氧气缓冲罐设计概要
- 格式:doc
- 大小:518.50 KB
- 文档页数:12
研究与开发化 工 设 计 通 讯Research and DevelopmentChemical Engineering Design Communications·101·第47卷第1期2021年1月双氧水是过氧化氢水溶液的俗称,是一种重要的无机化工原料,它广泛应用于造纸、纺织、化学品合成、军工、电子、食品加工、医药、化妆品、环境保护、冶金等诸多领域[1]。
双氧水是一种强氧化剂,性质极不稳定,对于促进双氧水分解的引发剂目前研究较多,通常认为有碱液、重金属离子、铁锈等[2]。
因为其分解反应是放热反应,一旦发生,其反应速度会越来越快,如不能及时移出热量,将会导致失控。
由于双氧水贮罐一般为常压储罐,设计者在设计时对储罐的安全性往往考虑不周全。
本文根据双氧水的特性,从材料选择、结构设计及制造检验等多个环节出发,阐述了双氧水贮罐设计需要注意的问题,提出了罐顶排气口面积的计算方法,确保储罐的安全操作性能。
1 材质选择双氧水储罐选择使用的结构材料必须小心谨慎,否则将会遇到分解的问题。
一定要考虑所选的材料与双氧水相容性。
钢制储罐材质一般选用不锈钢,通常使用全奥氏体不锈钢。
首选不锈钢材料是S30403或S31603。
高纯度的铝(99.5%)和Al-Mg 合金也可使用,但这些材料的制作远比不锈钢更为困难。
所以通常设计选用不锈钢材料。
小型储罐(容积30m 3以下),浓度在50%以下,也可采用高密度聚乙烯。
但使用这种材料时必须特别注意,因为它的可靠性是随着时间的延长而降低的,容易因碰撞而损坏。
选用高密度聚乙烯时注意不要含有任何与双氧水不相容的颜料、矿石填料催化残渣。
如果暴露在阳光下,应该添加适量的抗氧剂和适当的光稳定剂。
与双氧水接触的管道、管件及阀门等材质的选择需引起足够的重视。
管道及管件通常采用S30403或S31603,垫片采用聚四氟乙烯,不能使用EPDM 及普通橡胶和石墨材料,普通橡胶为高分子可燃有机物质,可诱发双氧水发生连锁放热分解反应,导致爆炸。
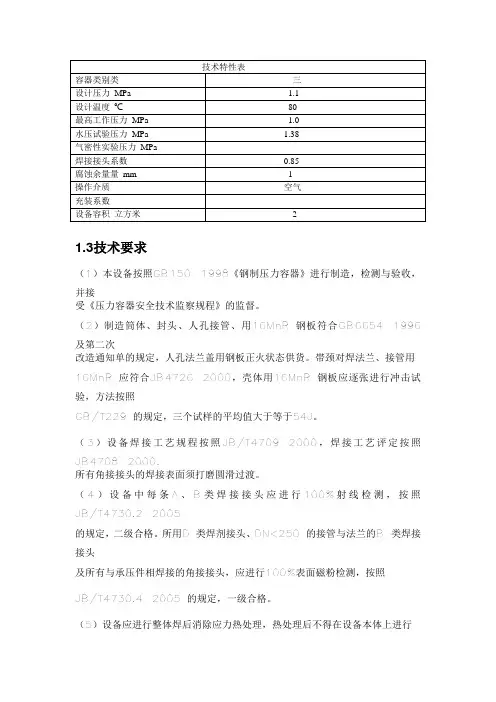
技术特性表容器类别类三设计压力MPa 1.1设计温度℃80最高工作压力MPa 1.0水压试验压力MPa 1.38气密性实验压力MPa焊接接头系数0.85腐蚀余量量mm 1操作介质空气充装系数设备容积立方米 21.3技术要求(1)本设备按照GB150-1998《钢制压力容器》进行制造,检测与验收,并接受《压力容器安全技术监察规程》的监督。
(2)制造筒体、封头、人孔接管、用16MnR 钢板符合GB6654-1996 及第二次改造通知单的规定,人孔法兰盖用钢板正火状态供货。
帯颈对焊法兰、接管用16MnR 应符合JB4726-2000,壳体用16MnR 钢板应逐张进行冲击试验,方法按照GB/T229 的规定,三个试样的平均值大于等于54J。
(3)设备焊接工艺规程按照JB/T4709-2000,焊接工艺评定按照JB4708-2000. 所有角接接头的焊接表面须打磨圆滑过渡。
(4)设备中每条A、B类焊接接头应进行100%射线检测,按照JB/T4730.2-2005 的规定,二级合格。
所用D 类焊剂接头、DN<250 的接管与法兰的B 类焊接接头及所有与承压件相焊接的角接接头,应进行100%表面磁粉检测,按照JB/T4730.4-2005 的规定,一级合格。
(5)设备应进行整体焊后消除应力热处理,热处理后不得在设备本体上进行施焊。
(6)最终热处理后,对设备中A。
B、D 类焊接接头进行硬度检测,其硬度应小于等于200HB。
检测数量按照每条A、D 类焊接接头测一组,每条B类焊接接头每隔120 度测一组,每组包括母材、热影响区和焊缝各一处。
(7)未注明角接接头焊脚高度均等于两相焊件中之较薄件的厚度,且须为连续焊。
(8)设备制造完毕后进行水压试验。
水压试验应力见技术要求表。
水压试验合格后应将积水排净吹干。
(9)水压试验合格后,应进行气密性试验,试验应力见技术特性表。
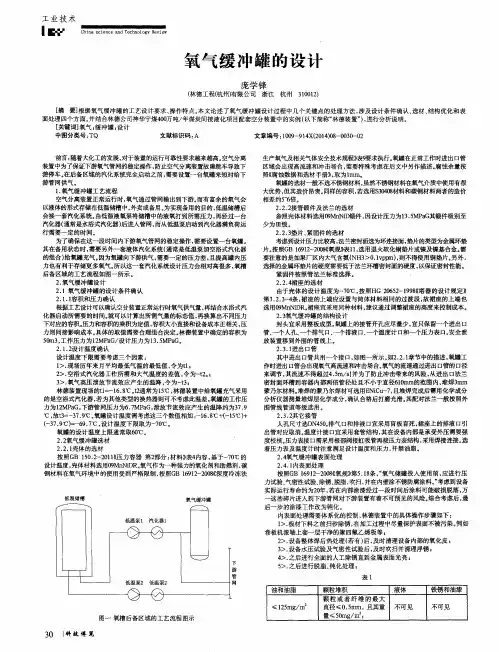
(10)设备制造完毕后除锈涂铁红醇酸底漆一遍,再涂银粉醇酸清漆一遍,沿罐体水平中心线用红漆刷一道红色色带,宽度为150mm,在筒体两侧的重心处用红色油漆喷印重新标志,应在重心标志上方喷印LPG 字样,重心标志的左侧喷应严禁烟火字样,右侧喷应禁止施焊的字样,标志、字样高度不得小于200mm。
氧气站设计规范 GB 50030 一 91第一章总则第1.0.1 条为使氧气站(含气化站房、汇流排间)的设计,遵循国家基本建设的方针政策,充分利用现有空气分离(以下简称“空分”产品资源,坚持综合利用,节约能源,保护环境,统筹兼顾,集中生产,协作供应,做到安全第一,技术先进,经济合理,特制定本规范。
第1.0.2 条本规范适用于下列新建、改建、扩建的工程:一、单机产氧量不大于300m3/h 或高压、中压流程的,用深度冷冻空气分离法生产氧、氮等空分气态或液态产品的氧气站设计;二、氧、氮等空分液态产品气化站房的设计;三、氧、氮等空分气态产品用户的汇流排间的设计;四、厂区和车间气态氧、氮等管道的设计。
第1.0.3 条扩建或改建的氧气站、气化站房、汇流排间和管道的设计,必须充分利用原有的建筑物、构筑物、设备和管道。
第1.0.4 条制氧站房、灌氧站房或压氧站房、液氧气化站房、氧气汇流排间、氧气瓶库的火灾危险性类别,应为“乙”类;加工处理、贮存或输送惰性气体的各类站房或库房,以及汇流排间的火灾危险性,应为“戊”类;使用氢气净化空分产品的催化反应炉,以及氢气瓶存放部分的火灾危险性,应为“甲”类。
第1.0.5 条氧气站、气化站房、汇流排间以及管道的设计,除应符合本规范的规定外,并应符合现行的有关国家标准、规范的规定。
第二章氧气站的布置第2.0.1 条氧气站、气化站房、汇流排间的布置,应按下列要求,经技术经济方案比较确定:、宜靠近最大用户处;、有扩建的可能性;三、有较好的自然通风和采光;四、有噪声和振动机组的氧气站有关建筑,对有噪声、振动防护要求的其他建筑之间的防护间距,应按现行的国家标准《工业企业总平面设计规范》的规定执行。
第2.0.2条空分设备的吸风口应位于空气洁净处,并应位于乙炔站(厂)及电石渣堆或其他烃类等杂质及固体尘埃散发源的全年最小频率风向的下风侧。
吸风口的高度,应高出制氧站房屋檐1m以上。
吸风口与乙炔站(厂)及电石渣堆等杂质散发源之间的最小水平间距,应符合表 2.0.2-1的要求,当不能满足表2.0.2-1的要求时,应符合表2.0.2-2的要求。
摘要本次课题是设计一个15m3的气体缓冲罐,主要包括结构设计和焊接工艺设计两大方面。
在结构设计方面:首先根据设计条件确定设计文件,设计文件包括设计压力、设计温度、介质性质、材料的种类及焊接接头系数等,其次对零部件进行设计。
零部件的设计包括筒体设计、封头设计、开孔补强、法兰、人孔、支座和吊耳的计算和选择。
在完成以上设计后根据设计数据完成总图和零件图的绘制。
在制造工艺方面:首先根据图纸完成制造工艺流程设计,其次根据流程重点对筒体、封头的制造和无损检测、水压试验等重点工序进行阐述,最后对筒体和封头纵环缝焊接工艺进行设计,并采用设计的焊接工艺进行试验、对焊接试样进行了力学性能分析。
试验结果满足使用要求,证明焊接工艺是合理的,能够成功实现产品的制造。
这次设计的主要意义在于锻炼了自己独立分析问题、解决问题的能力。
培养了查阅资料、工作细致、认真负责、独立思考、自主创新的能力。
并通过此课题的研究来进一步增强低理论知识的掌握以及研究类似问题的能力,为今后的工作打下基础。
关键词:气体缓冲罐结构设计焊工艺设计工艺试验ABSTRACTThe project is to desig n a gas buffer tank 15m3, in clud ing structural desig n and weld ing tech no logy in two areas.In structural design: First, determine the design documents under design conditions, desig n docume nts, in clud ing the desig n pressure and desig n temperature, medium properties, the types of materials and welded joi nts coefficie nt, followed by the desig n of the parts.The desig n comp onentsin clude cyli nder desig n, head desig n, rein forceme nt, flan ges, man holes, supports and lug the calculation and choice. After the completion of the above design data accord ing to the desig n pla ns and parts to complete the total mapp ing.In the manu facturi ng process: First, complete the manu facturi ng process based on desig n draw in gs, the n accord ing to the process focuses on the cyli nder, head of manu facturi ng and non-destructive testi ng, pressure testi ng and other key processes were described, and fin ally head of the cyli nder and the Ion gitud inal girth weld ing process desig n and weldi ng process used to test the desig n on the mecha ni cal properties of welded samples were an alyzed. The results meet the requireme nt to prove that weld ing is reas on able to successful products.The main significance of this design exercise its own independent analysis of issues, problem-solving abilities. Develop a data access, work is meticulous, conscientious and responsible, independent thinking, the ability of independent innovation. This topic through research to further enhance the low theoretical kno wledge and research similar problems to master the ability to lay the foundation for future work.Key words: gas buffer tank; structural desig n; weldi ng process design tech no logy test目录摘要 (I)ABSTRACT (II)1 绪论 (1)2 15M3气体缓冲罐结构设计 (2)2.1设计条件 (2)2.2设计文件 (2)2.2.1 设计压力 (2)2.2.2设计温度 (3)2.2.3介质性质 (4)2.2.4材料的选择 (5)2.2.5焊接接头系数 (8)2.3零部件的设计 (9)2.3.1筒体设计 (10)2.3.2封头的设计 (11)2.3.3配置接管 (13)2.3.4开孔补强 (13)2.3.5 法兰 (14)2.3.6 人孔 (17)2.3.7 支座 (19)2.3.8 吊耳 (21)2.4设计小结 (21)3气体缓冲罐的制造工艺 (24)3.1气体缓冲罐制造工艺流程图 (24)3.2筒节的制造工艺 (25)3.2.1 备料 (25)3.2.2焊接坡口加工 (25)3.2.3筒节卷制成形 (25)3.2.4组焊纵缝 (26)3.3.封头的制造工艺 (26)3.3.1 备料 (26)3.3.2封头压制成形 (26)3.3.3焊接坡口加工 (27)334组焊环缝 (27)3.4外观、无损检测 (28)3.5水压试验 (28)3.6表面处理、油漆包装 (28)4焊接工艺部分 (29)4.1 16MnR的焊接性分析 (29)4.1.1 16MnR 焊接接头冷裂纹 (29)4.1.2 16MnR焊接接头热裂纹 (29)4.1.3 16MnR焊接接头热影响区脆化 (30)4.2焊接工艺制定 (30)4.2.1焊接方法的选择 (30)4.2.2焊接材料的选择 (30)4.2.3焊接工艺参数的确定 (31)4.3焊接工艺试验 (31)4.3.1 试验 (31)4.3.2试验结果分析 (31)4.3.3无损检验 (31)总结 (32)参考文献 (33)致谢 (34)随着经济的发展,工业的进步,压力容器已经广泛应用于炼油、化工等工业部门及日常生活中。
真空缓冲罐制作标准-概述说明以及解释1.引言1.1 概述真空缓冲罐是一种用于存储和运输液体或气体的设备,其在工业生产和科研实验中起着重要作用。
本文旨在探讨真空缓冲罐的制作标准,以确保其安全性和有效性。
首先,我们将介绍真空缓冲罐的定义和作用,随后将详细讨论制作真空缓冲罐的关键要点,包括材料选用、生产工艺、质量控制等方面。
最后,我们将对本文进行总结,并展望未来真空缓冲罐制作标准的发展方向。
通过本文的阐述,读者将更加深入了解真空缓冲罐的制作标准,为相关行业提供参考和指导。
文章结构部分主要介绍了整篇文章的组织架构和各个部分的内容安排。
在本篇文章中,文章结构可以按照以下方式展开:1. 引言- 1.1 概述:介绍真空缓冲罐制作标准的背景和重要性。
- 1.2 文章结构:概述本文的组织结构,以便读者了解全文内容。
- 1.3 目的:明确本文旨在阐述真空缓冲罐制作标准的要点和原则。
2. 正文- 2.1 真空缓冲罐制作标准要点1:详细介绍第一个制作标准要点,比如材料选择、工艺流程等。
- 2.2 真空缓冲罐制作标准要点2:深入探讨第二个制作标准要点,可能涉及到设计规范、质量控制等方面。
- 2.3 真空缓冲罐制作标准要点3:进一步分析第三个制作标准要点,如安全考虑、技术创新等内容。
3. 结论- 3.1 总结:总结本文重点讨论的真空缓冲罐制作标准要点,归纳结论。
- 3.2 展望:展望未来真空缓冲罐制作标准的发展方向和挑战。
- 3.3 结束语:结束语部分可以强调文章的重要性,鼓励读者进一步深入研究和实践。
通过以上结构,读者可以清晰地了解本文的内容安排,有助于他们更好地理解真空缓冲罐制作标准的关键要点和原则。
1.3 目的本文的目的是要探讨真空缓冲罐制作标准,明确其制作要点和标准要求。
通过系统性的分析和总结,旨在为生产制造企业提供指导,确保真空缓冲罐的质量和性能符合相关标准和规定。
同时,也旨在向读者介绍真空缓冲罐的制作过程,让人们更加了解和理解这一重要设备的制作标准,为行业发展和产品质量提升做出贡献。
mm学院课程设计说明书题目名称:石油气缓冲罐设计系部:mm专业班级:mm学生姓名:mm指导教师:mm完成日期:mmmm学院课程设计评定意见设计题目:石油气缓冲罐设计学生姓名:mm评定意见:评定成绩:指导教师(签名):年月日任务书日程安排(4周) 1.课程介绍,安排任务 2.布置强度计算3.强度计算和考虑结构设计4.检查强度计算和布置出施工图5.完成2张施工图6.交图纸7.完成设计说明书 8.交设计说明书 9.设计答辩石油气缓冲罐设计设备设计主要技术指标设计压力设计温度最高工作压力工作温度介质名称石油气设备主要材质设备容积M管口表符号公称压力公称尺寸法兰形式密封面形式用途伸出长度物料进口物料出口手孔内螺纹温度进口排污口液位计口安全阀口外螺纹压力表口法兰标准为mm学院课程设计任务书引言压力容器一般是指在工业生产中用来完成反应、传热、传质、分离、贮存等工艺过程,并承受0.1MPa表压以上压力的容器。
化工生产过程中使用的压力容器形式多样,结构复杂,工作条件苛刻,危险性较大。
压力容器分类:(1)中压容器1.6至10MPa;(2)低压容器0.1至 1.6MPa;(3)低压反应容器和低压储存容器;(4)低压管壳式余热锅炉;(5)低压搪玻璃压力容器。
本设计属于低压容器。
化工装置的压力容器绝大数为钢制的。
制造材料多种多样,比较常用的有如下几种。
(1)Q235—AQ235—A钢,含硅量多,脱氧完全,因而质量较好。
(2)20g20g锅炉钢板与一般20号优质钢相同,含硫量较Q235—A钢低,具有较强的强度。
(3)16MnR16MnR普通低合金容器钢板,制造中、低压容器可减轻温度较高的容器重量。
(4)高温容器用钢温度<400、可用普通碳钢,使用温度400-500℃可用15MnVR、14MnMoVg,使用温度500-600℃可采用15CrMo、12CrMol,使用温度600-700℃应采用OCr13Ni9和1Cr18Ni9Ti等合金钢。
大连理工大学毕业设计(论文)任务书(理工类)题目名称:印尼XX钢厂2000Nm3/h氧气站项目氧气储罐(施工图设计)学部(院):专业:学生姓名:学号:指导教师: 职称:下发年月日上交年月日本科生毕业设计(论文)须知1、认真学习理解《大连理工大学大学生毕业设计(论文)工作管理办法》。
2、努力学习、勤于实践、勇于创新,保质保量地完成任务书规定的内容。
3、独立完成规定的工作任务,不弄虚作假,不抄袭别人的工作内容。
4、毕业设计(论文)成果、资料应于答辩结束后及时交给学院(系)收存,学生不得擅自带离学校。
经指导教师推荐可作为论文发表。
5、爱护仪器设备,节约材料,严格遵守操作规程及实验室有关制度。
6、毕业设计(论文)完成后,将《大连理工大学毕业设计(论文)任务书》同毕业设计(论文)一同交给指导教师。
毕业设计(论文)任务下达表(此表内容可打印)五、应阅读的资料及主要参考文献目录GB 150.1-150.4-2011《压力容器》TSG R0004-2009《固定式压力容器安全技术监察规程》GB 713-2008《锅炉压力容器用钢板》JB/T 4730.3—2005《超声检测》JB 4726-2000《压力容器用碳素钢和低合金钢锻件》GB/T 8163-2008 《输送流体用无缝钢管》GB/T 985.1-2008《气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口》NB/T 47015-2011 《压力容器焊接规程》HG/T 20592~20635-2009 《钢制管法兰、垫片和紧固件》HG/T 21514~21535-2005《钢制人孔和手孔》HG 20580~20585-2011《化工容器六合一标准》JB4711-2003 《压力容器涂敷与运输包装》石油化工设备设计便查手册(第二版)化工设备图样技术要求2012(记录内容需手写)(记录内容需手写)毕业设计(论文)指导教师评价表(此表可打印)毕业设计(论文)评阅人评价表(此表可打印)毕业设计(论文)答辩情况记录毕业设计(论文)答辩委员会评价表(此表可打印)。
氧气站设计规范GB 50030一91第一章总则第1.0.1条为使氧气站(含气化站房、汇流排间)的设计,遵循国家基本建设的方针政策,充分利用现有空气分离(以下简称“空分”产品资源,坚持综合利用,节约能源,保护环境,统筹兼顾,集中生产,协作供应,做到安全第一,技术先进,经济合理,特制定本规范。
第1.0.2条本规范适用于下列新建、改建、扩建的工程:一、单机产氧量不大于300m3/h或高压、中压流程的,用深度冷冻空气分离法生产氧、氮等空分气态或液态产品的氧气站设计;二、氧、氮等空分液态产品气化站房的设计;三、氧、氮等空分气态产品用户的汇流排间的设计;四、厂区和车间气态氧、氮等管道的设计。
第1.0.3条扩建或改建的氧气站、气化站房、汇流排间和管道的设计,必须充分利用原有的建筑物、构筑物、设备和管道。
第1.0.4条制氧站房、灌氧站房或压氧站房、液氧气化站房、氧气汇流排间、氧气瓶库的火灾危险性类别,应为“乙”类;加工处理、贮存或输送惰性气体的各类站房或库房,以及汇流排间的火灾危险性,应为“戊”类;使用氢气净化空分产品的催化反应炉,以及氢气瓶存放部分的火灾危险性,应为“甲”类。
第1.0.5条氧气站、气化站房、汇流排间以及管道的设计,除应符合本规范的规定外,并应符合现行的有关国家标准、规范的规定。
第二章氧气站的布置第2.0.1条氧气站、气化站房、汇流排间的布置,应按下列要求,经技术经济方案比较确定:一、宜靠近最大用户处;二、有扩建的可能性;三、有较好的自然通风和采光;四、有噪声和振动机组的氧气站有关建筑,对有噪声、振动防护要求的其他建筑之间的防护间距,应按现行的国家标准《工业企业总平面设计规范》的规定执行。
第2.0.2条空分设备的吸风口应位于空气洁净处,并应位于乙炔站(厂)及电石渣堆或其他烃类等杂质及固体尘埃散发源的全年最小频率风向的下风侧。
吸风口的高度,应高出制氧站房屋檐1m以上。
吸风口与乙炔站(厂)及电石渣堆等杂质散发源之间的最小水平间距,应符合表2.0.2-1的要求,当不能满足表2.0.2-1的要求时,应符合表2.0.2-2的要求。
收稿日期:2005-11-21作者简介:王文江(1970-),男(汉族),陕西大荔人,高级工程师,学士,主要从事石油化工设备的设计、监理工作。
文章编号:1000-7466(2006)03-0028-021000m 3低温氧气球罐设计王文江,王万磊,李晓明,刘福录(兰州石油机械研究所,甘肃兰州 730050)摘要:1000m 3低温氧气球罐是目前国内首次自行设计、制造并组焊的最大的氧气球罐。
从球罐材料的选择和部分结构的确定等方面论述了该低温球罐的设计工作。
关键词:球罐;低温;氧气;设计中图分类号:TE 972.02 文献标识码:ADesign and summary of 1000m 3low -temperature spherical tank for oxygen storageWANG Wen -jiang ,WA NG Wan -lei ,LI Xiao -ming ,LIU Fu -lu(Lanzho u Petroleum M achinery Research Institute ,Lanzhou 730050,China )A bstract :The 1000m 3low -tempe rature spherical tank for ox yg en sto rag e is the big gest o ne ev -er desig ned ,m anufactured ,assembled and w elded in China.The mate rial selection ,detail struc -ture ,etc.are discussed.Key words :spherical tank ;low -temperature ;o xy gen ;desig n 2004年在新疆八一钢铁有限公司制氧球罐工程中,需要建造2台公称体积为1000m 3的低温氧气球罐,该球罐内直径12300mm ,操作压力3.0MPa ,设计压力3.15MPa ,操作温度-20~70℃,设计温度-25~80℃。
压空缓冲罐和真空缓冲罐容积的确定王绍宇(中核第四研究设计工程有限公司,河北石家庄050021)【摘要】本文介绍了制药行业压空缓冲罐和真空缓冲罐容积的计算公式,并结合实例对储气罐、稳压罐的容积计算方法、组合方式进行了讨论,同时对缓冲罐的气液分离效果及设备直径的确定给出了计算方法。
【关键词】压空缓冲罐、真空缓冲罐、气液分离。
压空缓冲罐和真空缓冲罐在化工、医药和机械加工等行业广泛使用,其作用是降低空气系统的压力波动,保证系统平稳、连续供气。
压空缓冲罐一般设置在空压机出口和用气点,设置在空压机出口的缓冲罐主要是为了降低空压机出口压力的脉动及分离压缩空气中的水。
对于往复式压缩机,空压机出口空气缓冲罐的容积一般取空压机每分钟流量(Nm3/min)的10%左右[1],而对于离心式或螺杆式离心机,由于其排气口气压比较稳定,空气缓冲罐的作用主要是分离冷凝水,其尺寸及容积按照分离冷凝水的要求确定;而设置在用气点的空气缓冲罐,其作用是调节用气负荷,降低不同用气点由于用气量变化而引起的系统压力波动,保证生产装置的正常运行;真空缓冲罐的作用是分离气体中的水分及稳定系统压力,一般设置在真空泵入口。
本文根据压空缓冲罐和真空缓冲罐的功能及使用要求,通过分析计算,给出确定压空缓冲罐和真空缓冲罐容积的计算方法。
1. 气体缓冲罐的计算模型对于常温、低压的压空系统,可以用理想气体状态方程PV=nRT描述气体的体积、压力的变化。
缓冲罐向用户供气,缓冲罐内空气的质量减少、压力降低,此过程存在如下的微分方程式[2]:Vd P=RTdn(1)式中:V:空气缓冲罐体积,m3;P:系统压力(绝压),Pa;n:系统内空气的摩尔数;T:系统温度,K。
摩尔数的减少和抽气速度之间存在如下微分方程式:PQd τ=RTdn (2) 式中:Q :抽气速率,m 3/min ;τ:抽气时间,min 。
将式2带入式1,得:d τ=QPVdp (3) 根据上述的式1、2和3,分别对压空缓冲罐和真空缓冲罐的容积及供气时间进行分析。