金属工艺学18 第四篇第二章 其它焊接方法
- 格式:pdf
- 大小:888.75 KB
- 文档页数:31
金属材料焊接工艺介绍金属材料焊接是一种常见的金属连接方式,它通过加热和冷却的过程将两个金属工件连接在一起。
本文将介绍金属材料焊接的工艺流程和一些常见的焊接方法。
工艺流程金属材料焊接的一般工艺流程如下:1. 准备工件:清洁和处理待焊接的金属工件表面,确保表面无油脂、脏物和氧化物。
2. 配置焊接环境:选择适当的焊接设备和焊接材料,并确保焊接环境的安全和通风。
3. 设定焊接参数:根据所使用的金属材料和焊接方法,设定合适的焊接参数,包括焊接温度和焊接时间。
4. 进行焊接:将两个金属工件放置在合适的位置,并进行焊接操作。
5. 检查焊接质量:对焊接接头进行外观和质量检查,确保焊接部位没有裂纹、气孔和缺陷。
6. 后续处理:根据需要,进行焊接接头的后续处理,如去除焊渣、修整焊接接头等。
焊接方法金属材料焊接有多种方法,常见的焊接方法包括:1. 电弧焊:通过电弧的高温产生熔化金属,使两个金属工件连接在一起。
电弧焊分为手工电弧焊和自动化电弧焊两种。
2. 氩弧焊:在电弧焊的基础上,使用氩气作为保护气体,以防止焊接过程中氧气和其他杂质的进入。
氩弧焊适用于对焊接接头质量要求较高的情况。
3. 焊条焊接:一种常见的手工焊接方法,使用焊条作为填充金属,通过熔化焊条和基材来连接工件。
4. TIG焊接:TIG焊接是氩弧焊的一种变体,使用非消耗性钨电极,通过手动提供填充金属来进行焊接。
5. MIG焊接:MIG焊接是一种半自动或全自动焊接方法,通过连续供给金属焊丝和惰性气体来实现焊接。
结论金属材料焊接是一种有效的金属连接技术,通过选择合适的焊接方法和正确执行焊接工艺,可以实现高质量的焊接接头。
在进行金属材料焊接时,务必遵循安全操作规程,并根据具体需求选择合适的焊接方法和参数。
金属材料焊接方法工艺技术引言金属材料的焊接是一种常见的连接技术,广泛应用于工业生产中。
焊接可以将不同的金属材料连接在一起,形成稳定的结构。
本文将介绍金属材料焊接的方法、工艺和技术。
常见的金属材料焊接方法1. 熔化焊接熔化焊接是最常见的焊接方法之一,它涉及加热金属材料至其熔点,并在熔化状态下将其连接起来。
熔化焊接包括以下几个子类别:•电弧焊:通过电弧产生高温,使金属材料熔化并连接在一起。
常见的电弧焊方法包括手工电弧焊(SMAW)、气体保护焊(GMAW)、手工氩弧焊(GTAW)等。
•焊条焊接:使用涂有焊接剂的焊条,在加热后熔化并填充金属材料间的空隙,形成焊接。
•熔粉焊接:将熔化金属粉末喷射到待焊接的材料上,然后进行固化,形成焊接。
2. 非熔化焊接非熔化焊接是指在焊接时,金属材料并不完全熔化。
非熔化焊接方法有以下几种:•高频焊接:通过高频电流加热金属材料,使其部分熔化,然后通过机械压力将被焊接的材料连接在一起。
•摩擦焊接:通过在金属材料表面施加压力和摩擦力,使其局部加热并连接在一起。
•爆炸焊接:通过引爆爆炸材料,在产生的冲击波和加热作用下,将金属材料连接在一起。
3. 压力焊接压力焊接是指使用压力将金属材料连接在一起的焊接方法。
压力焊接适用于金属材料的高温性能较好的情况下。
压力焊接可以分为以下几种类型:•铆接:通过在金属材料上钻孔,然后用铆钉将两个金属材料连接在一起。
•热压焊接:在金属材料接触面上施加加热和压力,使其连接在一起。
•脉冲焊接:通过在连接处施加快速压力脉冲,使金属材料连接在一起。
金属材料焊接的工艺步骤无论是熔化焊接、非熔化焊接还是压力焊接,金属材料焊接的工艺步骤大致相似。
以下是一般的金属材料焊接工艺步骤:1.准备工作:包括清洁焊接面材料,去除氧化物和油污等杂质,以确保焊接质量。
2.表面处理:根据不同的焊接材料,对焊接表面进行处理,如刮除表面的氧化层或涂上焊接剂。
3.对接材料定位:根据设计要求,将待焊接的金属材料定位并紧密接触。


《金属工艺学》内蒙古工业大学《机械制造基础C》课程考试大纲一、课程简介本课程是一门讲述有关机械零件加工方法的综合性很强的技术基础课。
考试内容根据学时少,内容多,实践性强的特点,重点考察常用材料成型方法。
机械零件的各种加工方法的实质,工艺特点及结构工艺性。
考试以基本概念、基本知识、基本原理为主,为学习其它课程及以后从事机械和机电方面的工作奠定必要的基础。
二、课程考试内容及所占比重1基本概念和要点40%2重点内容40%3难点20%三、试题类型及所占比例单项选择10分、填空28分、判断16分、改错9分、简答20分、画图8分、加工方案9分四、考试方式闭卷笔试五、成绩评定方式平时成绩20%,卷面成绩80%。
《机械制造基础C》课程教学大纲一、课程名称机械制造基础C二、课程英文名Fundamentals of Mechanical Manufacture C三、课程编码040203214四、课程类别技术基础课五、学时数、学分数、开课学期40学时;2.0学分;第三或四学期六、适用专业工程近机类各本科专业七、编制者解瑞军,讲师八、编制日期2004年6月九、课程的目的与任务机制基础是高等学校机械类、近机类专业必修的技术基础课。
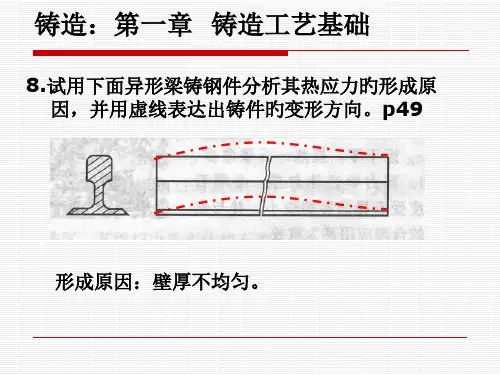
它是研究常用机械零件的制造方8 第三篇焊接第一章电弧焊49 第二章其它常用焊接方法0.510 第三章常用金属材料的焊接 111 第四章焊接结构设计 1.512 第四篇切削加工第一章金属切削的基础知识6 213 第二章常用加工方法综述 514 第三章典型表面加工分析 315 第四章工艺过程的基础知识 216 第五章零件结构的工艺性 117 36 4十二、课程的教学内容、重点和难点与教学进度安排第一篇铸造(7学时)第一章铸造工艺基础(3学时)了解铸造性能的一般概念(流动性、收缩性、合金的偏析)和影响因素,掌握铸造性能对铸件质量的影响,重点理解铸造缺陷(缩孔、缩松、裂纹、变形等)产生的原因及预防措施。
金属工艺学其它常用焊接方法简介焊接是金属工艺学中一种常用的连接金属零部件的方法。
除了常见的电弧焊、气焊和激光焊等常见焊接方法外,还有许多其他常用的焊接方法。
本文将介绍几种常见的金属工艺学其他常用焊接方法,包括表面焊接、制芯焊接和扫描焊接。
表面焊接表面焊接是一种金属焊接方法,其原理是将两个金属表面通过热源加热至熔化状态,然后将它们合并在一起。
表面焊接适用于焊接薄板、薄壁管和金属薄膜等材料。
常见的表面焊接方法有压焊、摩擦焊和爆炸焊等。
压焊压焊是一种将两个金属表面通过高压加热焊接在一起的方法。
压焊需要使用专用设备,如焊接机床或焊接机器人。
压焊可以在较短的时间内完成焊接,并且焊接强度较高。
压焊适用于焊接薄板和薄壁管等材料。
摩擦焊摩擦焊是一种利用摩擦热产生焊接接头的方法。
在摩擦焊接过程中,两个金属表面通过施加一定的压力和相对运动产生摩擦热,使金属表面熔化并重新结合在一起。
摩擦焊具有焊接速度快、焊缝无热裂纹等优点,适用于焊接高强度、高温材料。
爆炸焊爆炸焊是一种利用爆炸能量产生焊接接头的方法。
爆炸焊需要将两个金属表面贴合,并在其之间放置爆炸物质,通过引爆爆炸物质产生高温和高压力,使金属表面瞬间融化并结合在一起。
爆炸焊适用于焊接大型工件和不易加工的材料。
制芯焊接制芯焊接是一种金属焊接方法,其原理是使用焊丝或焊材制作焊接接头。
制芯焊接适用于焊接薄板、薄壁管和金属薄膜等材料。
常见的制芯焊接方法有电子束焊接、等离子焊接和热加工焊接等。
电子束焊接电子束焊接是一种利用高速电子束将焊接接头瞬间加热至熔化状态的方法。
电子束焊接具有焊缝狭窄、热影响区小等特点,适用于焊接高精度、高强度材料。
等离子焊接等离子焊接是一种利用等离子体将焊接接头加热至熔化状态的方法。
等离子焊接可以使用大气压力进行焊接,也可以在真空环境下进行。
等离子焊接适用于焊接高反应性材料和高温材料。
热加工焊接热加工焊接是一种利用热源将焊接接头加热至熔化状态的方法。
热加工焊接可以使用火焰、电弧、电阻和激光等不同热源进行。
第一篇金属材料的基本知识第一章金属材料的主要性能金属材料的力学性能又称机械性能,是金属材料在力的作用所表现出来的性能.零件的受力情况有静载荷,动载荷和交变载荷之分。
用于衡量在静载荷作用下的力学性能指标有强度,塑性和硬度等;在动载荷和作用下的力学性能指标有冲击韧度等;在交变载荷作用下的力学性能指标有疲劳强度等。
金属材料的强度和塑性是通过拉伸试验测定的。
P6低碳钢的拉伸曲线图1,强度强度是金属材料在力的作用下,抵抗塑性变形和断裂的能力.强度有多种指标,工程上以屈服点和强度最为常用。
屈服点:δs是拉伸产生屈服时的应力。
产生屈服时的应力=屈服时所承受的最大载荷/原始截面积对于没有明显屈服现象的金属材料,工程上规定以席位产生0.2%变形时的应力,作为该材料的屈服点。
抗拉强度:δb是指金属材料在拉断前所能承受的最大应力。
拉断前所能承受的最大应力=拉断前所承受的最大载荷/原始截面积2,塑性塑性是金属材料在力的作用下,产生不可逆永久变形的能力。
常用的塑性指标是伸长率和断面收缩率。
伸长率:δ试样拉断后,其标距的伸长与原始标距的百分比称为伸长率。
伸长率=(原始标距长度-拉断后的标距长度)÷拉断后的标距长度×100%伸长率的数值与试样尺寸有关,因而试验时应对所选定的试样尺寸作出规定,以便进行比较。
同一种材料的δ5 比δ10要大一些.断面收缩率:试样拉断后,缩颈处截面积的最大缩减量与原始横截面积的百分比称为断面收缩率,以ψ表示。
收缩率=(原始横截面积-断口处横截面积)÷原始横截面积×100%伸长率和断面收缩率的数值愈大,表示材料的塑性愈好.3,硬度金属材料表面抵抗局部变形(特别是塑性变形、压痕、划痕)的能力称为硬度.金属材料的硬度是在硬度计上测出的。
常用的有布氏硬度法和洛氏硬度法。
1,布氏硬度(HB)是以直径为D的淬火钢球HBS或硬质合金球HBW为压头,在载荷的静压力下,将压头压入被测材料的表面,停留若干秒后卸去载荷,然后采用带刻度的专用放大镜测出压痕直径d,并依据d的数值从专门的表格中查出相应的HB值.布氏硬度法测试值较稳定,准确度较洛氏法高。