Rz值--网版质量的一个重要参数
- 格式:pdf
- 大小:431.55 KB
- 文档页数:4
表面粗糙度高度参数有3种:1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下:RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1--0.025um;N2--0.05um;N3--0.1um;N4--0.2um;N5--0.4um;N6--0.8um;N7--1.6um;N8--3.2um;N9--6.3um;N10--12.5um;N11--25um;日本表面粗糙度的老标准。
表面粗糙度的基本术语表面粗糙度是指物体表面的不平整程度,通常用于描述工程制品的加工质量。
表面粗糙度是一个重要的质量指标,对于一些机械零件的连接、密封和摩擦等方面都有很大的影响。
因此,表面粗糙度也成为了机械加工行业中的一个重要概念。
在描述表面粗糙度时,我们需要了解一些基本术语。
1. 粗糙度粗糙度是指表面上的微小起伏,包括高峰和低谷。
这些起伏的尺寸通常由表面的平均高度和深度确定。
粗糙度是表面不规则程度的一个量化指标,通常用Ra值表示。
2. Ra值Ra值是表面粗糙度的一个重要参数。
它表示整个表面的平均高度偏差,通常以微米为单位。
Ra值越小,表面越光滑。
3. Rz值Rz值是表面粗糙度的另一个重要参数。
它表示表面上最大峰和最大谷之间的距离。
Rz值越小,表面越光滑。
4. Rt值Rt值是表面粗糙度中的一个参数。
它表示表面上最高和最低点之间的距离。
Rt值越小,表面越光滑。
5. Rq值Rq值是表面粗糙度的另一个参数。
它表示表面上所有高度偏差的平方和的平方根。
Rq值越小,表面越光滑。
6. Rmax值Rmax值是表面粗糙度的一个参数。
它表示表面上最大峰和最大谷之间的距离。
Rmax值越小,表面越光滑。
7. Rmr值Rmr值是表面粗糙度的另一个参数。
它表示表面上所有高度偏差的平方和的平方根。
Rmr值越小,表面越光滑。
8. Rk值Rk值是表面粗糙度的一个参数。
它表示表面上最大谷的深度。
Rk 值越小,表面越光滑。
9. Rpk值和Rvk值Rpk值和Rvk值分别表示表面上最高峰和最低谷的高度。
Rpk值和Rvk值越小,表面越光滑。
表面粗糙度是一个非常重要的概念,对于机械制造和加工行业有着重要的意义。
掌握表面粗糙度的基本术语,可以更好地评估加工品质,并提高加工品质的控制能力。
粗加工、半精加工、精加工国标表面粗糙度【主题】粗加工、半精加工、精加工国标表面粗糙度【导言】在工程制造领域,粗加工、半精加工、精加工是我们经常会遇到的工艺术语,而国标表面粗糙度则是评定加工质量的重要标准。
本文将对这些主题进行全面解读,帮助您更深入地理解工程制造中的精度和粗糙度要求。
一、粗加工、半精加工、精加工的定义和区别1. 粗加工:指在工件上去除余量,但不要求高精度和光洁度的加工工艺。
通常是为了消除初始形状和大小偏差,使工件成为半成品状态,为后续的半精加工或精加工提供基础。
2. 半精加工:介于粗加工和精加工之间的加工过程,既要求加工精度,又要求较高的表面质量。
通常需要在粗加工的基础上进行二次加工,以获得更高的尺寸精度和表面质量。
3. 精加工:指在半成品上进行的高精度、高光洁度的加工工艺。
其目的是满足产品的特定精度要求,使产品达到设计要求的形状和表面状态。
二、国标表面粗糙度参数及其意义1. Ra值:表面粗糙度平均值,通常用于评定表面的整体光洁度,Ra值越小,表面越光滑。
2. Rz值:通常称为最大高度,是指由表面轮廓上最高点到最低点之间的距离,反映了表面的不规则程度。
3. Rt值:最大毛坯高度,是指在测定长度内,最大的毛坯表面高度差,用于评定最大局部高度差。
这些国标表面粗糙度参数是工件表面质量的重要指标,对机械零件的密封性、耐磨性、传动精度等都有着重要的影响。
三、文章总结和回顾本文首先对粗加工、半精加工、精加工进行了定义和区别,帮助读者了解工件加工的不同阶段和要求;接着介绍了国标表面粗糙度参数及其意义,让读者对表面质量的评定有了更清晰的认识。
笔者在个人观点中指出,粗加工、半精加工、精加工在工程制造中具有重要意义,对工件的质量、精度和表面质量都有着不可替代的作用,而国标表面粗糙度则是这些工艺的重要评定标准。
希望读者在实际工程应用中能够充分重视这些关键要素,从而保证制造出更加精密和优质的产品。
通过本文的阅读,相信您对粗加工、半精加工、精加工和国标表面粗糙度已经有了更深入的理解。
一、概述随着现代制造业的迅速发展,对产品表面质量的要求也越来越高,粗糙度是对产品表面质量的重要指标之一。
而在对表面粗糙度进行评定时,常常会用到ra和rz这两个参数。
本文将对ra和rz的区别进行详细介绍,并针对新标准进行分析。
二、ra的定义和特点1. ra是表面粗糙度的平均值,即表面所有符合条件的高度值的平均高度。
2. ra的计算方式是将表面所有高度值的绝对值相加,然后除以采样长度。
3. ra能够反映出表面整体的粗糙程度,更适用于对表面整体质量的评定。
三、rz的定义和特点1. rz是表面粗糙度的最大毛均方根值,即在采样长度内的一组连续采样长度内最大的高度差值。
2. rz的计算方式是取出表面高度的最大和最小值,然后再取几组这些值的平方和的均值的平方根。
3. rz能够反映出表面的峰谷数量和深度,更适用于对表面局部质量的评定。
四、ra和rz之间的关系1. ra和rz是两种不同的表面粗糙度参数,它们各自强调的是表面质量的不同方面。
2. ra主要关注表面的整体情况,而rz更关注表面的局部细节。
3. 在实际应用中,应根据具体情况综合考虑ra和rz,以全面评定表面的质量。
五、新标准对ra和rz的影响1. 随着制造工艺的不断进步,对表面质量的要求也越来越高,因此对ra和rz的要求也会不断提高。
2. 新标准可能会对ra和rz的计算方法、采样长度等进行调整,以更好地适应现代制造业的需求。
3. 制定新标准将会对相关行业的生产、检测和质量控制产生一定影响,需要及时做好准备。
六、总结ra和rz作为表面粗糙度评定的重要参数,在现代制造业中具有重要意义。
了解ra和rz的区别和通联,对于正确评定和控制产品表面质量具有重要意义。
而随着新标准的出台,我们也需要及时了解并适应新的要求,以确保产品的质量和竞争力。
七、参考文献[1] 陈XX, 等. 粗糙度参数的计算方法研究[J]. 机械加工, 2010(2): 10-15.[2] 李XX, 等. 新标准对粗糙度参数的影响分析[J]. 制造工程, 2015(3): 20-25.以上是对ra和rz的区别及新标准相关内容的阐述,希望能对您有所帮助。
表面粗糙度评定参数一般包括表面粗糙度评定参数在工业生产中扮演着重要的角色。
表面粗糙度是指物体表面的不规则程度,通常用来描述表面的光滑程度和粗糙程度。
表面粗糙度评定参数是用来衡量表面粗糙度的一种方法,它可以帮助我们确定物体表面的质量和性能,从而保证产品的质量和可靠性。
表面粗糙度评定参数通常包括以下几个方面:1. Ra值Ra值是表面粗糙度评定参数中最常用的一个参数。
它是指表面粗糙度的平均值,通常用微米(μm)作为单位。
Ra值越小,表面越光滑,反之则越粗糙。
Ra值的测量方法通常是使用表面粗糙度仪进行测量。
2. Rz值Rz值是表面粗糙度评定参数中另一个常用的参数。
它是指表面粗糙度的最大峰值和最大谷值之间的距离,通常用微米(μm)作为单位。
Rz值越小,表面越光滑,反之则越粗糙。
Rz值的测量方法通常是使用表面粗糙度仪进行测量。
3. Rmax值Rmax值是表面粗糙度评定参数中用来描述表面最大高度的参数。
它是指表面上最高的峰值和最低的谷值之间的距离,通常用微米(μm)作为单位。
Rmax值越小,表面越光滑,反之则越粗糙。
Rmax值的测量方法通常是使用表面粗糙度仪进行测量。
4. Rt值Rt值是表面粗糙度评定参数中用来描述表面总高度的参数。
它是指表面上最高的峰值和最低的谷值之间的总距离,通常用微米(μm)作为单位。
Rt值越小,表面越光滑,反之则越粗糙。
Rt值的测量方法通常是使用表面粗糙度仪进行测量。
5. Rq值Rq值是表面粗糙度评定参数中用来描述表面均方根值的参数。
它是指表面粗糙度的均方根值,通常用微米(μm)作为单位。
Rq值越小,表面越光滑,反之则越粗糙。
Rq值的测量方法通常是使用表面粗糙度仪进行测量。
表面粗糙度评定参数在工业生产中的应用非常广泛。
例如,在汽车制造中,表面粗糙度评定参数可以用来评估发动机零件的表面质量,从而保证发动机的性能和寿命。
在航空制造中,表面粗糙度评定参数可以用来评估飞机零件的表面质量,从而保证飞机的安全性和可靠性。

rz命令参数一、简介rz命令是Linux系统中的一个文件传输命令,它可以将本地文件传输到远程服务器上。
它是rzsz软件包中的一部分,用于在终端中进行文件的传输。
rz命令通常与sz命令配合使用,实现文件的上传和下载。
二、rz命令参数1. -b, --binary 以二进制模式传输文件。
这个参数通常用于传输二进制文件,比如图片、视频等。
在传输二进制文件时,需要使用该参数,以确保文件的完整性和正确性。
2. -e, --escape 转义特殊字符。
在传输包含特殊字符的文件时,需要使用该参数进行转义,否则这些特殊字符可能会被终端解释为其他命令或操作。
3. -f, --force 强制覆盖目标文件。
如果目标文件已存在,使用该参数将强制覆盖目标文件。
否则,如果目标文件已存在,rz命令会询问是否覆盖。
4. -k, --keep 保留文件权限和时间戳。
使用该参数可以保留传输文件的原始权限和时间戳信息,确保传输后文件的一致性。
5. -n, --name 使用文件名传输。
使用该参数可以指定传输文件时使用的文件名,而不是使用本地文件的名称。
这对于需要重命名文件的情况非常有用。
6. -q, --quiet 静默模式。
使用该参数可以禁止显示传输过程中的详细信息,只显示必要的提示信息。
7. -v, --verbose 显示详细信息。
使用该参数可以显示传输过程中的详细信息,包括传输速度、传输进度等。
8. -z, --compress 压缩传输。
使用该参数可以在传输文件时进行压缩,减少传输的数据量,提高传输速度。
9. --help 显示帮助信息。
使用该参数可以查看rz命令的帮助文档,了解更多关于rz命令的详细信息。
10. --version 显示版本信息。
使用该参数可以查看rz命令的版本号。
三、使用示例1. 传输单个文件:rz file.txt这个命令将会传输当前目录下的file.txt文件到远程服务器上。
2. 传输多个文件:rz file1.txt file2.txt file3.txt这个命令将会传输当前目录下的file1.txt、file2.txt和file3.txt文件到远程服务器上。
机械加工表面加工质量1. 引言在机械加工过程中,表面加工质量是一个非常重要的指标。
表面加工质量的好坏直接影响到产品的性能和外观。
因此,了解和掌握机械加工表面加工质量的相关知识是非常重要的。
本文将从表面加工质量的定义、影响因素以及常见的提高方法等方面进行探讨,并介绍一些常用的测试方法和评价标准。
2. 表面加工质量定义表面加工质量是指零件经过机械加工后表面的光洁度、平整度、粗糙度以及其他相关指标的好坏程度。
在实际应用中,表面加工质量常常用Ra 值、Rz值以及其他一些参数来表示。
•Ra值:表示零件表面的平均粗糙度,单位为微米。
Ra值越小,表面越光滑。
•Rz值:表示零件表面上峰值与谷值的高度差,单位为微米。
Rz值越小,表面越平整。
3. 表面加工质量的影响因素表面加工质量受到如下因素的影响:3.1 材料性质原材料的性质直接影响着表面加工的质量。
不同材料具有不同的硬度、韧性以及切削性,这些都会对加工后的表面质量产生重要的影响。
3.2 加工参数加工参数包括切削速度、进给速度、切削深度等。
这些参数的选择直接影响着加工后表面的质量。
不恰当的加工参数会导致材料的“剥离”或者“焊着”,从而影响表面质量。
3.3 加工工艺不同的加工工艺对表面加工质量的影响也有所不同。
例如,不同的切削方式(如铣削、车削等)以及不同的刀具形状都会对表面质量产生重要的影响。
3.4 刀具磨损刀具的磨损直接影响着切削质量和表面加工质量。
磨损严重的刀具容易导致表面加工的毛刺、阴刃等问题,从而影响表面质量。
4. 提高表面加工质量的方法为了提高表面加工质量,我们可以采取以下几种方法:4.1 优化加工工艺合理选择加工工艺,根据具体情况进行优化。
比如,对于需要高精度表面加工的零件,可以选择小切削深度、较低的进给速度和切削速度等。
4.2 提高刀具质量选择优质的刀具,减少刀具磨损对表面加工质量的影响。
定期进行刀具的保养和更换,保证刀具的尖锐度和稳定性。
4.3 加工前处理加工前的处理对于提高表面加工质量也非常重要。

表面参数Rz、Rmax、Rt、R3z、RPc等的测量甘晓川张瑜刘娜石作德谷荣凤在GB/T3505-2000《产品几何技术规范表面结构轮廓法表面结构术语、定义及参数》中定义了表面幅度参数(纵坐标平均值)R a、R q、R sk、R ku和间距参数、混合参数等,虽然该标准等效采用了ISO4287:1997《几何产品规范(GPS)表面特征:轮廓法表面结构的术语、定义及参数》,但这些参数远远不能满足我国目前工业生产的需要,特别是在涉外产品中常常会提出一些非标的表面参数的技术要求,例如R max(DIN EN ISO 4287)、RP c(prEN 10049)、R3z(Daimler Benz Standard 31007)等。
这些参数的正确测量直接影响产品符合性的判断,因此生产部门对这些参数的准确测量都有迫切的需求。
同时,对这些参数的正确认识及理解能有效地指导生产过程,在使产品技术指标满足要求的同时可有效降低生产成本。
笔者在实际工作中经常会为一些厂家测量这样的参数,如发动机冷凝管内表面的R max、R t等参数、轴类零件的RP c参数。
现结合实例对这些参数的定义和测量方法作一些说明,以供参考。
一、参数的定义1.参数R z(GB/T3505-2000)在一个取样长度lr内,最大轮廓峰高和最大轮廓谷深之和的高度如图1所示。
图1 参数R z示意图这里R z的定义和GB/T3505-1983《表面术语表面及其参数》中的定义已经完全不同。
GB/T3505-1983中R z符号曾用于指示“不平度的十点高度”。
正在使用中的一些表面测量仪器大多只能测量以前的参数R z。
因此,采用现行的技术文件和图样时必须小心慎重,因为用不同类型的仪器按不同的规定计算所取得的结果之间的差别,并不都是非常微小而可忽略的。
2.参数R max(DIN EN ISO 4287)参数R max与参数R zi之间有些关系,因此首先介绍R zi的定义。
表面粗糙度参数Rz、Rmax、Rt、R3z、RPc等的测量在GB/T3505-2000《产品几何技术规范表面结构轮廓法表面结构术语、定义及参数》中定义了表面粗糙度幅度参数(纵坐标平均值)R a、R q、R sk、R ku和间距参数、混合参数等,虽然该标准等效采用了ISO4287:1997《几何产品规范(GPS)表面特征:轮廓法表面结构的术语、定义及参数》,但这些参数远远不能满足我国目前工业生产的需要,特别是在涉外产品中常常会提出一些非标的表面粗糙度参数的技术要求,例如R max(DIN EN ISO 4287)、RP c(prEN 10049)、R3z(Daimler Benz Standard 31007)等。
这些参数的正确测量直接影响产品符合性的判断,因此生产部门对这些参数的准确测量都有迫切的需求。
同时,对这些参数的正确认识及理解能有效地指导生产过程,在使产品技术指标满足要求的同时可有效降低生产成本。
笔者在实际工作中经常会为一些厂家测量这样的参数,如发动机冷凝管内表面的R max、R t等参数、轴类零件的RP c参数。
现结合实例对这些参数的定义和测量方法作一些说明,以供参考。
一、参数的定义1.参数R z(GB/T3505-2000)在一个取样长度lr内,最大轮廓峰高和最大轮廓谷深之和的高度如图1所示。
<CTSM>图1参数R z示意图</CTSM>这里R z的定义和GB/T3505-1983《表面粗糙度术语表面及其参数》中的定义已经完全不同。
GB/T3505-1983中R z符号曾用于指示“不平度的十点高度”。
正在使用中的一些表面粗糙度测量仪器大多只能测量以前的参数R z。
因此,采用现行的技术文件和图样时必须小心慎重,因为用不同类型的仪器按不同的规定计算所取得的结果之间的差别,并不都是非常微小而可忽略的。
2.参数R max(DIN EN ISO 4287)参数R max与参数R zi之间有些关系,因此首先介绍R zi的定义。
linux rz 参数摘要:1.Linuxrz命令简介2.Linuxrz命令参数详解3.实例演示4.总结与建议正文:在Linux系统中,rz命令是一个非常实用的文件传输工具,主要用于从远程服务器下载文件。
本文将详细介绍Linuxrz命令的用法和参数,并通过实例演示让大家更直观地理解其应用场景。
一、Linuxrz命令简介rz命令全称为“receive file”,用于在本地服务器接收远程服务器发送的文件。
与rz命令相对应的还有发送文件的命令——rz命令。
在实际应用中,rz 命令常用于服务器管理员向客户端传输文件,或客户端从服务器下载文件。
二、Linuxrz命令参数详解1.基本参数- 无需参数:默认情况下,rz命令会在后台运行,并将接收到的文件保存到当前目录。
- -p <路径>:指定文件保存路径。
- -v <文件名>:指定接收文件的名称。
- -t <时间限制>:设置文件传输超时时间,单位为秒。
- -b:以二进制模式接收文件。
- -c:显示传输过程中的详细信息。
2.高级参数- -r:递归接收目录。
- -R:递归接收目录,并删除空目录。
- -u <用户名>:指定远程服务器的用户名。
- -g <组名>:指定远程服务器的组名。
- -G <本地用户名>:指定本地服务器接收文件的用户名。
- -f:在接收文件时,忽略文件权限设置。
三、实例演示以下为一个rz命令的实际应用示例:假设当前用户在本地服务器上执行以下命令,从远程服务器下载一个名为“example.txt”的文件:```rz -v example.txt```此时,远程服务器会将“example.txt”文件传输到本地服务器,并保存在当前目录下。
四、总结与建议Linuxrz命令作为一个实用的文件传输工具,在实际应用中具有重要意义。
掌握rz命令的各种参数和使用方法,可以帮助大家更高效地完成文件传输任务。
机械工程中的界面和表面粗糙度控制在机械工程中,界面和表面粗糙度控制是非常重要的。
无论是汽车发动机的零件,还是航空航天领域的关键部件,都需要保证其表面的质量和粗糙度符合要求。
本文将介绍机械工程中的界面和表面粗糙度控制的意义、相关参数以及常见的控制方法。
一、界面与表面质量的重要性在机械工程中,界面和表面质量的好坏直接影响到零件的使用寿命、性能和可靠性。
一个平整光滑的表面可以减小零件之间的摩擦和磨损,提高机械传动效率,并降低零件的噪音和振动;而粗糙表面则会导致零件磨损加剧、能量损失增大,甚至引发零件的断裂和其他意外事故。
在界面方面,准确地控制两个相互接触的零件之间的间隙和接触情况,对于保证机械装置的正常运行至关重要。
如果间隙过小,可能会导致零件卡死、摩擦增大;如果间隙过大,可能会导致零件之间的松动和微小振动,从而影响机械装置的精度和稳定性。
二、表面粗糙度的常用参数表面粗糙度是表征表面质量的一个重要参数。
常用的表面粗糙度参数有:1. Ra值:平均粗糙度,表示某一表面所有垂直于参考线的剖面平均离参考线的高度差值的绝对值平均值。
Ra值越小,表示表面越光滑。
2. Rz值:最大峰峰值,表示某一表面所有垂直于参考线的剖面峰值与谷值之间的高度差的最大值。
3. Rt值:最大高度,表示某一表面上离开参考线最远的高度。
4. Rq值:均方根粗糙度,表示某一表面所有垂直于参考线的剖面峰值和谷值之间高度差的均方根值。
这些参数可以通过测量仪器(如表面粗糙度仪)进行测量和评估,从而控制和改善表面的粗糙度。
三、表面粗糙度控制的方法在机械工程中,有许多方法可以控制表面粗糙度,下面列举其中几种常见的方法:1. 切削加工:通过机床对工件进行切削加工,通过不同的切削参数(如进给速度、切削深度等)来控制表面粗糙度。
2. 研磨和抛光:使用研磨和抛光工艺对零件表面进行处理,去除表面的凹陷和粗糙部分,从而得到更光滑的表面。
3. 涂层技术:在零件的表面涂覆一层薄膜或涂层,用于填充和封闭表面的微小凹坑和裂纹,从而提高表面的光滑度和耐磨性。
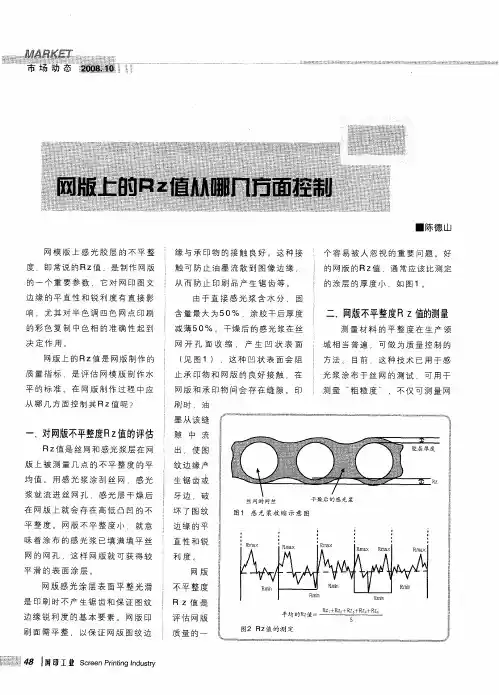
网版上的Rz值从哪几方面控制
陈德山
【期刊名称】《网印工业》
【年(卷),期】2008(000)010
【摘要】网模版上感光胶层的不平整度,即常说的RZ值,是制作网版的一个重要参数,它对网印图文边缘的平直性和锐利度有直接影响,尤其对半色调四色网点印刷的彩色复制中色相的准确性起到决定作用。
【总页数】5页(P48-52)
【作者】陈德山
【作者单位】无
【正文语种】中文
【中图分类】TS871.1
【相关文献】
1.RZ值--网版质量的一个重要参数 [J], 陈德山;任凤霞
2.Rz值与高分辨率印刷——对网版直接法感光胶涂布的研究 [J], 李锋
3.Rz值--网版质量的一个重要参数 [J], 陈德山;任凤霞
4.Rz值—评价网版质量的新概念 [J], Pfirr.,W;张仁英
5.纯电动公交车应从哪几方面节能降耗 [J], 潘毅勇;吴凯文
因版权原因,仅展示原文概要,查看原文内容请购买。
表面参数Rz、Rmax、Rt、R3z、RPc等的测量甘晓川??张瑜??刘娜??石作德??谷荣凤在GB/T3505-2000《产品几何技术规范表面结构轮廓法表面结构术语、定义及参数》中定义了表面幅度参数(纵坐标平均值)R a、R q、R sk、R ku和间距参数、混合参数等,虽然该标准等效采用了ISO4287:1997《几何产品规范(GPS)表面特征:图1 参数R z示意图这里R z的定义和GB/T3505-1983《表面术语表面及其参数》中的定义已经完全不同。
GB/T3505-1983中R z符号曾用于指示“不平度的十点高度”。
正在使用中的一些表面测量仪器大多只能测量以前的参数R z。
因此,采用现行的技术文件和图样时必须小心慎重,因为用不同类型的仪器按不同的规定计算所取得的结果之间的差别,并不都是非常微小而可忽略的。
2.参数R max(DINENISO4287)参数R max与参数R zi之间有些关系,因此首先介绍R zi的定义。
R zi的定义为,在一个取样长度lr内最高峰和最低谷之间的垂直距离。
R3zi的定义为,轮廓上一个取样长度lr内第3高的轮廓峰和第3高的轮廓谷之间的垂直距离,如图4所示。
图4 参数R3z示意图R3z是5个连续取样长度上深度R3zi的平均值。
5.参数RP c(prEN10049)参数RP c的定义为单位长度内连续穿过规定的上轮廓截止线c1和下轮廓截止线c2的轮廓元素的数量。
在使用中取c1等于c2,它们间的距离也叫做带宽(Bandwidth)或PeakCountLevel。
通常会取它们位于中线(MeanLine)或平行于中线指定的另外的直线的两侧,如图5所示。
它们的评定与R a的评定类似,滤波器、取样长度lc等评定条件的选取都对评定结果有明显的改变。
笔者使用的滤波器是2CR-PC。
而取样长度lc的选取由于没有明确的规定,工作中可选用与参数R a同样的取样长度lc,这也是广泛采用的方式。
rz命令参数1. 什么是rz命令?rz命令是Linux系统中的一个用于上传文件的命令行工具。
它通常与sz命令配合使用,用于实现在终端中上传和下载文件的功能。
rz命令可以让用户通过终端界面选择本地文件,并将其上传到远程服务器。
2. rz命令的安装在大多数Linux发行版中,rz命令通常已经预装在系统中。
如果你的系统没有安装rz命令,可以通过以下步骤进行安装:在Debian/Ubuntu上安装rz命令sudo apt-get install lrzsz在CentOS/RHEL上安装rz命令sudo yum install lrzsz3. rz命令的基本用法使用rz命令上传文件非常简单,只需要按照以下步骤操作:1.打开终端窗口,并登录到目标服务器。
2.输入rz命令并按下回车键。
3.弹出文件选择对话框,选择要上传的文件。
4.文件上传完成后,终端会显示上传结果。
4. rz命令参数详解-e, –escape该参数用于启用转义模式。
当在某些特殊环境下使用rz/sz时,可能会遇到一些特殊字符无法正常传输的问题。
使用-e参数可以解决这个问题。
-b, –binary该参数用于指定传输的文件类型为二进制文件。
默认情况下,rz命令会根据文件内容自动判断传输类型,但在某些情况下可能会出现判断错误的情况。
使用-b参数可以强制指定传输类型为二进制文件。
-v, –verbose该参数用于显示详细的上传信息。
默认情况下,rz命令只会显示上传结果,使用-v参数可以显示更多的信息,例如传输速度、剩余时间等。
-z, –compress该参数用于启用压缩模式。
当需要传输大型文件时,使用-z参数可以提高传输效率。
在接收端,需要使用sz命令进行解压缩。
5. rz/sz命令配合使用rz和sz是配套的两个命令,它们分别用于上传和下载文件。
通过这两个命令,我们可以在终端中方便地进行文件的上传和下载操作。
使用rz/sz进行文件上传1.在终端中输入rz命令并按下回车键。
表面粗糙度的代号引言表面粗糙度是指物体表面的不光滑程度,是衡量表面质量的一个重要参数。
在工程领域中,我们经常需要对表面粗糙度进行测量和评估,以确保产品的质量和性能。
为了方便交流和记录,在国际标准化组织(ISO)和其他相关组织中,制定了一套统一的表面粗糙度代号系统。
表面粗糙度代号系统ISO 4287是国际标准化组织制定的表面粗糙度代号系统。
该系统使用一系列字母、数字和符号来表示不同的表面特征和测量结果。
下面我们将详细介绍ISO 4287中常用的几种代号。
RaRa是最常见的表面粗糙度参数之一,它表示在一个给定长度范围内,曲线轮廓与参考线之间的平均高低差。
Ra值越小,表示表面越光滑。
通常使用μm作为单位进行表示。
RzRz也是一种常用的表面粗糙度参数,它表示在一个给定长度范围内,曲线轮廓与参考线之间的最大高低差。
Rz值越小,表示表面越光滑。
同样使用μm作为单位。
RtRt是表面最大峰谷高度的参数,它表示在一个给定长度范围内,曲线轮廓与参考线之间的最大高度差。
Rt值越小,表示表面越平整。
也使用μm作为单位。
RmaxRmax表示表面轮廓中的最大高度差。
它是所有峰谷高度差中的最大值,通常用于评估表面上可能存在的突出部分或凹陷区域。
WW代表峰谷密度,它是曲线轮廓中峰和谷的数量比例。
W值越小,表示曲线轮廓越平缓。
其他代号除了上述常用的代号之外,ISO 4287还定义了许多其他参数来描述表面粗糙度特征,如Rp、Rv、Sm、S、等等。
这些代号可以根据具体需要选择使用。
表面粗糙度测量方法要准确测量表面粗糙度并得到相应的代号数值,我们需要使用专门的仪器和测量方法。
下面简要介绍两种常用的测量方法:接触式测量法接触式测量法是通过将测量探针与被测表面接触,利用传感器感知表面的高低差来测量表面粗糙度。
常用的接触式测量仪器有激光扫描仪、表面粗糙度计等。
非接触式测量法非接触式测量法是通过激光或其他光学传感器扫描被测表面,利用光的反射和散射特性来获取表面粗糙度信息。
表面粗糙度的代号表面粗糙度的代号是指用于描述物体表面粗糙程度的符号或代码。
这些代号通常由一位或多位数字组成,代表了不同级别的表面粗糙度。
表面粗糙度是指物体表面的不平整程度或凹凸度,它直接影响着物体的外观、质感和功能。
下面将介绍一些常见的表面粗糙度代号及其含义。
1. N代号N代号是指物体表面粗糙度的一种常见标志,在机械加工中经常使用。
N代号后面跟着一个数字,表示了表面粗糙度的具体数值。
例如,N4代表表面粗糙度为4微米。
N代号适用于各种材料和加工方式,如车削、铣削、磨削等。
2. Ra值Ra值是一种国际通用的表面粗糙度参数,代表了表面粗糙度的平均值。
Ra值通常以微米(μm)为单位,用于描述金属、塑料、陶瓷等材料的表面质量。
例如,Ra0.8表示表面粗糙度为0.8微米。
3. Rz值Rz值是表征表面粗糙度的另一种参数,代表了表面最大峰值高度和最大谷值深度之间的差值。
Rz值通常以微米(μm)为单位,用于评估表面的凹凸度。
例如,Rz10表示表面最大峰值高度和最大谷值深度之间的差值为10微米。
4. AA值AA值是指铝材表面粗糙度的一种代号,用于描述铝材的表面质量。
AA值后面跟着一个数字,表示了表面粗糙度的具体数值。
例如,AA25代表铝材表面粗糙度为25微米。
5. RMS值RMS值是一种用于描述表面粗糙度的有效参数,代表了表面粗糙度的均方根值。
RMS值通常以微米(μm)为单位,用于评估表面的平滑度和凹凸度。
例如,RMS0.5表示表面粗糙度的均方根值为0.5微米。
6. CLA值CLA值是一种用于描述表面粗糙度的参数,代表了表面粗糙度的平均峰谷高度。
CLA值通常以微米(μm)为单位,用于评估表面的光滑度和凹凸度。
例如,CLA1.6表示表面平均峰谷高度为1.6微米。
7. Rmax值Rmax值是一种用于描述表面粗糙度的参数,代表了表面最大峰谷高度。
Rmax值通常以微米(μm)为单位,用于评估表面的平滑度和凹凸度。
例如,Rmax20表示表面最大峰谷高度为20微米。