G3模具规格书
- 格式:doc
- 大小:1.62 MB
- 文档页数:19
_______模具规格书版次:一、规格书正文二、模具基本资料三、进浇分析各单位与会代表:制模厂:___________代表1签:_____代表2签: _____注塑厂:___________代表1签:_____代表2签:_____产工单位:___________代表1签:_____代表2签:_____模具规格书开模用A:产品资料产品机种:_____________________________产品名称:_______________________ 产品发图次数:_____日期: _____________投影面积:_____ mm2产品重量:_____ g 生产数:_____k平均肉厚:_____mm开模目的:□试做□更新□量产成型样品:□有□无验证:□否□是B:成型材料塑料:_____厂商名:_____等级规格:_____防火等级:_____收缩率 L_____‰,w _____‰比重:_____ g/mm3颜色:_____目标成型周期:_______sec模温:_____°CC:成型机资料品牌:_________型号: ____________吨数:_____T可塑化能力:______ kg/hr 射出容量_____g定位环:θ_____mm喷嘴:孔径θ_____mm球半径SR:θ_____mm哥林柱间隔:_______*_______mm容模范围:最小_____ mm 最大_____ mm开模行程:___________ mm击出形式:□公制□英制□非标准_____其它:______________________________D:制模时间(制模期:_________天)开模日期:__________第一次试模日期:__________ 生产日期:__________E:模具资料1) 模具编号:__________2) 模具材料a 模胚供应商:__________b 母模仁材质:_________HRC洛氏硬度:__________ 表面处理: __________c公模仁材质:__________HRC洛氏硬度:__________ 表面处理: __________d行位材质:__________ HRC洛氏硬度:__________ 表面处理: __________特别入子(BeCu铍铜/Al Alloy合金等等):__________位置:____________________ HRC洛氏硬度:__________f模具尺寸__________L*__________W*__________ H(mm)模具重量:__________kg3) 模具类型□两板模□三板模□两板模(热流道)4) 吊环:□M12 □M16 □M20 □M24 其它:_________5) 穴数:_________*_________6) 每模重量:_________g7) 流道系统:进浇口数目:_________cav*_________pt□冷流道□热流道供应商:________形式:________□其它:__________________浇口8)特别功能A 行位:□有□无□母模:________pcs □公模:________pcsB 斜销:□有□无C 锁模扣:□有□无D 其它:__________________9)冷却/加热温控媒体:□冷水□温水□油□加热棒水管直径:□θ6mm □θ8mm □θ10mm □θ12mm □其它_________________ 水塔:□无□喷泉式□隔板式水路接头:□1/8PT □1/4PT □3/8PT □PS □其它_________________ 其它:__________________________________10)顶出系统:顶出方式:□单顶□二次顶出□母模顶出□其它顶出块:□有□无极限开关:□有□无11)模具寿命: □300K □500K □1000K□其它:________12)备品□无□有________________13)工程提点A 穴数□是□否B日期指示章□是□否C 产品版次□是□否D 塑料名称□是□否E 环保回收章□是□否F 其它__________________________________14)所有外观面加工:□是□否□咬花□亮面□镜面□其它________________15)产品需后加工:□是□否□烤漆□丝印□移印□电镀□其它________________。
A: 模具外观1: 铭牌内容要打印模具编号、模具重量(KG)、模具外形尺寸(mm),字符均用1/8英寸的字码打上,字符清晰、排列整齐。
2: 铭牌要固定在模腿上靠近后模板和基准角的地方(离两边各有15mm的距离),用四个柳钉固定,固定可靠,不易剥落。
3; 冷却水嘴要用塑料块插水嘴,¢10管,规格可为G1/8″、G1/4″、G3/8″。
如合同有特殊要求,按合同。
4: 冷却水嘴要伸出模架表面,水嘴头部凹进外表面不超过3mm。
5: 冷却水嘴避空孔直径要为¢25、¢30、¢35mm三种规格,孔外沿有倒角,倒角大于1.5×45,倒角一致。
6: 冷却水嘴要有进出标记,进水为IN,出水为OUT,IN、OUT后加顺序号,如IN1、OUT1。
7: 标识英文字符和数字要大写(5/6″),位置在水嘴正下方10mm处,字迹清晰、美观、整齐、间距均匀。
8:进出油嘴、进出气嘴要同冷却水嘴,并在IN、OUT前空一个字符加G(气)、O(油)。
9: 模具安装方向上的上下侧开设水嘴,要内置,并开导流槽或下方有支撑柱加以保护。
1文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.10: 无法内置的油嘴或水嘴下方要有支撑柱加以保护。
11: 模架上各模板要有基准角符号,大写英文DATUM,字高5/16″,位置在离边10mm处,字迹清晰、美观、整齐、间距均匀。
12: 各模板要有零件编号,编号在基准角符号正下方离底面10mm处,要求同11号。
13: 模具配件要影响模具的吊装和存放,如安装时下方有外漏的油缸、水嘴、预复位机构等,应有支撑腿保护。
14: 支撑腿的安装要用螺丝穿过支撑腿固定在模架上,或过长的支撑腿车加工外螺纹紧固在模架上。
15: 模具顶出孔要符合指定的注塑机,除小型模具外,原则上不能只用一个中心顶出(模具长度或宽度尺寸有一个大于500mm时),顶出孔直径应比顶出杆大5-10mm。
16: 定位圈要可靠固定(一般用三个M6或M8的内六角螺丝),直径一般为¢100或¢150mm,高出顶板10mm。
模具标准件数据手册第一篇范文:模具标准件申购表的填写规范制表:刘东林2004-5-29审核:批准:制表:刘东林2004-5-29审核:批准:第二篇范文:标准件手册标准件速查手册(第一版)紧固件的常用规格目录一螺纹紧固件综合1.GB/T2-2001紧固件外螺纹零件未端------------------------------------12.GB/T152.2-1988紧固件沉头用沉孔-----------------------------------23.GB/T152.3-1988紧固件圆柱头用沉孔--------------------------------4.GB/T152.4-1988紧固件六角头螺栓和六角螺母用沉孔-----------5.GB/T5277-1985紧固件螺栓和螺钉通孔---------------------------二螺栓6.GB/T8-1988方头螺栓C级--------------------------------------7.GB/T37-1988T形槽用螺栓----------------------------------------------8.GB/T799-1988地脚螺栓--------------------------------------------------9.GB/T5780-2000六角头螺栓C级------------------10.GB/T5781-2000六角头螺栓全螺纹C级--------11.GB/T5782-2000六角头螺栓-----------------------------------------------12.GB/T5783-2000六角头螺栓全螺纹-------------------------------三螺柱13.GB/T897-1988双头螺柱bm1d------------------14.GB/T898-1988双头螺柱bm1.25d----------------------------------------15.GB/T899-1988双头螺柱bm15d------------------------------------------16.GB/T900-1988双头螺柱bm2d-------------------------------------------17.GB/T901-1988等长双头螺柱正B级----------------------------------18.GB/T9953-1988等长双头螺柱C级----------------------------------------四螺母19.GB/T41-2000六角螺母C级---------------------------------------------20.GB/T56-1988六角厚螺母-----------------------------------------------21.GB/T810-1988小圆螺母-------------------------------------------------22.GB/T812-1988圆螺母---------------------------------------------------23.GB/T6170-2000Ⅰ型六角螺母---------------------------------------------24.GB/T6172.1-2000六角薄螺母---------------------------------------25.JB/T7382-1994吊环螺母-------------------------------------------------五螺钉1标准件速查手册26.GB/T70.1-2000内六角圆柱头螺钉-----------------------------------------27.GB/T71-1985开槽锥端紧定螺钉-----------------------------------------28.GB/T72-1985开槽锥端定位螺钉-----------------------------------------29.GB/T73-1988开槽平端紧定螺钉-----------------------------------------30.GB/T74-1985开槽凹端紧定螺钉-----------------------------------------31.GB/T75-1985开槽长圆柱端紧定螺钉-----------------------------------32.GB/T77-1985内六角平端紧定螺钉---------------------------------------33.GB/T78-2000内六角锥端紧定螺钉---------------------------------------34.GB/T79-2000内六角圆柱端紧定螺钉------------------------------------35.GB/T80-2000内六角凹端紧定螺钉--------------------------36.GB/T825-1988吊环螺钉-------------------------------------------------六组合件连接副37.GB/T9074.1-2002螺栓或螺钉和平垫圈组合件---------------------38.GB/T9074.15-1988六角头螺栓和平垫圈组合件----------------------39.GB/T9074.17-1988六角头螺栓和弹簧垫圈及平垫圈组合件----40.GB/T9074.26-1988组合件用弹簧垫圈-----------------------------41.GB/T9074.27-1988组合件用外锯齿锁紧垫圈----------------------七木螺钉及自攻螺钉(略)八销42.GB/T91-2000开口销---------------------------------------------43.GB/T117-2000圆锥销----------------------------------------44.GB/T119.1-2000圆柱销不淬硬钢和奥氏体不锈钢-----------------45.GB/T119.2-2000圆柱销淬硬钢和马氏体不锈钢-----------------46.GB/T120.1-2000内螺纹圆柱销不淬硬钢和奥氏体不锈钢----------47.GB/T120.2-2000内螺纹圆柱销淬硬钢和马氏体不锈钢----------48.GB/T879.1-2000弹性圆柱销直槽重型-------------------------49.GB/T879.2-2000弹性圆柱销直槽轻型--------------------------50.GB/T879.3-2000弹性圆柱销卷制重型-------------------------2标准件速查手册51.GB/T879.4-2000弹性圆柱销卷制标准型-----------52.GB/T879.5-2000弹性圆柱销卷制轻型-------------------------------53.GB/T881-2000螺尾锥销---------------------------------------------------九铆钉54.GB/T827-1986标牌用铆钉-------------------------------------------------十垫圈及档圈55.GB/T93-1987标准型弹簧垫圈---------------------------------------------56.GB/T95-2002平垫圈C级-------------------------------------------------57.GB/T97.1-2002平垫圈A级-------------------------------------------------58.GB/T97.4-2002平垫圈用于螺钉和垫圈组合----------------------59.GB/T848-2002小垫圈A级-------------------------------------------------60.GB/T856-1988外舌止动垫圈-----------------------------------------------61.GB/T857-1988圆螺母用止动垫圈---------------------------------62.GB/T886-1986轴肩挡圈---------------------------------------------------63.GB/T893.1-1986孔用弹性挡圈A型---------------------------------64.GB/T893.2-1986孔用弹性挡圈B型-------------------------------65.GB/T894.1-1986轴用弹性挡圈A型-----------------------------------66.GB/T894.2-1986轴用弹性挡圈B型--------------------------------67.GB/T895.1-1986孔用钢丝挡圈-----------------------------------68.GB/T895.2-1986轴用钢丝挡圈---------------------------------------69.GB/T921-1986钢丝锁圈---------------------------------------------------十一焊钉3标准件速查手册一螺纹紧固件综合1.GB/T2-2001紧固件外螺纹零件未端(返回文档顶端)1标准件速查手册5.56.69.011.013.517.522.0------4.GB/T152.4-1988紧固件六角头螺栓和六角螺母用沉孔d2d3td1螺纹规格M5M6M8M10M12M16M20M24M27--d2H13111318222633404853--d3--------1620242833--d1(H13)5.56.691113.517.5222630--螺纹规格M30M36M39M42M45M48M52M56M60M64d2H13617176828998107112118125d336 424548515660687276d1(H13)33394245485256626670(返回文档顶端)-2-标准件速查手册5.GB/T5277-1985紧固件螺栓和螺钉通孔(一般选用中等装配精度)螺纹规格M5M6M8M10M12M16M20M24M27M30精装配精5.36.48.410.5131721252831第三篇范文:五金模具标准件五金模具标准件目录 (2)1、内导柱、导套 (3)2、外导柱、导套 (4)3、内六角螺丝 (8)4、固定销 (10)5、弹簧 (11)6、等高套筒 (14)7、顶料销 (15)8、止符螺丝 (18)9、两用销 (19)10、导正销 (21)11、圆冲子 (23)12、优力胶 (25)13、检测销 (25)第一节:内导柱、导套一、主要功能:内导柱主要用于模板间和上、下模间的导正。
PL660与G3的初步对比收听报告说明:以下内容只代表我手上这台G3和我手上这台PL660的情况。
以下内容纯个人主观。
PL660外观:背壳从9700DX开始,就一直延续使用到现在,德劲也是这样,从1103的背壳一直到G3也一直延续使用同样的背壳,看来模具费用对厂家来说占得成本比例确实很高。
这种9700DX式的背壳最讨厌的就是底部的抽拉式铁支架,底部有两点突出再加上这一处总共是三点,虽然三点支撑比较平稳,但这三点与桌平面的接触面积太小了,很容易打滑的,各位可以试一下。
还有就是感觉PL660的前壳上下边条处的弧度有些大,如果整体弯曲弧度能和中间部分保持一致可能会更好看一些,而且这个大弧还使得液晶显示屏与机壳有一定角度,尤其是侧着看显示屏更加明显。
另外就是PL660的前后壳对接处的缝隙还是大了一些,没有G3衔接的紧密。
上面好像一直在说不足啊。
其实PL660给人的总体感觉还是不错的,很沉稳大气,同时相对之前的机型外观上又有创新(虽然这个外形也是几年前的)。
FM部分:个人感觉,DSP还是干不过传统模拟方式,比如本地106.8和106.9分别是两个台,G3的106.8这个台有串音,而PL660在这个频点上则能清晰接收。
另外两机的耳机音质几乎听不出差别。
喇叭音质PL660明显好于以往德生的同类机型。
个人认为DSP的一个缺点是信号稍弱时,DSP解调出来的立体声分离度明显低很多,而传统模拟则分离度和强信号时一样,只是背噪稍稍大一点。
PL660没有线路输入功能让人觉得有点可惜。
个人感觉PL660的喇叭表现好过1103、G5、G3、1106。
唯一不足的是PL660喇叭的高音有点刺耳,同时高音部分延伸不够,相信高音如果再延伸一些的话听起来就不会像现在这样有点刺耳了,PL660打在BASS音质档更适合长时间聆听,声音更醇厚。
关于FM的耳机音质,感觉这次PL660耳机音质有明显提升(或者说俺木耳了,听不出差别来),和德劲的风格很相似了。
模具仕样书中文 The following text is amended on 12 November 2020.模具基本仕样书2017年08月18日改订0.开模①根据本仕样要求,模具可能会发生不良时,模具报价及设计时请打合。
②有不能对应的内容时,在报价时请提出。
*因为每个供应商都是同样对应的,所以请事前对应。
1.模图承认时,模具图纸需要的内容*AUTOCAD2000能打开的DXF或DWG。
*最终模图提出内容是(参照31/33/32和33)①部品一览表*含以下a~g的内容(顺序不同)*品名需要包含日文或英文。
a.编号NOb.名称(品名)c.规格(尺寸)d.部品规格品有供应商名的要记入(如MISUMI等) e.材质 f.硬度 g.数量②前、后模的平面图、组装断面图、其他(能够理解模具结构的必要内容)*部品一览表内编号要和图纸上编号一致。
③模具全部打开时图面*从天侧看和从反操作侧或操作侧看的图因为要确认产品取出(机械手、自由落下)、流道取出,所以取出方向上模具内的突起部品(AP/SL等)不能省略。
*产品和流道要画图。
点水口:产品顶出状态流道图画在流道取出量的中间。
潜水口/侧水口:模具打开状态,水口连接产品上的顶出图面。
④用另外的图面表示前后模水路图。
a.水路图的立体表现b.各回路用颜色分开关用箭头表示⑤别纸表示产品部和S/L部淬火部品、油槽加工部位及油槽形状。
*要作防止拖伤对策和今后模具修理及改造时能否研磨、烧焊的判断用的提示例。
(表示方法只要理解就可以)⑥图纸右下方要记入产品名称、成形机、成形材料、收缩率、模具重量、投影面积(产品及流道)⑦图面上各部品、部位用颜色分开+分层*各部位、部品无指定颜色。
⑧需要在图面上表示的部品a.模具表面安装部品(拉杆、锁模块、限位开关、PL、模脚、水嘴、油缸、快速接头等)b.水嘴、快速接头的螺丝的规格。
例:R(PT)1/4(螺丝部、平面或有斜度,要有尺寸)c.排气(前面平面图的1面也可)d.模具吊起的重心e.模具天侧表示的刻印图⑨需要详细图的部品a.水口部b.冷料穴部c.流道断面图d.流道勾针、EP、导套、塞打螺丝、定位圈等的避空范围和间隙。
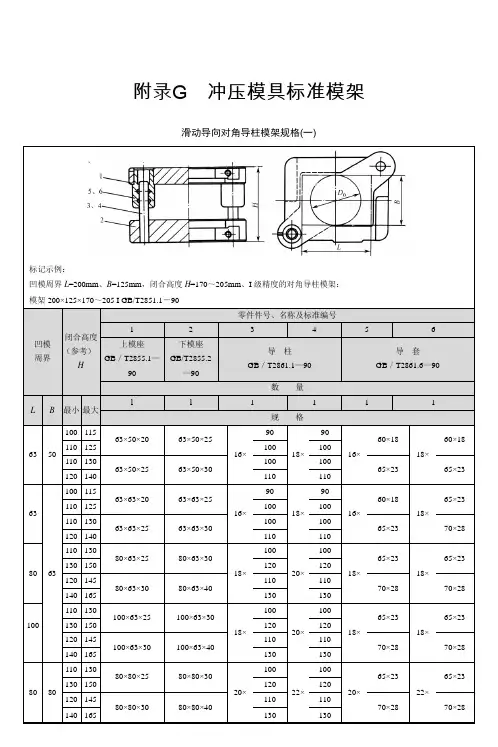
东风模具冲压技术有限公司G3线模具规格书编制:审核:会签:批准:11.1⊙本规格书适用于东风模具冲压技术有限公司冲压生产的所有压模。
⊙模具生产寿命:50万件。
⊙生产方式:手工操作。
1.2⊙采用3D设计,并提供2D图纸。
⊙2D图纸采用A系列纸张(基准尺寸A0=841㎜X1189),比例:1/1,1/2,1/3,1/4。
⊙图纸投影方法采用一角法;绘图文字用中文或英文表达;尺寸单位为米制。
⊙基准点的表示要保证图纸打印时输出的图形直径为Φ10mm。
⊙上平面图左右翻转放置。
1.31.4⊙压缩空气0.5MPa⊙压力机条件参照《压力机规格书》1.5⊙铸件基准:所有铸件(刃口镶块除外)均有铸造基准(三角槽),其位置在铸件四边的侧壁上,位于模具中心线上,直接铸出,不需加工。
实体做出。
1.6⊙模具要设计3处基准孔,基准孔直径为Φ10,深度为20mm ;4处基准面,基准面尺寸如下图。
1.71.8⊙G3线(单动模具)⊙G3线(双动模具)采用中心键槽定位:凸模、凹模、压料圈各加四个中心键槽,键槽大小32x25x80(宽x高x 长)1.9⊙U形槽数量L=55; U形槽中心距两侧加强筋最小距离100mm。
1.10⊙在4角上设定□150(确保平面□120以上)的安全块区域 ⊙在不能确保场地的情况下,可向右前左后的2个地方设置。
⊙下止点的上下间隙定为115±5。
1.11⊙中小型模具采用起重棒,五吨以上模具采用起重吊耳,起吊间距应大于模具长度的3/5 ⊙吊楔、镶块、滑块、顶出器或压料板等零件的起吊⊙起吊钢丝绳路径要倒R20以上圆角。
1.12⊙对下列构成零件,要设置翻转模具用的翻转孔(机加工孔)。
凸模、凹模、压料板、斜楔滑块(质量50kg以上) ・一般零件(质量100kg以上) M16、M20、M24、M30、M36、1.13⊙一般上下模采用导柱导套结构⊙模具冲压有单向侧向力时,采用反侧结构,(反侧块采用铁基自润导板) ⊙模具受多向侧向力时,模具用导向腿导向。
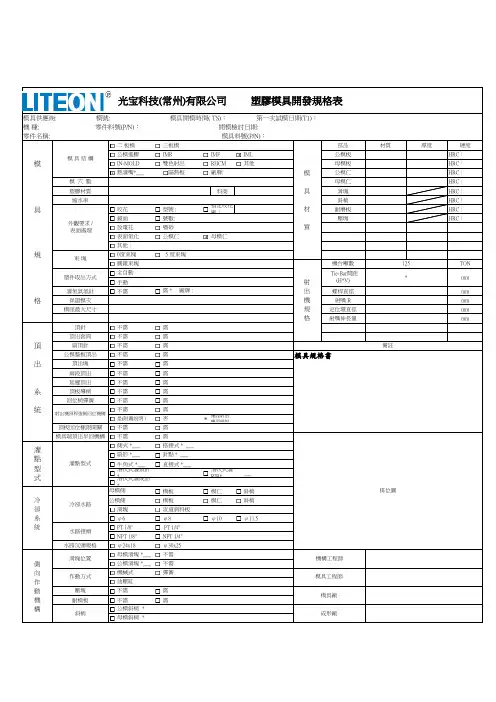
二 板模三板模部品材質厚度硬度公模進膠IMR IMF IML 公模板HRC: 模IN-MOLD 雙色射出RHCM 其他母模板HRC: 熱灌嘴*___隔熱板廠牌:模公模仁HRC:模 穴 數母模仁HRC: 塑膠材質料商具滑塊HRC: 縮水率斜梢HRC: 具咬花型號 : 指定咬花廠:材耐磨板HRC: 鏡面號數: 壓塊HRC:放電花噴砂質表面氮化公模仁母模仁其他 :規0度束塊 5 度束塊圓錐束塊機台噸數TON 全自動手動射灌氮氣氣針不需出螺桿直徑mm 格保證模次 機射嘴 R mm 模座最大尺寸規定位環直徑mm 格射嘴伸長量mm頂針不需需頂出套筒不需需頂扁頂針不需需公模整板頂出不需需出頂出塊不需需兩段頂出不需需延遲頂出不需需系頂板導梢不需需回位梢彈簧不需需統不需需是(附圖說明)否*確認射出機頂桿規格頂板回位極限開關不需需模具端頂出早回機構不需需側式 *___搭接式 * ___扇形 *___針點 * ___牛角式 *___直接式 *___潛伏式灌頂針*___潛伏式灌R IB*___潛伏式灌成品*___模板模仁斜梢冷模板模仁斜梢卻滑塊流道剝料板系φ6φ8φ10φ11.5統PT 1/8" PT 1/4"NPT 1/8"NPT 1/4"水路沉頭規格φ24x18φ30x25母模滑塊 *___不需側公模滑塊 *___不需向機械式彈簧作油壓缸動壓塊不需需機耐模板不需需構束 塊外觀要求 / 表面處理機構工程師需 * 廠牌 :備註塑件取出方式 Tie-Bar間距(H*V)模具規格書灌點型式母模側冷卻水路模具供應商: 模號: 模具開模時間( TS): 第一次試模日期(T1):機 種: 零件料號(P/N): 開模檢討日期:零件名稱: 模具料號(P/N):模 具 結 構作動方式模具工程師滑塊位置水路接頭排位圖公模側模具廠斜梢成形廠公模斜梢 * 母模斜梢 *灌點型式光宝科技(常州)有限公司 塑膠模具開發規格表mm 射出機頂桿強制回位機構125*。
CONTURA G3 测量机(9/12/8,9/16/8,12/18/10,12/24/10)Rev.011,机器组成,安装地点及安装条件选择安装地点时,请确认是否已经具备或即将能够具备以下准备条件:1.1机器组成●机器主体●控制柜●操作手柄盒●软件工作站(及外围设备)1.2 房间高度房间所需的最小高度等于机器高度和机器顶部与房顶之间最小预留维修距离之和。
从地板或地基算,所需的最小房间高度,请参见第8‐11页。
1.3 所需房间空间机器尺寸请参考第8‐11页。
在规划平面图前请确认机器周围没有任何障碍物,机器离墙或其他机器的距离不少于800mm。
安装前须考虑运输路径使安装就位工作容易进行,从而可避免产生过多的额外费用。
1.4运输路径安装机器前请先检查运输通道和安装地点的地板或天花板的承载能力。
门和运输通道的最小尺寸应该比机器实际尺寸宽高各大100mm。
各型机器的重量和尺寸请参考该手册的后面相应的章节。
1.5 房间环境要求桥式测量机属于高科技产品,要使机器达到其规定的各项指标,请确保满足以下条件:允许(外包装箱未拆的状态)的储存温度范围 5到40度;尤其注意冬季时候的储存温度不能低于5度;允许的机器运行的环境条件:允许的温度:17~35度;允许的湿度:40%~80% 没有冷凝;噪音小于90分贝;海拔要求:对电源100‐125V高度3000m,对电源220‐240高度2000m;使用机器的温度要求:必须满足以下要求机器精度方可保证:1,机器等温时间大约一周左右,使机器和环境温度一致;2,必须使用测量温度修正程序,同时输入工件,机器温度以及工件材料的温度膨胀系数;3,以下温度条件必须要满足:确保充足的照明,同时避免频繁开关房间门造成温度变化;任何情况请避免在测量机附近使用热源1.6 总的保护措施测量房间避免有灰尘,细小颗粒(比如:铸沙,铁屑,油雾,冷却剂,润滑剂,烟灰等等),这些东西的积累可能导致机器清洁和维护的成本会上升。
DE INTERFAZ DE USUARIO La HMI de la serie G3 se muestra en un tamaño inferior al real.incorporados de todas las HMI disponibles diferentes de hardware a la Web y a la Controle múltiples dispositivos, incluidos los PLC, PC, unidades y controladores PID, entre otros, a velocidades de hasta 1150 kBaud. Tres puertos seriales estándar y, Software gratuito, fácil y flexibleDe hecho, si un controlador de dispositivo Visite para conocer nuestra línea completa de HMI.INTERFAZ HOMBRE-MÁQUINA (HMI, por sus siglas en inglés)B-8BI n t e r f a z d e o p e r a d o r – H M IAlmacenamiento de datos virtuales ilimitado con CompactFlash Una ranura CompactFlash integrada y compatible con tarjetas CompactFlash de tipo I y tipo II. Fácilmente disponibles y económicas que le permiten recopilar, almacenar y transferir datos de forma sencilla. Si necesita actualizar la base de datos de una máquina que ya ha sido instalada en las instalaciones de un cliente, Crimson le permitirá guardar una copia de la base de datos en una tarjeta CompactFlash, enviarla a su cliente y que la G3 cargue la base de datos desde dicha tarjeta.Transferencia y descarga de datos más rápida con USBLa HMI de la serie G3 presenta un práctico puerto USB para realizar descargas rápidas de archivos de configuración desde un PC, así como cargas de registros de datos a su ordenador para un análisis.Procesamiento potenteLa HMI de la serie G3 presenta un procesador de 32 bits integrado para una capacidad informática inigualable. El software Crimson con funciones completas contiene un compilador “C” integrado para crear programas personalizados para aplicaciones complejas, uso de fórmulas, programación a tiempo real, evaluación de expresiones matemáticas y mucho más.Configuración y programación más rápidasCrimson 2 es un potente conjunto de herramientas de registro de datos, control,configuración y visualización, basadas en iconos y diseñadas específicamente para sacar el máximo provecho de la arquitectura de la HMI de la serie G3. La mayoría de aplicaciones simples se pueden configurar rápidamente mediante un proceso por etapas para configurar los protocolos de comunicación, definir las etiquetas de datos a las cuales se accederá y crear la interfaz de usuario. Una serie completa de elementos gráficos de arrastrar y soltar garantizan la sencillez de la creación de la interfaz y producen resultados profesionales. Otras características avanzadas,como programar, registrar datos y configurar elservidor web de la G3 son intuitivas y se activanfás HMI con funciones completas al precio más bajo Por mucho menos que las HMI de bajo costo usted puede añadir capacidades potentes y defácil uso que se encuentran exclusivamente en las HMI de la serie G3. La serie G3 cuenta con tres comunicaciones seriales, Ethernet, conversor de protocolo, USB y ranura para CompactFlash de serie. Sin ningún coste adicional, recibirá el software Crimson 2 con funciones completas y configuración de arrastrar y soltar, registro de datos, herramientas de interfaz fáciles de usar, un entorno de programación flexible, un registro de datos potente y nuestro exclusivo Panel Virtual y las capacidades de servidor web para permitir el acceso y control remotos.Costes bajos de personal y de viaje¿Por qué controlar manualmente el funcionamiento del equipo si el proceso le puede avisar de un fallo pendiente?La serie G3 se puede conectar a través de Ethernet, módems fijos o inclusomódems de teléfonos móviles para comunicarse con usted en cualquier lugar del mundo. Gracias a las aplicaciones integradas de correo electrónico y mensajes detexto, la serie G3 le permite centrarse exclusivamente en las áreas de interés.propiedades de la etiqueta. Además, puede crear una página Web personalizada mediante un editor HTML externo como Microsoft FrontPage, con un código que indica aCrimson que inserte valores de etiquetas para una supervisión en tiempo real. Finalmente, puede habilitar el Panel Virtual de Crimson, una característica única de acceso y de control remoto que permite a un explorador Web no solo ver la pantalla de la G3 en tiempo real, sino también controlar su teclado y gestionar cualquiera de sus dispositivos habilitados para Ethernet de manera remota. Esta característica solo está disponible en las HMI de la serie G3.Capacidades de registro de datosde múltiples dispositivosCrimson permite a los usuarios configurar de forma rápida un número ilimitado de dispositivos en una aplicación de control, recopilar datos de rendimiento, exponerlos, almacenarlos para su evaluación o bien activar funciones con un panel, ya sea en vivo o de forma remota. Los datos se pueden registrar tan rápidamente como uno por segundo y se pueden adquirir de uno o de todos los dispositivos conectados. Los valores se almacenan en archivos con formato CSV(variables separadas por comas) que se pueden importar fácilmente a aplicaciones comoMicrosoft Excel. Exclusivo en la HMI de la serie G3, el servidor Web de Crimson puede ser utilizado para exponer datos a través del puerto Ethernet del panel G3, permitiendo acceso remoto a información de diagnóstico o a losvalores almacenados por el registro de datos.B-10BI n t e r f a z d e o p e r a d o r – H M IINTERFAZ DE OpERADOR G303l H asta 5 puertos decomunicaciones RS232/422/485 (2 RS232 y 1 RS422/485 integrados, 1 RS232 y1 RS422/485 en tarjeta opcional de comunicaciones)l 10 Base T/100 Base-TX puerto Ethernet a unidades en red y administrador de páginas Web l P uerto USB para descargar la configuración desde lasunidades de PC o para transferir los datos a un PC l L a configuración de la unidad se almacena en una memoria no volátil (tarjeta Flash de 4 MB)l R anura CompactFlash ® para incrementar la capacidad de memoria l L CD de 3,2" y 128 x 64 píxeles con fondo LED amarillo capaz de soportar texto y gráficos simples l U nidad para exteriores con lámina con protección UV disponible l T eclado de 32 botones con teclas de usuario identificable, de navegación, numéricas, para menús en pantalla y otras teclas l T res LED en panel frontal l A limentación desde 24 Vcc ±20%l P ara uso en entornos peligrosos: Clase I, División 2, Grupos A, B, C y D; Clase II, División 2, Grupos F y G; Clase III, División 2Para hacer su pedido, visite /g3_hmi303 para consultar precios y detallesN.º de ModeLo descrIpcIóN G303M000 Interfaz de operador de 3,2", LCD de 128 x 64 píxeles, uso en interiores G303s000 Interfaz de operador de 3,2", LCD de 128 x 64 píxeles, uso en exteriores G3cF064M Tarjeta flash compacta de 64 MB (calidad industrial) G3cF256M Tarjeta flash compacta de 256 MB (calidad industrial) G3cF512M Tarjeta flash compacta de 512 MB (calidad industrial) sFcrM200 Software de programación Crimson, manual y cable USB psdr0100 Riel DIN, alimentación de 24 Vcc, 1 A cBLproG0 Cable de programación RS232 cBLUsB00 Cable de programación USB (incluido con SFCRM200) G3FILM10 Paquete de 10 películas protectoras para G303 G3rs0000 Tarjeta opcional de 2 puertos RS232/485 (aislados) G3pBdp00 Tarjeta opcional Profibus G3dN0000 Tarjeta opcional DeviceNet G3cN0000 Tarjeta opcional CANopenCompleto de serie con junta de panel, 2 hojas de claves del usuario, plantilla para recorte del panel, paquete de hardware para el montaje de la unidad en el panel, bloque terminal para conectar la alimentación y manual del operador.Ejemplo de pedido: G303M000, interfaz del operador, SFCRM200, software de programación Crimson, manual y cable USB. PSDR0100, fuente de alimentación.el modelo G303M000 se muestra en un tamaño inferior al real.La terminal de interfaz de usuario G303 combina unas características únicas que normalmente ofrecen las unidades de alta gama, a un precio muy asequible. El G303 puede comunicarse con distintos tipos de hardware mediante puertos de comunicaciones RS232/422/485 de alta velocidad y comunicaciones Ethernet 10 Base T/100 Base-TX. Además, el G303 cuenta conUSB para descargas rápidas de archivos de configuración y acceso a tendencias y registros de datos. Ofrece una ranura CompactFlash para que las tarjetas Flash puedan ser utilizadas para recoger la información sobre tendencias y registro de datos, así como para almacenar archivos de configuración más grandes. Además de poder acceder y controlar los recursos externos, el G303 permite al usuario ver e introducir la información fácilmente. La unidad utiliza un módulo con pantalla de cristal líquido (LCD) que es de fácil lectura tanto en aplicaciones interiores como exteriores. Los usuarios pueden introducir datos a través del teclado de 32 botones del panel frontal que contiene las teclas de usuario identificable.。
EM15一G3变频使用手册模高指示器(EM15)使用说明书一、系統1-1功能表电子模高指示器(EM15)采用微电脑设计,数码管显示,其功能如下:1、上、下限报警值可设定(0,65430牙距比mm)刻度。
2、过行程保护:具有控制信号输出。
3、适用机型宽:改变牙距比例分子、分母值即能适用不同规格机型。
4、断电记忆:数据不丢失。
1-2规格表项目规格特性1、使用电源24VDC2、消耗功率2、4W3、温度温度:摄氏0-50度角度传感器RS485接口解析度 0。
01mm设定范围0-65430牙距比转速1000RPM指示灯4个状态指示显示字组1组6位数键盘设定键5个输出2个接点,接点容量:MA。
AC250V、3A结构外型尺寸:9696 单位:mm注:牙距比分子单位(mm),分母(圈),例:1、10代表10圈1mm,设定范围:0-6543mm1-3安装结构尺寸图二、安装说明2-1面板说明显示屏幕6个LED:1、设置状态,显示设置值2、运转状态,显示当前模高值指示灯:1、URV:上限指示灯;BL:限内指示灯;LRV。
下限指示灯;SYS。
系统报警指示灯设置按钮:详见按键说明2-2配线说明01,外接电源24v输入02,外接电源地线输入03,上限开关(常闭)端子JA104,上限开关端子JA205,下限开关(常闭)端子JB106,下限开关端子JB207,预留开关端子JC108,预留开关端子JC209,编码器485总线B接线端子10,编码器485总线A接线端子11,编码器485总线Y接线端子12,编码器485总线Z接线端子13,14,空接线端子15,编码器电源地线输出16,编码器电源24v输出三、显示、设定3-1按键说明功能按键说明编辑、显示1,在系统菜单状态按下,菜单在F01-F06循环;2,在参数设置状态按下,闪烁位数值+1,在0-9循环;编辑、显示1,在系统菜单状态按下,菜单在F06-F01循环;2,在参数设置状态按下,闪烁位数值-1,在9-0循环;编辑、显示1,在系统菜单状态按下,进入F01-F06、P01对应的参数设置;2,在参数设置状态按下,闪烁位左移,左-右-左循环;编辑、显示1,在系统菜单状态按下,进入F01-F06、P01对应的参数设置;2,在参数设置状态按下,闪烁位右移,右-左-右循环;编辑、显示1,在系统菜单状态长按2秒,返回正常运转模式2,在参数设置状态长按2秒,(F01-F06对应的参数设置状态)保存设置的参数值;(P01对应的状态)验证输入的系统密码;然后返回系统菜单状态。
Project Summary G3 Genuine Guide Gear Inc. (G3) of North Vancouver, British Columbia, Canada, is a special-ized manufacturer of backcountry ski and safety equipment designed for guides and avalanche professionals. “If you’re a guide in the backcountry, other peoples’ lives can depend on the gear that you choose,” says Cameron Shute, G3 product devel-opment engineer. That’s why G3 uses Autodesk ® Algor ® Simulation software to help ensure the safety and effectiveness of its products, including skis, telemark bindings and accessories, climbing skins, avalanche probes, and backcountry shovels and saws.For one G3 product, the TARGA Ascent telemark ski binding, Shute performed linear static stress simula-tions to validate and optimize all of its components. “Autodesk Algor Simulation displacement and stress results gave us confidence that we were in the ball-park of a successful design before we actually fabri-cated and physically tested the binding,” says Shute. “We went through many iterations and tests on this product, but Autodesk simulation technologyhelped get it to market quickly.” The TARGA Ascenthas won multiple ski industry awards, including theprestigious ISPO Outdoor Award (presented at thelargest general sporting goods show in Europe) forbest outdoor innovation in the hardware category,Skiing Magazine ’s Best in Test, and POWDERMagazine ’s Skier’s Choice.The ChallengeFounded in 1995, G3 has earned a reputation for developing and manufacturing innovative, depend-able guide gear for the backcountry ski market. “Our product innovations are inspired by combin-ing many years of skiing experience and product design,” says Shute.G3 uses SolidWorks ® software for design in con-junction with Autodesk simulation technology for design validation and optimization. “I open the na-tive SolidWorks files in Autodesk Algor Simulation software and find that my data translates fine,” says Shute. “We then perform linear static stresssimulations on the structural components of everyproduct.”Shute explains his role: “I bring backcountry skiing products to market, from initial concepts to final manufactured products and all steps in between. Currently, I’m a project manager, but I’m still heavily involved in the technical aspects of design, includ-ing simulation, materials, and testing.”Safe gear for ski guides.North Vancouver–based G3 Genuine Guide Gear develops an award-winning ski binding with Autodesk ® Algor ®Simulation software.Image courtesy of G3 Genuine Guide Gear Inc.Shute’s experience in simulation includes college-level instruction. “I took a course at the Universityof Alberta on finite element analysis, but it wasa fundamental course on understanding how thefinite element method works rather than focusingon applications of simulation within the design pro-cess. I’ve also used simulation software from ANSYSand SolidWorks; however, I find Autodesk AlgorSimulation software to be much more intuitive andfeel like I have much more of an understanding ofeach step of the simulation workflow.”In addition, Shute has taken advantage of Autodeskeducation and training materials and services. “Iattended an Algor Simulation training course, whichfurther helped my understanding of simulationsoftware. But, mostly, I’ve learned what I need toknow to get my job done by working with the tutori-als, online documentation, and an occasional call toAutodesk technical support. Autodesk is there tosupport my learning—when and how I need it.”Shute describes the benefits of using AutodeskAlgor Simulation software: “For me, it’s the abilityto control my meshing with lots of options for fine-tuning and refinement of critical areas. We definitelysave time and money by being a step ahead whenwe digitally prototype concepts. Autodesk AlgorSimulation allows us to have a general sense of therelative strengths of parts in an assembly so we cando some initial optimization of part designs beforecommitting to physical prototyping. We often knowwhere parts are going to start breaking in tests likefatigue and can focus on those areas when inspect-ing tests. For the cost of the software, we receivegreat value.”Autodesk Algor Simulation Meets the Challenge Shute used Autodesk Algor Simulation software to validate and optimize all components of G3’s TARGA Ascent telemark ski binding. “Unlike alpine skiing equipment, the skis used for telemarking—or free-heel skiing—have a binding that only con-nects the boot to the ski at the toes, much like in cross-country skiing,” explains Shute. “However, cross-country products are lighter and used mainly for flatter terrain with little or no downhill perfor-mance. Telemark bindings are more heavy-duty to withstand the increased forces encountered in high-speed descents. They allow skiers to execute fluid turns and provide good performance for both touring and downhill skiing.”The TARGA Ascent provides a pole-activated free pivot system, easily switching the binding from tour to ski mode. In tour mode, the Ascent toeplate pivots unrestricted on a stainless steel axle, eliminating the burden of boot flex resistance for a natural feel and efficient stride. A flick of the switch easily converts the Ascent into ski mode where a stainless steel sliding retainer moves into place above a forged stainless steel retention bar, allowing outstanding downhill control.“Our design goals for the Ascent were that it must be strong, light, reliable, and functional,” says Shute. To help achieve those goals, Shute applied Autodesk simulation technology. “We used Autodesk Algor Simulation software extensively to optimize the weight and strength of structural plastic and metal components as well as elastomers for damping and spring force. This included the solving of many inter-esting design problems, like flexible tabs calcula-tions and spring force estimates.”Autodesk and Algor are registered trademarks or trademarks of Autodesk, Inc., and/or its subsidiaries and/or affiliates in the USA and/or other countries. All other brand names, product names, or trademarks belong to their respective holders. Autodesk reserves the right to alter product and services offerings, and specifications and pricing at any time without notice, and is not responsible for typographical or graphical errors that may ap-pear in this document. © 2011 Autodesk, Inc. All rights reserved.The Result The G3 TARGA Ascent is now in production and available at select retailers worldwide. “The Ascent is telemark’s lightest (1,400 grams or 49.4 ounces), high-performance touring binding,” says Shute. “Professional explorers and guides choose G3 TARGA Ascent bindings because they are built to stand up to today’s big boots and aggressive skiers.”For more information about Autodesk Algor Simulation software, visit /algorsimulation.—Cameron Shute Product Development Engineer G3 Genuine Guide Gear Inc.Image courtesy of G3 Genuine Guide Gear Inc.Image courtesy of G3 Genuine Guide Gear Inc.。
第1章绪论1.1 选题背景、目及意义从国内参加WTO后,机械制造业迎来了前所未有发展机会,国内正徐徐成为“世界制造中心”。
制造业为了增强竞争实力,提高产品质量和出产效能,改进原材料运用率,节约能源,普遍地选用各种模具成形工艺更换老式切削加工工艺。
当前机械、汽车、电子信息、轻工等工业产品有60% 到80%工件选用模具成形工艺。
在成形模具加工中,冷冲压模具加工具备诸多优势,国内着重发展精密、高效模具种类中最重要是多工位持续模与多功能模具。
特别是机械、仪表行业、电子、电气体积小,形状复杂,精度规定比较高金属制件,普遍使用多工位级进模生产。
在当代冲压技术中,发展持续级进型模具备重要地位,特别是对冲压件需要大批量生产,更该选用多工位级进模进行加工制造。
多工位级进模与普通模具相比,提高劳动生产率和设备运用率,高精度定位和精准距离测量系统尺寸,高精度生产,表面质量好。
选用多工位持续模作为设计课题是非常具备现实意义。
1.2 国内外研究状况和有关领域中已有研究成果因冷冲压拥有众多突出优势,因此在机械制造、电子、电器等各行各业中都获得了普遍使用。
涵盖汽车覆盖件,小到钟表及仪器、仪表元件,大多是采用冷冲压办法得到。
当前,选取冷冲压工艺所获得冲压成品,在当代汽车、仪器、电器、拖拉机、电机、仪表及各种电子产品和人们寻常生活中,均有着十分重要得地位。
依照一种大略记录,在汽车加工制造行业里有着六至七成零件都是选用冲压得工艺制成,整个汽车工业总劳动量25%至30%是由冷冲压生产所占有劳动量来完毕。
在机电及仪器、仪表生产中使用冷冲压工艺,加工制成了60%至70%零件。
在电子类产品中,占到零件总数约85%及以上零件是由冷冲压件构成。
在飞机、导弹、各类枪弹与炮弹生产加工中也是有相称大某些是由冲压件来构成。
各种金属产品在人们寻常生活使用,冲压材料占有更加重要数量和比重,如铝锅,不锈钢餐具,陶瓷盆等冷冲压产品。
占到世界钢产量60%至70%以上板材、管材及其他各类型材,其中很大一某些是通过冲压加工制成成品。
东风模具冲压技术有限公司G3线模具规格书编制:审核:会签:批准:11.1⊙本规格书适用于东风模具冲压技术有限公司冲压生产的所有压模。
⊙模具生产寿命:50万件。
⊙生产方式:手工操作。
1.2⊙采用3D设计,并提供2D图纸。
⊙2D图纸采用A系列纸张(基准尺寸A0=841㎜X1189),比例:1/1,1/2,1/3,1/4。
⊙图纸投影方法采用一角法;绘图文字用中文或英文表达;尺寸单位为米制。
⊙基准点的表示要保证图纸打印时输出的图形直径为Φ10mm。
⊙上平面图左右翻转放置。
1.31.4⊙压缩空气0.5MPa⊙压力机条件参照《压力机规格书》1.5、模具铸件⊙铸件基准:所有铸件(刃口镶块除外)均有铸造基准(三角槽),其位置在铸件四边的侧壁上,位于模具中心线上,直接铸出,不需加工。
实体做出。
1.6、基准孔及基准面⊙模具要设计3处基准孔,基准孔直径为Φ10,深度为20mm;4处基准面,基准面尺寸如下图。
1.7、标准件使用要求标准件弹簧气缸氮气缸标准斜楔冲切元件导板其它采购厂家QM QM 别特世茂(首选科尔制造)三住三协标准(首选大连盘起)DMC标准(首选科尔制造)DMC 标准(首选科尔制造)1.8、模具安装定位⊙G3线(单动模具)⊙G3线(双动模具)采用中心键槽定位:凸模、凹模、压料圈各加四个中心键槽,键槽大小32x25x80(宽x高x 长)1.9、U形槽⊙U形槽数量⊙U形槽形状及尺寸L=55; U形槽中心距两侧加强筋最小距离100mm。
W尺寸上底板下底板W≤2000 2+2=4 2+2=4 2000<W≤2800 3+3=6 3+3=6 2800<W≤3700 4+4=8 3+3=6 3700<W≤4400 5+5=10 3+3=6 3400<W≤4600 6+6=12 4+4=81.10、安全栓区域⊙在4角上设定□150(确保平面□120以上)的安全块区域⊙在不能确保场地的情况下,可向右前左后的2个地方设置。
⊙下止点的上下间隙定为115±5。
1.11、模具起吊⊙中小型模具采用起重棒,五吨以上模具采用起重吊耳,起吊间距应大于模具长度的3/5 ⊙吊楔、镶块、滑块、顶出器或压料板等零件的起吊零件重量G(Kg)起吊方式20≤G<450 加工M16螺纹450≤G<630 加工M20螺纹630≤G<950 采用M24铸入螺纹孔950≤G<1500 采用M30铸入螺纹孔1500≤G<2300 采用M36铸入螺纹孔2300≤G 采用起重棒⊙起吊钢丝绳路径要倒R20以上圆角。
1.12、翻转孔⊙对下列构成零件,要设置翻转模具用的翻转孔(机加工孔)。
凸模、凹模、压料板、斜楔滑块(质量50kg以上)・一般零件(质量100kg以上)M16、M20、M24、M30、M36、1.13、导向方式⊙一般上下模采用导柱导套结构⊙模具冲压有单向侧向力时,采用反侧结构,(反侧块采用铁基自润导板)⊙模具受多向侧向力时,模具用导向腿导向。
⊙退料板采用导板导向结构。
⊙凸模和压料圈的导向采用导板结构。
1.14、安全防护板⊙模具下模中的活动部分应设有安全防护板。
1.15、侧销挡块⊙使用的优先顺序为①销式侧销挡块②减振器式③套筒限位螺钉③套筒限位螺钉1.16、安全用的侧销挡块⊙使用2根安全侧销挡块,行程为侧销挡块行程+10~20mm。
(减振器式为ST+25mm)1.17、顶出器限位块⊙顶出器与模具底板之间应设置足够数量的限位块,限位块下配置加强筋。
1.18、模具运输连接板⊙为保证运输安全,上、下模应加连接板,其安装面应进行机加工。
1.19、工作行程限制器⊙为方便人工调整,在模具现眼的位置设置工作行程限制器,并在其下方设置加强筋以防止意外。
1.20、存放限制器⊙设置目的:在模具存放时,防止内部弹性元件受压。
⊙使用材料:45#钢。
1.211.22 ⊙为排泄模具切削油和模具清洗液体设置 ⊙铸造孔径φ501.23⊙上、下底板前侧铸造出 “F ”标记; ⊙上、下模左右侧分别铸造出零件流水方向;⊙上下模左侧铸造出工序号、模具号、模具材料、上模重量及模具总重。
⊙500kg以上的顶出器,需铸出或铭刻重量。
⊙“F ”标记尺寸:宽×高=35×50;其他文字尺寸:宽×高=25×35。
工序号1.24、模具铭牌⊙铭牌内容包括:零件号、零件名称、模具号、压床吨位、制造厂家、上模重量、模具总重、模具闭合高度、出厂日期。
1.25、安装指示牌⊙安装指示牌内容包括:托杆布置(用●表示)、托杆数量、托杆顶出高度、模具外形尺寸(高/前后*左右)、模具快速定位销位置(用◎表示)1.26、自动化气源接头⊙采用3/8英寸快换接头(阴阳一套)⊙固定在模具右前侧G3-DSC-1,固定在模具左前侧G3-DSC-2、G3-DSC-3;固定在模具左侧XL方便操作,防止与废料滑落干涉。
1.27、防尘、防异物⊙拉延采用弯形通气管(DMC2310 WUR 5),对有定位空开处形状必须设计盖板防止异物掉入。
1.28、导板、导柱、导套、反侧块⊙斜楔装置的基准导板(V型导板)选用铜基石墨导板;φ60以上导套采用铜基导套。
⊙导柱压入底板内的长度应符合标准要求。
⊙模具闭合时,导柱应低于上底板上平面10mm 以上,而导柱进入导套的长度1.5倍直径以上。
⊙20mm厚的导板限位台高为13mm。
⊙模具装有反侧块时,反侧块的接触面深度应为20mm~25mm以上,模具才能开始工作,反侧块之间应保证无间隙滑配。
1.29⊙强制复位装置是在斜楔回程压力源破损、成形部分进入异常的情况下,斜楔滑块不能正常复位时进行强制复位,以防止重大的模具破损。
一般用于剪断、冲孔的落料斜楔及翻边斜楔。
⊙强制复位装置的设置个数1.30⊙模具涂漆总体原则:警示部位使用黄黑相间,危险部位使用红色⊙导柱、衬套及导板使用润滑油。
⊙易损备件应做防锈处理。
1.31、备件(为了同规格孔提料一致规定了不同料厚的间隙取值,见附件一)注:备件清单的表格在设计及修理完成时要一并填完整。
2、各工程模具2.1、拉延模⊙双动拉延模铸件壁厚部位 A B C D E F G H J K L M 其他壁厚50 50 40 40 40 40 40 40 40 30 30 30 30⊙单动拉延模铸件壁厚部位 A B C D E F G H J K L M 壁厚 505040404040404040303030⊙模具材料零 件 凸模 凹模 压料圈 底板内板零件(t <1.5) (浅拉延) MT-MoCr HRC50以上MT-MoCr HRC50以上MT-MoCr ◆ HRC50以上HT250内板零件(t <1.5) (深拉延) MT-MoCr HRC50以上QT600(合金) HRC50以上QT600(合金) HRC50以上HT250内板零件(t ≥1.5)或高强度板MT-MoCr HRC50以上Cr12MoV HRC58-62Cr12MoV HRC58-62HT250注:◆压料圈结构强度有问题时,应考虑用QT600替代MT-MoCr 。
⊙托杆托杆顶出量100、150,特殊零件协商解决。
当一级托杆不能满足使用要求时采用铸腿结构,铸腿上采用两个螺钉的垫片,模具闭合状态距下底面为20mm 以上。
要求:1、 A 尺寸≥φ602、 B 尺寸≤303、 螺钉2-M12,防转4、 垫块材料45#⊙平衡块所有的拉深模均设置平衡块,尽量设置在接近模具表面的位置≥30mm,平衡块的下方须配置加强肋。
⊙零件压印零件压印按产品要求⊙出气孔设置出气孔,孔径φ6,上模的排气管应带有弯管⊙安全凸耳双动拉延模设置安全凸耳。
⊙在气垫拉深的情况下,为了防止压料板的飞出,要设置2处以上的双头螺栓。
⊙板料定位板料的定位梁类及细小零件采用DMC2140、DMC2130.⊙当修边线落在凸模上时,压料圈不墩死,空开2mm;当修边线落在压料圈上时,压料圈要墩死。
不管压料圈是墩死,还是不墩死,压料圈下都要加垫块。
2.2、修边冲孔模⊙模具材料零件凸模凹模顶出器废料刀底板t≤1.2 ZCH-1T10AZCH-1T10AHT300ZCH-1T10AHT250t>1.2 高强度板Cr12MoVT10ACr12MoVT10AHT300 Cr12MoVT10AHT250⊙修边、冲孔条件⊙冲头选择凹模采用镶套结构,异形孔凹模需有φ4mm 的防转销,特殊情况可采用局部镶块结构 凹模的内刃口不允许有倒锥,内刃带的高度应符合图纸,当料厚在1mm 以下时高度不大于6mm ,料厚在1-3mm 时,高度不小于8mm ,料厚大于3mm 时,高度不小于10mm 。
⊙废料大小模具前部:最大700mm 模具后部:最大700mm 模具侧面:建议400mm⊙废料处理废料应能滑出模具外(包括大冲孔废料),G2线以外小废料可以用废料盒装。
冲孔废料出料孔应光滑和逐渐扩大,保证废料排出通畅,斜废料孔的斜度一般不小于30°。
废料滑道倾角≥25°。
废料滑道所用的钢板料厚=2mm. 要采取防止废料落到作业者脚上的对策。
侧冲孔凸模选用带顶针的冲头结构.侧冲孔压料结构选用组件带聚胺脂固定结构标准件. 在合上二次废料槽的状态下,不得影响模具安装。
⊙其他:弹簧采用窝座或定位销定位,要有预压不得出现倒伏或偏压现象,窝座底部厚≥35。
刃口镶块需标明材料、件号,对称件需标明对称记号并在底板上打印对应的号码。
在镶块受侧向力的方向设置挡墙或挡键,优先选用挡墙结构。
2.3⊙模具材料通常翻边凸模MOCr铸铁、凹模采用50CD4M镶拼结构淬火HRC55以上;整形凸模、凹模采用MOCr铸铁,凹模采用50CD4M表面火焰淬火HRC55以上,顶出器采用HT300、上下底板采用HT250。
当t≥1.5时凸模、凹模采用T10A或Cr12MoV镶拼结构HRC56-60。
当t<1.5而变形复杂可能出现拉毛等特殊情况时也应采用T10A或Cr12MoV镶拼结构HRC56-60。
⊙镶块接缝间隙≤0.05mm。
⊙当压料板墩死时,压料板与底板间加垫块。
后工序模具壁厚标准(见DME CC EE 227E)铸铁底板注:无论是哪组模具以及要生产的产量有多大,保证铸件箱体尺寸不超过300mm 组A B C D G.3454040100( )中的值对于小批量模具,产量<300 000辆其他浇铸元件 - 凸模及压料板 对于修边:X=25对于下翻边:X=10+下翻边边缘高度或窄镶块的情况根据板F 向视图80x80的铸件孔用于 通过电线和送气管让开或铸造孔 以便铣刀工作 最小直径为D组 AB C 钢 铸铁 钢 铸铁 钢 铸铁 G .3303540403035无论是哪组模具以及要生产的产量有多大,保证铸件箱体尺寸不超过300mm零件形状对于G1和G2模具:15 对于G3和G4模具:10压料板对于G1和G2模具:15 对于G3和G4模具:10刷白或加工金属丝弹簧 或氮气弹簧的支撑面建议53.1⊙生产线压床构成注意;G3线的单动压床都有气垫。