油石性能选用对精研瘤的影响
- 格式:docx
- 大小:106.73 KB
- 文档页数:2
《精密超精密加工技术》试题一、必答题(每题10分)。
1.精密和超精密加工的精度范围分别为多少?超精密加工包括哪些领域?答:(1)所谓“精密”,它是与生产力的发展水平相关联的,是相对的,在不同的历史时期,有不同的理解。
精密超精密加工不仅涉及精度指标,还必须考虑到工件的形状特点和材料等因素。
现阶段精密和超精密的精度范围如下:通常将加工精度在0.1~1µm,加工表面粗糙度在0.02~0.1µm之间的加工方法称为精密加工,而将加工精度高于0.1µm,加工表面粗糙度小于0.01µm之间的加工方法称为超精密加工(如下表)。
(2)精密和超精密加工目前包含三个领域:1)超精密切削。
如超精密金刚石刀具切削,可加工各种镜面,它成功地解决了高精度陀螺仪,激光反射镜和某些大型反射镜的加工;2)精密和超精密磨削研磨。
例如解决了大规模集成电路基片的加工和高精度硬磁盘等的加工;3)精密特种加工。
如电子束,离子束加工,使美国超大规模集成电路线宽达到0.1µm。
根据我国的当前实际情况,参考国外的发展趋势,我国应开展超精密加工技术基础的研究,其主要内容包括以下五个方面:1)超精密切削、磨削的基本理论和工艺;2)超精密设备的关键技术、精度、动特性和热稳定性;3) 超精密加工的精度检测、在线检测和误差补偿;4)超精密加工的环境条件;5) 超精密加工的材料。
2.超精密切削对刀具有什么要求?天然单晶金刚石、人造单晶金刚石、人造聚晶金刚石和立方氮化硼刀具是否适用于超精密切削?答:(1)超精密切削对刀具的要求:为实现超精密切削,刀具应具有如下性能:1)极高的硬度、极高的耐磨性和极高的弹性模量,以保证刀具具有很高的尺寸耐用度;2)切削刃钝圆能磨得及其锋锐,切削刃钝圆半径Rn值极小,能实现超薄切削厚度;3) 切削刃无缺陷,切削时刀刃将复印在加工表面上,能得到超光滑的镜面;4)和工件材料的抗粘结性好、化学亲和性小、摩擦因数低,能得到极好的加工表面完整性。

油石比对沥青混合料水稳定性的影响摘要:水损害己经成为我国高等级公路沥青路面的主要病害之一,也是导致我国高速公路沥青路面早期损坏的主要原因。
导致沥青混合料水损坏的原因有很多,本文通过油石比的变化,采用间接拉伸试验模拟沥青膜从集料-结合料界面上的撕裂剥离过程,以冻融劈裂试验的残余劈裂强度比来研究沥青混合料的水损害。
关键词:沥青混合料,油石比,冻融劈裂,水损害前言沥青路面水损害的模式主要有六种形式分别是:①沥青膜移动;②沥青膜分离;③起泡;④沥青膜破裂;⑤粘结层的破坏;⑥孔隙动水压力及水力冲刷等,导致了沥青路面表面层产生坑洞、表面层和中面层同时产生坑洞以及局部表面产生变形、网裂、卿浆以及坑洞等各种破坏[1]。
沥青路面的水损害可以从两个层面进行理解:一是均质沥青胶结料容易从集料表面剥落;另一方面由于车轮荷载产生的水力冲刷作用,使得集料之间丧失粘结力,并加速了沥青膜逐渐从集料表面剥离,从而导致路面发生破坏[2]。
二是沥青路面在水分存在的情况下,经过温度胀缩和交通荷载的反复作用,水分逐步浸入到沥青胶结料的内部或沥青与集料的界面上,前者使沥青结合料对集料的粘附性下降,后者使沥青结合料变软,同时自身粘聚力降低,本文采用《公路工程沥青及沥青混合料规程》( JTJ052-2000)[3]中冻融劈裂试验方法来研究沥青混合料的水稳定性能。
一油石比与水损害原理通常认为,沥青混合料中的沥青膜越厚,沥青混合料越偏于弹性,耐久性更好;反之沥青膜越薄,沥青混合料就会越脆,越易产生开裂和剥落,沥青混凝土一般要求沥青膜厚在6~8μm[4]。
油石比较大,过多的沥青导致自由沥青胶浆过多,集料表面除了自由沥青外还有较厚的自由沥青胶浆,其强度下降;油石比较小时,沥青胶浆不足以包裹集料表面,降低沥青混合料的耐久性以及水稳性;通过改变油石比可以调节集料表面的自由沥青数量,来增强粘聚力进而提高其结构强度。
因此,本课题选取4.6%、5.0%和5.4%三种油石比,来研究油石比的不同对沥青混合料的水稳定性的影响。



液体润滑剂对金属切削加工过程的影响研究液体润滑剂在金属切削加工中起到了重要的作用,可以有效地减少磨损和摩擦,提高加工效率和质量。
因此,对液体润滑剂对金属切削加工过程的影响进行研究具有重要意义。
该研究可以从以下几个方面进行:1.润滑剂类型:润滑剂的类型会直接影响其在切削加工中的效果。
可以选取不同类型的液体润滑剂,如油性润滑剂、水溶性润滑剂和干式润滑剂等,对其在切削加工过程中的效果进行比较分析。
2.切削力:切削力是影响切削加工效率和切削质量的关键因素之一。
在研究中可以通过测量不同润滑剂条件下的切削力,探究润滑剂对切削力的影响。
3.切削温度:切削过程中会产生大量的热量,高温会导致工件表面质量的降低和刀具寿命的缩短。
因此,在研究中可以通过测量不同润滑剂条件下的切削温度,探究润滑剂对切削温度的影响。
4.切屑形态:切削过程中产生的切屑形态也会受到润滑剂的影响。
在研究中可以对比不同润滑剂条件下的切屑形态,分析润滑剂对切屑形态的影响。
5.刀具寿命:润滑剂对刀具寿命也有一定的影响。
在研究中可以通过对比不同润滑剂条件下刀具寿命的变化,分析润滑剂对刀具寿命的影响。
在实验过程中,需要注意实验设计的合理性和实验数据的可靠性,为液体润滑剂在金属切削加工过程中的应用提供科学依据。
再写一个食品添加剂对人体健康的影响研究食品添加剂是指在食品生产、加工、贮藏等过程中添加的化学物质,可以用于增加食品的色泽、香味、口感、营养等方面。
然而,过量或不当使用食品添加剂会对人体健康造成一定的影响,因此需要对其进行研究。
该研究可以从以下几个方面进行:1.添加剂种类:添加剂种类繁多,可以选取常见的防腐剂、色素、甜味剂等,研究其在食品中的使用情况和对人体健康的影响。
2.添加量:添加量是影响食品添加剂对人体健康的重要因素。
在研究中可以测定不同添加剂的最大使用量,并对其对人体健康的影响进行评估。
3.摄入途径:食品添加剂通过口腔、消化道等途径进入人体,其影响也会因摄入途径的不同而有所不同。
布敦岩沥青混合料的油石比选择研究摘要:为提高布顿岩沥青混合料的综合路用性能,以70号A级道路石油沥青与AC20级配为依据,采用干法实施了基于布敦岩沥青混合料路用性能的油石比选择及其掺量对路用性能的影响研究。
结果表明:布敦岩沥青油石比的变化对路用性能影响较大,合理选择油石比可显著提高综合路用性能,较优油石比为0.5%~1.0%时的路用性能接近于SBS 改性沥青混合料。
关键词:道路工程;布敦岩沥青;油石比;AC20沥青混合料;路用性能布敦岩沥青(Buton Rock Asphalt简称BRA)是产于印度尼西亚布敦岛的天然岩沥青,作为一种硬质沥青,可替代部分石油沥青后提高沥青混合料的路用性能1),国内相关学者对此新材料应用的进行了试验与工程研究。
查旭东等认为2),20%BRA掺量下的AC-13C改性沥青混合料综合路用性能改善效果最佳;郝培文等认为3),布敦岩沥青可以显著改善沥青混合料的高温稳定性、水稳定性、低温抗裂性和抗疲劳性能,推荐布敦岩沥青的合理掺量为 3.5%;刘树堂等认为4),布敦岩中的沥青能明显改善基质沥青的高温性能,但同时降低其低温性能;樊亮,申全军等认为5),经天然北美岩沥青改性后的沥青其高温性能大为提高,感温性得到改善,抗老化能力和稳定性有所加强;黄文通,徐国元认为6),布敦岩沥青混合料的马歇尔稳定度、劈裂抗拉强度和水稳定性明显优于基质沥青混合料和SBS 改性沥青混合料,稳定度远远高于基质沥青混合料,接近于SBS 改性沥青混合料,且布敦岩沥青能有效改善混合料的低温性能,但当布敦岩沥青掺量从20%增加到25%时,混合料的低温性能有所降低;岩沥青作为路面使用的一种新型材料,目前限于试验段使用,尚未像SBS改性沥青材料大规模应用于沥青路面中,规范7)仅说明“天然岩沥青可以单独与石油沥青混合料使用或与其他改性沥青混融后使用”。
[1] [2]1 BRA岩沥青原材料试验及级配设计粗集料为石灰岩集料,细集料为0~3mm的石灰岩机制砂,填料为矿粉,道路石油沥青等级为A级70号(以下简称基质沥青),技术指标符合规范7)要求;布敦岩沥青原材料水洗法筛分、布敦岩沥青经燃烧后干法筛分与燃烧后水洗法筛分及其纯岩沥青含量、密度、亲水系数与沥青含量试验结果分别如表1、表2、表3、表4、表5。
油石摘要:油石是一种常见的道路铺设材料,主要由石头和沥青混合而成。
本文将介绍油石的定义、成分、用途以及施工过程等方面,以加深大家对这种道路材料的了解。
1. 引言道路建设是城市发展的基石,而油石作为常见的道路材料之一,应用广泛。
它的独特性质使得它成为许多道路项目的首选材料之一。
在本文中,我们将详细介绍油石的组成及其广泛应用的原因。
2. 定义与成分油石是由石头和沥青混合而成的道路铺设材料。
它的主要成分包括碎石、沥青和其他辅助材料。
碎石的种类和粒径会根据具体使用情况而有所不同,而沥青则是一种粘性较强的石油产品。
3. 油石的用途油石在道路建设领域有着广泛的应用。
首先,油石可以用于铺设城市的主要道路,如高速公路、城市快速道路等。
其次,油石也可以用于较小规模的道路项目,如乡村小道、工厂内部道路等。
此外,油石还可以用于车辆停车场、机场跑道等场所。
4. 油石的优势油石相较于其他道路材料具有许多优势。
首先,油石具有较好的抗水性能,可以有效防止道路受潮和破坏。
其次,油石的抗冲刷能力较强,不易因雨水冲刷而破坏。
此外,油石还有很好的耐久性,能够经受多年的使用而不需要经常维修。
5. 油石的施工过程油石的施工过程包括多个步骤。
首先,需要对道路基层进行处理,包括清理、压实和调整。
然后,将石料和沥青按照一定比例进行混合。
接下来,将混合料铺设在道路基层上,并进行压实。
最后,对新铺设的油石进行养护和维护。
6. 油石的注意事项在施工油石道路时,需要注意一些事项以确保施工质量和道路的使用寿命。
首先,需要正确选择石料和沥青的比例以及粒径,以保证道路的均匀性和耐久性。
其次,施工过程中要确保温度和湿度的合适,以利于混合料的通透性和粘附性。
此外,施工人员需要严格按照标准操作,以确保道路质量符合要求。
7. 油石的维护一旦油石道路完成施工,维护和保养工作也至关重要。
定期检查道路的整体状况,确保道路的平整度和均匀性。
在需要时,进行适当的维修工作,如补充沥青、修复损坏的部分等。
油石超精磨削技术初析: according to the ultra precision grinding of principle, analyzes the superfinishing grinding process parameters and related technology, how to choose, use oil-stone, is to improve the special quality ultra precision of the key.Keywords: oil-stone grinding ultra precision 超精磨削是一种高效率理想获得镜面状态表面的金属加工方法,它是以一定的压力把油石压向旋转着的工件,形成面接触状态,并使油石作轴向振动。
油石超精磨削之所以能高效率地使被加工件获得镜面理想状态,关键在于充分利用加工条件,正确选择、使用油石。
超精磨削过程一般呈现四个阶段。
工件表面只有极少尖峰部分得到磨削,油石磨料大量脱落,磨削强烈。
磨削面扩大到整个加工面,油石处于没有堵塞的磨削状态。
存微小磨削痕迹,有模糊光泽的加工表面,在油石工作面上呈堵塞和磨粒脱落痕迹混合一体的微磨削状态。
没有磨削痕迹的镜面,油石工作面处于堵塞而不见磨料脱落的状态。
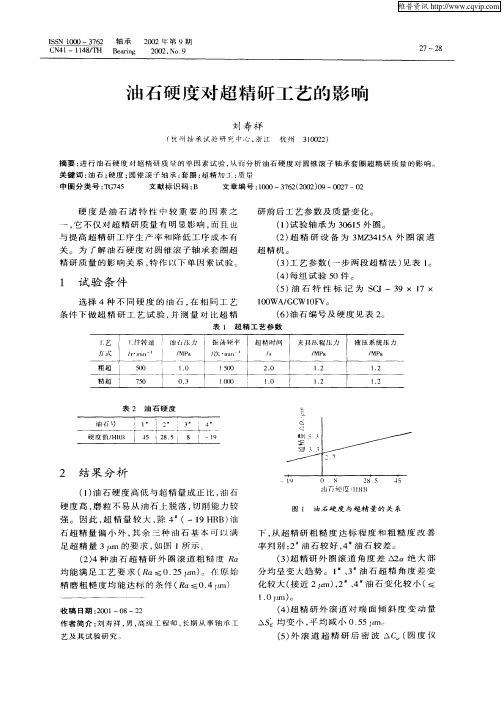
1. 油石超精磨削的工艺参数(1)油石给工件的压力对超精磨削的影响油石的压力P 与油石的磨耗量S 之间的关系如图 1 所示。
可用三条直线近似地表示油石的磨耗曲线。
三条直线交点为A、B C。
其中,A和B分别为磨削界限点和镜面界限点,C为临界点。
在粗糙加工时,应选取稍高于临界点压力;在超精磨削时应选取比临界点低些压力,以获得理想效果。
通过观察磨削中所出现的各种现象,亦能判断出临界压力的选择是否合适。
在一般超精磨削中,随着磨削的进程,工件表面由白色变成交叉网纹状,最终形成黑色光泽的表面。
如果磨削状态一直继续下去,工件表面呈现网纹,油石磨耗量大,这说明油石对工件的压力已超过临界压力,需调低其压力。
油石性能选用对精研瘤的影响
在轴承超精研工序,几乎每个工程技术人员都会面对盛夏高温季节的精研瘤问题。
要较好的解决精研瘤问题,除合理的调整机床加工参数之外,与之最为关切的就是油石的性能。
磨粒与钢材在磨削过程中有没有化学反应?什么样的油石性能才能满足加工的质量要求?这就需要探讨精研瘤的成因并科学的选择油石性能参数。
一精研瘤形成原因的探讨
一)精研瘤形态为疤痕状或不规则的蝌蚪状,尺寸大约0.5/100,肉眼不易分辨。
10倍放大镜下清晰可见散落在沟道表面的颗粒并伴有磨削方向上的轻微划痕。
粗超时明显,精超时略有减少。
对于轴承产品的危害极大,是一个不容忽略的质量问题。
二)精研瘤的成因
1、根据杭州轴承厂提供的由杭州汽轮机厂理化实验室做出的电镜分析报告,瘤体本身成分为基体材料成分,未检测出Al、O、N、B 等元素,排出了磨料颗粒与基体材料的化学
反应的可能性。
2根据金属烧结理论,金属的烧结过程是在固相状态下,晶
格中原子在外来热量影响下会增大振幅并把热量扩散到相邻原
子,在相互渗透的情况下使其物体微粒如磨屑会结合在一起。
资
料表明,这种结合的温度不到其熔点的15%,轴承钢的熔点为
1395C0——1405 C0,故其起始烧结温度仅相当于210 C0。
超精研
时只要瞬间温度超过210 C0磨屑就会产生烧结形成瘤体。
这一
理论至少提供了两种避免产生精研瘤的方式,即尽可能减少前工
序的粗糙度和尽可能防止精研面温度过高。
在轴承制造加工中绝大多数工程技术人员都会对工序间的机床参数进行有效控制。
这方面具有真知灼见的文章也屡见不鲜。
对于精研瘤的产生,共同的分析观点是:1.油石压力大;2.超精前表面粗糙度值太大;3.超精采用的是白钢玉油石;4.工件转速高;5.冷却润滑液不充分或机油含量太少;6.套圈磨加工的残磁大等。
预防和消除的方法主要是对上述原因有针对性地合理选用和调整工艺参数,总结经验。
但往往被忽略的确是油石选择的问题,本文将对油石性能的选择重点阐述。
二油石性能的选择
油石影响磨削质量的关键因素是磨料的物理性能和油石的组织密度即组织号;
一)磨料的物理性能对油石性能的影响
看看下表并对其进行分析;
磨料物理性能对比表
1、首先看看磨粒的真比重,你可能注意到白刚玉的比重是3.90g/cm3而碳化硅的比重是3.18g/cm3,这意味着相同体积的磨具块中,白刚玉的磨粒数会多于碳化硅的磨粒数,正因为此,白刚玉参与磨削的颗粒比碳化硅多,自然它的磨削能力要强于碳化硅——这就是粗磨或粗研时人们喜欢采用刚玉类磨料的理论支持。
2、再看看材料的导热系数,碳化硅磨料的导热系数是0.0628~0.0963J / cm・℃・s,而刚玉类磨料的导热率低于碳化硅大约4倍,用于粗磨时由于采用的磨粒较粗较大这种差异并不显著,但用于精研时磨粒的粒度很细,磨粒间的空隙更小,不利于散热的白刚玉就更能积蓄热量,而导致精研表面的温度升高,——这就是精研时用白刚玉更易形成精研瘤的原因。
实践应用中为了发挥白刚玉的优点避开其缺点,精研油石选择白刚玉会刻意添加造孔材料来增加油石的气孔率。
3更值得关注的是磨料的线膨胀系数,白刚玉的线膨胀系数8.3a.10-6/℃,而碳化硅的线膨胀系数是4.6 a.10-6/℃,两者相差近一倍。
这一性能的差异给改善磨具的磨削效果提供了契机,从而诞生了混合磨料油石。
因为这要涉及复杂的油石的配方设计知识,所以这里仅说明什么样的混合比例是最佳的比例。
应该能够理解的是两者颗粒数1:1时,白刚玉磨粒、碳化硅磨粒、结合剂组分三者会在高温烧成后冷却的过程中,形成微裂纹,使油石的脱落性得到根本的改善。
经计算这时候油石中碳化硅与白刚玉的重量比接近6/4——这就是使用油石者要对油石制造部门提出的合理要求。
二)油石的组织号对油石性能的影响
1、组织是磨具内部结构松紧程度的参数,这是一个不太为人关注的参数,组织号是表示磨具体积中磨粒体积所占的百分数,称磨粒率。
磨具组织粗分为紧密、中等和疏松三类。
每类又可再细分数等,用组织号来区分(见组织号表)。
磨具组织与磨粒率的关系:
组织越松。
反之,组织号越小表示组织越紧。
较松组织的磨具使用时不易钝化,在磨削过程中发热少,能减少工件的发热变形和烧伤。
较紧组织的磨具磨粒不易脱落,但有利于保持磨具的几何形状。
2、大量的生产实践表明,超精油石的组织号应选择在9、10、11之间,即白刚玉超精油石选择10或者11,碳化硅油石选择9或者10,这样的选择,会明显改善精研效果,减少精研瘤的产生(专门的配方设计和磨削实验将另文叙述)。
三结论
解决精研瘤问题不仅要靠机床参数的调整,还要关注油石性能的匹配,充分认识了磨料的相关物理性能和作用,就可以更自如的选择油石性能,从而达到控制和根除精研瘤对轴承质量的危害。