中厚板工艺流程图
- 格式:doc
- 大小:39.50 KB
- 文档页数:1
中厚板生产工艺流程
《中厚板生产工艺流程》
中厚板是一种常用的金属板材,用途广泛,主要用于制造船舶、桥梁、建筑等领域。
其生产工艺流程包括以下几个步骤:
一、原料准备:中厚板的主要原料是钢材,通常采用熔炼法生产。
通过将铁矿石和其他金属材料放入高温熔炉中进行融化,然后经过一系列的处理和纯化,得到合适的合金成分。
二、连铸:经过原料准备后,将熔化的金属倾入连铸机中,经过冷却和凝固,得到一根长条形的坯料。
三、粗轧:将连铸得到的坯料送入轧机进行粗轧,将其变成厚度合适的压坯,同时也给予了初始的宽度和长度。
四、精轧:经过粗轧后的厚板送入精轧机进行加工,精轧机以较高速度将厚板进行加工,使其变得更加平整和光滑。
五、热处理:将加工后的中厚板送入热处理炉中进行热处理,以提高材料的力学性能。
六、切割和定尺:经过热处理后的中厚板送入切割机中进行切割,根据需要制定合适的尺寸要求,将中厚板切割成符合要求的尺寸。
七、表面处理:经过切割后的中厚板进行表面处理,包括清洁、
除锈、喷漆等步骤,以确保产品表面光滑且具有防腐蚀性能。
以上便是中厚板的生产工艺流程,经过以上步骤的加工,中厚板最终成品可以用于制造各种工程结构件,为各行业提供了强大的支撑。
中厚板生产流程
中厚板生产流程主要包括原材料准备、板坯制备、轧制、热处理、表面处理和成品检验等环节。
1. 原材料准备:根据设计要求,选购合适的钢材原料,包括钢坯、铁矿石、合金等。
2. 板坯制备:将选购的钢坯加热至一定温度,使其变软,然后通过轧机或铸造等工艺,将钢坯加工成板坯。
板坯的尺寸和形状要符合生产要求。
3. 轧制:将板坯放入轧机中进行轧制,包括热轧和冷轧两种方式。
热轧是在高温下进行的,通过辊机将板坯加热、轧制成所需尺寸和形状的板材;冷轧是在室温下进行的,通过辊机将板坯压制成所需的尺寸和形状。
轧制过程中会伴随有热处理。
4. 热处理:通过控制板材的温度,使其在一定时间内保持在高温下,并进行冷却处理,以调整材料的组织结构、获得所需的力学性能。
常用的热处理方法有退火、正火、淬火和回火等。
5. 表面处理:对板材的表面进行处理,以满足不同的工程要求。
常见的表面处理方法有喷漆、喷涂、脱油、磨砂等。
6. 成品检验:对成品板材进行检验,包括尺寸、力学性能、化学成分、外观质量等方面的检测。
确保产品符合要求后即可交付使用。
以上是中厚板生产的基本流程,具体操作会根据钢材的品种和用途有所差别,同时考虑经济性、环保性等因素。
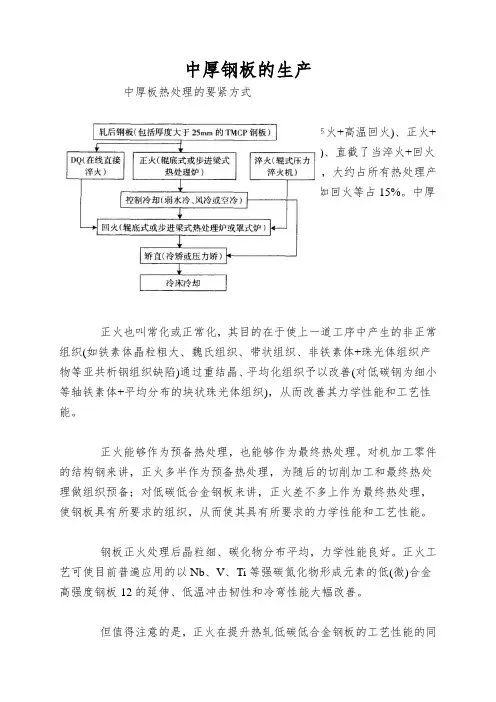
中厚钢板的生产中厚板热处理的要紧方式中厚钢板热处理的要紧方式有正火、调质(淬火+高温回火)、正火+控冷、正火+回火、回火、退火、直截了当淬火(DQ)、直截了当淬火+回火等。
其中,处理量最大的是正火板,包括正火+回火,大约占所有热处理产品的70%左右;其次是调质板,占15%左右;其它如回火等占15%。
中厚板热处理工艺流程见图1。
图1 中厚板热处理工艺流程1 正火工艺的特点及注意事项正火也叫常化或正常化,其目的在于使上一道工序中产生的非正常组织(如铁素体晶粒粗大、魏氏组织、带状组织、非铁素体+珠光体组织产物等亚共析钢组织缺陷)通过重结晶、平均化组织予以改善(对低碳钢为细小等轴铁素体+平均分布的块状珠光体组织),从而改善其力学性能和工艺性能。
正火能够作为预备热处理,也能够作为最终热处理。
对机加工零件的结构钢来讲,正火多半作为预备热处理,为随后的切削加工和最终热处理做组织预备;对低碳低合金钢板来讲,正火差不多上作为最终热处理,使钢板具有所要求的组织,从而使其具有所要求的力学性能和工艺性能。
钢板正火处理后晶粒细、碳化物分布平均,力学性能良好。
正火工艺可使目前普遍应用的以Nb、V、Ti等强碳氮化物形成元素的低(微)合金高强度钢板12的延伸、低温冲击韧性和冷弯性能大幅改善。
但值得注意的是,正火在提升热轧低碳低合金钢板的工艺性能的同时,往往降低钢的强度,屈服强度和抗拉强度一样降低20~50MPa,关于控轧控冷钢板严峻的可降低80~120MPa。
因此,为保证钢板的交货性能,在正火钢板成分设计时,应不同于一样控轧控冷钢板,可适当增加C、Mn 等固溶强化元素以提升强度(注意碳当量指标不要过高),尽管热轧后钢板的延伸率或冲击功有所降低,但这两项指标在正火处理后会有大幅提升。
2 正火+控冷(+回火)新工艺常化炉除处理“双高”产品外,另一大作用是挽救专门多热轧后延伸或冲击不合产品,减少改判率。
但随之而来的一个咨询题是一些延伸、冲击不合需挽救的产品本身强度富裕量小,容易导致处理后强度反而不合。
1.1我国热处理技术发展热处理是温度与时间相互配合的一项工艺,因此,热处理是通过不同的加热温度、保温时间及冷却速度,使钢的成分与组织发生扩散、再结晶的变化,也可促进或阻止其组织与成分的转变、析出,以期达到所要求的各种性能。
我国现代热处理技术的发展历程大体上可分3个时期,即1949——1965年,70年代中后期,改革开放(1978年)以后的时期。
第一个时期是恢复经济,实行第一、第二个五年计划时期,在此期间我国建设了一批大型现代化的骨干企业,其中的汽车、拖拉机、柴油机、机床和工具、轴承等机械厂大都设置了热处理车间或工段;购买了大批原苏联制造的箱式炉、井式渗碳炉和回火炉及盐浴炉、高频淬火加热设如备等,并建立了自己的电炉厂, 各厂应用的热处理技术基本上是常规技术企业技改的强劲势头给设备制造业带来更多机会。
在热处理加热炉中,箱式、井式和盐浴炉等常规设备的需求会进一步减少。
需要更多的是工艺先进、可靠性和自动化程度高、节能和无污染的设备。
这就要求制造厂能清楚、准确地把握国内外新设备发展动向和用户的市场需求,提出自己的产品发展规划和实现目标的措施。
热处理工艺材料(淬火剂、渗剂、防渗剂、气氛和盐浴)和辅助材料(清洗剂、防锈剂、干燥剂、催化剂等)是热处理技术的重要组成部分。
缺乏优质工艺材料,就不能保证热处理零件和各种制品的优异质量。
在热处理工艺材料中用量最大的是淬火剂。
1.2国内中厚板热处理工艺与设备发展现状目前在中厚钢板的生产中控轧控冷(TMCP)工艺已普遍应用,并在管线钢、高强度结构钢、海洋平台用钢、造船板等的生产中发挥了积极作用,大大提高了钢板的综合性能,节约了宝贵的合金元素。
但是,TMCP处理的钢板性能离散度较大,而且一些钢种要求很苛刻的临界轧制。
因此,对于生产厚规格、高性能钢板,尤其是要求性能均匀性比较高的锅炉压力容器钢板、桥梁钢板、高层建筑钢板、Z向钢板等,传统的离线热处理方式仍然是难以替代的。
因为对于需要热处理的钢板来说,一般40mm以上的厚规格钢板受剪切能力限制,需要火焰切割,而且热处理的钢种很多要求逐张探伤。
目录:一、中厚板概述二、热轧总厂中厚板分厂概况三、中厚板分厂轧钢生产工艺四、中厚板性能一、中厚板概述1、中厚板是国家现代化不可缺少的一项钢材品种,被广泛用于大直径输送管、压入容器、锅炉、桥梁、海洋平台、各类船舰、坦克装甲、车辆、建筑构件、机器结构等领域,其品种繁多,使用温度要求广泛(-20℃——600℃),使用环境要求复杂(耐候性、耐蚀性等),使用强度要求高(强韧性、焊接性能好等)。
一般厚度在4mm以上的为中厚板(4——20mm的为中板,20——60mm为厚板,60mm以上的为特厚板)。
2、中厚板一般有较高的综合机械性能。
力学性能要求有:强度、塑性、硬度、冲击韧性、刚度等。
工艺性能要求有:焊接性能、淬透性、加工性、耐候性、耐蚀性、耐磨性、耐疲劳性、高温特性、低温特性等。
二、热轧总厂中厚板分厂概述:1、热轧总厂中厚板分厂是我国中厚板行业的重要的基地,年产量向80万吨迈进。
主要产品有:造船用结构钢板、桥梁用钢板、锅炉用钢板、压力容器用钢板、优质碳素结构钢板、普通碳素结构钢板、低合金高强度结构钢板、工程机械用钢板、耐火耐候高层建筑用钢板、特殊用途钢板等。
先后为三峡工程、芜湖长江大桥、武汉军山长江大桥、武汉阳逻长江大桥、天兴洲公铁两用长江大桥、国家大剧院、北京电视塔、国家体育场、国家图书馆、北京奥运工程、国家石油战略储备工程、青藏铁路等国家重点工程提供了大量的优质钢板,许多产品都取代了进口的产品,成为“双高”产品中的佼佼者。
2、中厚板分厂主要的设备有:板坯修磨机、二座推钢式加热炉和一座步进式加热炉,立辊轧机、二辊轧机、四辊轧机各一座,控轧控冷系统,矫直、剪切、精整设备齐全,并有国内先进的热处理设备(三座常化炉)三、热轧总厂中厚板分厂生产工艺热轧总厂中厚板分厂生产工艺流程框图如下:1、原料选择原料是中厚板生产中的重要环节之一。
原料的选择是否合理,将影响轧机的生产率、成材率、钢板质量及成本。
原料表面缺陷一般可以采用表面清理的方法消除,然后再加热、轧制,否则会因原料缺陷在轧制过程中扩展造成废品。
材料成型课程设计——热轧中厚板工艺设计指导老师:***姓名:学号:班级:专业:材料成型及控制工程2012 年 12 月 21 日安徽工业大学目录一. 题目及要求二. 设计目的三. 已知条件四. 基本要求五. 设计说明书(一)产品技术要求及步骤(二)工艺流程图(三)轧制规程设计3.1 轧制方法3.2 安排轧制规程3.3 校核咬入能力3.4 确定速度制度3.5 确定轧制延续时间3.6 轧制温度的确定3.7 计算各道的变形程度3.8 计算各道的平均变形速度3.9 求各道的变形抗力3.10 计算各道的平均单位压力P及轧制力P3.11 计算各道总压力3.12 计算传动力矩(四)强度校核(五)电机功率校核(六)参考文献(七)车间平面布置图六.总结一、题目及要求题目:热轧中厚板工艺设计,使成品尺寸规格为25*2500mm课程名称:材料成型课程设计课程类型:必修课教学对象:材料成型专业本科生二、设计目的《材料成型课程设计》是材料成型专业必修课之一,是课程教学的一个重要环节。
其轧钢方向的课程设计要求达到以下目的:1)把《塑性工程学》、《塑性加工原理》、《塑性加工车间设计》、《孔型设计》等专业课程中所学的知识在实际设计工作中综合加以运用,巩固所学的专业知识,提高对专业知识和相关技能的综合运用能力。
2)本次设计是毕业设计前的最后一个教学环节,为进一步培养学生工程设计的独立工作能力,团队协作意识,树立正确的设计思想,掌握工艺设计的基本方法和步骤,为毕业设计工作打下良好的基础。
三、已知条件主要设备参数项目粗轧机精轧机轧机型式四辊可逆轧机PC轧机工作辊辊身尺寸 /mm Ø850~950×3800 Ø850~950×3800 支撑辊辊身尺寸 /mm Ø1700~1800×3700 Ø1700~1800×3700 工作辊辊颈尺寸 /㎜Ø500×480 Ø450×420支撑辊辊颈尺寸 /㎜Ø1200×1150 Ø1200×1150 工作辊材质合金铸铁合金铸铁支撑辊材质铸钢铸钢最大轧制压力 /MN 70 70最大轧制力矩 /MN*m 2×2.6 2×1.975最大轧制速度 /ms-1 4.239 6.123最大工作开口度 /mm 500 400 主电机功率 /Kw 2×5000 2×5500主电机转速 /rpm 0~45~90 0~65~130压下速度 /mm s-125 15本设计主电机的功率分别选用:P=2×5000Kw粗轧机组H1P=2×5500Kw精轧机组2H计算钢种:Q235 坯料及产品规格坯料:2000*1500*200 mm 厚的连铸坯 规格:25*2500(mm )四、基本要求独立完成工艺流程、规程设计(孔型设计),掌握工艺设计的基本内容,基本步骤和方法,熟练使用AutoCAD 进行工程图的绘制。
中厚板热连轧工艺流程中厚板热连轧可是个很有趣的生产过程呢。
一、坯料准备。
中厚板热连轧的原料那可是有讲究的。
一般来说,坯料得是那种符合一定规格的钢坯。
这钢坯就像是我们做美食的基础食材一样重要。
它得有合适的尺寸,不能太大也不能太小,就像我们做菜,食材的大小得合适才能做出美味。
这些钢坯的质量也得过关呀,要是质量不好,那后面的工序可就麻烦了。
比如说,钢坯要是有太多的杂质,就像我们吃的米饭里有沙子一样,那轧出来的中厚板质量肯定好不了。
二、加热。
钢坯准备好之后呢,就要进行加热啦。
这个加热的过程就像是给钢坯做个热身运动。
把钢坯放进加热炉里,让它的温度慢慢升高。
加热炉就像一个温暖的小窝,钢坯在里面舒舒服服地被加热到合适的温度。
这个温度可得控制好呢,就像我们烤面包,温度高了面包会烤焦,温度低了面包又烤不熟。
对于钢坯来说,温度不合适的话,它的可塑性就不好,在后面的轧制过程中就不容易变形。
三、除鳞。
加热完了的钢坯表面会有一层像鳞片一样的东西,这时候就要除鳞啦。
你可以想象这层鳞就像钢坯穿了一件脏衣服,得把它脱下来才能让钢坯干干净净地去轧制。
除鳞的方法有好几种呢,不管是用高压水冲,还是用其他的方法,目的就是把这层脏东西去掉。
要是除鳞不彻底,那轧出来的中厚板表面就会坑坑洼洼的,就像人的脸长了痘痘一样,不好看而且还影响质量。
四、轧制。
这可是中厚板热连轧的关键环节哦。
轧制就像是把一块面团擀平一样,不过这可是用轧辊来擀钢坯呢。
轧辊就像两个大力士,不停地挤压钢坯,让它一点一点地变薄变长。
在轧制的过程中,要控制好轧制的速度、压力这些参数。
要是速度太快,钢坯可能会来不及变形就被轧过去了,就像我们跑步太快容易摔倒一样。
压力也要合适,太大了可能会把钢坯轧坏,太小了又达不到我们想要的厚度。
而且这个轧制不是一次就完成的,要经过好多个道次的轧制,就像我们做一件精致的手工艺品,得一点一点地雕琢。
五、冷却。
轧制完了的中厚板温度还很高呢,这时候就要冷却啦。
3.中厚板生产工艺流程3.1制订生产工艺流程的依据合理的生产工艺流程应该是在保证完成设计任务书中规定的质量和产量的前提下,具有最低的消耗、最少的设备、最小的厂面积、最低的产品成本,并且有利于产品质量的不断提高和将来的发展,具有较好的劳动条件和最好的经济效果。
制订生产工艺流程主要依据有以下几点:(1)依据生产方案的要求。
由于产品的产量、品种、规格及质量的不同,所采用的生产方案就不同,那么主要工序就有很大的差别。
因此,生产方案是编制生产工艺流程的依据。
(2)根据产品的质量要求。
为了满足产品技术条件要求,就要有相应的工序给以保证。
因此,满足产品标准的要求是设计生产工艺流程的基础。
(3)根据车间生产率的要求。
由于车间的生产规模不同,所要求的工艺过程的复杂程度也不同。
在生产同一产品的情况下,生产规模越大的车间,其工艺过程也越复杂。
因此,设计时生产率的要求是设计工艺过程的出发点。
3.2中厚板生产工艺流程的制订中厚板生产的一般工艺流程为:原料检查、原料清理、加热、除鳞、轧制、矫直、冷却、表面检查修磨、精整等工序。
本设计工艺流程如下图3-1。
图3-1生产工艺流程图3.2 中厚板生产工艺流程简述3.2.1坯料3.2.1.1坯料的选择用于生产中厚钢板的原料有扁钢锭、初轧板坯、锻压坯、压铸坯和连铸板坯几种。
本设计选用连铸坯。
原料尺寸的原则是:(1)原料的厚度尺寸在保证钢板压缩比的前提下应尽可能小。
(2)原料的宽度尺寸应尽量大,使横轧操作容易。
(3)原料的长度应尽可能接近原料的最大允许长度。
3.2.1.2 铸坯的材质中厚钢板的钢种有:碳素结构钢、优质碳素结构钢、碳素工具钢、低合金钢、弹簧钢、高速工具钢及其他各种合金钢。
不同材质的钢板的材质要求参照其相关标准来规定。
本设计采用低碳钢、低合金钢。
3.2.1.3 铸坯检查与清理(1)铸坯常见缺陷连铸板坯常见的缺陷有:表面纵裂纹、表面横裂纹、星状裂纹、皮下气泡和夹杂、鼓肚、内部裂纹、中心偏析和中心疏松、非金属夹杂等。