侧向抽芯机构制造
- 格式:pptx
- 大小:2.22 MB
- 文档页数:12


侧抽芯模具毕业设计侧抽芯模具毕业设计在现代工业制造中,模具被广泛应用于各个行业。
而侧抽芯模具作为一种常见的模具类型,在塑料制品的生产中扮演着重要的角色。
侧抽芯模具的设计与制造对于产品的质量和效率有着直接的影响。
因此,我选择了侧抽芯模具作为我的毕业设计课题,旨在通过深入研究和实践,提高对侧抽芯模具的理解和应用能力。
首先,我将从侧抽芯模具的基本原理和结构开始。
侧抽芯模具是一种用于制造带有凹槽或凸起的塑料制品的模具。
它通过一种特殊的结构设计,使得在注塑过程中可以实现侧向抽芯的功能。
这种设计可以在一次注塑过程中完成多个零件的制造,大大提高了生产效率。
同时,侧抽芯模具的结构复杂,需要精确的加工和装配,以确保其正常运行和长期使用。
接下来,我将研究侧抽芯模具的设计流程和方法。
在进行侧抽芯模具的设计时,首先需要进行产品的分析和需求确定。
然后,根据产品的要求和工艺特点,进行模具的结构设计。
这包括芯子的设计、导向机构的设计、抽芯机构的设计等。
在设计过程中,需要考虑到材料的选择、加工工艺的可行性以及模具的可靠性等因素。
最后,通过CAD软件进行模具的三维建模和设计验证,确保模具的准确性和可行性。
在实践环节中,我将亲自参与侧抽芯模具的制造和调试。
首先,我将学习模具加工的基本知识和技能,包括车削、铣削、磨削等工艺。
然后,我将亲自操作加工设备,制造出符合设计要求的模具零件。
在模具的装配过程中,我将学习如何正确地安装和调整各个零部件,确保模具的正常运行。
最后,我将进行模具的调试和试模,验证模具的性能和精度。
除了理论和实践的学习,我还将进行相关的研究和探索。
侧抽芯模具作为一种复杂的模具类型,其应用领域和技术难点都有待深入研究。
我将通过文献阅读和实验研究,了解侧抽芯模具的最新发展和应用技术。
同时,我还将与导师和同学进行交流和讨论,共同探讨侧抽芯模具的设计和制造方法。
通过这些研究和探索,我将进一步提高对侧抽芯模具的理解和应用能力。
最后,我将对侧抽芯模具的设计和制造进行总结和评价。
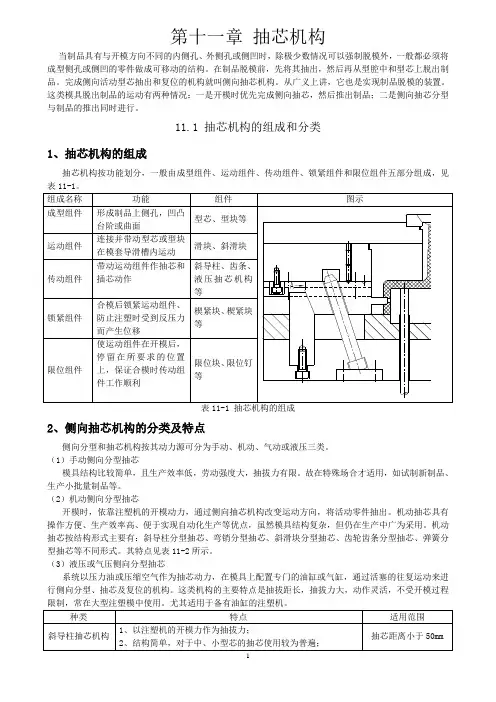
第十一章抽芯机构当制品具有与开模方向不同的内侧孔、外侧孔或侧凹时,除极少数情况可以强制脱模外,一般都必须将成型侧孔或侧凹的零件做成可移动的结构。
在制品脱模前,先将其抽出,然后再从型腔中和型芯上脱出制品。
完成侧向活动型芯抽出和复位的机构就叫侧向抽芯机构。
从广义上讲,它也是实现制品脱模的装置。
这类模具脱出制品的运动有两种情况:一是开模时优先完成侧向抽芯,然后推出制品;二是侧向抽芯分型与制品的推出同时进行。
11.1 抽芯机构的组成和分类1、抽芯机构的组成抽芯机构按功能划分,一般由成型组件、运动组件、传动组件、锁紧组件和限位组件五部分组成,见表11-1 抽芯机构的组成2、侧向抽芯机构的分类及特点侧向分型和抽芯机构按其动力源可分为手动、机动、气动或液压三类。
(1)手动侧向分型抽芯模具结构比较简单,且生产效率低,劳动强度大,抽拔力有限。
故在特殊场合才适用,如试制新制品、生产小批量制品等。
(2)机动侧向分型抽芯开模时,依靠注塑机的开模动力,通过侧向抽芯机构改变运动方向,将活动零件抽出。
机动抽芯具有操作方便、生产效率高、便于实现自动化生产等优点,虽然模具结构复杂,但仍在生产中广为采用。
机动抽芯按结构形式主要有:斜导柱分型抽芯、弯销分型抽芯、斜滑块分型抽芯、齿轮齿条分型抽芯、弹簧分型抽芯等不同形式。
其特点见表11-2所示。
(3)液压或气压侧向分型抽芯系统以压力油或压缩空气作为抽芯动力,在模具上配置专门的油缸或气缸,通过活塞的往复运动来进行侧向分型、抽芯及复位的机构。
这类机构的主要特点是抽拔距长,抽拔力大,动作灵活,不受开模过程11.2 抽芯机构的设计要点1、模具抽芯自锁自锁:自由度F≥1,由于摩擦力的存在以及驱动力方向问题,有时无论驱动力如何增大也无法使滑块运动的现象称为抽芯的自锁。
在注塑成型中,对于机动抽芯机构,当抽芯角度处于自锁的摩擦角之内,即使增大驱动力,都不能使之运动,因此,模具设计时必须考虑避免在抽芯方向上发生自锁。
侧向分型与抽芯机构设计引言侧向分型与抽芯机构在注塑模具设计中起着重要的作用。
侧向分型是指在模具中设置缓冲阀和侧板,通过侧向运动来将塑料制品从模具中取出。
而抽芯机构则是用于取出模具中的中空或凸起的零件。
本文将重点讨论侧向分型与抽芯机构的设计原理和注意事项。
侧向分型的设计原理侧向分型是指在注塑模具中采用侧向运动的方式将塑料制品从模具中取出。
侧向分型的设计原理如下:1.设置缓冲阀:在模具的侧壁上设置缓冲阀,用于控制分型板的侧向运动。
缓冲阀可采用气动或液压方式控制,通过控制缓冲阀的开合,可以实现模具的分型操作。
2.侧板设计:在模具中设置侧板,用于支撑分型板和缓冲阀。
侧板的设计应符合模具的整体结构和功能要求,同时要考虑到侧板的材料选择和加工工艺。
3.分型板设计:分型板是侧向分型的关键部件,其设计应考虑到制品的尺寸和形状。
分型板的材料通常采用高硬度的工具钢,以确保分型过程的稳定性和可靠性。
侧向分型的注意事项在设计侧向分型时,需要注意以下几点:1.分型力的控制:在侧向分型过程中,分型力的大小直接影响到制品的质量。
因此,在设计时应合理控制分型板的运动速度和缓冲阀的开合力度,以保证制品不受损坏。
2.分型板的导向设计:分型板的导向设计直接影响到分型过程的准确性和稳定性。
在设计时应考虑到分型板的导向孔和导向销的配对设计,以确保分型过程的顺利进行。
3.分型板的润滑和冷却:分型板在长时间使用过程中容易受到磨损和热变形的影响。
因此,在设计时应考虑到分型板的润滑和冷却措施,以延长模具的使用寿命。
抽芯机构的设计原理抽芯机构是用于取出模具中的中空或凸起的零件。
抽芯机构的设计原理如下:1.抽芯导向设计:抽芯导向是指在模具中设置抽芯导向销和抽芯导向孔,以确保抽芯过程的准确性和稳定性。
抽芯导向的设计应考虑到抽芯导向销和抽芯导向孔的配对设计,以保证抽芯过程的顺利进行。
2.弹簧压力的控制:在抽芯过程中,弹簧的压力大小直接影响到抽芯的力度。
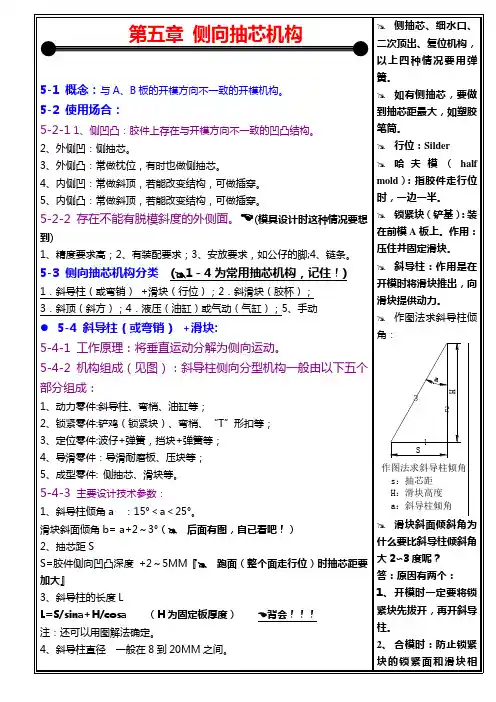
5-4-4 设计要点1、斜导柱的固定(见图):(1)后模外侧抽芯时斜导柱的固定;(2)后模内侧抽芯时斜导柱的固定;(3)前模外侧抽芯时通常不用斜导柱,而用弯销或“T”形扣。
撞。
斜孔的直径要比斜导柱的直径大Φ1∽Φ1.5;目的是为了让铲基先离开,否则会锁死。
滑块的导向和定位主要设计为T形槽。
图样可参考宋玉恒先生著的《塑料注射模具设计实用手册》耐磨块材料:DF2(油钢)耐磨块的标厚:8、10、12。
且要用杯头螺丝固定。
5-4:机构组成1、动力零件:斜导柱、弯销、油缸;2、锁紧零件:铲基、弯销、“T”形扣;3、定位零件:波仔+弹簧、挡块+弹簧4、导滑零件:导滑耐磨板、压块5、成型零件:侧抽芯、滑块斜导柱倾斜角大小决定因素:抽芯距(抽芯距越大,倾斜角越大);滑块高度(滑块越高,倾斜角越小)前模能走胶杯,不用行位;后模能走行位,不用胶杯。
能用斜顶不用内行;能用外行不走斜顶。
先粗加工,再热处理,最后精加工。
上弹簧,下挡块,1-限位钉2-弹簧3-滑块2、如何实现延时抽芯(见图):加大滑块上的斜孔。
3、滑块的导向定位及配合精度(H7/f7)。
4、什么情况下用压块:( ?见鬼,什么是压块?I don’t know.)(1)滑块尺寸较大;(2)模具精度较高;(3)模具寿命较高;(4)滑块往模具中心方向抽芯。
5、滑块滑离导向槽的长度应不大于滑块长的三分之一;6、滑块的定位装置a、弹簧+滚珠;b、弹簧+挡块。
见图。
7、滑块的运水;8、滑块斜面上的耐磨块;( 滑块斜面面积大时,长度大80MM时要加)9、锁紧块的固定与定位;➢以下是斜导柱大小和数量,滑块肩部尺寸的经验确定法滑块宽度20-30 30-50 50-100 100-150 >150斜导柱直径1/4”—3/83/8”—1/2”1/2”—5/8”1/2”至5/8”5/8”至1”斜导柱数量 1 1 1 2 2滑块肩宽3~55~77~88~1210~15滑块肩高5~88~108~1210~1515~205-4-5弯销+滑块侧向分型机构( 弯销规格:20*20)该机构常用于前模行位、后模内行位、延时抽芯和抽芯距较长等场合,其原理和斜导柱相似,但加工较复杂。

第十章侧向分型与抽芯机构§10.1 侧向分型与抽芯机构的分类及组成§10.2 抽芯力与抽芯距的确定§10.3 斜导柱侧向分型与抽芯机构§10.4 弯销侧向分型与抽芯机构§10.5 斜导槽侧向分型与抽芯机构§10.6 斜滑块侧向分型与抽芯机构§10.7 齿轮齿条侧向分型与抽芯机构§10.8 弹性元件侧向分型与抽芯机构§10.9 手动侧向分型与抽芯机构§10.10 液压或气动侧向分型与抽芯机构观察下列塑件有什么特点?塑件上有侧向孔、侧向凸凹、侧向凸台——“倒扣”(undercut)侧孔Ø侧型芯:当塑件上具有与开模方向不同的内外侧孔或侧凹等结构阻碍塑件直接脱模时,必须将成型侧孔或侧凹的零件做成活动结构的零件。
Ø侧向抽芯机构:侧向成型杆、成型块应在开模时首先从制件中抽出,才能推出制品。
完成侧向成型杆及成型块抽芯、复位的机构统称侧向抽芯机构。
§10.1 侧向分型与抽芯机构的分类及组成1、侧向分型与抽芯机构的分类–按动力来源分类:Ø机动侧向分型与抽芯机构Ø液压或气动侧向分型与抽芯机构Ø手动侧向分型与抽芯机构1)机动侧向分型与抽芯机构–机动抽芯依靠注射机的开模力(或推出力),通过传动机构改变运动方向,将侧向的活动型芯抽出;合模时,又靠传动零件使侧向成型零件复位。
–特点:模具结构比较复杂,但抽芯不需人工操作,抽拔力较大,具有灵活、方便、生产效率高、容易实现全自动操作、无需另外添置设备等优点,在生产中被广泛采用。
l机动侧向抽芯机构按结构形式的分类:Ø斜导柱(斜销)侧向分型与抽芯机构Ø弯销侧向分型与抽芯机构Ø斜导槽侧向分型与抽芯机构Ø斜滑块侧向分型与抽芯机构Ø齿轮齿条侧向分型与抽芯机构Ø弹性元件侧向分型与抽芯机构2)液压或气动侧向分型与抽芯机构–侧向分型的活动型芯可以依靠液压传动或气压传动的机构抽出。
斜导柱侧向分型与抽芯机构设计引言一、斜导柱侧向分型的意义和要求1.斜导柱的位置应该具有合理的设计和布置,使得嵌套件与注塑件能够在开模时顺利分离,避免卡死和损坏。
2.斜导柱的数量应该根据模具的具体情况来确定,一般而言,两对斜导柱就能够满足大部分模具的要求。
3.斜导柱的倾斜角度应该根据模具的开模力大小和嵌套件的形状来确定,一般而言,角度为3-10度。
二、抽芯机构的设计原则抽芯机构是指在注塑模具中用于取出内部被模腔包围的注塑件或者核心的一种机构。
抽芯机构的设计需要遵循以下几个原则:1.抽芯机构的动作应该稳定可靠,不应该出现抖动和滑动的现象,否则会影响成型件的质量。
2.抽芯机构的设计应该尽可能地简单、易操作,以减少故障发生的可能性,同时,也能够提高生产效率。
3.抽芯机构的结构应该紧凑,不占用过多的模腔空间,以便于成型件的顺利流动。
4.抽芯机构的材料选择要正确,应该具有足够的强度和耐磨性,以保证其长时间的使用寿命。
三、斜导柱侧向分型与抽芯机构的结合设计1.斜导柱与抽芯机构的位置关系:斜导柱和抽芯机构的位置应该被合理地安排,以确保嵌套件与注塑件之间的顺利分离。
一般来说,斜导柱和抽芯机构应该尽量靠近模具的侧面。
2.斜导柱与抽芯机构的数量关系:斜导柱和抽芯机构的数量应该根据模具的具体情况来确定。
一般而言,斜导柱和抽芯机构的数量应该保持一致,一个斜导柱对应一个抽芯机构。
3.斜导柱与抽芯机构的夹角:斜导柱与抽芯机构的夹角应该根据模具的开模力大小和嵌套件的形状来确定。
一般而言,夹角为3-10度。
4.斜导柱与抽芯机构的动作配合:斜导柱和抽芯机构的动作应该配合紧密,以确保模具的开模效果。
抽芯机构应该能够顺利地取出内部被模腔包围的注塑件或者核心。
结论斜导柱侧向分型与抽芯机构设计是注塑模具设计中至关重要的组成部分。
合理的斜导柱侧向分型和抽芯机构设计可以提高模具的开模效果,避免卡死和损坏。
同时,斜导柱侧向分型与抽芯机构的结合设计也是模具设计的一项难点,需要充分考虑因素,确保各个部分的配合紧密,以确保模具的正常使用。