最新生产一区常压渣油加氢脱硫(ARDS)装置
- 格式:doc
- 大小:971.50 KB
- 文档页数:24
VRDS渣油加氢装置技术特点1.1 装置特点①UFR/VRDS加工的是高硫、高残炭的常减压减四线和减低渣油,通过加氢脱硫、加氢脱残炭、加氢脱金属等反应,生产适合催化裂化的原料。
②UFR是有三个催化剂床层的上流式反应器,其主要的工艺目的是在稳定状态下操作UFR,大幅度地降低进料中的金属含量,以防止固定床反应器内催化剂过早失活。
加热后的UFR进料(油氢混合物)进入反应器底部,向上流动通过球型催化剂颗粒填充床层。
因为是上流方向,所以UFR 催化剂床层轻微悬浮。
③优化的换热网络系统,设置原料、常渣、柴油、反应产物等的换热器,利用系统热能加热原料、反应进料、轻烃等,提高了热利用率。
加热炉采用余热回收,空气与烟气进行换热,回收烟气中的热量,提高加热炉热效率。
④重油加氢装置的DCS控制系统于2009年由原来的ABB公司的Advance 500更新为Honeywell公司PKS R310系统,先进控制系统的平台更新为EAS NODE,先进控制软件最近升级为技术更为先进的Profit suite R320控制器软件。
VRDS装置使用了先进控制应用的意义在于,希望通过先进控制的应用可以帮助操作人员实现最大的高附加值产品产率、最小的产品指标富裕量、最小的能量消耗从而获得最大的经济效益。
⑤UFR/VRDS装置反应器和循环气体系统分为A、B 两列。
2007年停工后,通过新加流程,使VRDS装置具备单列停开工能力,依靠单系列流程,VRDS装置已经成功实现4次单系列停开工。
充分利用催化剂活性,实现渣油处理最大效益。
1.2 技术改造1.2.1 烟气余热回收系统1、项目实施的背景进入21世纪后,为了适应节能降耗的大趋势,重油加氢装置进行了多项重大节能改造项目,其中就包括加热炉余热回收系统改造。
重油加氢装置原有一套加热炉余热回收系统,加热炉高温烟气排入到集合烟道去往废锅做热源产0.8MPa蒸汽,由于燃料中的硫含量较高,废锅的省煤器段难以避免烟气低温露点腐蚀,所以废锅投用很短时间就因省煤器段破坏而停用,5台加热炉的烟气直接排放大气,排烟平均温度340℃,能量损失严重。

渣油加氢装置改造优化运行分析
胡雪;宫琳;刘铁斌
【期刊名称】《当代化工》
【年(卷),期】2018(047)009
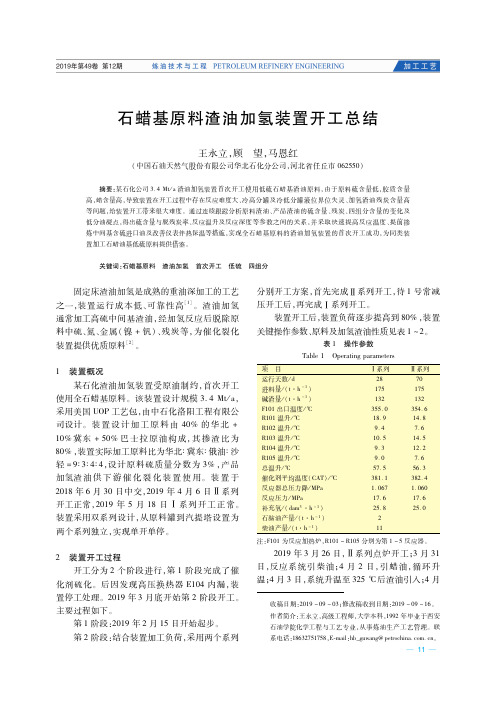
【摘要】海南炼化3 10万t/a渣油加氢装置设计体积空速为0.40 h-1,多个周期工业运行结果表明,高空速条件下渣油加氢处理难度较大,杂质脱除率低,装置运行周期短,停工换剂频繁,影响到全厂重油平衡和经济效益.因此,2017年对RDS装置进行改造,每系列反应器末端增加1台反应器,体积空速降至0.25 h-1,改造运行结果表明,加氢常渣产品性质得到明显改善,也优化了各反应器的温升和压降,有利于催化剂性能的发挥.
【总页数】4页(P1882-1884,1888)
【作者】胡雪;宫琳;刘铁斌
【作者单位】中国石化海南炼油化工有限公司,海南洋浦578001;中国石化海南炼油化工有限公司,海南洋浦578001;中国石油化工股份有限公司大连石油化工研究院,辽宁大连113001
【正文语种】中文
【中图分类】TE624
【相关文献】
1.上流式反应器应用于固定床渣油加氢装置改造设计的体会 [J], 刘家明
2.胶球清洗装置改造及优化运行 [J], 聂永刚;阙新兰
3.脱硫脱硝除尘一体化装置改造和优化运行小结 [J], 屈四海
4.脱硫脱硝除尘一体化装置改造和优化运行分析 [J], 全韦娜
5.大数据分析在热网优化运行中的应用分析 [J], 冉春雨;陈淑芳
因版权原因,仅展示原文概要,查看原文内容请购买。
VRDS渣油加氢装置概况1.1 装置简介为适应原油逐年重质化、劣质化的趋势,提高轻油收率和减少环境污染,胜利炼油厂于1989年10月份从美国雪弗隆(Chevron)公司引进了设计能力为84×104t/a的固定床减压渣油加氢脱硫装置(简称VRDS)。
该装置由华鲁工程公司设计,中石化十化建承建,1992年5月21日建成投产。
1998年,根据中石化公司整体原油加工方案的安排,胜利炼油厂需要掺炼75%(6.0 Mt/a)的进口中东高硫原油,胜利炼油厂原有以加工胜利原油为主的加工流程难以适应劣质高硫原油的加工,为此,1999年10月份装置进行了扩能改造,增加了Chevron公司的最新专利—上流式反应器(Up Flow Reactor,简称UFR),因此,装置又简称为UFR/VRDS。
2000年1月7日完成并投产。
装置改造后的设计处理能力150×104t/a(其中包括120×104t/a减压渣油及30×104t/a减压蜡油),主要对中东减压渣油进行脱硫、脱氮、脱金属并部分裂解为石脑油、柴油和蜡油。
设计运转初期,349℃产品馏份的MCR为<8.5%,S<0.5%,末期MCR<9.2%、S<0.8%,生产的石脑油可作为乙烯原料,柴油是优质的低硫轻柴油产品,常压渣油是优质的催化裂化原料。
2005年,随着VRDS—FCC组合工艺的投用,常压和减压渣油混合做为催化原料,催化回炼油改进本装置处理,优化了FCC装置原料性质,提高了FCC装置轻油收率。
2006年10月份,利用第五周期停工检修时机,进行了装置节能改造,主要改造内容是停开减压塔,对原料/产品换热网络进行优化和流程动改,及对加热炉烟气余热回收系统进行改造。
2006年11月14日装置开工正常。
目前随着催化剂级配及操作的不断优化,装置运行周期已延长到480天。
图3-1 渣油加氢装置方块流程图1.2 工艺原理1.2.1 工艺过程渣油加氢作为重油加工的重要手段,在整个炼厂的加工工艺中有着十分重要的地位。
1.制氢装置设计及改造情况大连西太平洋石油化工有限公司制氢装置规模为6×104Nm3/h。
两套加氢、脱硫、转化炉、中变采用国内技术;净化系统为变压吸附法,技术为德国林德(Linde)公司专利,引进控制计算机、成套阀门、管线、仪表和吸附剂,吸附罐为国内制作,林德公司制造技术。
设计单位为中国石化北京设计院。
本装置由下列五部分组成:(1)原料油干法加氢、脱硫部分(2)转化及相应对流段热回收部分(3)中温变换及变换气换热冷却部分(4)PSA中变气净化部分(5)开工及循环氢压缩机及酸性水汽提部分装置的加氢、脱硫、转化、中变过程采用两个系列。
PSA部分则为一个系列。
原料设计时以轻质油(重整拔头油或轻石脑油)为主,同时应用少量液化气和ARDS装置弛放干气。
98年7月至今,由于重整装置停工未开,制氢原料改为重整精制油。
产品纯度为H2>%。
产品主要供常渣油加氢脱硫(ARDS)装置、蜡油加氢精制装置及煤柴油加氢精制装置、聚丙烯用。
施工图设计于1992年12月末完成,1995年末基本建成,1997年7月正式投产。
1998年2月经标定达到设计规模,生产稳定,质量良好。
2.生产装置工艺原理本制氢工艺采用以轻质油(重整拔头油或轻石脑油)为原料.经干法加氢、脱硫后与水蒸汽混合,经催化剂转化产生H2、CO及CO2。
转化气再经中温变换将CO与转化气中水蒸汽反应成CO2同时再产生部分H2。
中变气经换热、冷却分液后进往PSA吸附部分脱除中变气的CH4、CO和CO2,生产纯度为99 9%(v)的氢。
RS+H2→R+H2SH2S+Z n O→Z n S+ H2 OR+ H2 O→CH4+CO+CO2CH4+ H2 O→3 H2+CO-QCO+ H2 O→H2+CO2+Q3.生产装置工艺流程详述本装置设计原料主要是重整拔头油,工艺流程大致可分为五部分:(设计条件)(1)原料脱硫部分(分A、B两系列,以A系列为例,下同)40℃的重整拔头油自装置外进原料缓冲罐D-101,经原料泵P-101/1升压至。
VRDS渣油加氢装置主要原料及辅助材料性质1.1 主要原料性质URF/VRDS装置原料为阿拉伯轻质油与科威特原油(1:1)减压渣油(占渣油量的58%~66%)和孤岛减压渣油(占渣油量的42%~34%),常减压装置的减三线和焦化装置的焦化蜡油及催化装置的回炼油作为外部稀释油,进料来自常减压装置和重油原料罐区。
URF/VRDS装置的设计原料(减压渣油)性质见表6-1。
表6-1 VRDS装置设计原料性质表Fe μg.g-1 6Ca μg.g-1 5Na μg.g-1 3滤后机杂μg.g-1 40(1). 稀释油:第三、第四常减压装置的减三线蜡油,延迟焦化装置的焦化蜡油,第一和第二催化裂化装置的回炼油。
(2). 封油:第三、第四常减压装置的减三线蜡油,SSOT装置原料,罐区880#和881#蜡油。
(3). 急冷油:第三、第四常减压装置的减三线蜡油。
(4). 正常生产期间(也包括开工和停工),原料的界区条件、流量见表6-2。
表6-2 原料界区条件物流来源温度℃压力MPa流量t/h1.减压渣油常减压装置/罐区150 0.5 151.22.外来稀释油常减压、催化、焦化装置90 0.5~1.5 20~503.蜡油(开停工用VGO)罐区100 0.5 42~85VRDS的新氢是由补充氢压缩机组K-1010/1020/1030提供的。
氢气来源有一、二制氢装置产氢、乙烯电解氢、普里森氢提浓装置(PRISM)回收的高纯度氢气。
设计新氢纯度99.5%,CO+CO2最大≯50μg.g-1,氮气≯1000μg.g-1。
新氢和PRISM氢气的组成见表6-3。
表6-3 氢气组成分析注:1.* 物料平衡中不包括。
2.“-”意指低于0.04%。
1.2 主要辅助材料性质1.2.2 液体三剂1.2.2.1 渣油阻垢剂QSFH-C渣油阻垢剂具有以下性能:1、清净分散性,阻垢剂能够阻止油料中的腐蚀产物、盐类和杂质颗粒聚集沉积,减少无机垢的生成;2、抗氧化性,与被氧化的烃自由基形成惰性分子,使链反应中止,不能形成大分子聚合物;3、阻聚合性,阻止烃分子的聚合,减少有机垢的生成,4、钝化金属表面性,使设备和管道的材质在高温下不能对脱氢生焦起催化作用。
汽油加氢脱硫装置催化剂硫化工艺探讨
吴章柱;于兆臣;胡林;张满意
【期刊名称】《炼油与化工》
【年(卷),期】2015(026)005
【摘要】炼油行业的加氢装置大部分采用催化剂器内硫化,文中分析了广西石化公司汽油加氢脱硫装置加氢脱硫塔和精脱硫反应器催化剂的硫化工艺,从硫化工艺的选择、开工硫化油选择、硫化升温步骤来描述硫化过程,并探讨了实际过程中出现的几种硫化现象.
【总页数】3页(P29-31)
【作者】吴章柱;于兆臣;胡林;张满意
【作者单位】广西石化公司生产一部,广西钦州535008;广西石化公司生产一部,广西钦州535008;广西石化公司生产一部,广西钦州535008;广西石化公司生产一部,广西钦州535008
【正文语种】中文
【中图分类】TE624.431
【相关文献】
1.GARDES系列加氢催化剂在催化裂化汽油加氢补充脱硫装置的工业应用 [J], 向永生;王玉兴;崔彦君;王志云;兰勇;燕巧宁;陈勇;王宇;王红晓
2.固体硫化剂在裂解汽油加氢二段催化剂预硫化工艺中的应用 [J], 吴锦标;蓝海凤
3.汽油加氢脱硫装置催化剂硫化工艺探讨 [J], 严凯
4.GARDES-Ⅱ器外完全硫化催化剂在催化裂化汽油加氢脱硫装置的工业应用 [J],
胡晓荣; 张岩; 向永生; 姚文君; 张永泽; 李景锋; 高海波; 王高峰
5.法国Prime-G^+汽油加氢技术在锦西石化催化汽油加氢脱硫装置的应用 [J], 江波
因版权原因,仅展示原文概要,查看原文内容请购买。
渣油加氢脱硫装置的设计和试运行
朱华兴;刘景洲
【期刊名称】《炼油技术与工程》
【年(卷),期】2000(030)007
【摘要】介绍由洛阳石油化工工程公司总承包的茂名石油化工公司2.0Mt/a渣油加氢脱硫装置的设计概况、主要技术特点和运行情况.从装置运行初期的标定数据和设计数据的对比,对有关操作条件、产品性质等进行了分析.装置以减压渣油和减压蜡油的混合油为原料,脱硫渣油完全满足重油催化裂化原料性质的要求,为最终实现渣油的完全转化创造了条件.
【总页数】4页(P1-4)
【作者】朱华兴;刘景洲
【作者单位】洛阳石油化工工程公司,河南省洛阳市,471003;洛阳石油化工工程公司,河南省洛阳市,471003
【正文语种】中文
【中图分类】TE6
【相关文献】
1.渣油加氢脱硫装置高压法兰密封施工技术 [J], 石宝军; 郭杰; 杨毅
2.辽阳石化2.4Mt/a渣油加氢脱硫装置标定总结 [J], 王德会; 辛若凯; 赵宇哲; 曹阳; 张涛; 王天生; 杨凤滨
3.关于某炼化一体化项目渣油加氢脱硫装置TP321管道焊缝裂纹问题的初步研究[J], 杨烈
4.400万t/a渣油加氢脱硫装置能耗分析及生产运行探讨 [J], 郭强;刘铁斌;韩坤鹏
5.渣油加氢脱硫装置胺液发泡的原因及其处理方法 [J], 王瑜
因版权原因,仅展示原文概要,查看原文内容请购买。