高锁螺栓工具
- 格式:ppt
- 大小:474.50 KB
- 文档页数:3
螺纹滚压对1240MPa级高强钛合金高锁螺栓性能的影响赵庆云;刘风雷;王立东;陈闯;王玉凤【摘要】针对1240MPa级高强钛合金高锁螺栓进行螺纹滚压强化工艺试验研究,结果表明:冷滚压螺纹时,高强钛合金高锁螺栓的螺纹牙顶出现超过0.12mm的折叠,温滚螺纹则没有超标缺陷.1240MPa级高强钛合金高锁螺栓温滚螺纹后的平均抗拉强度比冷滚螺纹的平均抗拉强度低约0.5kN,但高于标准要求20%.冷滚压的螺纹各部位显微硬度稍高于温滚压后的螺纹各部位的显微硬度,冷滚和温滚均使材料得到硬化,适用于高强钛合金高锁螺栓的螺纹滚压工艺为温滚螺纹.【期刊名称】《航空制造技术》【年(卷),期】2016(000)019【总页数】5页(P75-79)【关键词】螺纹滚压;1240MPa;高强钛合金;高锁螺栓;紧固件;加工硬化【作者】赵庆云;刘风雷;王立东;陈闯;王玉凤【作者单位】中航工业北京航空制造工程研究所,北京100024;中航工业北京航空制造工程研究所,北京100024;中航工业北京航空制造工程研究所,北京100024;中航工业北京航空制造工程研究所,北京100024;中航工业北京航空制造工程研究所,北京100024【正文语种】中文钛合金不仅强度高、重量轻、抗腐蚀、耐高温,而且与复合材料电极电位相近。
随着先进军民、用飞机钛合金和复合材料用量的不断增加,钛合金被广泛用来制造航空航天紧固件。
Ti-6Al-4V是近50多年来世界航空紧固件行业最普遍使用的钛合金,但其在使用上有两个方面的限制:(1)强度限制,抗拉强度最高1100MPa;(2)尺寸限制,最大使用尺寸约19mm。
基于飞机减重、高强度性能的目标,研究并发展1240MPa强度等级的钛合金紧固件以替代合金钢和不锈钢紧固件,是世界范围内航空紧固件领域的研究方向[1]。
航空航天对螺栓类紧固件具有较高的疲劳寿命要求,螺栓螺纹的加工要求在热处理后,采用专用模具进行滚压加工[2]。

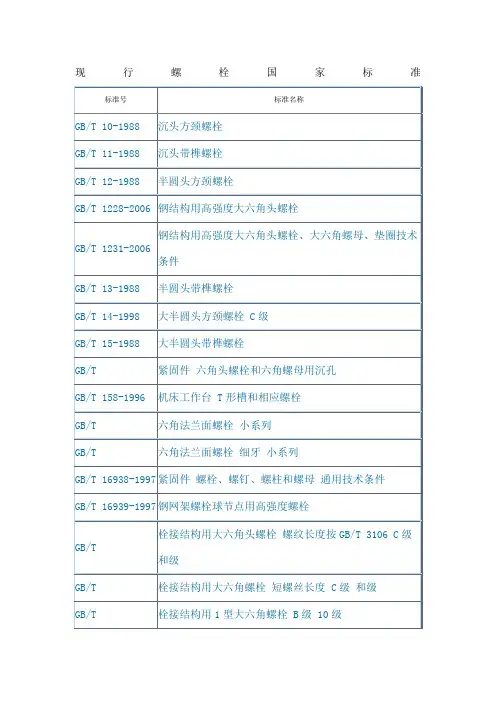
现行螺栓国家标准现行螺栓国家标准GB/T 10-1988沉头方颈螺栓GB/T 11-1988沉头带榫螺栓GB/T 12-1988半圆头方颈螺栓GB/T 1228-2006钢结构用高强度大六角头螺栓GB/T 1231-2006钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件GB/T 13-1988半圆头带榫螺栓GB/T 14-1998大半圆头方颈螺栓C级GB/T 15-1988大半圆头带榫螺栓GB/T 152.4-1988紧固件六角头螺栓和六角螺母用沉孔GB/T 158-1996机床工作台T形槽和相应螺栓GB/T 16674.1-2004六角法兰面螺栓小系列GB/T 16674.2-2004六角法兰面螺栓细牙小系列GB/T 16938-1997紧固件螺栓、螺钉、螺柱和螺母通用技术条件GB/T 16939-1997钢网架螺栓球节点用高强度螺栓GB/T 18230.1-2000栓接结构用大六角头螺栓螺纹长度按GB/T 3106 C级8.8和10.9级GB/T 18230.2-2000栓接结构用大六角螺栓短螺丝长度C级8.8和10.9级GB/T 18230.4-2000栓接结构用1型大六角螺栓B级10级GB/T 18230.6-2000栓接结构用1型大六角螺栓热浸镀锌(加大攻丝尺寸)A和B级5、6和8级GB/T 19990-2005土壤耕作机械土壤工作GB/T 27-1988六角头铰制孔用螺栓A和B级GB/T 28-1988六角头螺杆带孔铰制孔用螺栓A和B级GB/T 29.1-1988六角头头部带槽螺栓A和B级GB/T 29.2-1988十字槽凹穴六角头螺栓GB/T 3098.10-1993紧固件机械性能有色金属制造的螺栓、螺钉、螺柱和螺母。
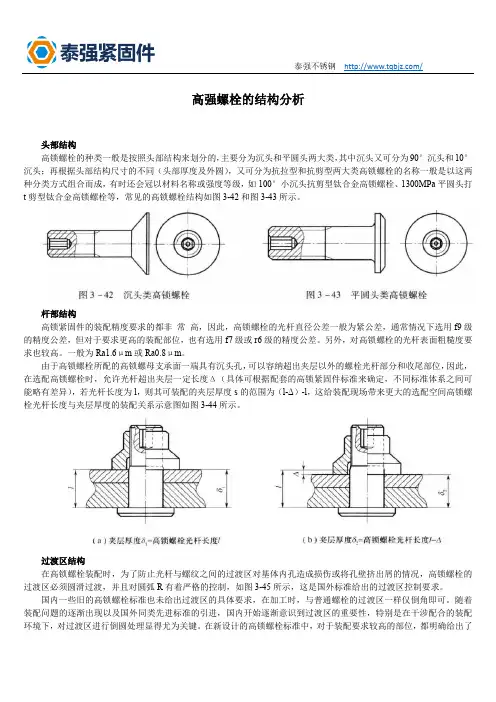
高强螺栓的结构分析头部结构高锁螺栓的种类一般是按照头部结构来划分的,主要分为沉头和平圆头两大类,其中沉头又可分为90°沉头和10°沉头;再根据头部结构尺寸的不同(头部厚度及外圆),又可分为抗拉型和抗剪型两大类高锁螺栓的名称一般是以这两种分类方式组合而成,有时还会冠以材料名称或强度等级,如100°小沉头抗剪型钛合金高锁螺栓、1300MPa平圆头打t剪型钛合金高锁螺栓等,常见的高锁螺栓结构如图3-42和图3-43所示。
杆部结构高锁紧固件的装配精度要求的都非常高,因此,高锁螺栓的光杆直径公差一般为紧公差,通常情况下选用f9级的精度公差,但对于要求更高的装配部位,也有选用f7级或r6级的精度公差。
另外,对高锁螺栓的光杆表面粗糙度要求也较高。
一般为Ra1.6μm或Ra0.8μm。
由于高锁螺栓所配的高锁螺母支承面一端具有沉头孔,可以容纳超出夹层以外的螺栓光杆部分和收尾部位,因此,在选配高锁螺栓时,允许光杆超出夹层一定长度Δ(具体可根据配套的高锁紧固件标准来确定,不同标准体系之间可能略有差异),若光杆长度为l,则其可装配的夹层厚度s的范围为(l-Δ)-l,这给装配现场带来更大的选配空间高锁螺栓光杆长度与夹层厚度的装配关系示意图如图3-44所示。
过渡区结构在高锁螺栓装配时,为了防止光杆与螺纹之间的过渡区对基体内孔造成损伤或将孔壁挤出屑的情况,高锁螺栓的过渡区必须圆滑过渡,并且对圆弧R有着严格的控制,如图3-45所示,这是国外标准给出的过渡区控制要求。
国内一些旧的高锁螺栓标准也未给出过渡区的具体要求,在加工时,与普通螺栓的过渡区一样仅倒角即可。
随着装配问题的逐渐出现以及国外同类先进标准的引进,国内开始逐渐意识到过渡区的重要性,特别是在干涉配合的装配环境下,对过渡区进行倒圆处理显得尤为关键。
在新设计的高锁螺栓标准中,对于装配要求较高的部位,都明确给出了过渡区的控制要求。
部分国内高锁螺栓标准对过渡区的控制如图3 - 46所示,螺栓光杆从K线左侧F距离即A点(切点)开始平滑地下降到螺纹大径最大依D'延伸线以下即G点,平滑曲线AG段及与光杆的接合不应有可见线。
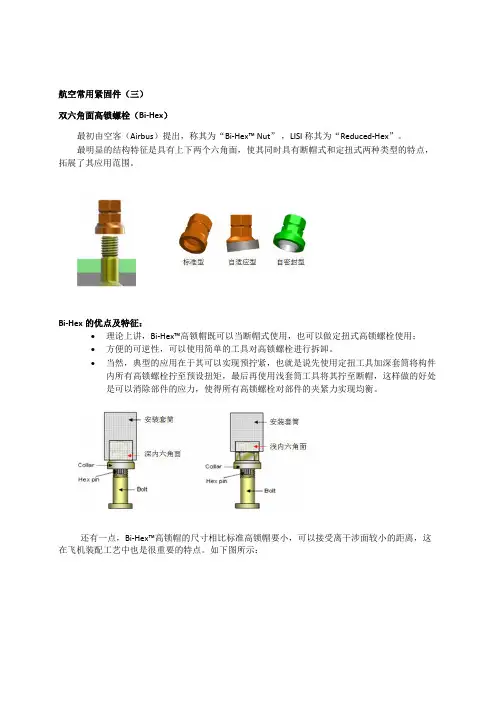
航空常用紧固件(三)双六角面高锁螺栓(Bi-Hex)最初由空客(Airbus)提出,称其为“Bi-Hex™ Nut”,LISI称其为“Reduced-Hex”。
最明显的结构特征是具有上下两个六角面,使其同时具有断帽式和定扭式两种类型的特点,拓展了其应用范围。
Bi-Hex的优点及特征:∙理论上讲,Bi-Hex™高锁帽既可以当断帽式使用,也可以做定扭式高锁螺栓使用;∙方便的可逆性,可以使用简单的工具对高锁螺栓进行拆卸。
∙当然,典型的应用在于其可以实现预拧紧,也就是说先使用定扭工具加深套筒将构件内所有高锁螺栓拧至预设扭矩,最后再使用浅套筒工具将其拧至断帽,这样做的好处是可以消除部件的应力,使得所有高锁螺栓对部件的夹紧力实现均衡。
还有一点,Bi-Hex™高锁帽的尺寸相比标准高锁帽要小,可以接受离干涉面较小的距离,这在飞机装配工艺中也是很重要的特点。
如下图所示:安装步骤:第一步,预拧紧,使用深套筒,工具设定扭矩,安装至预设扭矩;第二步,最终拧紧,使用浅套筒,拧紧至断帽(工具不需定扭),安装完成。
常用的双六角面高锁螺栓:∙HST 1380,铝合金双六角面高锁螺母,LISI标准∙ASNA 2528,铝合金双六角面高锁螺母,法宇航(空客)标准∙ASNA 2536,不锈钢双六角面高锁螺母,法宇航(空客)标准Bi-Hex高锁螺栓对安装工具的要求:∙典型的安装工具解决方案是采用两把工具分别完成两个阶段的安装;∙预拧紧阶段需要深套筒加长六角芯,动力工具必须具备输出扭矩精确可控的能力;∙最终扭矩阶段使用浅套筒加普通动力工具,也就是前面所说的断帽时安装工具;∙须采用非冲击式动力工具,如是气动工具,其空载转速低于320 rpm。
下一期,小马讲堂将介绍Aster™高锁螺栓以及安装工具,敬请期待。
0引言螺栓拧紧工具作为产品组装的重要工具之一,对产品的装配质量及装配效率影响很大,如何根据产品的实际装配空间及效率要求选择合适的拧紧工具非常关键。
目前螺栓拧紧工具种类繁多,工具分类形式没有统一规范,螺栓拧紧工具的外形、尺寸、重量等参数各品牌之间存在较大的差异,各品牌的使用寿命也不相同,导致螺栓拧紧工具的选型工作存在一定难度。
在选择螺栓拧紧工具时,应首先了解螺栓拧紧工具的基本原理及相关参数,其次考虑产品结构空间特性及装配效率要求,综合螺栓拧紧工具及产品结构特性,选择合适的拧紧工具。
此外,螺栓拧紧工具的应用需要注意日常的维护保养,及时做好维护保养将大幅度提高工具的寿命,降低企业的运营成本。
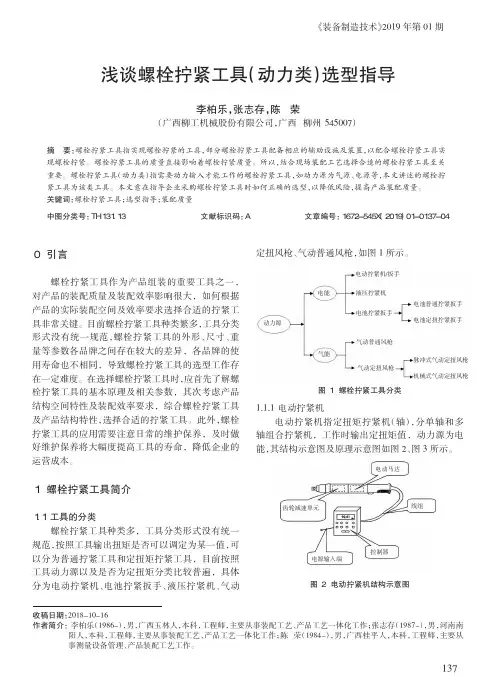
1螺栓拧紧工具简介1.1工具的分类螺栓拧紧工具种类多,工具分类形式没有统一规范,按照工具输出扭矩是否可以调定为某一值,可以分为普通拧紧工具和定扭矩拧紧工具,目前按照工具动力源以及是否为定扭矩分类比较普遍,具体分为电动拧紧机、电池拧紧扳手、液压拧紧机、气动定扭风枪、气动普通风枪,如图1所示。
图1螺栓拧紧工具分类1.1.1电动拧紧机电动拧紧机指定扭矩拧紧机(轴),分单轴和多轴组合拧紧机,工作时输出定扭矩值,动力源为电能,其结构示意图及原理示意图如图2、图3所示。
图2电动拧紧机结构示意图浅谈螺栓拧紧工具(动力类)选型指导李柏乐,张志存,陈荣(广西柳工机械股份有限公司,广西柳州545007)摘要:螺栓拧紧工具指实现螺栓拧紧的工具,部分螺栓拧紧工具配备相应的辅助设施及装置,以配合螺栓拧紧工具实现螺栓拧紧。
螺栓拧紧工具的质量直接影响着螺栓拧紧质量。
所以,结合现场装配工艺选择合适的螺栓拧紧工具至关重要。
螺栓拧紧工具(动力类)指需要动力输入才能工作的螺栓拧紧工具,如动力源为气源、电源等,本文讲述的螺栓拧紧工具为该类工具。
本文意在指导企业采购螺栓拧紧工具时如何正确的选型,以降低风险,提高产品装配质量。
关键词:螺栓拧紧工具;选型指导;装配质量中图分类号:TH131.13文献标识码:A文章编号:1672-545X(2019)01-0137-04收稿日期:2018-10-16作者简介:李柏乐(1986-),男,广西玉林人,本科,工程师,主要从事装配工艺、产品工艺一体化工作;张志存(1987-),男,河南南阳人,本科,工程师,主要从事装配工艺、产品工艺一体化工作;陈荣(1984-),男,广西桂平人,本科,工程师,主要从事测量设备管理、产品装配工艺工作。
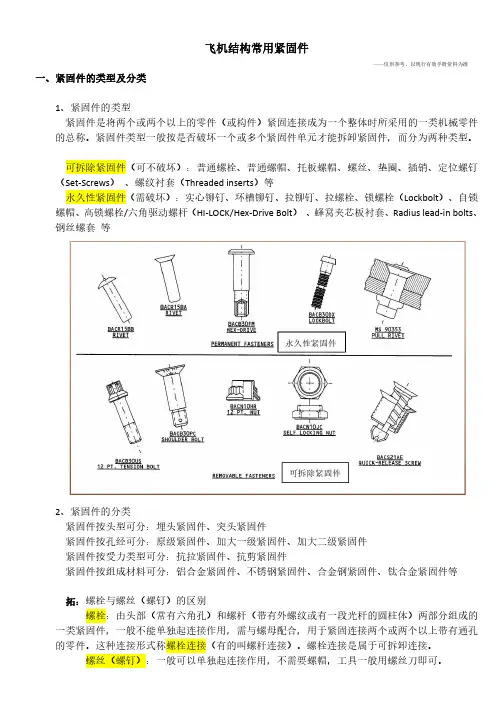
飞机结构常用紧固件——仅供参考,以现行有效手册资料为准一、紧固件的类型及分类1、紧固件的类型紧固件是将两个或两个以上的零件(或构件)紧固连接成为一个整体时所采用的一类机械零件的总称。
紧固件类型一般按是否破坏一个或多个紧固件单元才能拆卸紧固件,而分为两种类型。
可拆除紧固件(可不破坏):普通螺栓、普通螺帽、托板螺帽、螺丝、垫圈、插销、定位螺钉(Set-Screws)、螺纹衬套(Threaded inserts)等永久性紧固件(需破坏):实心铆钉、环槽铆钉、拉铆钉、拉螺栓、锁螺栓(Lockbolt)、自锁螺帽、高锁螺栓/六角驱动螺杆(HI-LOCK/Hex-Drive Bolt)、蜂窝夹芯板衬套、Radius lead-in bolts、钢丝螺套等永久性紧固件可拆除紧固件2、紧固件的分类紧固件按头型可分:埋头紧固件、突头紧固件紧固件按孔经可分:原级紧固件、加大一级紧固件、加大二级紧固件紧固件按受力类型可分:抗拉紧固件、抗剪紧固件紧固件按组成材料可分:铝合金紧固件、不锈钢紧固件、合金钢紧固件、钛合金紧固件等拓:螺栓与螺丝(螺钉)的区别螺栓:由头部(常有六角孔)和螺杆(带有外螺纹或有一段光杆的圆柱体)两部分组成的一类紧固件,一般不能单独起连接作用,需与螺母配合,用于紧固连接两个或两个以上带有通孔的零件。
这种连接形式称螺栓连接(有的叫螺杆连接)。
螺栓连接是属于可拆卸连接。
螺丝(螺钉):一般可以单独起连接作用,不需要螺帽,工具一般用螺丝刀即可。
二、紧固件的件号1、航空紧固件的标识通常以国家、行业或企业代号及系列号作为规范标识。
常用航空紧固件规范标识编号类型有:BAC-(Boeing Aircraft Company)波音公司标准。
如:BACR15-(铆钉)、BACB30-(螺栓)等NAS-(National Aerospace Standard)美国国家航空标准。
如:NAS1791、NAS1152等MS-(Military Standard)美国军用标准。
A-组件D—零件U—标准件M—原材料T-工装Rivet 铆钉bolt 螺栓HI-LOCK 高锁Tool 工装clamp 夹具cleco clamp 鸭嘴夹Chore 掾CCW 逆时针CW 顺时针Trim,strencit 挫修protrude 突出fay 结合面Tolerance 公差tangent 切线的common to 配合Reconvene 提交enamel 涂油漆pilot hole 导孔Auxiliary beam,AUX beam 辅梁clop 销子Drill start 钻点scrap 作废drill plate 钻模Nominal 理论值actually 实际值radius 圆角Drill bit 钻头chuck,reamer 铰刀set 锪窝头Bulkhead=BHD 框plug guage 塞尺hinge 铰链Decimal 小数点十进制bushings 轴wrench 扳手Scale 标尺screw 螺丝钉torque 扭力楔形垫圈:washer tapered 支架组件:bracket assy 楔形垫片:filler tapered laminated shim 叠形垫片加强件:stiffener 槽形件:channel 腹板:web电气垫片:shim—elect 电气装置:elec-provisions电气支架:elec bracket 铆钉:rivet 高锁螺栓:hi—lock 锁紧套:collar 护孔环:grommet 黏结剂:adhesive托盘螺母:nut—plate 盘形件:pan 密封胶:sealant角材:angle 板形件:pan 梁:beam剪切板:splice plate 支架:bracket , gse support法兰盘:flange assy支撑角片:support clip 垫片:filler接地桩:ground stud 接地块:block轴肩螺栓:bolt-shoulder 垫圈:washer支撑接头组件:ftg。

高锁螺母的性能1、性能等级:高锁螺母的性能等级与MJ螺纹螺母的性能等级基本相同,只是高锁螺母的性能等级的种类要偏少一些,同样是根据所用的材料经热处理或冷加工后的强度级别进行划分。
高锁螺母常用的材料主要有铝合金、高温合金、钛合金和不锈钢,铝合金的常用牌号有LY12(2A12)、2024、7075;高温合金的常用牌号有GH2132、A286;钛合金的常用牌号有TC4、ti-6AL-4V、ti-3Al-2.5V;不锈钢的常用牌号有300系列不锈钢、17-4PH。
对于铝合金材料的高锁螺母,通过淬火时效的热处理方式进行强化,国产牌号LY12(2A12)失效后的状态为CS(T6)状态;国外牌号2024时效后的状态为T6状态,7075时效后的状态为T73状态。
由于铝合金材料的高锁螺母的强度界别较低,抗拉力值也不高,相当于450MPa级,主要是与承剪的高锁螺栓装配,因此,也称为抗剪型高锁螺母。
对于高温合金材料的高锁螺母,主要是通过固熔时效的热处理方式进行强化,也可以通过冷加工的方式提高其极限拉伸强度,其经过时效后或冷加工后的强度等级一般为1100MPa级;对于钛合金材料的高锁螺母,主要是通过退火或时效的热处理方式进行强化,其经过热处理后的强度等级一般也是1100MPa级。
对于不锈钢材料的高锁螺母,主要是分为两大类:一类是只通过冷加工方式提高其极限拉伸强度的30系列不锈钢,其强度等级也可大1100MPa级;另一类是通过时效的热处理方式进行强化的17-4PH不锈钢,其强度等级科大1300MPa级。
由于该系列高锁螺母主要是与承拉的高锁螺栓装配,因此,均称之为抗拉型高锁螺母。
2、力学性能:高锁螺母的力学性能指标主要为“三个力矩”和“两个力”。
“三个力矩”值得是锁紧力矩、松脱力矩和拧断力矩,“两个力”指的是抗拉力和预紧力,正式由于这5个重要的力学性能指标才确保了高锁螺母与高锁螺栓之间良好的装配性能。
三个力矩:高锁螺母其实就是一种有效力矩型的自锁螺母,唯一不同的就是高锁螺母是一次使用,因此,只考虑其一次锁紧循环指标,而没有普通自锁螺母的多次锁紧循环指标。
APP 贵州航天精工制造有限公司企业标准APP J11.45-2009钛合金抗剪型100°沉头高锁螺栓(共9页)2009-08-20发布 2009-08-22实施贵州航天精工制造有限公司发布前言本标准依据HST11-1998标准编制而成,结构尺寸及性能要求与其一致,并将原文中引用的美标表面处理技术规范按等同设计的原则转换为相对应的企业标准,本标准与HST11-1998具有互换使用的关系。
本标准代替标准APP J11.45-2008。
钛合金抗剪型100°沉头高锁螺栓1 范围本标准规定了钛合金抗剪型100°沉头高锁螺栓的材料、结构、尺寸等内容。
本标准适用于钛合金抗剪型100°沉头高锁螺栓的研制和批产。
2 引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是未注日期的引用文件,其最新版本适用于本标准。
HB5800 未注尺寸公差APP J0.1-2008 钛合金热处理工艺规范APP J0.10.2-2008 涂铝工艺规范(等效于Hi-Shear294)APP J0.10.3-2008 涂铝工艺规范(等效于Hi-Shear397)APP J0.11-2008 涂十六醇工艺规范(等效于Hi-Shear305)APP J0.29-2008 离子气相沉积(I.V.D)涂铝工艺规范(等效于MIL-C-83488)APP J0.35-2008 表面涂覆工艺规范(等效于Hi-Shear306)APP J0.36-2008 磷酸盐氟化物处理(等效于AMS2486)APP J0.45.2-2008 干膜润滑工艺规范(等效于MIL-L-46010)APP J0.45.3-2008 涂MoS2干膜润滑工艺规范(等效于Hi-Shear292)APP J11.20-2009 高锁螺栓技术规范AMS4928 钛合金棒、线材料规范AMS4967 钛合金棒、线材料规范AS8879 牙底圆弧半径可控的增大小径螺纹通用规范3 要求3.1 结构和尺寸钛合金抗剪型100°沉头高锁螺栓结构、尺寸见图1和表1。
航空常用紧固件(一)断帽式高锁螺栓(Frangible Collar)随着现代航空技术的发展,大量的新型材料被用于飞机结构,最典型的代表是复合材料(CFRP)的普遍应用,导致了飞机装配工艺的变革,大量的新型紧固件被用于飞机制造,其中最具代表性的就是高锁螺栓的大量使用。
高锁螺栓,其全称为高抗剪自锁式螺栓。
按照飞机不同部位应用的要求,分为抗拉型和抗剪型两大类别;按照其结构及安装方式又分有多种类型。
本课堂分几期介绍高锁螺栓的种类及其对安装工具的要求。
断帽式高锁螺栓是发展最早,至今为止应用最普遍的一种。
常用规格如下:∙抗拉应用:HST12/HST13 (PIN)、 HST78/HST95 (COLLAR)∙抗剪应用:HST10/HST11 (PIN)、 HST79/HST97 (COLLAR)抗拉和抗剪型高锁螺栓其结构相同,只是多数情况下抗剪型大都选择铝合金(如7075-T73)高锁帽。
断帽式高锁螺栓结构示意图:需要说明的是,早期的Hi-Lok™ (HL)已经基本被Hi-Lite™ (HST)取代,其优点如下:• 在保证强度的前提下,钉体与第一道承载螺纹之间的过渡区域缩短,使其尺寸更小,重量更轻,如下图。
• 高锁帽的过渡区域也随之变短,使其与高锁钉的配合更加紧凑;优化设计的Hi-Lite™(HST)比Hi-Lok™(HL)在降低重量方面效果显著,尤其是抗剪型,其重量可降低13%。
但对抗拉型来说,重量降低不明显。
不过,这已经是一个很了不起的进步了,因为通常一架飞机上有85%以上的高锁螺栓是抗剪的。
高锁螺栓的安装步骤:1.穿入高锁钉PIN并带入高锁帽COLLAR;2.拧紧工具的六角芯保证在安装过程中高锁钉(PIN)静止不动;3.持续拧紧高锁帽直至六角部分被拧断分离,此时,高锁螺栓也被安装在正确的扭矩下。
高锁螺栓安装示意图:断帽式高锁螺栓另一大优点是对安装工具无定扭要求,只要求工具的输出扭矩大于断帽扭矩(Torque-Off)即可,这可以降低整套工具的成本。
航空常用紧固件(一)断帽式高锁螺栓(Frangible Collar)随着现代航空技术的发展,大量的新型材料被用于飞机结构,最典型的代表是复合材料(CFRP)的普遍应用,导致了飞机装配工艺的变革,大量的新型紧固件被用于飞机制造,其中最具代表性的就是高锁螺栓的大量使用。
高锁螺栓,其全称为高抗剪自锁式螺栓。
按照飞机不同部位应用的要求,分为抗拉型和抗剪型两大类别;按照其结构及安装方式又分有多种类型。
本课堂分几期介绍高锁螺栓的种类及其对安装工具的要求。
断帽式高锁螺栓是发展最早,至今为止应用最普遍的一种。
常用规格如下:∙抗拉应用:HST12/HST13 (PIN)、 HST78/HST95 (COLLAR)∙抗剪应用:HST10/HST11 (PIN)、 HST79/HST97 (COLLAR)抗拉和抗剪型高锁螺栓其结构相同,只是多数情况下抗剪型大都选择铝合金(如7075-T73)高锁帽。
断帽式高锁螺栓结构示意图:需要说明的是,早期的Hi-Lok™ (HL)已经基本被Hi-Lite™ (HST)取代,其优点如下:• 在保证强度的前提下,钉体与第一道承载螺纹之间的过渡区域缩短,使其尺寸更小,重量更轻,如下图。
• 高锁帽的过渡区域也随之变短,使其与高锁钉的配合更加紧凑;优化设计的Hi-Lite™(HST)比Hi-Lok™(HL)在降低重量方面效果显著,尤其是抗剪型,其重量可降低13%。
但对抗拉型来说,重量降低不明显。
不过,这已经是一个很了不起的进步了,因为通常一架飞机上有85%以上的高锁螺栓是抗剪的。
高锁螺栓的安装步骤:1.穿入高锁钉PIN并带入高锁帽COLLAR;2.拧紧工具的六角芯保证在安装过程中高锁钉(PIN)静止不动;3.持续拧紧高锁帽直至六角部分被拧断分离,此时,高锁螺栓也被安装在正确的扭矩下。
高锁螺栓安装示意图:断帽式高锁螺栓另一大优点是对安装工具无定扭要求,只要求工具的输出扭矩大于断帽扭矩(Torque-Off)即可,这可以降低整套工具的成本。
第34卷第12期中国机械工程V o l .34㊀N o .122023年6月C H I N A M E C HA N I C A LE N G I N E E R I N Gp p.1387G1394高锁螺母收口㊁装配及松动过程有限元分析张京东1㊀邓㊀博2㊀桂学文1㊀李㊀健2㊀廖日东11.北京理工大学机械与车辆学院,北京,1000812.中国航空工业标准件制造有限责任公司,贵阳,550014摘要:针对U N J 螺纹高锁螺母开展了有限元建模方法研究,编写了可生成结构化网格的建模程序,并建立了精细的有限元网格模型.对高锁螺母的收口过程㊁装配过程及受到横向载荷下的松动行为进行了有限元仿真,并通过拧紧试验对仿真得到的锁紧力矩值进行了验证.仿真结果表明:在一定收口量范围内,高锁螺母的最大径向位移量以及锁紧力矩均与收口量近似满足线性关系,且随着收口量的增大,最大径向位移量与锁紧力矩均增大;高锁螺母的锁紧力矩越大对应防松性能越好,然而收口量对防松性能存在最优值,当收口量超过最优值后,继续增大收口量对防松性能的提升效果并不显著.关键词:高锁螺母;收口;锁紧力矩;防松性能中图分类号:V 229D O I :10.3969/j .i s s n .1004 132X.2023.12.001开放科学(资源服务)标识码(O S I D ):F i n i t eE l e m e n tA n a l y s i s f o rE x t r u s i o n ,A s s e m b l y a n dL o o s e n i n g Pr o c e s s e s o fH i Gl o c kN u t sZ H A N GJ i n g d o n g 1㊀D E N GB o 2㊀G U IX u e w e n 1㊀L I J i a n 2㊀L I A O R i d o n g11.S c h o o l o fM e c h a n i c a l E n g i n e e r i n g ,B e i j i n g I n s t i t u t e o fT e c h n o l o g y ,B e i j i n g,1000812.C h i n aA v i a t i o n I n d u s t r y S t a n d a r dP a r t sM a n u f a c t u r i n g C o .,L t d .,G u i y a n g,550014A b s t r a c t :T h eF E (f i n i t e e l e m e n t )m o d e l i n g m e t h o do fU N J t h r e a d e dh i Gl o c kn u t sw a s i n v e s t i ga Gt e d ,a n d am o d e l i n gp r o g r a m w a sw r i t t e n t o g e n e r a t e s t r u c t u r e dm e s h e s ,t h r o u ghw h i c h t h e f i n eF E m e s h e dm o d e l w a s e s t a b l i s h e d .T h e e x t r u s i o n p r o c e s s ,a s s e m b l y p r o c e s s a n d l o o s e n i n g be h a v i o r u n d e r t r a n s v e r s e l o a d s o fh i Gl o c kn u t sw e r es i m u l a t e db y fi n i t ee l e m e n tm e t h o d (F E M ),a n dt h es i m u l a t e d l o c k i n g t o r q u e w a sv e r i f i e db y t i g h t e n i n g te s t s .T h es i m u l a t i o nr e s u l t ss h o wt h a tw i t h i nac e r t a i n r a n g e ,t h em a x i m u mr a d i a l d i s p l a c e m e n t a n d t h e l o c k i n g t o r q u e of t h e h i Gl o c kn u t s a r e l i n e a r l y re l a t e d t o t h ee x t r u s i o na m o u n ta p p r o x i m a t e l y.W i t ht h ee x t r u s i o na m o u n t i n c r e a s e s ,t h e m a x i m u m r a d i a l d i s p l a c e m e n t a n d t h e l o c k i n g t o r q u eb o t h i n c r e a s e .T h e h i g h e r t h e l o c k i n g t o r qu e o f t h e h i Gl o c kn u t s ,t h e b e t t e r t h e a n t i Gl o o s e n i n gp e r f o r m a n c e .H o w e v e r ,t h e r e i s a no pt i m a l v a l u eo f t h e e x t r u s i o na m o u n t f o r t h e a n t i Gl o o s e n i n g p e r f o r m a n c e .O n c e t h e e x t r u s i o n a m o u n t e x c e e d s t h e o p t i m u mv a l u e ,i n c r e a s i n gt h e a m o u n t o f e x t r u s i o nd o e s n o t h a v e a s i g n i f i c a n t e f f e c t o n t h e i m p r o v e m e n t o f t h e a n t i Gl o o s e n i n gpe rf o r m a n c e .K e y wo r d s :h i Gl o c kn u t ;e x t r u s i o n ;l o c k i n g t o r q u e ;a n t i Gl o o s e n i n gp e r f o r m a n c e 收稿日期:20220802基金项目:国家自然科学基金重点项目(U 2141217)0㊀引言高锁螺母是由美国H I GS H E A R 公司于20世纪50年代研发的一类不可重复使用型紧固件,通常与高锁螺栓配合使用,因其具有防松性能好㊁预紧力可控㊁装配效率高等优点在航空航天飞行器的装配中得到了广泛的应用[1G3].我国在以往的航空航天产品研发中对于此类紧固件多采用进口件,但随着采购周期㊁成本等原因的限制,对此类紧固件进行自主研发的需求和必要性大大提高.目前国内已有一些完成国产化的高锁螺母系列,但材料㊁规格并不齐全[4],对高锁螺母仍需要开展细致与系统的工作.高锁螺母由工艺部分和工作部分组成,两部分之间由拧断槽连接.高锁螺母的工艺部分主要是在安装时起到扳拧的作用.在高锁螺母的装配过程中,通过对工艺部分施加扭矩,使其旋入螺栓中,直至与被夹紧件接触产生预紧力.随着预紧扭矩的不断增大达到拧断槽的设计拧断力矩时,工艺部分从拧断槽处断裂㊁脱落,连接处仅保留工作部分[5G6].高锁螺母的紧固性能体现在五个重要指标:锁紧力矩㊁拧断力矩㊁松脱力矩㊁预紧力和抗拉力[6].其中锁紧力矩是指螺母旋入螺栓且未产生预紧力时所需的最大拧入力矩.锁紧力矩的产生主要是由于高锁螺母的螺纹连接部分使用了多点挤压收口工艺.在收口过程中内螺纹产生塑性变形,这样在与外螺纹配合时会产生过盈装配的效7831 Copyright ©博看网. All Rights Reserved.果,从而在装配过程中产生锁紧力矩,达到自锁防松的目的.拧断力矩是高锁螺母拧断槽发生断裂时的拧紧力矩,由材料属性及拧断槽的结构形式和尺寸决定,而且拧断力矩是获得合适预紧力的主要因素.若拧断力矩过大,则最终产生的预紧力过大,导致螺纹及被夹紧件产生强度问题;若拧断力矩过小,则无法满足紧固要求.综合来看,锁紧力矩㊁拧断力矩及预紧力这三个参数之间还是密切联系的.其中预紧力是基本紧固目标,锁紧力矩对应防松要求,拧断力矩是装配控制的目标.预紧力与锁紧力矩的大小共同决定了拧断力矩的大小,三者之间存在扭拉关系.王立东等[7]对不同收口量下的钛合金自锁螺母进行了拧紧实验研究,结果表明在不同收口量下自锁螺母的安装力矩与预紧力基本成线性关系.吴南星等[8]分别对未收口以及收口后的高锁螺母进行了拧紧实验,验证了高锁螺母锁紧力矩是线性叠加到拧断力矩上的.锁紧力矩是高锁螺母5个关键参数中最难设计与确定的.从锁紧力矩设计角度来说,需要高锁螺母的松动指标指导设计,使得锁紧力矩处于一个合适的区间内,既不过大导致安装不便甚至发生螺纹面磨损㊁涂层破坏等问题[9],也不过小使其失去防松效果导致松动失效.锁紧力矩的影响因素众多,如材料参数㊁收口参数(收口点数㊁收口量等)㊁润滑参数等,而这些参数往往处于国外的技术封锁中,也是生产制造中的关键所在.由于高锁螺母收口工艺的存在,内螺纹在经过收口挤压变形后的几何形状并不清楚,内外螺纹之间的接触面是复杂的三维曲面干涉配合,对其进行建模㊁仿真存在一定困难,相关有限元仿真工作较少,且不够细致[10].目前针对高锁螺母的研究更多的是通过拧紧实验研究收口工艺与锁紧力矩之间的关系.吴南星等[11]通过拧紧试验研究了不同材料㊁润滑条件㊁表面处理方式对高锁螺母锁紧力矩的影响,拧紧实验结果表明高锁螺母的锁紧力矩会随着材料的硬度减小㊁润滑条件的改善而减小.孙景冬等[12]通过对不同收口因素下的自锁螺母进行试验发现,增大收口量㊁收口点数以及收口段壁厚可以增大锁紧力矩.在对此类产品的设计及加工制造中,锁紧力矩等关键指标对最终的紧固性能起决定性作用.但是相关基础研究工作开展较少,尚不能开展相应的预测设计,导致产品研制成本高㊁周期长,大大影响了该产品的国产化进程.本文针对U N J螺纹高锁螺母的有限元建模方法开展研究,建立了有限元模型,对高锁螺母的收口及装配过程进行了有限元仿真研究,探究收口量对锁紧力矩的影响,并进行了实验验证.最后对不同收口量下的高锁螺母的防松性能进行了仿真研究.1㊀有限元建模方法及软件开发正如前文所述,高锁螺母经过挤压后,其内部变形不规则,无法直接建模,需先建立未收口的高锁螺母模型,再进行收口工艺仿真.根据文献[13]提出的螺纹建模方法,首先建立螺母基体网格,再根据螺纹线方程计算螺纹部分网格节点位置,最后对螺母基体网格节点坐标进行修改,得到包含螺纹细节的网格模型.这种方法考虑了精准的螺旋形状,生成的网格均为六面体网格,网格规模和计算精度可控,提高了求解精度和求解效率.本文分析对象为U N J螺纹规格的高锁螺母,首先建立U N J螺纹的螺纹线方程.U N J螺纹是一种控制根部半径的英制螺纹,它的根部圆角比普通英制螺纹更大,其螺纹牙型尺寸如图1所示.其中P为螺纹的螺距,H为牙高,D为大径, D1为小径,D2为中径.图1㊀U N J螺纹的基本牙型F i g.1㊀B a s i c p r o f i l e o fU N J t h r e a d设螺纹面上任一点到轴向的距离为l,其轴向截面内角度为θ,牙根部的圆弧半径为r,如图2所示,半个螺距高度内的螺纹可以分为三段.(1)0ɤθ<θ1对应螺纹牙顶段,其中l=12D1(1)θ1=0.3125HHπ=516π(2)当θ1ɤθ<θ2时,有l=θπH+12D-0.5625H-0.3125H=Hπθ+12D-78H(2)θ2=π-32rP2π=π(1-3r P)(3)8831中国机械工程第34卷第12期2023年6月下半月Copyright©博看网. All Rights Reserved.(a)沿着螺栓轴线的横截面(b)垂直于螺栓轴线的截面图2㊀内螺纹的几何形状F i g.2㊀G e o m e t r y o f i n t e r n a l t h r e a d (3)当θ2ɤθɤπ时,该段为螺纹牙底根部的圆弧段,圆心所在高度l1为l1=12D+18H-2r(4)则l=l1+r2-(π-θπ 12P)2=D 2+H8-2r+r2-P24π2(π-θ)2(5)其中根部圆角半径r也需要满足一定条件,切点Q1㊁Q2应处在螺纹大径或大径外侧,即切点的径向位置l Q与两个切点在高度方向的距离S Q1Q2应满足l Qȡ12D㊀㊀S Q1Q2ɤ18P则有r=S Q1Q23ɤ324P(6)最终得到螺纹线方程:l=12D1㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀0ɤθ<θ1Hπθ+12D-78Hθ1ɤθ<θ2D2+H8-2r+r2-P24π2(π-θ)2θ2ɤθɤπìîíïïïïïïïï(7)θ1=516π㊀㊀θ2=(1-3r P)πrɤ324P㊀㊀H=32P同理可得到U N J螺纹的外螺纹线方程:l=D2-78H+2r-r2-P24π2θ2㊀㊀0ɤθɤθ1Hπθ+12D-78Hθ1<θ<θ2D2θ2ɤθɤπìîíïïïïïï(8)θ1=3πP r㊀㊀θ2=78πrɤ5348P㊀㊀H=32P根据内外螺纹线方程,开发了高锁螺母的六面体有限元网格生成软件,软件界面如图3所示.软件中可以设置螺纹部分周向及螺距方向的网格数,便于生成不同网格密度的模型.利用此软件建立不同网格密度的高锁螺母网格模型,如图4所示.图3㊀高锁螺母的六面体有限元网格生成软件F i g.3㊀H e x a h e d r a l f i n i t e e l e m e n tm e s h g e n e r a t i o ns o f t w a r e f o r h iGl o c kn u t s2㊀收口工艺过程仿真利用前文介绍的建模方法及螺纹连接结构六面体网格生成软件建立不同网格密度的高锁螺母有限元仿真模型,对收口块施加螺母径向收口量,螺母底面约束轴向和转动自由度,如图5所示.铝合金高锁螺母材料参数见表1,其弹塑性参数通过材料拉伸试验测得,应力应变关系如图6所示.不同网格密度下收口后的轴截面螺纹高度方向路径上的径向位移u r结果如图7所示.图8所示为不同网格密度下径向位移量的相对误差.9831高锁螺母收口㊁装配及松动过程有限元仿真研究 张京东㊀邓㊀博㊀桂学文等Copyright©博看网. All Rights Reserved.㊀㊀(a )周向36等分螺距12等分㊀㊀㊀㊀(b )周向48等分螺距16等分㊀㊀(c )周向60等分螺距20等分㊀㊀㊀㊀(d )周向72等分螺距24等分图4㊀不同网格密度的高锁螺母有限元网格模型F i g.4㊀F i n i t e e l e m e n tm e s hm o d e l o f h i Gl o c kn u tw i t h d i f f e r e n tm e s hd e n s i ty图5㊀收口过程有限元仿真模型F i g.5㊀F i n i t e e l e m e n t s i m u l a t i o nm o d e l o f e x t r u d e d p r o c e s s 表1㊀材料参数T a b .1㊀M a t e r i a l p a r a m e t e r s材料密度ρ(k g /m 3)弹性模量E (G P a )屈服强度σs (M P a )泊松比ν7075铝合金2810654050.33图6㊀材料应力应变曲线F i g.6㊀S t r e s s Gs t r a i n c u r v e o fm a t e r i a l 图7㊀不同网格密度下高锁螺母最大径向位移F i g .7㊀M a x i m u mr a d i a l d i s pl a c e m e n t o f h i Gl o c kn u t u n d e r d i f f e r e n tm e s hd e n s i t y图8㊀不同网格密度下径向位移的相对误差F i g .8㊀R e l a t i v e e r r o r o f r a d i a l d i s pl a c e m e n t u n d e r d i f f e r e n tm e s hd e n s i t y从图7㊁图8中可以看出,在相同的收口量Δ作用下,不同网格密度的模型中最大径向变形结果随着网格密度的增大略有增大,当网格密度增大至周向60等分螺距20等分时,再继续增加网格密度,最大径向位移相对误差不超过0.5%,考虑计算成本,计算可以采用周向60等分螺距20等分的网格进行计算.当收口块径向位移为0.2mm 时,螺母变形量最大,而当撤去收口块位移时,螺母会有轻微的回弹,径向变形量减小,最终形成四点收口的高锁螺母,不同时刻的应力分布云图见图9.由图9可以看出,高锁螺母的安装工艺部分在卸载后残余应力相对较小,螺母的变形主要集中在与收口块接触的区域.考虑当高锁螺母拧紧结束后,其安装工艺部分会脱落,故建立仅含有螺纹部分的简化模型,省略工艺部分及拧断槽,如图10所示,并进行相同收口量的收口计算.简化模型与原始模型收口后的径向变形结果如图11所示.可以看出,两种模型的径向变形量十分接近,原始模型的最大径向位移为-0.165mm ,简化模型的最大径向位移为-0.166mm ,二0931 中国机械工程第34卷第12期2023年6月下半月Copyright ©博看网. All Rights Reserved.(a)变形量最大时刻(b)卸载后结果图9㊀0.2m m 收口量下的应力分布F i g.9㊀S t r e s s d i s t r i b u t i o nu n d e r 0.2m me x t r u d e d v o l u me 图10㊀简化模型网格图F i g .10㊀M e s hm o d e l o f s i m pl i f i e dm o d el (a)原模型(b)简化模型图11㊀0.2m m 收口量下的径向变形结果对比F i g .11㊀C o m pa r i s o no f r a d i a l d e f o r m a t i o n r e s u l t s o f 0.2m me x t r u d e da m o u n t者仅相差0.001mm .两种模型内螺纹沿着收口中心位置的轴截面上路径(图10中路径)分布,如图12所示.可以看出完整的高锁螺母模型由于受到安装工艺部分结构的约束,刚度更大,在靠近工艺部分的起始位置上的径向变形量相对简化模型的径向变形量会偏小,但考虑该位置的径向变形较小,对拧紧过程的锁紧力矩计算影响也很小,故后续计算都将采用简化模型.图12㊀沿轴截面路径上的径向变形结果对比F i g .12㊀C o m p a r i s o no f r a d i a l d e f o r m a t i o n r e s u l t s a l o n gt h e a x i a l s e c t i o n p a t h在简化模型的基础上,改变收口量Δ的大小,分别取收口量为0.10mm ㊁0.11mm ㊁0.12mm ㊁0.13mm ㊁0.14mm ㊁0.15mm 进行收口工艺的仿真,得到收口工艺卸载结束后轴截面上沿高度方向路径上的径向位移分布如图13所示.不图13㊀卸载结束时刻不同收口量下内螺纹的径向变形F i g.13㊀R a d i a l d e f o r m a t i o no f i n t e r n a l t h r e a du n d e r d i f f e r e n t e x t r u d e da m o u n t a t t h e e n do f u n l o a d i n g同收口量下收口挤压结束时刻与卸载结束时刻的径向变形量如图14所示.由图13㊁图14可以看出,在挤压结束时刻内螺纹的径向变形量明显小于收口块上施加的收口量,而在卸载结束时刻,随着收口量的增大,径向变形量也不断增大.压缩最大时刻与卸载后的最大径向变形量和收口量之间均近似满足线性关系:Δe ʈΔ-0.03Δr ʈΔ-0.06}(9)1931 高锁螺母收口㊁装配及松动过程有限元仿真研究张京东㊀邓㊀博㊀桂学文等Copyright ©博看网. All Rights Reserved.0.1ɤΔɤ0.15式中,Δe 为压缩最大时的最大径向变形量;Δr 为卸载后的最大径向变形量.图14㊀挤压结束和卸载结束时刻内螺纹的径向变形F i g.14㊀R a d i a l d e f o r m a t i o no f i n t e r n a l t h r e a da t t h e e n d o f e x t r u s i o na n du n l o a d i n g图15所示为卸载后高锁螺母的径向变形在螺母周向上的分布,可以看出,高锁螺母的径向变形主要集中在收口点位置对应的72ʎ范围内.螺母上径向变形的周向分布是关于收口点位置对称的,且收口中心区域的变形最大,在收口点位置72ʎ范围外的其他区域基本没有径向变形.图15㊀卸载后不同收口量下圆周方向的径向变形F i g.15㊀R a d i a l d e f o r m a t i o n i n c i r c u m f e r e n t i a l d i r e c t i o n u n d e r d i f f e r e n t e x t r u s i o na m o u n t a f t e r u n l o a d i n g3㊀高锁螺母装配过程仿真3.1㊀高锁螺母装配过程有限元模型建立如图16所示的高锁螺母装配过程仿真模型,将收口工艺的计算结果导入,作为装配过程的初始条件.在螺母上表面施加转角θn u t ,保证拧紧结束时螺母已完全旋入.3.2㊀不同收口量对锁紧力矩的影响对不同收口量的高锁螺母进行装配仿真,得图16㊀高锁螺母装配过程有限元仿真模型F i g.16㊀F i n i t e e l e m e n tm o d e l o f h i Gl o c kn u t a s s e m b l ypr o c e s s 到不同收口量下的拧紧力矩曲线(图17),由图17可以看出,对于收口量较小的高锁螺母,在拧紧前期有明显的水平段,这是因为在螺母旋入的前期,螺母底部内螺纹首先旋入,这部分区域位于收口块的下端,其径向变形小于内外螺纹的配合间隙,故未产生锁紧力矩.随着螺母旋入角度的逐渐增大,内螺纹的径向变形逐渐增大.当内螺纹的径向变形量超过内外螺纹间配合间隙时,才开始产生过盈装配,逐渐产生锁紧力矩.图17㊀不同收口量下的拧紧力矩随加载历程的变化F i g .17㊀V a r i a t i o no f t i g h t e n i n g t o r q u ew i t h l o a d i n gh i s t o r y un d e r d i f f e r e n t e x t r u s i o na m o u n t 随着转角的增大,不同收口量下的拧紧力矩先是呈近似线性增大,这是由于随着螺母的旋入,螺母的收口部分逐渐与螺栓建立接触,过盈接触的部分越多,所需克服的力矩也就越大,当螺母旋入8π之后,拧紧力矩基本保持稳定,此时收口变形的内螺纹部分均与螺栓外螺纹建立接触,最终稳定力矩即为锁紧力矩.图18所示为不同收口量下的锁紧力矩,可以看出,在收口量为0.11~0.15m m 范围内,锁紧力矩随着收口量的增大而增大.3.3㊀试验验证利用拧紧机对收口量为0.13mm 的高锁螺母进行拧紧装配试验,试验装置如图19所示.试验装置通过电机驱动,电机驱动的拧紧速度为2931 中国机械工程第34卷第12期2023年6月下半月Copyright ©博看网. All Rights Reserved.图18㊀不同收口量下的锁紧力矩F i g .18㊀L o c k i n g t o r qu e u n d e r d i f f e r e n t e x t r u s i o na m o u n t 4r /m i n,利用扭矩传感器测得拧紧过程中拧紧力矩的变化,试验共重复5次,取均值.试验测试结果如图20所示.图19㊀高锁螺母拧紧试验装置F i g .19㊀H i Gl o c kn u t t i g h t e n i n gt e s t d e v i ce 图20㊀高锁螺母装配过程中的拧紧力矩变化F i g .20㊀T i g h t e n i n g t o r q u e c h a n g e s d u r i n g hi Gl o c k n u t a s s e m b l y由图20可以看出,试验测得锁紧力矩与与仿真值趋势相同.随着高锁螺母的旋入,拧紧力矩逐渐增大,直到旋入8π后,拧紧力矩保持稳定.试验测得最终的拧紧力矩的稳定值即为锁紧力矩值.在拧紧试验中同时记录锁紧力矩与预紧力值,见表2.此规格高锁螺母拧断时预紧力均值为7.74k N .4㊀高锁螺母的松动过程仿真在对螺纹连接结构进行松动分析时,往往采表2㊀锁紧力矩及预紧力结果T a b .2㊀L o c k i n g t o r qu e a n d p r e l o a d r e s u l t s 收口量Δ(mm )锁紧力矩T L (N m )预紧力F b (k N )0.131.787.41.567.71.357.91.127.91.027.8均值1.367.74用图21所示的有限元模型[14],模型由螺栓㊁螺母与被夹紧件组成.螺母端面与被夹紧件建立接触,内外螺纹间建立接触,约束螺栓头部自由度,对被夹紧件施加横向的振动载荷.图21㊀松动仿真有限元模型F i g .21㊀F i n i t e e l e m e n tm o d e l o f l oo s e n i n g si m u l a t i o n 螺栓的预紧载荷控制为拧紧试验测得的均值7.74k N .高锁螺母拧紧过程扭拉关系结果如图22所示.图22中也给出了由G B /T16823.2 1997中的理论公式计算出的理论上未收口的该规格高锁螺母的扭拉关系:T =K F d(10)式中,T 为拧紧力矩;K 为扭矩系数;F 为夹紧力;d 为公称直径.图22㊀扭矩夹紧力关系F i g .22㊀T o r q u e Gc l a m p i n g f o r c e r e l a t i o n s h i p由图22可以看出,高锁螺母收口后的扭拉关系也近似成线性关系.在相同夹紧力下,由于锁紧力矩的存在,收口后的扭矩要大于未收口时的扭矩.在横向振动幅值为0.5mm ,振动频率为10H z 的振动载荷下,不同收口量的高锁螺母的夹紧3931 高锁螺母收口㊁装配及松动过程有限元仿真研究张京东㊀邓㊀博㊀桂学文等Copyright ©博看网. All Rights Reserved.力衰退曲线见图23,可以看出,收口螺母在振动10个周期后的衰退量明显小于普通螺母的衰退量,收口量在一定范围内越大防松性能会越好,但当收口量达到0.13mm 后夹紧力衰退量基本保持一致,此时继续增大收口量对防松效果的提升较小.图23㊀振动条件下不同收口量高锁螺母夹紧力衰退曲线F i g .23㊀D e c a y c u r v e o f c l a m p i n gf o r c e o f h i Gl o c kn u tw i t h d i f f e r e n t c l o s i ng vo l u m e u n d e r v i b r a t i o n c o n d i t i o n 5㊀结语本文通过建立U N J 螺纹的螺纹线方程,对高锁螺母进行了有限元建模方法研究,并开发了高锁螺母的建模程序,得到了精细化的高锁螺母网格模型.对某规格高锁螺母的收口工艺过程㊁装配过程以及受到横向载荷时的松动过程进行了有限元仿真,讨论了收口量对高锁螺母锁紧力矩的影响,并对该高锁螺母在设计收口量下进行了拧紧试验,对其锁紧力矩进行了试验验证.通过有限元仿真主要得到以下结论:(1)当收口量在一定范围内时,高锁螺母的收口量和螺纹最大径向变形量间满足线性关系.(2)锁紧力矩与收口量在一定范围内近似满足线性关系,当收口量过小时,无法产生有效的锁紧力矩.(3)高锁螺母收口量越大,其锁紧力矩越大,防松性能越好.对于该规格的高锁螺母,当收口量大于0.13mm 时,继续增大收口量对防松性能的提升不明显.参考文献:[1]㊀赵庆云,刘风雷,刘华东.世界先进航空紧固件进展[J ].航空制造技术,2009,52(3):54G56.Z HA O Q i n g y u n ,L I U F e n g l e i ,L I U H u a d o n g .D e Gv e l o p m e n to f A d v a n c e d A e r o s pa c e F a s t e n e r [J ].A e r o n a u t i c a l M a n u f a c t u r i n g T e c h n o l o g y ,2009,52(3):54G56.[2]㊀L OJ .T h eN e x tG e n e r a t i o nH i Gl o c k a n dH i Gl i t e S ys Gt e m [J ].S A ET e c h n i c a l P a pe r ,2017G01G2086.[3]㊀姜杰凤,董辉跃,柯映林.高锁螺栓干涉连接中极限干涉量[J ].机械工程学报,2013,49(3):145G152.J I A N GJ i e f e n g ,D O N G H u i y u e ,K EY i n g l i n .M a x i Gm u mI n t e r f e r e n c eF i tS i z eo fH i Gl o c kB o l t e dJ o i n t s [J ].J o u r n a lo f M e c h a n i c a lE n g i n e e r i n g ,2013,49(3):145G152.[4]㊀徐梅香,胡建清,韩志忠.高锁螺栓㊁高锁螺母的国产化研制[J ].直升机技术,2009(3):94G97.X U M e i x i a n g ,HU J i a n q i n g ,HA N Z h i z h o n g .R e Gs e a r c ha n d M a n u f a c t u r eo fC i v i l H i Gl o c k P i n sa n d N u t s [J ].H e l i c o p t e rT e c h n i q u e ,2009(3):94G97.[5]㊀苗生沛,张辉,隋明丽.高锁螺母力矩及预紧力测试技术研究[J ].航空标准化与质量,2021(3):20G23.M I A O S h e n g p e i ,Z HA N G H u i ,S U I M i n gl i .R e Gs e a r c ho nT o r qu e a n dP r e l o a dT e s tM e t h o d I n t e r n a Gt i o n a l S t a n d a r do fT h r e a d e dC o l l a r [J ].A e r o n a u t i c S t a n d a r d i z a t i o n &Q u a l i t y,2021(3):20G23.[6]㊀李英亮.紧固件概论[M ].北京:国防工业出版社,2014.L IY i n g l i a n g .F a s t e n e r sB a s i c s [M ].B e i j i n g :N a t i o n Ga lD e f e n s e I n d u s t r y Pr e s s ,2014.[7]㊀王立东,刘风雷,赵庆云.收口量对钛合金自锁螺母锁紧性能的影响[J ].航空制造技术,2017,60(23/24):79G82.WA N GL i d o n g ,L I U F e n g l e i ,Z HA O Q i n g yu n .I n Gf l u e n c e o fC r i m p i n g D i m e n s i o no nL o c k i n g P r o p e r Gt i e so fT i t a n i u m A l l o y S e l f Gl o c k i n g N u t [J ].A e r o Gn a u t i c a lM a n u f a c t u r i n g T e c h n o l o g y,2017,60(23/24):79G82.[8]㊀吴南星,成飞,廖达海,等.高锁螺栓连接力学参数关系的实验研究[J ].机床与液压,2017,45(1):77G80.WU N a n x i n g,C H E N GF e i ,L I A OD a h a i ,e t a l .E x Gp e r i m e n t a lS t u d y o nt h e R e l a t i o n s h i p be t w e e nt h e M e c h a n i c a l P a r a m e t e r s o fH i Gl o c kB o l tC o n n e c t i o n [J ].M a c h i n eT o o l &H yd r a u l i c s ,2017,45(1):77G80.[9]㊀刘仁志,吴海荣,王华明.T C 16钛合金六角自锁螺母加工技术研究[J ].飞机设计,2011,31(3):51G54.L I U R e n z h i ,WU H a i r o n g ,WA N G H u a m i n g.T h e GA p pl i c a t i o no f T C 16T i t a n i u m S e l f Gl o c k H e x N u t C r i t i c a lT e c h n o l o g i e s [J ].A i r c r a f tD e s i g n ,2011,31(3):51G54.[10]㊀张晓斌,杨乾,王洪飞,等.盲孔镶嵌自锁螺母锁紧力矩仿真及试验研究[J ].现代制造工程,2022,497(2):10G15.Z HA N G X i a o b i n ,Y A N G Q i a n ,WA N G H o n g f e i ,e t a l .S i m u l a t i o na n d E x p e r i m e n to nt h eL o c k i n gT o r q u eo fB l i n d H o l e E n c h a s eS e l f Gl o c k i n g Nu t s [J ].M o d e r n M a n u f a c t u r i n g E n g i n e e r i n g,2022,497(2):10G15.(下转第1406页)4931 中国机械工程第34卷第12期2023年6月下半月Copyright ©博看网. All Rights Reserved.。
A-组件D-零件U-标准件M-原材料T-工装Rivet 铆钉bolt 螺栓HI-LOCK 高锁Tool 工装clamp 夹具cleco clamp 鸭嘴夹Chore 掾CCW 逆时针CW 顺时针Trim,strencit 挫修protrude 突出fay 结合面Tolerance 公差tangent 切线的common to 配合Reconvene 提交enamel 涂油漆pilot hole 导孔Auxiliary beam,AUX beam 辅梁clop 销子Drill start 钻点scrap 作废drill plate 钻模Nominal 理论值actually 实际值radius 圆角Drill bit 钻头chuck,reamer 铰刀set 锪窝头Bulkhead=BHD 框plug guage 塞尺hinge 铰链Decimal 小数点十进制bushings 轴wrench 扳手Scale 标尺screw 螺丝钉torque 扭力楔形垫圈:washer tapered 支架组件:bracket assy 楔形垫片:filler tapered laminated shim 叠形垫片加强件:stiffener 槽形件:channel 腹板:web电气垫片:shim-elect 电气装置:elec-provisions电气支架:elec bracket 铆钉:rivet 高锁螺栓:hi-lock 锁紧套:collar 护孔环:grommet 黏结剂:adhesive 托盘螺母:nut-plate 盘形件:pan 密封胶:sealant角材:angle 板形件:pan 梁:beam剪切板:splice plate 支架:bracket , gse support法兰盘:flange assy支撑角片:support clip 垫片:filler接地桩:ground stud 接地块:block轴肩螺栓:bolt-shoulder 垫圈:washer支撑接头组件:ftg.assy-support枢轴连杆组件:link assy-pivot 保险连杆组件:link assy-fuse剪切销:shear pin保险销:fuse pin 接地桩:electrical ground stud 接头:fitting closeout 圆弧垫片:radius filler防火角材:firewall angle 密封支撑:seal support ring底漆:primer 槽型支撑件:support channel铰链街头组件:hinge fitting assy 保险角材:fallsafe angle垫片:spacer 螺栓:bolt 铰链梁组件:hinge beam assy梁隔框:beam blkhd 长珩:stringer 支座:support bracket角片:clip Z形件:ZEE 加强肋:intercostal支撑夹:support clip 框加强件:frame doubler加强板:doubler 长珩搭接板:strap stringer耐磨板:grounding block 剪切带:shear tie 角形夹:angle clip 止动锁:latch stop 护板:shield 条带:strip滑轨组件:track assy 涡流发生器:vortex generator导板:guide 标牌:marker 侧支撑:side brace叠层垫片:shim-laminated 衬垫:spacer滑轮支架:pulley bracket 衬套:bushing防护件:guard 摩擦板:rub strip拉板:brace 双面胶:film adhesive 蒙皮:skin蒙皮壁板:skin panel 加强板:plate-reinforce框缘:frame chord splice 门组件:access door assy电闸:switch 断环:break ring 搭接片:jumper assy间距:gap 边距:edge marginLBL= left body line WL= water line RBL= right body lineTaper filler 楔形垫片mechanic 机械工人基准:reference 卡板:clamping plate 变形:deformation擦伤:scratching 公差:tolerance 误差:error损坏:damage 精加工:进给量:半精加工:semi finishing machining 车削:turning车槽:grooving 车螺纹:thread turning 粗加工:rough machining 粗切:rough cut 导轨:guide way 倒角:chamfer机械加工:machining 加工余量:machining allowance去毛刺:deburring 磨削:grinding 镗削:boring切削:cutting 铣削:milling 主轴:spindle 钻削:drilling绞刀:reamer 卷边:crimping 扩口:expansion喷丸成形:peen forming 参数:parameter 几何:geometric杠杆夹具:lever clamp 弹簧:spring 滚齿:hobbing环钩:clasp 铰链:hinge 起子:driver半径规:radius gauge 锉刀:file 千分尺:micrometer gauge卡尺:callipers 内径千分尺:inside micrometer 锥形:taper十字起子:cross driver 折痕:crease 喷膜:spray借孔:pull down the edge 化铣台:chem-mill 振动:vibriation胶带:adhesive 氧化:oxidation 折痕:crease 擦伤:gouges 、工具印:tool marks 划伤:scratches 裂纹:cracks包铝:aluminum clad 珩磨:hone NS=no shear 不抗剪FS=fastener missing 支撑物:brace 扳手:spanner实心铆钉:solid rivet 连接件:spliceMFC:制造商hole finder 引孔器FWD SLIDING SEAL AFT SLIDING SEAL WINSLOWDrill gaide 带前导的钻头drill set顶铁bucking bar。