课程设计加工工艺卡片(底板)
- 格式:doc
- 大小:263.50 KB
- 文档页数:8
机械制造技术基础课程设计说明书题目:设计底板座架零件的机械加工工艺规程及相关工序的专用夹具内容: ⒈被加工零件的零件图1张⒉毛坯图1张⒊机械加工工艺过程卡片1张⒋机械加工工序卡片8张⒌夹具设计装配图1张⒍夹具体主要零件图1张⒎课程设计说明书1份目录序言-—-———————-————-———-———--—-—--—---————--———————一、分析零件图纸并确定其生产类型-----—-——--—-------—二、选择毛坯尺寸,设计毛坯图-—--—-————-—--——-—--—--—三、选择加工方法,制定工艺路线—---—--——-————————-———四、工序设计———-—-————-----—-------—-—----—-———--—-—五、确定切削用量及基本时间--————--—————-——-—————--——六、工艺过程卡和加工工序卡--—-————-———--———---—-—-——七、夹具设计-—-—----—-—————-——-——---------—-----—--—设计小结—--—---——-——-———————---—---————-———------—--主要参考文献————-—-—---——-——-—--——-————-——--—————---底板座架工艺与工装设计摘要:本设计对底板座架的各个加工难点、生产类型进行了分析,针对零件的结构特点进行毛坯设计、对其工艺过程进行了设计。
为提高生产效率,设计了各个加工工序的工装夹具,对十字孔加工的夹具进行了详细的分析,对其它座架零件的加工有一定的借鉴意义。
关键词:底板座架工艺工装夹具设计序言械制造技术基础课程是在学完了机械制造技术基础和在部分专业课,并进行了生产实习的基础上进行的又一个实践性教学环节.这次设计使我们能综合运用机械制造技术基础中的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决了零件机械制造工艺问题,设计了机床专用夹具这一典型的工艺装备,提高了结构设计能力,为今后和毕业设计及未来从事的工作打下了良好的基础。
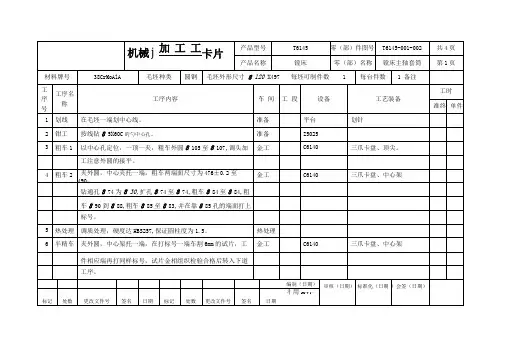
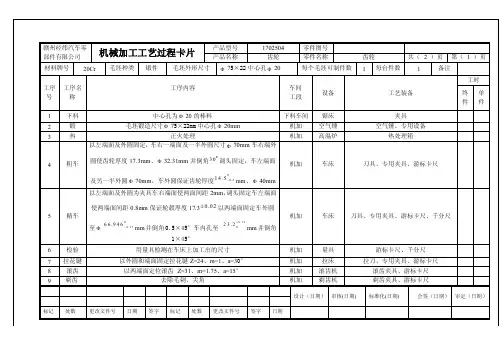
编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号笠名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工9 粗磨1 38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢中 120 X497 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液锥套心轴工位器具编号工位器具名称工序工时准终单件顶尖工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗磨外圆①至①,R a1.25。
76 2425.20 24 0.2 1编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工10 铳38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢(P120 X497 1 1设备名称设备型号设备编号同时加工件数铳床X5030 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗铳齿条800 40.19 0.4 5.5 12 精铳齿条1600 80.38 0.4 1.2 1标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒工步号1 粗磨①至①,带磨槽内肩面,磨60。
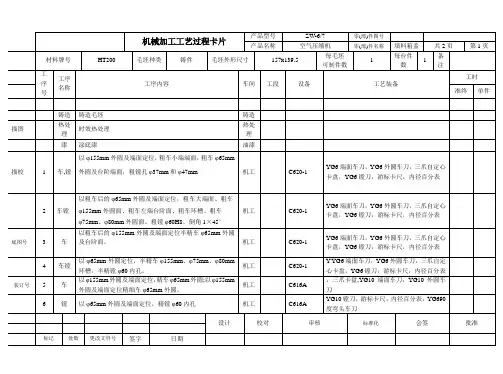
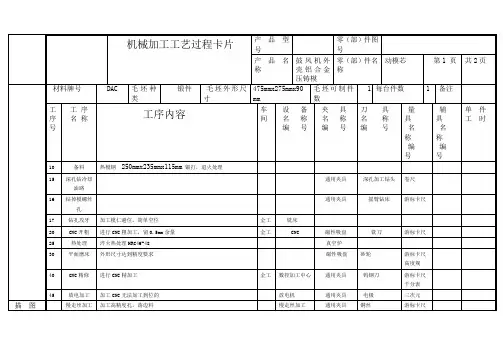
机械加工工艺过程卡片产品型号ZW-6/7 零(部)件图号产品名称空气压缩机零(部)件名称填料箱盖共2页第1页材料牌号HT200 毛坯种类铸件毛坯外形尺寸157x139.5每毛坯可制件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件铸造铸造毛坯铸造描图热处理时效热处理热处理漆涂底漆油漆描校 1 车,镗以φ155mm外圆及端面定位,粗车小端端面,粗车φ65mm外圆及台阶端面,粗镗孔φ37mm和φ47mm 机工C620-1YG6端面车刀,YG6外圆车刀,三爪自定心卡盘,YG6镗刀,游标卡尺,内径百分表2 车镗以粗车后的φ65mm外圆及端面定位,粗车大端面、粗车φ155mm外圆面、粗车左端台阶面、粗车环槽、粗车φ75mm、φ80mm外圆面。
粗镗φ60H8、倒角1×45°机工C620-1YG6端面车刀,YG6外圆车刀,三爪自定心卡盘,YG6镗刀,游标卡尺,内径百分表底图号 3 车以粗车后的φ155mm外圆及端面定位半精车φ65mm外圆及台阶面。
机工C620-1YG6端面车刀,YG6外圆车刀,三爪自定心卡盘,YG6镗刀,游标卡尺,内径百分表4 车镗以φ65mm外圆定位,半精车φ155mm、φ75mm、φ80mm环槽,半精镗φ60内孔。
机工C620-1Y YG6端面车刀,YG6外圆车刀,三爪自定心卡盘,YG6镗刀,游标卡尺,内径百分表装订号 5 车以φ155mm外圆及端面定位,精车φ65mm外圆;以φ155mm外圆及端面定位精细车φ65mm外圆。
机工C616A,三爪卡盘,YG10端面车刀,YG10外圆车刀6 镗以φ65mm外圆及端面定位,精镗φ60内孔机工C616A YG10镗刀,游标卡尺,内径百分表,YG690度弯头车刀设计校对审核标准化会签批准机械加工工艺过程卡片产品型号ZW-6/7 零(部)件图号产品名称空气压缩机零(部)件名称填料箱盖共2页第2页材料牌号HT200 毛坯种类铸件毛坯外形尺寸157x139.5每毛坯可制件数1每台件数1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件7 钻钻6-φ13.5小孔机工Z3025 专用夹具8 钻钻4M10螺纹孔机工Z3025 专用夹具9 钻钻2M10螺纹通孔机工Z3025 专用夹具10 攻丝攻丝M10 机工丝锥检验入库游标卡尺0—200专用的量检具描图描校底图号设计校对审核)标准化会签批准。
重庆机电职业技术学院课程设计说明书设计名称:机械制造工艺基础课程设计题目:设计“底座”零件的机械加工工艺规程(生产纲领:4000件)学生姓名:彭浪专业:机械设计与制造(制造自动化)班级: 2012级机制5班学号: 1260720151102 指导教师:柳光利日期: 2014 年 6 月 15 日重庆机电职业技术学院课程设计任务书机械设计制造专业2012 年级 5 班彭浪一、设计题目设计下图所示“底座”零件(课程设计指导书图5-23)的机械加工工艺规程(生产纲领:4000件)。
二、主要内容1.绘制产品零件图,了解零件的结构特点和技术要求,对零件进行结构分析和工艺分析。
2.确定毛坯的种类及制造方法。
3.拟定零件的机械加工工艺过程,选择各工序的加工设备和工艺装备,确定各工序的加工余量和工序尺寸及其公差,计算各工序的切削用量和工时定额。
4.填写机械加工工艺过程卡片、机械加工工序卡片。
撰写设计说明书。
三、具体要求产品零件图 1张产品毛坯图 1张机械加工工艺过程卡片 1份机械加工工序卡片 1套课程设计说明书 1份四、进度安排第一阶段:绘制零件图,工艺卡片(2天)第二阶段:查阅资料,工艺方案比较,确定加工路线(2天)第三阶段:确定各工序的加工余量和工序尺寸,计算各工序的切削用量和工时定额(3天)第四阶段:整理说明书,填写工艺卡片(3天)五、成绩评定指导教师签名日期年月日系主任审核日期年月日目录序言 (5)一、零件的分析 (6)(一)零件的作用 (6)(二)零件的工艺分析 (6)二、工艺规程设计 (7)(一)确定毛坯的制造形式 (7)(二)基面的选择 (7)(三)制定工艺路线 (7)(四)机械加工余量、工序尺寸及毛坯尺寸的确定 (9)(五)确定切削用量 (10)三、课程设计心得体会 (14)四、主要参考文献 (15)序言机械制造工业是国民经济的基础工业,是国际上公认的关键工业。
机械制造技术水平的高低是衡量一个国家产品制造水平高低的重要标志,它在很大程度上决定着产品的质量,效益和新产品的开发能力。

顶针底板的工艺课程设计一、教学目标本课程的学习目标包括以下三个方面:1.知识目标:学生需要了解顶针底板的工艺的基本概念、特点和应用领域,掌握顶针底板的设计原理和制造工艺,了解顶针底板在现代工业中的重要性。
2.技能目标:学生能够运用所学的知识,分析和解决实际工程问题,具备顶针底板的设计和制造能力,能够熟练使用相关的工具和设备,进行实际操作。
3.情感态度价值观目标:学生能够认识到顶针底板工艺的技术进步和创新对于社会和经济发展的重要性,培养学生的创新意识和团队合作精神,激发学生对于工程技术的兴趣和热情。
二、教学内容本课程的教学内容主要包括以下几个部分:1.顶针底板的基本概念和特点:介绍顶针底板的定义、结构、功能和应用领域,分析顶针底板的特点和优势。
2.顶针底板的设计原理:讲解顶针底板的设计方法、设计要求和设计流程,包括顶针底板的选材、结构设计、尺寸设计等。
3.顶针底板的制造工艺:介绍顶针底板的制造工艺流程,包括铸造、加工、热处理等工艺,讲解各种工艺的作用和注意事项。
4.顶针底板的应用实例:通过实例分析,让学生了解顶针底板在现代工业中的应用情况,掌握顶针底板的实际应用能力。
三、教学方法本课程的教学方法主要包括以下几种:1.讲授法:通过教师的讲解,向学生传授顶针底板工艺的相关知识,让学生掌握基本概念和理论。
2.案例分析法:通过分析实际工程案例,让学生了解顶针底板的应用情况,培养学生的实际问题解决能力。
3.实验法:通过实际操作和实验,让学生掌握顶针底板的制造工艺和操作技巧,提高学生的实践能力。
4.小组讨论法:通过小组讨论和合作,培养学生的团队合作意识和沟通能力,提高学生的学习效果。
四、教学资源本课程的教学资源包括以下几种:1.教材:选用合适的教材,为学生提供系统的学习资料,包括理论知识和实例分析。
2.参考书:提供相关的参考书籍,为学生提供更多的学习资源,扩展学生的知识面。
3.多媒体资料:制作多媒体课件和教学视频,通过图像、声音和动画等多种形式,提高学生的学习兴趣和效果。
端盖课程设计工艺卡片一、教学目标本课程的教学目标是使学生掌握端盖课程设计工艺卡片的基本知识,包括端盖的结构、设计原则、工艺流程等。
具体目标如下:1.知识目标:–了解端盖的基本结构及其功能;–掌握端盖设计的原则和方法;–熟悉端盖工艺流程及其质量控制要点。
2.技能目标:–能够独立完成端盖设计工艺卡片的编制;–具备端盖工艺问题的分析和解决能力;–能够对端盖工艺过程进行优化和改进。
3.情感态度价值观目标:–培养学生的创新意识和团队合作精神;–增强学生对工程实践的兴趣和热情;–培养学生对质量意识和工匠精神的认同。
二、教学内容根据课程目标,教学内容主要包括以下几个方面:1.端盖的基本结构及其功能;2.端盖设计的原则和方法;3.端盖工艺流程及其质量控制要点;4.端盖设计工艺卡片的编制;5.端盖工艺问题的分析和解决;6.端盖工艺过程的优化和改进。
三、教学方法为了实现课程目标,我们将采用多种教学方法,包括:1.讲授法:用于讲解基本概念、原理和方法;2.案例分析法:通过分析实际案例,使学生更好地理解和应用知识;3.实验法:通过实践操作,培养学生的动手能力和实际问题解决能力;4.讨论法:鼓励学生积极参与讨论,培养学生的创新思维和团队合作精神。
四、教学资源为了支持教学内容和教学方法的实施,我们将准备以下教学资源:1.教材:选用权威、实用的教材,为学生提供系统、全面的知识体系;2.参考书:提供相关的参考书籍,丰富学生的知识视野;3.多媒体资料:制作精美的PPT、视频等多媒体资料,提高学生的学习兴趣;4.实验设备:准备充足的实验设备,确保学生能够进行充分的实践操作。
五、教学评估本课程的评估方式将包括平时表现、作业、考试等多个方面,以全面、客观地评价学生的学习成果。
1.平时表现:通过观察学生在课堂上的参与度、提问回答等情况,评估其学习态度和理解能力。
2.作业:布置适量的作业,要求学生在规定时间内完成,评估其掌握知识和解决问题的能力。
----------------产品名称变速箱零件名称变速箱下盖共22 页第 1 页车间工序号工序名称材料牌号10 粗铣200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液----标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22页第 2 页车间工序号工序名称材料牌号20 粗铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1 设备名称设备型号设备编号同时加工件数----设计(日期) 校对(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22页第 3 页车间工序号工序名称材料牌号30钻孔200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1--2 铰定位销孔硬质合金铰刀、游标卡尺125 4.710.80.1 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第4页车间工序号工序名称材料牌号40粗铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数----号次数机动辅助1结合上下箱体,以结合面为基准,粗铣前后端面及凸台硬质合金面铣刀、游标卡尺125 157 0.24 511.90设计(日期)校对(日期)审核(日期)标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第5页车间工序号工序名称材料牌号50 粗铣200----湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 6 页车间工序号工序名称材料牌号60 半精铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010--设计(日期) 校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22页第7 页车间工序号工序名称材料牌号70 半精铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1----1 以结合面为基准,半精铣前后端面硬质合金面铣刀、游标卡尺180 2260.18 1.0 11.76设计(日期)校对(日期) 审核(日期)标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第8 页车间工序号工序名称材料牌号80 半精铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数----湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第9 页车间工序号工序名称材料牌号90 半精铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液--设计(日期)校对(日期) 审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22页第10 页车间工序号工序名称材料牌号100 半精铣200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1----车间工序号工序名称材料牌号110 精铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)----标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22页第12页车间工序号工序名称材料牌号120 钻孔200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数组合钻床--3以结合面为基准,钻两肋板中间凸台螺纹孔高速钢麻花钻、游标卡尺、90°角尺500 27.50.35 8.75 1 0.58设计(日期)校对(日期) 审核(日期) 标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第13 页车间工序号工序名称材料牌号130 钻孔200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数------产品名称变速箱零件名称变速箱下盖共22 页第14页车间工序号工序名称材料牌号140钻孔200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)--标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22页第15 页车间工序号工序名称材料牌号150 锪孔200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数----2以结合面为基准,对正面凸台孔内侧锪平高速钢柱形锪钻、游标卡尺18024.9 0.259 10.093以结合面为基准,对右端面通孔内侧锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 10.11设计(日期)校对(日期) 审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第16 页车间工序号工序名称材料牌号160 螺纹孔攻丝200------产品名称变速箱零件名称变速箱下盖共22页第17页车间工序号工序名称材料牌号170 粗镗200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)--标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22页第18页车间工序号工序名称材料牌号180粗镗200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件 754×400×186 1 1设备名称设备型号设备编号同时加工件数----2结合上下箱体,以结合面为基准,镗右端面凹槽硬质合金刀具、游标卡尺63 59.3 1.5 10 10.31设计(日期) 校对(日期) 审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第19页车间工序号工序名称材料牌号190 半精镗200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数--。
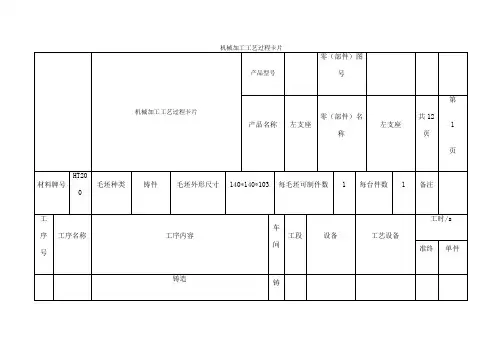
文案大全机械加工工艺过程卡片机械加工工艺过程卡片产品型号零(部件)图号 产品名称 左支座零(部件)名称左支座共12 页 第 1 页 材料牌号 HT200毛坯种类 铸件 毛坯外形尺寸 140*140*103每毛坯可制件数 1每台件数1备注工序号 工序名称工序内容 车间 工段 设备 工艺设备工时/s 准终 单件 铸造 铸造 时效处理热处理1 铣 粗铣Φ80H9(087.00 +)mm 孔的大端端面金工 专用铣夹具 2 镗 粗镗Φ80H9(087.00+)mm 内孔,以及2*45°的倒角金工 专用镗夹具 3 钻 钻削底板上的4*Φ13mm 的通孔,钻4*Φ20mm 的沉头螺栓孔 金工 专用钻夹具 4 钻扩、铰 钻削锥销孔2*Φ10mm 底孔,扩、铰锥销孔Φ10mm 金工 专用夹具 5铣铣削尺寸为5mm 的纵槽金工专用铣夹具6 钻扩、铰钻削Φ21mm 的通孔,扩、铰孔Φ25H7(25.00+)mm ,钻沉头螺栓孔Φ38mm 和Φ43mm金工 专用夹具7 钻 钻削M10-H7和M8-H7的螺纹底孔 金工 专用钻夹具 8铣铣削尺寸为5mm 的横槽金工专用铣夹具9 精铣精铣削Φ80H9(087.0+)mm孔的大端端面金工专用铣夹具10 精镗精镗Φ80H9(087.0+)mm内孔金工专用镗夹具11 加工倒角R15、R10、R3 金工12 终检检验设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期文案大全机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称左支座共 12页第3 页车间工序号工序名材料牌号金工 1粗铣Φ80H9mm孔的大端端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件140*140*103 1 1设备名称设备型号设备编号同时加工立式铣床X61型铣床 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 粗铣Φ80H9mm孔的大端端面镶齿套式面铣刀 1.97 0.99 3.2 1 29.4 30.6设计(日审核(日标准化(日期)会签(日期)文案大全标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称左支座共 12页第4 页车间工序号工序名材料牌号金工 2粗镗Φ80H9内孔,及2*45°倒角HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件140*140*103 1 1设备名称设备型号设备编号同时加工卧式镗床T611卧式镗床 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 粗镗Φ80H9内孔到Φ77 镶焊硬质合金的双刃镗刀1.33 0.33 0.5 1 177.6 542 2*45°倒角YG8硬质合金镗刀 6.67 1.72 0.2 1 6.84 54设计(日审核(日标准化(日期)会签(日期)文案大全标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称左支座共12页第5页车间工序号工序名材料牌号金工 34*Φ13mm通孔4*Φ20mm栓孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件140*140*103 1 1设备名称设备型号设备编号同时加工立式钻床Z5150 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 钻削底板上的4*Φ13mm的通孔Φ13mm的硬质合金钻头11.67 0.48 0.3 1 8.4 32.42 钻削4*Φ20mm的沉头螺栓孔Φ20mm的高速钢孔钻6.67 0.42 0.25 1 12 32.4设计(日审核(日标准化(日期)会签(日期)文案大全期)期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称左支座共12页第 6页车间工序号工序名材料牌号金工 4钻削锥销孔2*Φ10mm底孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件140*140*103 1 1设备名称设备型号设备编号同时加工立式钻床Z5150 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 钻削锥销孔2*Φ10mm底孔Φ9mm高速钢麻花钻6.67 0.19 0.25 1 11.82 32.42 扩锥销孔Φ10mm Φ9.7mm高速钢扩孔钻10 0.3 0.6 1 4.8 32.43 铰锥销孔Φ10mm Φ10mm高速钢铰刀5 0.16 1.5 1 3 32.4文案大全设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称左支座共 12页第 7页车间工序号工序名材料牌号金工 5铣削尺寸为5mm的纵槽HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件140*140*103 1 1设备名称设备型号设备编号同时加工铣床X61 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 铣削尺寸为5mm的纵槽锯片铣刀 1.97 0.99 3 1 24.6 30.6文案大全设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称左支座共 12页第8页车间工序号工序名材料牌号金工 6钻削Φ21通孔扩、铰孔Φ25H7,钻沉头螺栓孔Φ38mm和Φ43mmHT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件140*140*103 1 1设备名称设备型号设备编号同时加工立式钻床Z5150 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 钻削Φ21通孔Φ21mm的高速钢钻头 6.67 0.43 0.2 1 55.2 32.42 扩孔Φ25H7 Φ24.7mm高速钢扩孔钻 5 0.39 0.2 1 40.08 32.43 铰孔Φ25H7 Φ25mm的高速钢铰刀13.33 1.05 0.2 1 18 32.4文案大全5 钻沉头螺栓孔Φ43mm Φ43mm的高速钢孔钻 3.33 0.45 0.2 1 18.6 32.4设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称左支座共12页第 9页车间工序号工序名材料牌号金工7钻削M10-H7和M8-H7的螺纹底孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件140*140*103 1 1设备名称设备型号设备编号同时加工立式钻床525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 钻削M10-H7螺纹底孔莫氏锥柄麻花钻 3.25 0.10 0.95 1 9.36 32.4文案大全2 钻削M8-H7的螺纹底孔莫氏锥柄麻花钻 4.53 0.09 0.95 1 6.24 32.4设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称左支座共 12页第 10页车间工序号工序名材料牌号金工8铣削尺寸为5mm的横槽HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件140*140*103 1 1设备名称设备型号设备编号同时加工铣床X61型 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 铣削尺寸为5mm的横槽锯片铣刀 1.97 0.99 3 1 52.8 30.6文案大全文案大全设计(日期)审核(日期)标准化(日期)会签(日期)标记 处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号 产品名称左支座零(部件)名称 左支座 共 12页 第11 页车间 工序号 工序名 材料牌号金工9精铣削Φ80H9mm 孔大端端面 HT200 毛坯种类 毛坯外形尺寸每毛坯可制件数每台件数铸件 140*140*103 1 1 设备名称 设备型号 设备编号同时加工铣床 X61型1 夹具编号夹具名称 切削液专用夹具工位器具编号工位器具名称工序工时/s 准终 单件工步号工步内容工艺设备 主轴转速/r ﹒s-1切削速度/m ﹒s -1进给量/mm ﹒r -1走刀长度 /mm进给次数 工步工时/s 机动 辅助 1精铣削Φ80H9(087.00)mm 孔的大端端面镶齿套式面铣刀5 2.51 3.2 1 10.2 30.6文案大全设计(日期)审核(日期)标准化(日期)会签(日期)标记 处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号 产品名称左支座零(部件)名称 左支座 共12 页 第12 页车间 工序号 工序名材料牌号 金工 10 精镗Φ80H9内孔 HT200 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数铸件 140*140*103 1 1 设备名称 设备型号 设备编号同时加工卧式镗床 T6111 夹具编号夹具名称 切削液专用夹具工位器具编号工位器具名称工序工时/s 准终 单件工步号工步内容工艺设备 主轴转速/r ﹒s -1切削速度/m ﹒s -1进给量/mm ﹒r -1走刀长度 /mm进给次数 工步工时/s 机动 辅助 1 精镗Φ80H9(087.00)mm 内孔YG8硬质合金镗刀 8.33 2.09 0.2 1 65.4 54设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期文案大全。
机加工工艺卡模板与范例
模板:
工艺卡编号:生产车间:工艺员:
工艺卡名称:审核日期:生产日期:
工序名称使用设备工艺参数工艺要求
范例:
工艺卡名称:铣削工艺卡审核日期:2024年1月15日生产日期:2024年1月18日
工序名称使用设备工艺参数工艺要求
1.装夹工艺数控铣床夹具:磁性铁底座夹具
材料:铝合金块
夹具应力:25N·m
夹具位置:X=120mm,Y=80mm
夹具刚性:20N/mm
夹具角度:±0.01°
2.刀具选择数控铣床刀具类型:立铣刀
材料:硬度HRC60
外径:12mm
内径:6mm
长度:100mm
3.切削参数数控铣床
进给速度:100mm/min
主轴转速:800rpm
切削深度:0.3mm
重合度:95%
4.操作工艺数控铣床 1.装夹工艺完成后,检查夹具是否牢固。
2.校对加工位置,依据加工图下料点确定加工起点。
3.加工前检查刀具是否正常。
4.设置切削参数,启动机床进行加工。
5.加工完成后,检查加工质量。
6.清理加工废料、刀具和加工区域。
以上是一个简单的铣削工艺卡范例,具体工艺卡的内容和要求会根据具体的加工工艺和产品要求进行调整。
工艺卡的编制和使用可以有效提高机加工的工艺品质,降低产品的不合格率。