山特维克,Sandvik,硬质合金
- 格式:ppt
- 大小:16.04 MB
- 文档页数:36
山特维克集团凭借谨慎的开拓态度和高增值的产品和服务,今日的山特维克集团成功的扩展了其业务范围,收入已经攀升到1016亿元人民币。
我们的机构遍及130个国家,在全球拥有四万多位雇员。
1.山特维克集团经过140余年的发展,山特维克集团在制造工艺方面已经发展成为全球的领导者。
集团总部坐落在瑞典的山特维肯市,该集团早在19世纪就在这里起步了。
集团的发展如此成功要归功于其先进而广泛的研究开发工作。
集团每年要投入超过20亿人民币的资金用来做研究开发工作。
集团拥有一个高效而鲜明的发展战略并且在其从事的行业领域中都占据领先地位。
山特维克的客户活跃在包括汽车、航空工业、采矿建筑行业、化工、石油和燃气、动力、纸浆纸张、居家用品、电子、医学技术以及医疗行业的很多领域当中。
2.山特维克在中国早在1985年山特维克就来到了中国。
山特维克在中华区的市场包括中国大陆、香港和台湾。
2007年,在中国山特维克公司的销售量达到38亿人民币,拥有员工1500多人,25个办事处和7个生产基地。
2009年,山特维克是“厚积薄发”的一年。
9月17日,山特维克宣布在上海嘉定区建成了世界一流的矿山工程机械制造厂,占地面积12万平方米,比其2005年在上海建成的一期工厂大7倍。
预计新工厂每年可向亚洲世界其他地区的矿山工程机械市场供应3000多台/套设备,其中60%的设备销往中国本土。
3.山特维克的三个主要业务领域(1)山特维克刀具作为山特维克集团所从事的行业之一,山特维克刀具在全球市场独占鳌头,山特维克刀具这一行业主要从事金属切割工具和刀具设备的制造以及刀具刀片和刀杆的制造。
该行业的产品由硬质合金,高速钢以及包括钻石和特殊陶瓷在内的其它硬质材料加工制造而成。
成熟的品牌有SANDVIK Coromant山特维克可乐满,德国Walter瓦尔特,瑞典SECO山高,美国V alenite万耐特(万耐特目前属瓦尔特旗下品牌),法国Safety(Safety 在被万耐特收购后后万耐特才被山特维克收购),英国DORMER多马。
瑞典工程集团Sandvik简介目录集团简介: (1)经营理念: (1)所有制: (1)集团管理层: (2)研发: (2)各业务范围数据: (2)业务遍及全球: (2)集团数据: (3)产品类型: (3)近期新闻: (4)联系方式: (4)集团简介:山特维克集团是一家高科技工程集团,拥有先进的产品,处于世界同行业领导地位。
山特维克的业务范围遍及全球,在130多个国家设有代表处,2010年,集团拥有47,000名员工,年销售额约为830亿瑞典克朗。
山特维克在材料技术领域独具优势,在客户流程方面有着丰富经验,凭借技术优势和客户经验,山特维克在三个主要领域独占鳌头:1、山特维克刀具:金属切削工具机刀具系统坯料及零件。
2、山特维克矿山工程机械:为矿山及机械行业提供设备和工具。
3、山特维克材料科技:高级不锈钢、钛材、特种合金产品、金属及陶瓷电阻材料、传动系统。
经营理念:山特维克开发、制造并销售高科技产品和服务,帮助客户提高生产和盈利能力。
所有制:截止2010年12月31日,山特维克集团最大的股东(按表决权计算)为瑞典AB industriaerden公司(11.7%)、瑞典银行罗伯基金(5%)和瑞典商业银行养老基金会(4%)。
集团管理层:山特维克集团董事长为Anders Nyren ,总裁及首席执行官为Olof Faxander 。
研发:每年,山特维克在研发方面的投入高达30亿瑞典克朗,有超过2400名员工参与研发过程,目前集团拥有约5000项专利。
各业务范围数据:业务遍及全球:员工人数(截止2010年12月31日)集团数据:2010年2009年2008年2007年销售额(单位:百万瑞典克朗)82,65471,93792,65486,338年同比(%)15-22719组织因素(%)17-30518结构因素(%)1023货币因素(%)-2100-2营业利润(单位:百万瑞典克朗)11,029-1,41212,79414,394占开票金额比例13-21417财政项目后收益(单位:百万瑞典克朗)9,412-3,47210,57712,997占开票金额比例11-51115年度净利润(单位:百万瑞典克朗)6,943-2,5967,8369,594股东权益(单位:百万瑞典克朗)33,81329,95736,72529,823产权比率38333635净债权率0.7 1.00.9 1.0资本周转率9273101112现金及现金等价物(单位:百万瑞典克朗)4,7837,5064,9982,006股东权益回报率22.1-7.924.834.4以投资资本回报率17.4-1.319.927.0物业、工厂及设备投资(单位:百万瑞典克朗)3,3784,0066,6344,811总投资(单位:百万瑞典克朗)4,4936,1617,7669,480运营现金流(单位:百万瑞典克朗)12,14911,7929,3355,076现金流(单位:百万瑞典克朗)- 2,6422,4712,764179员工人数(截至2010年12月31日)47,06444,35550,02847,123产品类型:1、高级不锈钢特种合金及钛材:钢棒、空心棒及钻钢、坯料及方坯、热等精压机产品、金属粉末及铈合金产品、钢带及钢带衍生产品、管材产品、焊接产品、钢丝。
山高刀具(上海)有限公司,其总部设于瑞典,作为世界上硬质合金刀具的主要制造商,山高在全球范围内的主要工业国家共拥有32家分支机构。
1993年,山高在中国创立了分支机构以拓展其在华业务。
山高在发展迅猛的工业品市场上,拥有着稳定且完善的客户群。
由于汽车工业、航空航天、电站设备等构成了山高最大的客户来源,山高已在这些加工领域里积累了多年的生产经验。
在中国,山高的产品受到了广泛应用。
其客户包括沈飞、成飞、上海汇众、上海大众、无锡柴油机厂、东风汽车厂以及一汽大众等。
我们的目标是使客户满意和良好合作。
我们每年向全世界加工业发送百万计的刀具。
在这些刀具的制造过程中执行严格的监控,确保质量的一致性和高标准。
我们刀具内在的质量和创新是有利可图的生产的关键。
可靠的发货和迅速的服务是同我们客户成功合作的其它重要因素。
为了能提供最好的整体方案,我们还提供技术支持来演示产品、给出技术建议、介绍新想法和实践经验。
为了帮助我们的客户同步加工上迅速的技术发展,我们还安排研讨会和实际用法指南。
山特维克可乐满是山特维克集团旗下最大的金属切削刀具公司,也是全球排名第一的金属切削业刀具制造与供应商。
目前山特维克可乐满可提供25 000多种产品,在全球60多个国家设有73 家子公司或分支机构及37个生产厂。
山特维克可乐满将继续以高品质的产品与服务为中国的机加工行业提供支持。
全球计算机网络已将销售处、中心仓库和生产厂都连接在一起。
山特维克可乐满的DD(直接发货)系统表明其能够做到一般情况下可在24小时内从瑞典、荷兰、日本、和美国的中心仓库向终端用户发货。
山特维克可乐满能做到:提供高质量的创新产品、卓越的切削专门知识、易于理解的信息和快速而可靠的供货。
成为易于共事的合作伙伴。
所做的一切都有利于提高客户的生产率、生产经济性和机床利用率。
山特维克可乐满(中国)已通过了ISO 9001认证。
瓦尔特公司创建于1919年,总部在德国南部的图宾根市,到目前为止,瓦尔特公司在全球范围拥有17家子公司,瓦尔特公司主要有两大类产品,即:一类是硬质合金可转位刀具,包括车、铣、钻、扩、镗各类刀具及刀具附具。
国际知名刀具厂商及代号徳国山特维克是切削刀具行业第一品牌(SANDVIK)德国瓦尔特(WaIter)美国肯纳(Kenner)瑞典山高(SeCO)以色列伊斯卡(ISCAR)瓦尔特(包含万耐特VaIenite>塞菲提Safety. 蒂泰克斯TrrEX、普瑞特PrOtOtyP)威迪亚WlDlA (包含赫尼塔hanita、瑞别格、曼彻斯特等)蓝帜金属(包含菲特、基宇格、昂思路等6家)森拉天时钻领guhring (包含豪费徳)例外日韩刀具如三菱综合材料、住友电工、东芝泰珂洛、京瓷、黛杰、日立、特固克、克劳依等在中国的知名度也挺高。
而国产刀具叫得上号的也可能只有株洲钻石了。
各刀具厂商都有自己的特色刀具,针对对象不同可能排名就不同。
(法国EPB)世界上首屈一指的刀柄系统及锂刀制造商,以其一流的产品性能和完美的技术服务着称于世。
(法国塞菲提)成立于1932年,欧洲汽车制造厂商眼中的最佳刀具供应商。
(法国无敌泰克)擅长于钻头、较刀、成型刀具,特别是枪钻的非标制作。
(意大利丹德瑞)着名的镇刀制造厂商。
(意大利FiUdi)成立于1959年,主要从事CBN, PCD和天然金刚石各类刀具产品的生产制造。
(西班牙JMC)生产丝锥与狡刀60余年。
(西班牙卡耐乐)知名可转位刀具供应商。
(葡萄牙帕比特)欧洲老牌硬质合金工具厂。
(瑞士迪哈特)拥有世界闻名的高精度较刀,也是PCD刀具业的领导者。
(瑞士弗雷萨)世界着名刀具生产厂商之一,特色产品高速切削铳刀。
(瑞士好优利)发明出了第一把用于去毛刺的刀具。
(瑞士凯撒)知名的工具系统品牌,日本大昭和的技术提携者。
(瑞士拉米那)瑞士最先进的硬质合金刀具制造厂,开发出了万用材质刀片。
(瑞士斯特拉姆)有80年制造硬质合金刀具历史,现隶属美国ATl冶联,擅长加工难加工金属材料。
(瑞士鹄马)国际知名的专业模块式镇刀的生产厂家,在世界上拥有众多的用户,孔加工刀具的领先者。
(瑞典山特维克)经过140余年的发展,在制造工艺方面已经发展成为全球的领导者。
奥地利森拉天时--攀时公司:森拉天时(CERATIZIT)公司由原来卢森堡的森拉美德(CERAMETAL)和奥地利的攀时(PLANSEE TIZIT)强强联手组成。
现公司总部设在卢森堡,在全世界共有17家制造厂,4000多名员工。
在硬质合金制造领域技术领先。
德国瓦尔特(WALTER)股份有限公司(上市公司)是世界上最先进的车、铣、钻、镗用硬质合金刀具和数控磨床制造厂之一,在全世界的用户中享有盛誉已达83年之久。
山特维克是一家高科技材料加工公司,在130个国家设有200多家分公司,集团总雇员人数30000人,年营业额为300亿瑞典克郎,90%以上的业务在国外开展。
是世界最大的金属切削刀具、凿岩钻具、硬质合金半成品生产商。
也是世界最大的不锈钢、高合金钢和特种金属生产厂家之一,同时也生产高速钢具、锯和工具以及传动、加工系统……日本京瓷(KYOCERA)公司创立于1959年,最初为一家技术陶瓷生产厂商。
技术陶瓷是指一系列具备独特物理、化学和电子性能的先进材料。
如今,京瓷公司的大多数产品与电信有关,包括无线手机和网络设备、半导体元件、射频和微波产品套装、无源电子元件、水晶振荡器和连接器、使用在光电通讯网络中的光电产品。
成都英格数控刀具模具有限公司是专业生产整体硬质合金刀具、可转位刀具、切削单元、工具系统及高精度模具,集科工贸为一体的高新技术企业。
公司已于2002年3月正式通过ISO9001质量体系认证。
高起点的硬件设施为企业生产高品质数控刀具提供了基本保障:公司目前拥有美国产STAR ATG-6A六轴六联动数控工具磨床、HAAS-VF4、HASS-VF2及国产加工中心、瑞士产AGIE高精度慢走丝线切割机床,精密电火花成型机及生产检测用设备、仪器60台套左右。
产品设计制造均采用CAD/CAM技术。
公司运用先进的ERP、CRM、OA等一系列信息化解决方案,满足了企业内部计划与资源的管理到企业外部销售、营销与客户服务的需求,实现了办公自动化,使企业的生产经营和管理现代化迈上了新台阶。
国际知名刀具厂商及代号德国山特维克是切削刀具行业第一品牌(SANDVIK)德国瓦尔特(Walter)美国肯纳(Kenner)瑞典山高(Seco)以色列伊斯卡(ISCAR)瓦尔特(包含万耐特Valenite、塞菲提Safety、蒂泰克斯TITEX、普瑞特Prototyp)威迪亚WIDIA(包含赫尼塔hanita、瑞别格、曼彻斯特等)蓝帜金属(包含菲特、基宁格、昂思路等6家)森拉天时钴领guhring(包含豪费德)例外日韩刀具如三菱综合材料、住友电工、东芝泰珂洛、京瓷、黛杰、日立、特固克、克劳依等在中国的知名度也挺高。
而国产刀具叫得上号的也可能只有株洲钻石了。
各刀具厂商都有自己的特色刀具,针对对象不同可能排名就不同。
(法国EPB)世界上首屈一指的刀柄系统及镗刀制造商,以其一流的产品性能和完美的技术服务著称于世。
(法国塞菲提)成立于1932年,欧洲汽车制造厂商眼中的最佳刀具供应商。
(法国无敌泰克)擅长于钻头、铰刀、成型刀具,特别是枪钻的非标制作。
(意大利丹德瑞)著名的镗刀制造厂商。
(意大利Fiudi)成立于1959年,主要从事CBN,PCD和天然金刚石各类刀具产品的生产制造。
(西班牙JMC)生产丝锥与铰刀60余年。
(西班牙卡耐乐)知名可转位刀具供应商。
(葡萄牙帕比特)欧洲老牌硬质合金工具厂。
(瑞士迪哈特)拥有世界闻名的高精度铰刀,也是PCD刀具业的领导者。
(瑞士弗雷萨)世界著名刀具生产厂商之一,特色产品高速切削铣刀。
(瑞士好优利)发明出了第一把用于去毛刺的刀具。
(瑞士凯撒)知名的工具系统品牌,日本大昭和的技术提携者。
(瑞士拉米那)瑞士最先进的硬质合金刀具制造厂,开发出了万用材质刀片。
(瑞士斯特拉姆)有80年制造硬质合金刀具历史,现隶属美国ATI冶联,擅长加工难加工金属材料。
(瑞士钨马)国际知名的专业模块式镗刀的生产厂家,在世界上拥有众多的用户,孔加工刀具的领先者。
(瑞典山特维克)经过140余年的发展,在制造工艺方面已经发展成为全球的领导者。
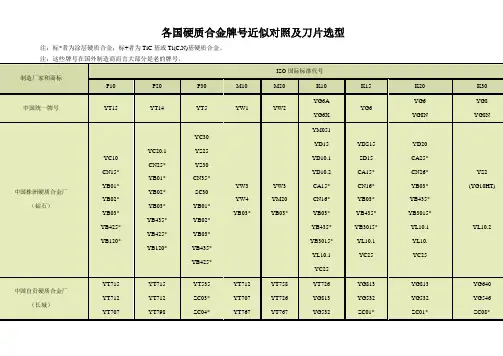
各国硬质合金牌号近似对照及刀片选型注:标*者为涂层硬质合金;标+者为TiC基或Ti(C,N)基硬质合金。
WTN33*WTN43*德国赫尔特(Hertel)CP1*CP3*CM2*CM3*P10CF2*CP1*CP3*CM2*CM3*P20CF2*CP3*CM2*CM3*CF2*CM2CM3KM1CF3CM3CP1CP3CM2KM1CF3CP1CP3CM2CM3KM1CF3硬质合金焊接刀片A1型制造外园车刀、镗刀和切槽刀型号尺寸〔 mm 〕近似重量〔 g 〕L t S eα°YT5YT14YT15YS25YT05YW1YW2YG3YG3XYG6YG6XYG6AYG8硬质合金焊接刀片A2型制造镗刀和端面车刀型号尺寸〔 mm 〕近似重量〔 g 〕R.H. L.H.L t S R r e eα°YT5YT14YT15YS25YT05YW1YW2YG3YG3X YG6YG6XYG6AYG8A208 - 8 7 2.5 7 0.5 - 0° 1.4 1.3 1.25 - 1.4 1.3 1.5 1.45 1.4 1.4 A210 - 10 8 3.0 8 1.0 - 0° 2.4 2.24 2.1 - 2.3 2.1 2.6 2.85 2.8 2.75 A212 A212Z 12 10 4.5 10 1.0 0.8 14° 4.5 4.2 4 - 4.7 4 4.7 5.45 5.35 5.25 A216 A216Z 16 14 6.0 14 1.0 0.8 14°11.3 10.5 10 -11.3 10 11.8 13.3 13 12.8A220 A220Z 20 18 7.0 18 1.0 0.8 14°20.8 18.9 18.6 -21 18.6 21.8 24.1 23.7 23.3 A225 A225Z 25 20 8.0 20 1.0 0.8 14°34.7 32.6 31 -35 31 36.5 40.6 39.9 39.2硬质合金焊接刀片A3型制造端面车刀和外园车刀型号尺寸〔 mm 〕近似重量〔 g 〕YG3右左L t S R eα°YT5YT14YT15YS25YT05YW1YW2YG6 YG8YG3XYG6XYG6AA310 - 10 6 3 6 1 - 0°0° 2 1.8 1.7 - 2 1.7 2.2 2.45 2.4 2.3 A312 A312Z 12 7 4 7 1 0.8 14°5° 3.15 2.9 2.8 - 3.2 2.8 3.4 3.75 3.7 3.65 A315 A315Z 15 9 6 9 1 0.8 14°5°7.6 7.07 6.7 -7.5 7.5 8 9.45 9.25 9.05 A320 A320Z 20 11 7 11 1 0.8 14°5°14.8 13.5 13.1 -15 13.1 16.2 17.8 17.5 17.2 A325 A325Z 25 14 8 14 1 0.8 14°5°27 25 24.3 -28.1 24.3 28.4 32.6 32 31.5 A330 A330Z 30 16 9.5 16 1 0.8 14°5°45.8 42.3 40.5 -45.6 40.5 48.2 53 52 51 A340 A340Z 40 18 10.5 18 1 0.8 14°5°80 74.5 70 -78.8 70 84 90.8 89.2 87.5硬质合金焊接刀片A4型制造外圆车刀、镗刀和端面车刀型号尺寸〔 mm 〕近似重量〔 g 〕右R.H.左L.H.L t S R eα°YT5YT14YT15YS25YT05YW1YW2YG3YG3XYG6YG6XYG6AYG8A406 - 6 5 2.5 5 0.5 - 0°0°0.8 0.74 0.6 -0.8 0.6 1 0.95 0.9 0.9 A408 - 8 6 3 6 0.5 - 0°0° 1.4 1.3 1.25 - 1.6 1.3 1.5 1.8 1.75 1.75 A410 A410Z 10 6 3.5 6 1 - 14°8° 1.8 1.67 1.6 - 1.8 1.6 2 2.45 2.4 2.35 A412 A412Z 12 8 4.5 8 1 0.8 14°8° 4.2 3.9 3.6 - 4.2 3.6 4.3 5.1 5 4.9 A416 A416Z 16 10 5.5 10 1 0.8 14°8°8.6 8.0 7.6 -9 7.6 8.7 10.55 10.35 10.15A420 A420Z 20 12 7 12.5 1 0.8 14°8°17 15.6 15 -17 15 18.7 19.8 19.4 19 A425 A425Z 25 15 8.5 16 1 0.8 14°8°32.5 30 28.5 -32.2 28.5 34 37.7 37 36.4 A430 A430Z 30 16 6 16 1 0.8 14°8°30 27.9 27 -31.3 27 31.5 36.7 36 35.4 A430A A430AZ 30 16 9.5 16 1 0.8 14°8°47 43.7 40 -47.3 0 49.4 55.2 54.2 53.2 A440 A440Z 40 18 8 18 1 0.8 14°8°62 57.7 55 -44.5 55 65 74.2 72.8 71.4 A440A A440AZ 40 18 10.5 18 1 1.2 14°8°79 73.5 71 -81.4 71 83 95.5 93.5 91.5 A450 A450Z 50 20 8 20 1.5 0.8 14°8°81 81 79 --79 91 105 103 101 A450A A450AZ 50 20 12 20 1.5 1.2 14°8°127.5 118.5 115 --115 130 154 151 148 硬质合金焊接刀片B1型制造成型车刀、燕尾槽刨刀和燕尾槽铣刀型号尺寸〔 mm 〕近似重量〔 g 〕右左L t S R eα°YT5YT14YT15YS25YG3YG6YG8YG3X YG6X YG8 B108 - 8 6 3 - 1.5 - 0°0° 2.5 2.3 2.2 - 3.1 3.05 3 3.1 3.1 2.3 B112 B112Z 12 8 4 - 1.5 1 10°5° 4.8 4.3 -- 5.5 5.35 5.25 5.5 5.4 3.65 B116 B116Z 16 10 5 9 1.5 1 10°5°10.3 9.3 12.4 -12.5 12.2 12 12.5 12.2 9.05 B120 B120Z 20 14 5 11 1.5 1 10°5°---------17.2 B120A B120AZ 20 16 7 14 1.5 1.5 10°5°26.1 23 22 -31.3 30.9 30.4 31.3 30.9 31.5 B125 B125Z 25 14 5 16 1.5 1.5 10°5°---------51 B125A B125AZ 25 18 8 16 1.5 1.5 10°5°43 38 --53 52.5 51.8 53 52.5 51 B130 B130Z 30 20 8 18 1.5 1.5 10°5°58.7 52.2 --77.5 76.2 75 77.5 76.2 87.5硬质合金焊接刀片B2型制造倒园角车刀型号尺寸〔 mm 〕近似重量〔 g 〕右左L t S R R1e YT5YT14YT15YS25YW1YW2YG3 YG6 YG8YG6XYG3XYG6AB312 B312Z 12 8 4 8 3 0.8 3.6 3.3 3.2 - 3.2 4 4.4 4.3 4.2B315 B315Z 15 10 5 10 5 0.8 6.3 5.8 5.6 - 5.6 6.9 8.2 8.1 7.9B318 B318Z 18 12 6 12 6 0.8 10.6 10.3 10.2 - 10.2 11.6 13.6 13.4 13.3B322 B322Z 22 16 7 16 10 0.8 18.4 16.6 16.4 - 16.4 19 22.6 22.4 22.2硬质合金焊接刀片B3型制造螺纹车刀及外园精车刀型号尺寸〔 mm 〕近似重量〔 g 〕YG3YG6 YG8 右左L t S R eα°YT5YT14YT15YS25YT05YW1YW2YG3XYG6XYG6AA310 - 10 6 3 6 1 - 0°0° 2 1.8 1.7 - 2 1.7 2.2 2.45 2.4 2.3 A312 A312Z 12 7 4 7 1 0.8 14°5° 3.15 2.9 2.8 - 3.2 2.8 3.4 3.75 3.7 3.65 A315 A315Z 15 9 6 9 1 0.8 14°5°7.6 7.07 6.7 -7.5 7.5 8 9.45 9.25 9.05 A320 A320Z 20 11 7 11 1 0.8 14°5°14.8 13.5 13.1 -15 13.1 16.2 17.8 17.5 17.2 A325 A325Z 25 14 8 14 1 0.8 14°5°27 25 24.3 -28.1 24.3 28.4 32.6 32 31.5 A330 A330Z 30 16 9.5 16 1 0.8 14°5°45.8 42.3 40.5 -45.6 40.5 48.2 53 52 51 A340 A340Z 40 18 10.5 18 1 0.8 14°5°80 74.5 70 -78.8 70 84 90.8 89.2 87.5 硬质合金焊接刀片C1型制造螺纹车刀及外园精车刀型号尺寸〔 mm 〕近似重量〔 g 〕L t S eα°YT5YT14YT15YS25YT05YW1YW2YG3YG3XYG6YG6XYG6AYG8C310 10 4 3 0.5 - - 1.3 1.2 1.1 1 1.4 1.1 1 1.5 1.45 1.45 C116 16 6 4 0.5 0.8 10° 4 3.7 3.6 3 4.2 3.6 4.5 4.9 4.8 4.7 C120 20 8 5 0.5 0.8 10°8.2 7.7 7.3 6.1 8.3 7.3 9 10.3 1.1 9.9 C122 22 10 6 0.5 0.8 10°13.3 12.0 11.8 9.8 13.5 11.8 15 15.9 15.6 15.3 C125 25 12 7 0.5 0.8 10°21.3 19 18.8 15 21.5 18.8 23 25.5 25 24.5 硬质合金焊接刀片C2型制造精车刀和梯形螺纹车刀型尺寸〔 mm 〕近似重量〔 g 〕号L t S b e YT5YT14YT15YS25YT05YW1YW2YG3YG3XYG6XYG6AYG8C215 15 7 4 1.8 0.8 3.0 33 3.2 - 3.7 3.2 4 4.4 4.35 4.25 C218 18 10 5 3.1 0.8 7.9 7.3 7.1 - 8.1 7.1 8.2 9.4 9.25 9.1 C223 23 14 5 4.9 0.8 15 13.9 13.4 - 14.9 13.0 16 17.6 17.3 17 C228 28 18 6 7.7 0.8 29.5 27.4 26 - 30 26 31 35.5 34.4 33.8 C236 36 28 7 13.1 0.8 67.5 62.6 60.5 - 69.8 0.5 69 80.8 79.4 78 硬质合金焊接刀片C3型制造切断刀和切槽刀型号尺寸〔 mm 〕近似重量〔 g 〕L t S eα°YT5YT14YT15YS25YT05YW1YW2YG3YG3XYG6 YG8YG6AC303 3.5 12 3 - - 1.5 1.4 1.3 1.1 1.6 1.3 1.7 1.8 1.75 1.7 C304 4.5 14 4 0.8 14° 2.9 2.7 2.5 2.2 2.9 2.5 3 3.4 3.3 3.3 C305 5.5 17 5 0.8 14° 5.4 5 4.8 4.0 5.6 4.8 5.6 6.4 6.3 6.2 C306 6.5 17 6 0.8 14°7.6 7 6.8 5.6 7.8 6.8 8 9.3 9.1 8.9 C308 8.5 20 7 0.8 14°13.7 12.3 12.1 10 13.9 12.1 14 16.2 15.9 15.6 C310 10.5 22 8 0.8 14°21.7 20 19.5 16.1 22.6 19.5 23 24.8 24.4 24 C312 12.5 22 10 0.8 14°32 29.8 28.5 22.5 32.2 28.5 34 37.4 36.7 36 C316 16.5 25 11 1.2 14°54 49.5 48 40 54.8 48 55 62.4 61.2 60硬质合金焊接刀片C4型制造加工三角皮带轮切槽刀型号尺寸〔 mm 〕近似重量〔 g 〕L t S b e YT5YT14YT15YT130YW1YW2YG3YG6YG8C420 20 12 5 3 0.8 11.7 10.9 10 8.7 11 10.8 13.4 13.2 13 C425 25 16 5 4 0.8 17.8 16.5 15.8 13.5 18.2 18 21.5 21.1 20.7 C430 30 20 6 5.5 0.8 33 30.7 29.4 24.4 33.5 33.5 39.4 38.7 38 C435 35 25 6 7.5 0.8 48 44.7 42.5 36 48.5 48.5 56.4 55.3 54.3 C442 42 35 8 12.5 0.8 ---------C450 50 42 8 15 0.8 ---------硬质合金焊接刀片C1-A型制造螺纹车刀及外园精车刀尺寸〔mm〕型号L t S fC110A10 6.5 2.50.5 1.6C116A16830.5 2.5C120A201040.5 3.5。
山特维克(中国)有限公司是一家高科技材料工程集团公司,由遍布世界130个国家的300多个子公司组成,年营业额420多亿瑞典克朗,雇员34000名。
山特维克可乐满刀具公司是山特维克刀具公司子公司中较大的一个,山特维克可乐满刀具公司在开发、生产和销售利用烧结硬质合金、陶瓷及高硬度材料如:金刚石及立方碳化硼做金属切削用刀具及刀具系统领域处于世界领先地位。
山特维克可乐满刀具公司于1993年在中国建立销售网络机构,并在廊坊投资五千万克朗建立第一个生产基地,占地2-000平米,主要从事标准及非标准刀柄的生产。
1996年,山特维克可乐满在廊坊一期工厂的基础上追加投资一亿一千万克朗建成一家占地5000平料的中国地区最先进的硬质合金刀具生产厂,该厂采用了最先进的生产工艺、技术,并致力于环境保护及维护,廊坊生产厂已于1998年12月通过国际质量标准ISO9002认证,目前,山特维克可乐满刀具公司在廊坊的投资总额已超过三千万美元。
Sandvik Group is a high-technology material engineering company with more than 300 subsidiaries represented in 130 counties. The Group turns over SEK 42 billion a year and employs 34000 people worldwide.AB Sandvik Coromant, one of the larger being of Sandvik Tooling, is the international leader in development, production and marketing of tools using cemented-carbide, ceramics and extremely hard materials such as diamond and cubic boron nitride for metal-cutting applications.AB Sandvik Coromant has set up a nation-wide sales organization in China since 1993 and established a manufacturing unit in Langfang in the same year with the investment of 50 M SEK and 2000 m2, to produce standard and special tool holders. In 1996, AB Sandvik Coromant reinvested 110 M SEK on the basis of the first phase for an insert production unit, which contains 5000 m2. This plant is the most modern for production of cemented carbide inserts in China. It utilizes the latest technology available in the production process and, at the same time, meets the highest environmental requirements. Sandvik Langfang was certified according to ISO 9002 in December 1998. By now, Sandvik Coromant has invested more than 30 M USD in Langfang in total.卢卡斯伟利达廊重制动器有限公司是由廊坊市直属重工业国有资产经营有限公司与美国伟利达工业有限公司、英国卢卡斯公司三家合资在廊坊经济技术开发区建立的合资企业,主要生产汽车制动钳总成和盘式制动器总成,该厂已为红旗、奥迪、桑塔纳、金杯、捷达、金龙等多家汽车制造厂提供配套制动器,成为我国最大的汽车制动器生产商。
GC1030硬质合金--加工模具用高效长寿命切削刀具材料.txt时尚,就是让年薪八千的人看上去像年薪十万。
我们总是要求男人有孩子一样的眼神,父亲一样的能力。
一分钟就可以遇见一个人,一小时喜欢上一个人,一天爱上一个人,但需要花尽一生的时间去忘记一个人。
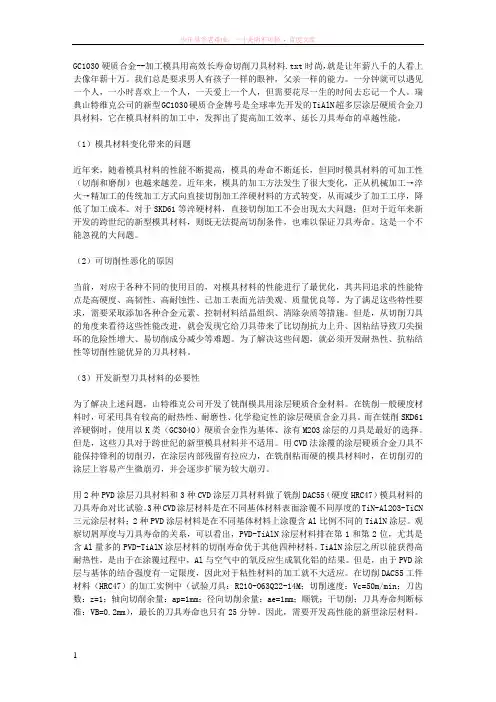
瑞典山特维克公司的新型GC1030硬质合金牌号是全球率先开发的TiAlN超多层涂层硬质合金刀具材料,它在模具材料的加工中,发挥出了提高加工效率、延长刀具寿命的卓越性能。
(1)模具材料变化带来的问题近年来,随着模具材料的性能不断提高,模具的寿命不断延长,但同时模具材料的可加工性(切削和磨削)也越来越差。
近年来,模具的加工方法发生了很大变化,正从机械加工→淬火→精加工的传统加工方式向直接切削加工淬硬材料的方式转变,从而减少了加工工序,降低了加工成本。
对于SKD61等淬硬材料,直接切削加工不会出现太大问题;但对于近年来新开发的跨世纪的新型模具材料,则既无法提高切削条件,也难以保证刀具寿命。
这是一个不能忽视的大问题。
(2)可切削性恶化的原因当前,对应于各种不同的使用目的,对模具材料的性能进行了最优化,其共同追求的性能特点是高硬度、高韧性、高耐蚀性、已加工表面光洁美观、质量优良等。
为了满足这些特性要求,需要采取添加各种合金元素、控制材料结晶组织、清除杂质等措施。
但是,从切削刀具的角度来看待这些性能改进,就会发现它给刀具带来了比切削抗力上升、因粘结导致刀尖损坏的危险性增大、易切削成分减少等难题。
为了解决这些问题,就必须开发耐热性、抗粘结性等切削性能优异的刀具材料。
(3)开发新型刀具材料的必要性为了解决上述问题,山特维克公司开发了铣削模具用涂层硬质合金材料。
在铣削一般硬度材料时,可采用具有较高的耐热性、耐磨性、化学稳定性的涂层硬质合金刀具。
而在铣削SKD61淬硬钢时,使用以K类(GC3040)硬质合金作为基体、涂有M2O3涂层的刀具是最好的选择。
但是,这些刀具对于跨世纪的新型模具材料并不适用。
刀具品牌刀具品牌排行来源:土巴兔装修网在生活中,烹饪者老式抱怨自己的刀具不好用,切菜的时候比较的盾,用起来比较的吃力。
当我们在厨房中切肉的时候,我们免不了对自己厨房的刀心生抱怨,这是很常见的一件事情。
拥有了一套好刀具对于做饭的人而言,就是拥有了一个好帮手。
那么,刀具品牌哪个好呢?下面来看看吧。
1、十八子作(始创于1983年,中国驰名商标,广东省名牌,国家重点高新技术企业,行业领导品牌,阳江十八子集团有限公司)2、双立人Zwilling始于1731年德国,历史上最古老的商标之一,美甲行业的领导品牌,大型跨国公司,上海双立人亨克斯有限公司)3、泉字牌(始于1663年,中国驰名商标,中华老字号,国家非物质文化遗产,刀剪行业领导品牌,上海张小泉刀剪总店有限公司)4、爱仕达ASD(始创于1987年,中国驰名商标,中国名牌,浙江省高新技术企业,浙江省著名商标,浙江爱仕达电器股份有限公司)5、苏泊尔SUPOR(中国驰名商标,高新技术企业,浙江省著名商标,全球最大的炊具研发制造商之一,浙江苏泊尔股份有限公司)6、菲仕乐Fissler(始创于1845年,德国超级品牌,世界著名锅具及厨具制造厂商之一,大型跨国公司,菲仕乐贸易(上海)有限公司)7、银鹰(始创于1979年,广东省名牌产品,广东省著名商标,高新技术企业,十大刀具品牌,广东银鹰实业集团有限公司)8、永光WIKO(始创于1956年,中国驰名商标,广东省著名商标,广东省名牌产品,十大刀具品牌,广东永光刀剪集团有限公司)9、盛达(于1983,广东省著名商标,广东名牌,知名的刀具专业生产商,极具竞争力刀具品牌,广东盛达工业集团有限公司)10、巧媳妇刀具(广东省著名商标,广东省名牌产品,高新技术企业,国内刀剪餐厨具行业知名品牌, 阳江市巧媳妇厨业有限公司)数控刀具品牌1、三菱Mitsubishi(三菱综合材料管理(上海)有限公司)(始于1871年日本,世界品牌,综合性材料生产商,日本三菱综合材料株式会社旗下天津天菱超硬工具有限公司)2、山特维克SANDVIK(山特维克(中国)投资有限公司)(始创于1862年瑞典,切削刀具世界领导品牌,大型跨国公司,知名刀具品牌,山特维克(中国)投资有限公司)3、京瓷KYOCERA(京瓷(中国)商贸有限公司)(400-650-6400,始创于1959年日本,世界500强的企业,大型的跨国生产企业,行业影响力品牌,京瓷(中国)商贸有限公司)4、山高Seco(山高刀具(上海)有限公司)(来自于瑞典的品牌,以铣削与车削的刀具和刀片产品系列而著名,工业刀具世界品牌,山高刀具(上海)有限公司)5、肯纳Kennametal(肯纳金属(中国)有限公司)(始创于1938年美国,世界著名的硬质合金刀具品牌,大型跨国公司,知名刀具品牌,肯纳金属(中国)有限公司)6、瓦尔特Walter(瓦尔特(无锡)有限公司)(4001 510 510,创于1919年德国,全球加工切削刀具领域知名品牌,行业技术领先企业,大型跨国集团,瓦尔特(无锡)有限公司)7、住友电工(住友电工管理(上海)有限公司)(1897年创立于日本,世界500强企业,世界上最著名的通信厂商之一,住友电工管理(上海)有限公司)8、钻石(株洲钻石切削刀具股份有限公司)(于1954年,曾获中国名牌,最大和最先进的高性能切削刀具的生产基地之一,株洲钻石切削刀具股份有限公司)9、伊斯卡ISCAR(伊斯卡刀具国际贸易(上海)有限公司)(全球最大的金属切削刀具制造商之一,领先的切削加工解决方案提供商,著名刀具品牌,以色列伊斯卡有限公司)10、特固克TaeguTec(特固克刀具贸易(上海)有限公司)(于1916年,IMC集团旗下,韩国最大的综合刀具制造商,全球领先的硬质合金刀具品牌,特固克刀具有限公司)厨房刀具品牌排行1阳江十八子作(中国驰名商标,一线品牌/牌子,中国刀王)2双立人(1731年德国,世界高品质刀具/厨具品牌)3山特维克(1862年瑞典,切削刀具世界领导品牌)4三菱Mitsubishi(十大刀具品牌,始于1875年日本,世界品牌)5京瓷KYOCERA(于1959年日本,最好的陶瓷刀品牌)6山高Seco(十大刀具品牌,瑞典品牌,工业刀具世界品牌)7肯纳Kennametal(于1938年,世界著名的硬质合金刀具品牌)8钻石(株洲钻石切削刀具股份有限公司,国产刀具品牌)9小师傅(实业集团,剪刀/水果刀/套刀/厨具刀等)10永光(专业刀剪品牌,广东永光刀剪集团)户外刀具品牌贝尔户外刀具蝴蝶户外刀具JEEP户外刀具增源达户外刀具勃朗宁户外刀具冷钢户外刀具火枫户外刀具忆懿户外刀具森来客户外刀具唯游户外刀具国产刀具品牌1、杭州张小泉集团有限公司的“张小泉”牌刀剪2、广东阳江十八子集团的“十八子作”牌不锈钢菜刀3、广东永光刀剪集团有限公司的“永光”牌刀剪4、浙江温州市中轻五金刀具有限公司的“金”牌刀剪5、浙江湖州和孚刀具有限公司的“双戟”牌菜刀6、山东青州市剪刀有限公司的“青州”牌剪刀7、河北燕牌剪刀有限公司的“燕”牌民用剪8、钻石(株洲钻石切削刀具股份有限公司,国产刀具品牌)9、银鹰(广东银鹰实业集团,剪刀/水果刀/套刀/厨具刀等)10、永光WIKO(专业刀剪品牌,广东永光刀剪集团)以上,就是为大家介绍的刀具品牌排行,希望能够帮助到您。
山特维克材料
山特维克材料是一种高性能的工程材料,具有优异的耐磨性、耐腐蚀性和高温
性能。
它由钢铁、铬、镍和其他合金元素组成,经过特殊的热处理工艺而成。
山特维克材料被广泛应用于航空航天、石油化工、能源、汽车制造等领域,为各种重要设备和工程提供了可靠的材料支持。
首先,山特维克材料具有出色的耐磨性。
在高速运动、高温高压、强烈摩擦的
环境下,山特维克材料能够保持表面的平整度和光洁度,不易产生磨损和疲劳裂纹,大大延长了设备的使用寿命。
这使得山特维克材料成为重要的耐磨零部件的首选材料,如轴承、齿轮、阀门等。
其次,山特维克材料具有优异的耐腐蚀性能。
在酸碱腐蚀、海水侵蚀、高温氧
化等恶劣环境下,山特维克材料能够保持其化学稳定性和机械性能,不易发生腐蚀和变形。
这使得山特维克材料成为各种化工设备、海洋工程、石油钻采设备等领域的理想选择。
此外,山特维克材料还具有出色的高温性能。
在高温高压、强烈热冲击的环境下,山特维克材料能够保持其力学性能和结构稳定性,不易软化、融化或变形。
这使得山特维克材料成为航空发动机、燃气轮机、炼油设备等高温工程领域的首选材料。
总的来说,山特维克材料是一种多功能的高性能工程材料,具有耐磨、耐腐蚀、耐高温的优异性能。
它的广泛应用为各种重要设备和工程提供了可靠的材料支持,为现代工业的发展做出了重要贡献。
在未来,随着工程技术的不断发展,山特维克材料必将发挥更加重要的作用,为人类创造出更多的奇迹。
硬质合金牌号性能硬质合金牌号性能、应用推荐及牌号对照合金牌号物理机械性能推荐用途相当于ISO 相当于国内密度g/cm2 抗弯强度不低于N/cm2 硬度不低于HRAYG3X 14.6-15.2 1320 92 适于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精加工。
K01 YG3XYG6A 14.6-15.0 1370 91.5 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工及精加工。
K05 YG6AYG6X 14.6-15.0 1420 91 经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普通铸铁的精加工。
K10 YG6X YK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。
具有较高的耐磨性及韧性。
K15 K20 YK15YG6 14.5-14.9 1380 89 适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。
K20 YG6YG6X-1 14.6-15.0 1500 90 适于铸铁,有色金属及其合金非金属材料连续切削时的精车,间断切削时的半精车、精车、小断面精车、粗车螺纹、连续断面的半精铣与精铣,孔的粗扩与精扩。
K20 YG6X-1YG8N 14.5-14.8 2000 90 适于铸铁、白口铸铁、球墨铸铁以及铬、镍不锈钢等合金材料的高速切削。
K30 YG8NYG8 14.5-14.9 1600 89.5 适于铸铁、有色金属及其合金与非金属材料加工中,不平整断面和间断切削时的粗车、粗刨、粗铣,一般孔和深孔的钻孔、扩孔。
K30 YG8 YG10X 14.3-14.7 2200 89.5 适于制造细径微钻、立铣刀、旋转锉刀等。
K35 YG10X YS2T 14.4-14.6 2200 91.5 属超细颗粒合金,适于低速粗车,铣削耐热合金及钛合金,作切断刀及丝锥、锯片铣刀尤佳。
K30 YS2TYL10.1 14.9 1900 91.5 具有较好的耐磨性和抗弯强度,主要用为生产挤压棒材,适合做一般钻头、刀具等耐磨件。
山高刀具(上海)有限公司,其总部设于瑞典,作为世界上硬质合金刀具的主要制造商,山高在全球范围内的主要工业国家共拥有32家分支机构。
1993年,山高在中国创立了分支机构以拓展其在华业务。
山高在发展迅猛的工业品市场上,拥有着稳定且完善的客户群。
由于汽车工业、航空航天、电站设备等构成了山高最大的客户来源,山高已在这些加工领域里积累了多年的生产经验。
在中国,山高的产品受到了广泛应用。
其客户包括沈飞、成飞、上海汇众、上海大众、无锡柴油机厂、东风汽车厂以及一汽大众等。
我们的目标是使客户满意和良好合作。
我们每年向全世界加工业发送百万计的刀具。
在这些刀具的制造过程中执行严格的监控,确保质量的一致性和高标准。
我们刀具内在的质量和创新是有利可图的生产的关键。
可靠的发货和迅速的服务是同我们客户成功合作的其它重要因素。
为了能提供最好的整体方案,我们还提供技术支持来演示产品、给出技术建议、介绍新想法和实践经验。
为了帮助我们的客户同步加工上迅速的技术发展,我们还安排研讨会和实际用法指南。
山特维克可乐满是山特维克集团旗下最大的金属切削刀具公司,也是全球排名第一的金属切削业刀具制造与供应商。
目前山特维克可乐满可提供25 000多种产品,在全球60多个国家设有73 家子公司或分支机构及37个生产厂。
山特维克可乐满将继续以高品质的产品与服务为中国的机加工行业提供支持。
全球计算机网络已将销售处、中心仓库和生产厂都连接在一起。
山特维克可乐满的DD(直接发货)系统表明其能够做到一般情况下可在24小时内从瑞典、荷兰、日本、和美国的中心仓库向终端用户发货。
山特维克可乐满能做到:提供高质量的创新产品、卓越的切削专门知识、易于理解的信息和快速而可靠的供货。
成为易于共事的合作伙伴。
所做的一切都有利于提高客户的生产率、生产经济性和机床利用率。
山特维克可乐满(中国)已通过了ISO 9001认证。
瓦尔特公司创建于1919年,总部在德国南部的图宾根市,到目前为止,瓦尔特公司在全球范围拥有17家子公司,瓦尔特公司主要有两大类产品,即:一类是硬质合金可转位刀具,包括车、铣、钻、扩、镗各类刀具及刀具附具。
世界著名⼑具品牌排名及其简要介绍世界各国⼑具品牌盘点1.德国;1⽡尔特(WALTER);2贝克(BECK);3博泰(botek);4维地亚(widia);5威玛诺(WEMARO);6德国(JBO);7凯狮(KELCH);8蓝帜(Leitz);9玛帕(MAPAL);10蒂泰克斯(TITEX);11迪哈特(dihart);2.瑞典:1⼭特维克可乐满(SANDVIK);2⼭⾼(SECO);3DIETERLE;3.⽇本:1京瓷(KYOCERA);2尼肯(NIKKEN);3圣和(SHOWA);4⼤昭和(BIG);5三菱(MITSUBISHI);6弥漫和(YAMAWA)絲攻;7OSG絲攻;8优能UNION微型铣⼑;9⽇⽴(HITACHI);10东芝泰柯珞(TOSHIBA);11⼆不越荔枝(NACHI);12住友(SUMITOMO);13元⼑(ASADA);14冈崎(OKAZAKI);15鹰牌(EAGLE);16(FP)铰⼑;17戴杰(DIJET)铣⼑;18富⼠(H.T.D)絲攻;19神户直冈(kobelco);20⼩笠原(OGASAWARA);4.以⾊列:依斯卡(ISCAR);5.美国:1肯纳(kenna);2昂思路(Onsrud);3LBK;4切削王(Mastercut);5铣星(MILLSTAR);6SGS;7国洛泰克(NTK)Mast;6.韩国:1YESTOOL;2多仁(DINE);3HEADONG;4HANBOO;5克洛依(KORLOY);6特固克(TAEGUTEC);7.西班⽛:LAT;8.意⼤利:1FIUDI.;2DELFER;⽤户使⽤//熟悉⼑具夹具⼗⼤品牌及其最受欢迎产品⽤户使⽤其余著名⼑具⼚商简要介绍1英迈⼯具(INMIND):专业钨钢铣⼑、丝锥、钻头⽣产⼚家,著名刃具品牌。
2森拉天时(DERBTIZIT):由攀时(PBNSEE)和森拉美德合并组成的,其旗下成品品牌有攀时、POKOLM铣⼑系列、WNT 刃具⼑柄镗⼑系列,其切削刃具在铝轮毂、轧辊、⽕车轮,轴承、叶⽚等⽅⾯都有⼀套成熟的解决⽅案。