面长度与钢板厚度
mm
钢板厚度
焰心距钢板表面 长度
2~5 -2~0
9~
15
6~8
14
~22
23 ~26
0~
3~
4~
0
3
4
5
>26 6~10
注:负值表示钢板表面深入焰心的距离
4 矫正的冷却方法
变形矫正的冷却分为空气冷和水冷两种。目前船厂常用水冷,因为这种冷却能够 加速冷却速度,提高矫正效率。水冷却又可分为正面浇水与背面浇水(一般适用于薄 板的矫正)两种。采取水冷却时应遵循以下要求:
第八节 火工矫正注意事项 ...................................... 18
附录 A(标准的附录)温度与火色 ................................. 19
附录 B(标准的附录)高强度钢火工矫正温度 ....................... 20
第七节 总组及搭载变形的矫正 .................................. 17 1. 船坞上矫正要求 ..................................... 17 1. 上层建筑大合拢变形的矫正 ........................... 17
水点与火焰点距离(即水火距)。
4.4 选择水火距的大小还要与加热温度相配合,若加热温度提高,则水火距要
相应增大,反之则要减少。水火距对低碳钢一般在 50mm~60mm.
4.5 必须严格按照工艺规程进行水冷却,特别是高强度合金钢。
7
5 小组立及中组立部件变形的矫正
5.1 T 型构件变形的矫正
5.1.1 构件焊后往往发生纵向、横向弯曲变形及面板的角变形。火工矫正后, 要检验预先划出的检验线(见图 9),根据检验线的直线度公差来检查矫 正的质量。当构件长度 l≤5m 时,检验线直线度公差为 3mm;当构件长度 5m<l≤10m 时,检验线直线度公差为 5mm.复板的平直度要和顺。
图 8 三角形加热矫正
6
3 矫正的加热方法
用氧-乙炔焰矩加热钢板时,Fra bibliotek火焰特性、焰心距离、孔径的大小、加热的速度等, 对变形矫正的效果有密切关系。
火焰特性一般用中性焰加热。钢材加热温度与火色对照(详见附录 A)。 焰心距离是指从火焰的白亮点到钢板表面的距离。加热效率最高的地方,也就是 温度最高处离白亮点(焰心)末端 3mm~10mm.所以焰心与钢板的距离大小,直接影响 到加热的温度和速度。焰心距钢板表面长度与钢板厚度的参考数据。(见表 2)
用背烧带状加热法矫正。对于中等厚度的板,其加热位置应离焊缝 5mm: 对于薄板,则其加热位置在脊梁中(见图 13)。
9
中等厚板加热位置
薄板加热位置
图 13 双拢尺型角变形的矫正
b) 为提高对中等厚度板的变形矫正效果,经加热后可用专用工夹具施加
外力进行矫正,见附录 D(提示的附录)。
图 12 腹板向内凹的弯曲变形 5.1.4 构件双向弯曲变形的矫正
构件纵、横双向的弯曲变形,一般是非对称截面的构件如:L 形、【形等, 其矫正是采用 5.1.3 中 a)、b)两种矫正方法分别进行,T 型构件也会产 生双向弯曲变形。在一般情况下,首先应矫正横向弯曲变形,然后矫正 纵向弯曲变形。 5.1.5 构件面板角变形的矫正 a) 双拢尺型角变形的矫正方法,一般同“瘦马”变形矫正方法相同,即
温度与火色) 2.1.3 焊接成的 T 型、工型、肋板、围壁板和各种基座等的矫正工作应在其
安装前进行。 2.1.4 矫正工作必须在一个分段或总段内零部件的装配和焊接工作结束后进
行。以避免因为焊接变形而再次矫正,钢板焊接的接头仅作定位焊或尚 未施行封底焊处,不允许进行矫正。 2.1.5 拼板的对接边缘应预先进行矫正以利于装配 2.1.6 在焊缝热影响区域内(距离焊缝 50mm 范围内),原则上不允许进行加 热矫正。 2.1.7 人员 凡参加火工矫正的人员必须经过专业培训,并考试合格。经有关部门认 可合格后才能持证上岗。
8
图 11 腹板向外凸弯曲变形 b) 腹板向内凹弯曲变形的矫正(见图 12)。其矫正方法应从腹板 h/2 处开
始,由外向里用三角形加热法。冷却水稍后进行,接着用带状加热面 板,带状间应相互平行,带状宽度为 30mm~40mm,间距为 500mm~600mm. 加热线的宽度与面板厚度有关,加热线的间距与弯曲挠度、构件断面 模数及矫正效果有关。构件矫正从弯曲的端部开始。纵向弯曲变形较 大时,可施加外力。
4.1 必须明确被矫正构件的材料是否允许直接用水冷却方法。对一般船用低碳
钢及高强度低合金钢,如 16Mn、901、902 等,都可采用水冷却。但对 Ceq>0.38% 的高强度钢,则有特殊规定(详见附录 B)。
4.2 必须了解周围环境情况。
4.3 浇水时由于水沫飞溅,容易堵塞火焰嘴,因此,应细心控制水的流量及浇
图 9 检验线 5.1.2 构件横向弯曲变形的矫正,一般现在腹板上进行线状加热(见图 10),
图中 f 指变形值。当在面板弯曲外凸的一边用三角形加热法时,应在面 板宽度 1/2 处开始,加热线宽度为 20mm~30mm,三角形顶角 30°,三角 形底边总是朝向弯曲凸出的一边,间距 500mm~600mm。矫正顺序如下: a) 必须充分加热全部板厚,以免诱发其他变形。 b) 矫正的程序应从弯曲的端部开始。 c) 当弯曲变形较大时,可沿矫正方向施加外力。 d) 冷却水应稍后一些进行。 e) 若构件腹板较厚,则在腹板上进行带状加热,位置与面板上的三角形
图 5 十字状加热 c) 格子状加热法:其加热线呈格子状,又称纲目烧法(见图 6)。此法使
用于大变形的场合,能得到比较均匀的外表,但必须注意切勿矫正过 头
5
图 6 格子状加热 2.3.3 放射状加热法:其加热线呈放射状(见图 7)。此方法使用于凸变形,
从变形凸部中央向各个方向进行短线加热,加热线长度为 100mm~150mm。
附录 C(标准的附录)火工矫正技术公差 ............................. 21
附录 D(提示的附录)工具和使用 ................................. 23
2
船体火工矫正通用工艺
1 范围
本工艺规定了船体火工矫正的原理及基本方法、矫正加热方法、矫正冷却方法、 小组立及中组立部件变形的矫正、大组立分段变形的矫正、总组及搭载变形的矫正及 火工矫正注意事项。
1
船体火工矫正通用工艺
目录
第一节 范围 ................................................... 3
第二节
原理及基本方法 ......................................... 3 1. 原理 ................................................ 3 2. 基本要求 ............................................ 3 3. 基本方法 ............................................ 3
图 7 放射状加热 2.3.4 三角形加热矫正法
三角形加热矫正法,又称楔形加热法,其加热区呈三角形(见图 8),图 中 f 指变形值。一般用于矫正焊接组件,如 T 型、I 型、L 型截面以及骨 架分段的自由边缘的变形。对构架的矫正,通常是平板矫正,加热位置 总是在构件弯曲凸起的一面,加热范围在构件中和轴的上方。
第三节 矫正的加热方法 ......................................... 7
第四节 矫正的冷却方法 ......................................... 7
第五节
小组立及中组立部件变形的矫正 ........................... 8 1. T 型构件变形的矫正 ................................... 8 2. 肋板变形的矫正 ..................................... 10 3. 单向构架平面部件变形的矫正 ......................... 10 4. 围壁上的门、窗等开口处变形的矫正 ................... 11 5. 机座变形的矫正 ..................................... 12
2.3.1 圆点加热矫正法 圆点加热矫正,一般用在板型结构变形区域,如上层建筑的围壁。用
氧-乙炔焰炬,在被矫正的部位作圆环状游动,均匀地加热使加热区域成圆 点形(见图 1),加热温度为 780℃~800℃。当火圈呈现樱红色,立即用木 槌或铁锤敲火圈周围。随着火圈颜色的逐渐暗淡,锤击也渐轻渐缓。
3
1.圆点加热
2.锤击位置和方向
(图 1 圆点加热矫正)
锤击中心也渐由火圈外围移至火圈区域,直到火圈成黑色,温度约 200℃~450℃。即停止锤击。
待冷却至 10℃~15℃时(用手触摸无烫感),复行锤击。6mm 以上的板 和骨架用铁锤。
圆点(火圈)的大小,应与被矫正板的厚度相适应。火圈的密度,不 仅与被矫正板厚度有关,而且与被矫正板的弯曲的挠度有关。根据火圈的 排列分为圆周式圆点火圈(见图 2)与梅花式圆点火圈(见图 3)。
2010
船体火工矫正通用工艺
船体结构在建造过程中,由于种种原因,必然会产生变形,所以矫正是不 可缺少的一个工种,目前本公司常用的矫正方法有二种:机械矫正和火工 矫正。火工矫正有设备简单,就地矫正,机动灵活等特点。本标准着重叙 述了船体结构焊后产生的变形及其采用火工矫正消除变形的方法。
L SCS 2010‐3‐2
表 2 焰心距钢板表面长度与钢板厚度
mm
钢板厚度
焰心距钢板表面 长度
2~5 -2~0
9~
15
6~8
14
~22
23 ~26
0~
3~
4~
0
3
4
5
>26 6~10
注:负值表示钢板表面深入焰心的距离
4 矫正的冷却方法
变形矫正的冷却分为空气冷和水冷两种。目前船厂常用水冷,因为这种冷却能够 加速冷却速度,提高矫正效率。水冷却又可分为正面浇水与背面浇水(一般适用于薄 板的矫正)两种。采取水冷却时应遵循以下要求:
第八节 火工矫正注意事项 ...................................... 18
附录 A(标准的附录)温度与火色 ................................. 19
附录 B(标准的附录)高强度钢火工矫正温度 ....................... 20
第七节 总组及搭载变形的矫正 .................................. 17 1. 船坞上矫正要求 ..................................... 17 1. 上层建筑大合拢变形的矫正 ........................... 17
水点与火焰点距离(即水火距)。
4.4 选择水火距的大小还要与加热温度相配合,若加热温度提高,则水火距要
相应增大,反之则要减少。水火距对低碳钢一般在 50mm~60mm.
4.5 必须严格按照工艺规程进行水冷却,特别是高强度合金钢。
7
5 小组立及中组立部件变形的矫正
5.1 T 型构件变形的矫正
5.1.1 构件焊后往往发生纵向、横向弯曲变形及面板的角变形。火工矫正后, 要检验预先划出的检验线(见图 9),根据检验线的直线度公差来检查矫 正的质量。当构件长度 l≤5m 时,检验线直线度公差为 3mm;当构件长度 5m<l≤10m 时,检验线直线度公差为 5mm.复板的平直度要和顺。
图 8 三角形加热矫正
6
3 矫正的加热方法
用氧-乙炔焰矩加热钢板时,Fra bibliotek火焰特性、焰心距离、孔径的大小、加热的速度等, 对变形矫正的效果有密切关系。
火焰特性一般用中性焰加热。钢材加热温度与火色对照(详见附录 A)。 焰心距离是指从火焰的白亮点到钢板表面的距离。加热效率最高的地方,也就是 温度最高处离白亮点(焰心)末端 3mm~10mm.所以焰心与钢板的距离大小,直接影响 到加热的温度和速度。焰心距钢板表面长度与钢板厚度的参考数据。(见表 2)
用背烧带状加热法矫正。对于中等厚度的板,其加热位置应离焊缝 5mm: 对于薄板,则其加热位置在脊梁中(见图 13)。
9
中等厚板加热位置
薄板加热位置
图 13 双拢尺型角变形的矫正
b) 为提高对中等厚度板的变形矫正效果,经加热后可用专用工夹具施加
外力进行矫正,见附录 D(提示的附录)。
图 12 腹板向内凹的弯曲变形 5.1.4 构件双向弯曲变形的矫正
构件纵、横双向的弯曲变形,一般是非对称截面的构件如:L 形、【形等, 其矫正是采用 5.1.3 中 a)、b)两种矫正方法分别进行,T 型构件也会产 生双向弯曲变形。在一般情况下,首先应矫正横向弯曲变形,然后矫正 纵向弯曲变形。 5.1.5 构件面板角变形的矫正 a) 双拢尺型角变形的矫正方法,一般同“瘦马”变形矫正方法相同,即
温度与火色) 2.1.3 焊接成的 T 型、工型、肋板、围壁板和各种基座等的矫正工作应在其
安装前进行。 2.1.4 矫正工作必须在一个分段或总段内零部件的装配和焊接工作结束后进
行。以避免因为焊接变形而再次矫正,钢板焊接的接头仅作定位焊或尚 未施行封底焊处,不允许进行矫正。 2.1.5 拼板的对接边缘应预先进行矫正以利于装配 2.1.6 在焊缝热影响区域内(距离焊缝 50mm 范围内),原则上不允许进行加 热矫正。 2.1.7 人员 凡参加火工矫正的人员必须经过专业培训,并考试合格。经有关部门认 可合格后才能持证上岗。
8
图 11 腹板向外凸弯曲变形 b) 腹板向内凹弯曲变形的矫正(见图 12)。其矫正方法应从腹板 h/2 处开
始,由外向里用三角形加热法。冷却水稍后进行,接着用带状加热面 板,带状间应相互平行,带状宽度为 30mm~40mm,间距为 500mm~600mm. 加热线的宽度与面板厚度有关,加热线的间距与弯曲挠度、构件断面 模数及矫正效果有关。构件矫正从弯曲的端部开始。纵向弯曲变形较 大时,可施加外力。
4.1 必须明确被矫正构件的材料是否允许直接用水冷却方法。对一般船用低碳
钢及高强度低合金钢,如 16Mn、901、902 等,都可采用水冷却。但对 Ceq>0.38% 的高强度钢,则有特殊规定(详见附录 B)。
4.2 必须了解周围环境情况。
4.3 浇水时由于水沫飞溅,容易堵塞火焰嘴,因此,应细心控制水的流量及浇
图 9 检验线 5.1.2 构件横向弯曲变形的矫正,一般现在腹板上进行线状加热(见图 10),
图中 f 指变形值。当在面板弯曲外凸的一边用三角形加热法时,应在面 板宽度 1/2 处开始,加热线宽度为 20mm~30mm,三角形顶角 30°,三角 形底边总是朝向弯曲凸出的一边,间距 500mm~600mm。矫正顺序如下: a) 必须充分加热全部板厚,以免诱发其他变形。 b) 矫正的程序应从弯曲的端部开始。 c) 当弯曲变形较大时,可沿矫正方向施加外力。 d) 冷却水应稍后一些进行。 e) 若构件腹板较厚,则在腹板上进行带状加热,位置与面板上的三角形
图 5 十字状加热 c) 格子状加热法:其加热线呈格子状,又称纲目烧法(见图 6)。此法使
用于大变形的场合,能得到比较均匀的外表,但必须注意切勿矫正过 头
5
图 6 格子状加热 2.3.3 放射状加热法:其加热线呈放射状(见图 7)。此方法使用于凸变形,
从变形凸部中央向各个方向进行短线加热,加热线长度为 100mm~150mm。
附录 C(标准的附录)火工矫正技术公差 ............................. 21
附录 D(提示的附录)工具和使用 ................................. 23
2
船体火工矫正通用工艺
1 范围
本工艺规定了船体火工矫正的原理及基本方法、矫正加热方法、矫正冷却方法、 小组立及中组立部件变形的矫正、大组立分段变形的矫正、总组及搭载变形的矫正及 火工矫正注意事项。
1
船体火工矫正通用工艺
目录
第一节 范围 ................................................... 3
第二节
原理及基本方法 ......................................... 3 1. 原理 ................................................ 3 2. 基本要求 ............................................ 3 3. 基本方法 ............................................ 3
图 7 放射状加热 2.3.4 三角形加热矫正法
三角形加热矫正法,又称楔形加热法,其加热区呈三角形(见图 8),图 中 f 指变形值。一般用于矫正焊接组件,如 T 型、I 型、L 型截面以及骨 架分段的自由边缘的变形。对构架的矫正,通常是平板矫正,加热位置 总是在构件弯曲凸起的一面,加热范围在构件中和轴的上方。
第三节 矫正的加热方法 ......................................... 7
第四节 矫正的冷却方法 ......................................... 7
第五节
小组立及中组立部件变形的矫正 ........................... 8 1. T 型构件变形的矫正 ................................... 8 2. 肋板变形的矫正 ..................................... 10 3. 单向构架平面部件变形的矫正 ......................... 10 4. 围壁上的门、窗等开口处变形的矫正 ................... 11 5. 机座变形的矫正 ..................................... 12