火工矫正的原则工艺
- 格式:pdf
- 大小:833.57 KB
- 文档页数:4


船体火工矫正原则工艺1.火工矫正的作用原理船体结构的火工矫正,就是利用金属局部受热后,所引起的新的变形去矫正原先的变形。
当金属局部加热时,被加热处的材料受热而膨胀,但由于周围温度低,因此膨胀受到阻碍,此时加热处金属受压缩压力,当加热温度一般把变形量大的一端放在加热线的终端,而非始端;4)利用刚性约束能加大热塑变形量的原理进行矫正。
如果取水冷却的火工矫正办法,让周围的金属尽量保持冷却以提高周围约束的刚性,从而增大矫正效果;5)利用预应力进行矫正。
如果用辅助工夹具等,以使冷金属区域预先有一个附加的应力压缩加热区金属,促使压缩应力提早达到屈服点,而加快热塑变形以增大矫正效果。
2.2加热方法方法优缺点、适用范围线状加热法加热线宽度一般为钢板厚度的0.5~2倍,矫正质量好、效率高,适用于矫正板架、变形“瘦马”变形,板架的起伏波浪变形等.点状加热法各点直径一般不小于15mm,变形量越大,点与点距离越小,一般为50~100mm,加热参数易掌握、但速度慢、工效低.三角形加热法适用于矫正较大构件的弯曲变形.2.3按冷却方法划分方法优点、适用范围常规矫正法(空冷法)用于矫正各种钢结构。
水火矫正法用于矫正低碳钢等。
2.4火工矫正参数1)火工矫正参数包括火焰性质、火焰功率、加热温度、加热区规格、火焰至工件表面距离;火焰一般采用氧-乙炔焰。
2)钢板四边波浪变形时,加热长度一般为板宽的1/2~1/3,加热距离视变形越大,距离越近,一般50~200mm。
矫正厚钢板弯曲变形时,加热深度不超过板厚的1/3。
3)加热点至工件表面的距离应以能获得最高的热效率为宜。
水火矫正厚度为5~6mm钢板时,水火间距离为约25~30mm。
4)低碳钢火焰矫正时,常采用600°C~800°C的加热温度,一般不超过850°C。
一般凭钢材的颜色判断加热温度,见下表:颜色温度(°C)深褐红色550~580褐红色580~650暗樱红色650~730深樱红色730~770樱红色770~800淡樱红色800~830亮樱红色830~900橘黄色900~1050暗黄色1050~1150 3.火工矫正的时机、范围及处理方法4.1矫正前工作状态的要求。
火焰矫正工艺1. 火焰矫正基本参数1.1 火焰选择火焰矫正一般采用的是氧—乙炔比为 1.1~1.2的中性焰或氧—乙炔比不大于1.25的氧化焰,为防渗碳等不良影响,尽量避免使用碳化焰。
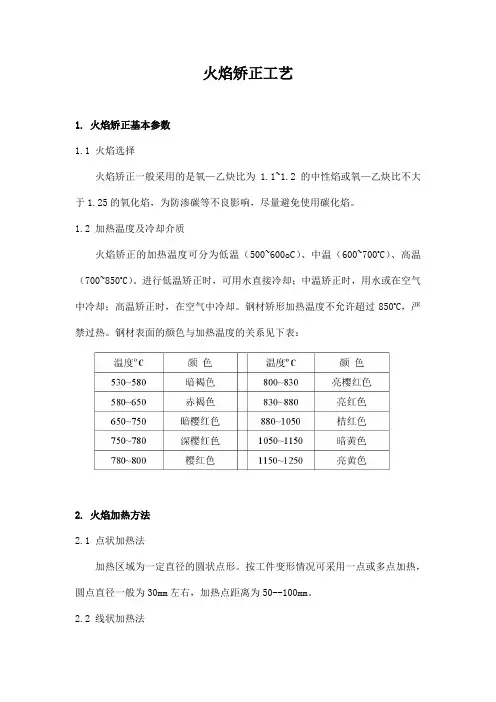
1.2 加热温度及冷却介质火焰矫正的加热温度可分为低温(500~600oC)、中温(600~700o C)、高温(700~850o C)。
进行低温矫正时,可用水直接冷却;中温矫正时,用水或在空气中冷却;高温矫正时,在空气中冷却。
钢材矫形加热温度不允许超过850o C,严禁过热。
钢材表面的颜色与加热温度的关系见下表:2. 火焰加热方法2.1 点状加热法加热区域为一定直径的圆状点形。
按工件变形情况可采用一点或多点加热,圆点直径一般为30mm左右,加热点距离为50--100mm。
2.2 线状加热法加热时火焰沿直线方向移动,同时在宽度方向上作一定的横向摆动;一般加热宽度为20—90mm,板厚小时取窄一些。
2.3 三角形加热法加热区域为三角形,根据变形量的大小,确定三角形的形状和面积。
3. 火焰矫正的工艺过程3.1 正确的测量变形值,并在其部位划好记号。
3.2 根据具体变形情况和加热区域来选择火焰矫正的操作方法(点状、线状、三角、梯形、矩形等),确定是否需加支撑、重铊、千斤顶等工具,估计需几把烤具同时进行等。
3.3 火焰矫正过程要分几次(批)进行。
首次(批)加热区的数量要小于预计的总数。
每次加热后必须冷却至室温,测量变形大小,再确定下次(批)加热区的位置和数量。
4 火焰矫正的注意事项4.1 火焰矫正的效果如何主要有三个因素:加热位置、加热温度、加热区的形状。
)4.2 加热温度不宜过高甚至烧化金属。
矫正时要随时注意观察金属的颜色,当达到要求温度时要立刻将火焰抬高或移开。
4.3 火焰矫正时,不允许在300oC~500o C时锤击,主梁腹板、上下盖板尽量避免火焰加热后正锤打方法矫正变形。
4.4 火焰矫正加热区应远离梁中心和在主梁的最大应力截面处(如焊缝区域等)。
火焰矫正工艺1. 火焰矫正基本参数1.1 火焰选择火焰矫正一般采用的是氧—乙炔比为 1.1~1.2的中性焰或氧—乙炔比不大于1.25的氧化焰,为防渗碳等不良影响,尽量避免使用碳化焰。
1.2 加热温度及冷却介质火焰矫正的加热温度可分为低温(500~600oC)、中温(600~700o C)、高温(700~850o C)。
进行低温矫正时,可用水直接冷却;中温矫正时,用水或在空气中冷却;高温矫正时,在空气中冷却。
钢材矫形加热温度不允许超过850o C,严禁过热。
钢材表面的颜色与加热温度的关系见下表:2. 火焰加热方法2.1 点状加热法加热区域为一定直径的圆状点形。
按工件变形情况可采用一点或多点加热,圆点直径一般为30mm左右,加热点距离为50--100mm。
2.2 线状加热法加热时火焰沿直线方向移动,同时在宽度方向上作一定的横向摆动;一般加热宽度为20—90mm,板厚小时取窄一些。
2.3 三角形加热法加热区域为三角形,根据变形量的大小,确定三角形的形状和面积。
3. 火焰矫正的工艺过程3.1 正确的测量变形值,并在其部位划好记号。
3.2 根据具体变形情况和加热区域来选择火焰矫正的操作方法(点状、线状、三角、梯形、矩形等),确定是否需加支撑、重铊、千斤顶等工具,估计需几把烤具同时进行等。
3.3 火焰矫正过程要分几次(批)进行。
首次(批)加热区的数量要小于预计的总数。
每次加热后必须冷却至室温,测量变形大小,再确定下次(批)加热区的位置和数量。
4 火焰矫正的注意事项4.1 火焰矫正的效果如何主要有三个因素:加热位置、加热温度、加热区的形状。
)4.2 加热温度不宜过高甚至烧化金属。
矫正时要随时注意观察金属的颜色,当达到要求温度时要立刻将火焰抬高或移开。
4.3 火焰矫正时,不允许在300oC~500o C时锤击,主梁腹板、上下盖板尽量避免火焰加热后正锤打方法矫正变形。
4.4 火焰矫正加热区应远离梁中心和在主梁的最大应力截面处(如焊缝区域等)。

火焰矫正工艺的基础原理
火焰矫正是一种表面处理方法,可用于各种金属材料的热加工前处理。
该工艺通过热
处理金属表面,在其固态晶粒内部生成一层较细小的氧化膜,从而提高金属材料的表面质
量和加工性能。
火焰矫正的基础原理包括以下几个方面:
1.热物理现象:火焰矫正是通过在金属表面加热的方式来产生氧化膜,加热温度通常
在650℃~1200℃之间。
在这个温度范围内,金属表面会发生热胀冷缩现象,从而改变金属的微观结构。
热处理时金属表面的晶界、位错、氧化物等物质会发生变化,有些物质可能
会被溶解,从而影响金属结构,这也是影响加工性能的重要因素。
2.反应动力学:火焰矫正需要在控制的加热条件下生成一层均匀的氧化膜,膜层质量
的好坏决定了矫正后的效果。
氧气可以被认为是矫正中的主要反应性物质,它与金属表面
的微量元素反应并形成氧化膜。
氧化膜的形成速度和生成的氧化物的化学成分与金属表面
的热处理温度和氧气浓度有关。
3.氧化学:氧化膜的生成和厚度与金属内部元素的化学性质和多种氧化物的生成有关。
在温度越高的情况下,更多的元素会被氧化,形成更多的氧化物,而氧气的含量越多,氧
化物生成的速率就越快。
氧化膜质量也会受到金属表面油污、锈蚀和金属材料强度等因素
的影响。
综上所述,火焰矫正的基础原理是通过加热金属表面产生氧化膜从而提高表面质量和
加工性能,其主要涉及热物理现象、反应动力学和氧化学等多个方面的原理。
通过控制加
热温度和氧气浓度,选择适合的金属材料和控制矫正工艺过程中关键因素的影响,可以有
效地提高矫正后的产品表面质量和加工性能。