锻件超声波探伤记录报告(大平底)47013-友联
- 格式:doc
- 大小:35.50 KB
- 文档页数:2
超声波探伤实验报告数据一、实验目的本次超声波探伤实验的目的是通过使用超声波探伤技术,对给定的试件进行检测,获取相关数据,并对数据进行分析和评估,以确定试件内部是否存在缺陷以及缺陷的位置、大小和性质等信息。
二、实验原理超声波探伤是利用超声波在材料中传播时,遇到界面(如缺陷或材料的不同部分)会发生反射、折射和散射等现象,通过接收和分析反射回来的超声波信号,来判断材料内部的结构和缺陷情况。
超声波在均匀介质中沿直线传播,其传播速度与材料的性质有关。
当超声波遇到缺陷时,部分能量会被反射回来,反射波的强度和到达时间与缺陷的大小、形状和位置有关。
通过测量反射波的时间、幅度和频率等参数,可以推断出缺陷的相关信息。
三、实验设备和材料1、超声波探伤仪:采用_____型号的探伤仪,具有较高的分辨率和灵敏度。
2、探头:选用_____频率的直探头和斜探头,以适应不同的检测需求。
3、耦合剂:使用_____作为耦合剂,确保超声波能够有效地传入试件。
4、试件:准备了若干具有不同类型和尺寸缺陷的金属试件,如焊缝、气孔、夹渣等。
四、实验步骤1、试件准备对试件表面进行清洁处理,去除油污、锈迹和灰尘等,以保证良好的耦合效果。
在试件上标记检测区域和参考点,以便准确记录缺陷的位置。
2、仪器调试根据试件的材料和厚度,设置探伤仪的工作参数,如频率、增益、声程等。
对探头进行校准,确定探头的延迟时间和折射角。
3、检测操作将探头涂抹耦合剂后,平稳地放置在试件表面,按照预定的检测路径进行扫查。
观察探伤仪显示屏上的回波信号,注意信号的幅度、位置和形状等特征。
对发现的疑似缺陷信号进行仔细分析和判断,记录相关数据。
4、数据记录记录缺陷的位置(以参考点为基准的坐标)、深度、幅度、长度等参数。
绘制检测区域的示意图,标注缺陷的位置和大致形状。
五、实验数据及分析以下是部分实验数据的示例和分析:|试件编号|缺陷类型|缺陷位置(坐标)|缺陷深度(mm)|缺陷幅度(dB)|缺陷长度(mm)||||||||| 1 |气孔|(_____, _____)| 52 | 28 | 35 || 2 |夹渣|(_____, _____)| 85 | 35 | 60 || 3 |焊缝未熔合|(_____, _____)| 120 | 42 | 85 |对于气孔缺陷,其回波幅度通常较小,深度较浅,形状较规则。
超声波探伤实验报告实验目的,通过超声波探伤技术,对不同材料进行探伤实验,分析其内部缺陷情况,探讨超声波探伤技术在材料检测中的应用。
实验材料,本次实验选取了铝合金、钢材和陶瓷材料作为实验对象,这些材料在工业生产中应用广泛,对其质量和内部缺陷的检测具有重要意义。
实验方法,首先,我们使用超声波探伤仪器对不同材料进行了预热处理,以确保实验的准确性和可靠性。
然后,我们将超声波探伤探头与被测材料表面紧密接触,调节超声波探伤仪器的参数,包括频率、幅值等,进行超声波探伤。
最后,我们记录并分析了实验数据,对不同材料的探伤结果进行了比对和总结。
实验结果,通过实验,我们发现在铝合金材料中,超声波探伤显示了一处内部裂纹,这对于铝合金材料的质量评估具有重要意义。
而在钢材中,我们观察到了一处气孔缺陷,这也是超声波探伤技术的优势所在。
在陶瓷材料中,我们成功地检测到了一处微小的内部裂纹,这进一步验证了超声波探伤技术在材料缺陷检测中的高效性和可靠性。
实验结论,超声波探伤技术是一种非破坏性的检测方法,能够对材料的内部缺陷进行精准的检测和定位。
通过本次实验,我们验证了超声波探伤技术在铝合金、钢材和陶瓷材料中的应用效果,并对其在工业生产中的应用前景进行了展望。
总结,超声波探伤技术具有高效、精准、非破坏性等特点,对于材料的质量检测和缺陷分析具有重要意义。
我们相信随着技术的不断进步,超声波探伤技术将在工业生产中发挥越来越重要的作用,为材料质量的提升和生产效率的提高提供有力支持。
通过本次实验,我们对超声波探伤技术有了更深入的了解,也为今后的相关研究和应用提供了有益的参考和借鉴。
希望本实验能够对相关领域的研究和实践工作有所启发,为材料检测技术的发展做出贡献。
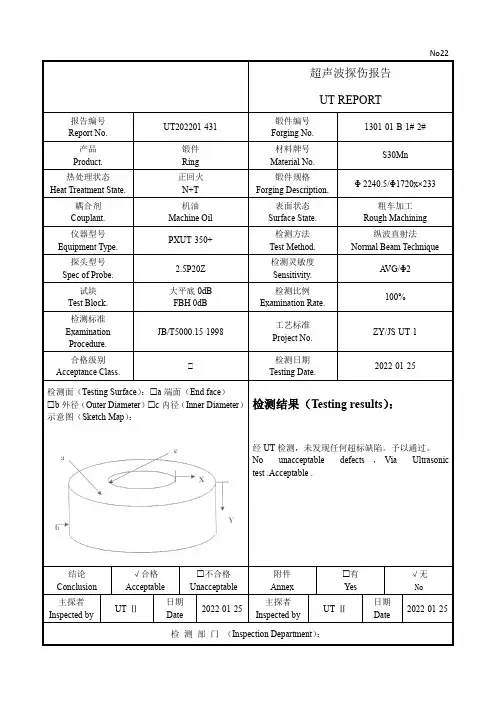
超声波探伤报告UT REPORT报告编号Report No.UT202201-431锻件编号Forging No.1301-01-B-1#-2#产品Product.锻件Ring材料牌号Material No.S30Mn热处理状态Heat Treatment State.正回火N+T锻件规格Forging Description.Φ 2240.5/Φ1720x×233耦合剂Couplant.机油Machine Oil表面状态Surface State.粗车加工Rough Machining仪器型号Equipment Type.PXUT-350+检测方法Test Method.纵波直射法Normal Beam Technique探头型号Spec of Probe.2.5P20Z检测灵敏度Sensitivity.A VG/Φ2试块Test Block.大平底0dBFBH 0dB检测比例Examination Rate.100%检测标准Examination Procedure.JB/T5000.15-1998工艺标准Project No.ZY/JS-UT-1合格级别Acceptance Class.Ⅱ检测日期Testing Date.2022-01-25检测面(Testing Surface): a端面(End face)b外径(Outer Diameter) c内径(Inner Diameter)示意图(Sketch Map):检测结果(Testing results):经UT检测,未发现任何超标缺陷。
予以通过。
No unacceptable defects ,Via Ultrasonictest .Acceptable .结论Conclusion√合格Acceptable不合格Unacceptable附件Annex有Yes√无No主探者Inspected by UT-Ⅱ日期Date2022-01-25主探者Inspected byUT-Ⅱ日期Date2022-01-25检测部门(Inspection Department):。
超声波探伤实验报告超声波探伤实验报告超声波是一种频率高于20000赫兹的声波,它的方向性好,穿透能力强,易于获得较集中的声能,在水中传播距离远,可用于测距、测速、清洗、焊接、碎石、杀菌消毒等。
在医学、军事、工业、农业上有很多的应用。
超声波因其频率下限大于人的听觉上限而得名。
超声波探伤实验报告范文一:一、实验目的1.通过实验了解超声波探伤的基本原理;2.掌握超声波探伤仪器的各个旋钮的名称、功能和使用方法。
3.了解超声检测仪的使用规范。
二、实验设备和器材1.超声检测仪2.直探头和斜探头3.耦合剂:甘油4.试块和试件三、实验内容超声波探伤是利用探头发射超声波扫描试件内部,在荧光屏上可得到工件两界面(表面及底面)的反射波,如工件内部有缺陷,则缺陷将产生缺陷反射回波并显示在两界面波之间。
缺陷波峰距两界面波之间的距离即缺陷至两界面之间的距离,缺陷大小及性质可按相关标准确定。
1、超声波探伤原理(1)超声波的传播特性声波是由物体的机械振动所发出的波动,它在均匀弹性介质中匀速传播,其传播距离与时间成正比。
当声波的频率超过20000赫时,人耳已不能感受,即为超声波。
声波的频率、波长和声速间的关系是 ??c (1) f式中λ——波长;c——波速;f——频率。
由公式可见,声波的波长与频率成反比,超声波则具有很短的波长。
超声波探伤技术,就是利用超声波的高频率和短波长所决定的传播特性。
即:1)具有束射性(又叫指向性),如同一束光在介质中是直线传播的,可以定向控制。
2)具有穿透性,频率越高,波长越短,穿透能力越强,因此可以探测很深(尺寸大)的零件。
穿透的介质超致密,能量衰减越小,所以可用于探测金属零件的缺陷。
3)具有界面反射性、折射性,对质量稀疏的空气将发生全反射。
声波频率越高,它的传播特性越和光的传播特性接近。
如超声波的反射、折射规律完全符合光的反射、折射规律。
利用超声波在零件中的匀速传播以及在传播中遇到界面时发生反射、折射等特性,即可以发现工件中的缺陷。
焊缝超声波检测报告记录
(带*号照写,其他按实际情况,10、11需画图)
姓名:考号:组号:
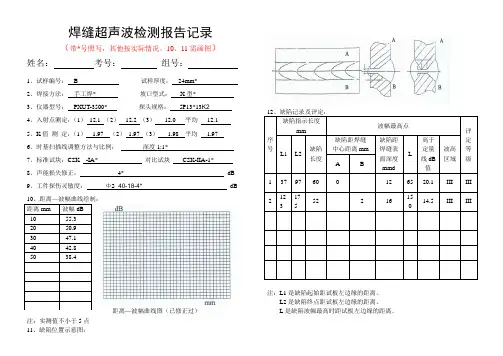
1、试样编号: B 试样厚度:24mm*
2、焊接方法:手工焊* 坡口型式:X型*
3、仪器型号:PXUT-3500* 探头规格:5P13*13K2
4、入射点测定:(1)12.1 (2)12.2 (3)12.0 平均12.1
5、K值测定:(1) 1.97 (2)1.97 (3) 1.98 平均 1.97
6、时基扫描线调整方法与比例:深度1:1*
7、标准试块:CSK -IA* 对比试块CSK-IIA-1*
8、声能损失修正:4* dB
9、工件探伤灵敏度:Φ2×40-18-4*dB
距离—波幅曲线图(已修正过)注:实测值不小于5点
11、缺陷位置示意图:注:L1是缺陷起始距试板左边缘的距离。
L2是缺陷终点距试板左边缘的距离。
L是缺陷波幅最高时距试板左边缘的距离。
探伤检测报告
探伤检测报告
根据你方要求,我方于xx年xx月xx日在xx地区对xx材料
进行了探伤检测。
现将检测结果报告如下:
一、检测目的:
本次探伤检测的目的在于评估被测材料的质量状况,确保其能够满足设计和使用要求。
二、检测方法:
本次探伤检测采用了超声波探伤方法,通过对被测材料进行超声波探测,收集和分析超声波信号来识别材料中的缺陷。
三、检测设备:
本次检测所使用的设备为XX型号的超声波探伤仪,该设备具有高灵敏度和高分辨率的特点,能够精确检测出材料中的缺陷。
四、检测结果:
经过仔细检测,共发现xx处缺陷,具体情况如下:
1. 缺陷位置:xx处;
缺陷类型:表面裂纹;
缺陷长度:xx mm;
缺陷深度:xx mm;
缺陷宽度:xx mm。
2. 缺陷位置:xx处;
缺陷类型:内部气孔;
缺陷长度:xx mm;
缺陷深度:xx mm;
缺陷宽度:xx mm。
五、结论与建议:
根据以上检测结果,被测材料存在表面裂纹和内部气孔缺陷。
根据相关标准,裂纹长度和深度已超过允许范围,属于不合格品。
建议您对被测材料进行修复或更换,以确保其使用安全和质量。
六、检测人员信息:
本次探伤检测由我方认证的探伤工程师完成,其资格证书编号为XX,有效期至XX年。
请注意,本次检测结果仅针对被测材料的当前状态,若材料在使用过程中受到外力或其他因素影响,可能导致缺陷的进一步发展或产生新的缺陷。
因此,建议您定期对材料进行检测,以确保其长期安全可靠的使用。
如对本报告内容有任何疑问或需要进一步了解,请随时与我方联系。
委托检验报告
(超声波探伤报告)
施工单位:云南省泸西县瑞虎工业设备安装公司
山草坪电站项目部
工程名称:山草坪电站钢管道制作安装
检验日期:2007年7月4日
报告编号: 20070704
检验单位:中国有色金属工业第十四冶金建设公司建材科研所
中国有色金属工业第十四冶金建设公司建材科研所
说明
1、报告书应当由计算机打印输出,或用钢笔、签字笔填写,字迹要工整,
涂改无效;
2、本报告书无检验、审核签字和检验机构检验专用章或者公章无效;
3、本报告书一式两份,由检验机构和使用单位分别保存;
4、使用单位应在设备检验后15 个工作日内向检验机构领取报告书;
5、受检单位对本报告结论如有异议,请在收到报告书之日起15 日内,向
检验机构提出书面意见;
6、使用单位应该采取积极措施,整改本报告书指出的设备缺陷,消除事故
隐患。
同时还应加强管理,妥善保养,确保设备安全运行;
7、使用单位应搞好维护保养,保证设备安全经济运行,发现设备有异常,
应及时妥善处理;
8、本报告复印无效;
检验单位:中国有色金属工业第十四冶
金建设公司建材科研所
超声波检测报告(01)。
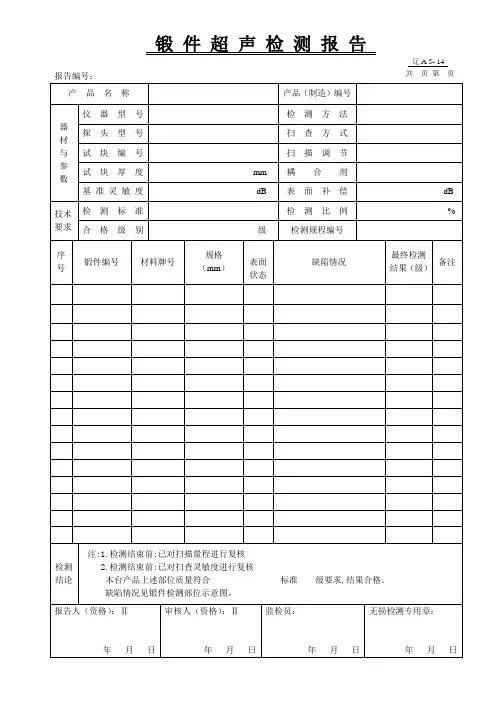
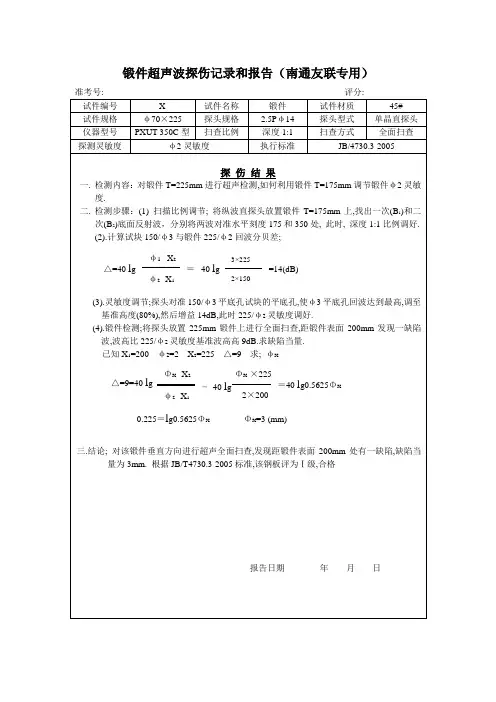
锻件超声波探伤记录和报告(南通友联专用)大平底准考号: 评分: 试件编号 X 试件名称 锻件 试件材质 45# 试件规格 φ70×225 探头规格 2.5P φ14 探头型式 单晶直探头 仪器型号 PXUT-350C 型扫查比例深度1:1 扫查方式全面扫查探测灵敏度φ2灵敏度 执行标准NB/T47013.3-2015探 伤 结 果一.检测内容:对锻件T=225mm 进行超声检测,如何利用150mm 大平底调节工件φ2当量灵敏度. 二.检测步骤:(1) 扫描比例调节; 将纵波直探头放置150mm 大平底上,找出一次(B1)和二次(B2)底面反射波,分别将两波对准水平刻度150和300处, 此时, 深度1:1比例调好. (2).计算步骤方法A. ①计算150大平底与工件同声程处(150/φ2)回波分贝差;dB X B Bf 35215036.22lg 202lg2022=⨯⨯⨯=Φ=∆ππλ②计算150/φ2与工件225/φ2回波分贝差dB X X 715022252lg 40lg401221=⨯⨯=ΦΦ=∆先增益35dB 调节好150/φ2当量灵敏度,再增益7dB 工件225/φ2灵敏度调节完毕方法B. 计算150大平底与工件225/φ2回波分贝差; 已知Xf =225 XB =150db X D X B f42)150214.322536.22lg(202lg 202222=⨯⨯⨯⨯==∆πλ(3)灵敏度调节;探头放在150大平底试块上,使平底回波达到最高,调至基准高度(80%),然后增益42dB,此时工件225/φ2灵敏度调好.(4).锻件检测;将探头放置225mm 锻件上进行全面扫查,距锻件表面200mm 发现一缺陷波,波高比225/φ2灵敏度基准波高高9dB.求缺陷当量.已知X1=200 φ2=2 X2=225 △=9 求; φX)5625.0lg(402002225lg 40lg409122X X X X X Φ=⨯⨯Φ=ΦΦ==∆X Φ=5625.0lg 225.0 mm X 3=Φ三.结论; 对该锻件垂直方向进行超声全面扫查,发现距锻件表面200mm 处有一缺陷,缺陷当量为3mm. 根据NB/T47013-2015标准,该钢板评为Ⅰ级,合格报告日期 年 月 日。
锻件超声波探伤记录和报告(南通友联专用)大平底
准考号: 评分: 试件编号 X 试件名称 锻件 试件材质 45# 试件规格 φ70×225 探头规格 2.5P φ14 探头型式 单晶直探头 仪器型号 PXUT-350C 型
扫查比例
深度1:1 扫查方式
全面扫查
探测灵敏度
φ2灵敏度 执行标准
NB/T47013.3-2015
探 伤 结 果
一.检测内容:对锻件T=225mm 进行超声检测,如何利用150mm 大平底调节工件φ2当量灵敏度. 二.检测步骤:
(1) 扫描比例调节; 将纵波直探头放置150mm 大平底上,找出一次(B1)和二次(B2)底面反射波,分别将两波对准水平刻度150和300处, 此时, 深度1:1比例调好. (2).计算步骤
方法A. ①计算150大平底与工件同声程处(150/φ2)回波分贝差;
dB X B Bf 352150
36.22lg 202lg
202
2=⨯⨯⨯=Φ=∆ππλ
②计算150/φ2与工件225/φ2回波分贝差
dB X X 71502225
2lg 40lg
401221=⨯⨯=ΦΦ=∆
先增益35dB 调节好150/φ2当量灵敏度,再增益7dB 工件225/φ2灵敏度调节完毕
方法B. 计算150大平底与工件225/φ2回波分贝差; 已知Xf =225 XB =150
db X D X B f
42)150214.322536.22lg(202lg 202
2
22=⨯⨯⨯⨯==∆πλ
(3)灵敏度调节;探头放在150大平底试块上,使平底回波达到最高,调至基准高度(80%),
然后增益42dB,此时工件225/φ2灵敏度调好.
(4).锻件检测;将探头放置225mm 锻件上进行全面扫查,距锻件表面200mm 发现一缺陷
波,波高比225/φ2灵敏度基准波高高9dB.求缺陷当量.
已知X1=200 φ2=2 X2=225 △=9 求; φX
)5625.0lg(402002225lg 40lg
409122X X X X X Φ=⨯⨯Φ=ΦΦ==∆
X Φ=5625.0lg 225.0 mm X 3=Φ
三.结论; 对该锻件垂直方向进行超声全面扫查,发现距锻件表面
200mm 处有一缺陷,缺陷当量为3mm. 根据NB/T47013-2015标准,该钢板评为Ⅰ级,合格
报告日期 年 月 日。