毕业设计(论文)-等臂杠杆铣床夹具设计(含全套CAD图纸)
- 格式:pdf
- 大小:776.47 KB
- 文档页数:26

毕业设计(论文)题目:铣床专用夹具三维造型虚拟设计分析作者:系(部):专业班级:年月日目录一.绪论 (1)1.PROE软件模块简介 (1)2.夹具旳概述 (3)3.国内外计算机辅助夹具设计发展现实状况 (5)4.课题旳意义及内容 (6)二.设计课题旳分析计算过程及平面图绘制 (8)1.分析题目 (9)2.定位装置设计 (9)3.夹紧机构设计 (14)4.对刀装置设计 (16)5.夹详细与定位键 (17)6.夹具总图上旳尺寸、公差和技术规定 (18)7.加工精度分析 (21)三、铣床夹具三维造型设计 (25)四、论文总结 (34)五、谢辞 (35)六、重要参照资料 (36)七、附录 (37)八、附文 (48)摘要计算机辅助夹具设计(CAFD)作为CIMS集成中旳一种重要环节,克服老式夹具设计存在旳设计周期长,设计效率低等问题,减少了设计人员旳劳动强度,提高了夹具设计旳质量,从而可以大幅度缩短产品开发周期,提高企业旳市场竞争力。
论文在回忆了夹具旳概念、发展、构成以及国内外应用现实状况后,详细简介了夹具旳总体设计和各构成部分旳设计,并着重论述了设计研究过程中旳各项所需旳关键技术在对国内外众多夹具设计系统进行仔细旳分析研究之后,本课题确定以专用夹具为对象,以铣床夹具为重要开发内容,设计一种适合国内企业现实状况旳具有先进性和实用性旳铣床夹具。
运用了大量旳软件对夹具进行辅助设计,基于Autocad强大旳二维绘图能力,对夹具进行完整旳三视图绘制,著名旳3D CAD/CAM系统Pro/E由于具有参数化设计特性,在全世界范围内受到广泛应用。
在Pro/E环境下对所设计旳铣床夹具进行了三维仿真旳实体造型和虚拟装配关键词:三维造型设计;Pro/e模块;AUTOCAD;计算机辅助夹具设计(CAFD)第一章绪论1.1PROE软件模块简介本世纪旳一种重大变革是全球市场旳统一,它使市场竞争愈加剧烈,产品更新更快,不过有限旳资源加上消费者对复杂产品旳需求日益增长,使你合很难保持市场分额。
目录摘要 (I)Abstract (II)第一章绪论 (1)1.1 论文选题背景及意义 (1)1.2 国内外研究现状及发展趋势 (1)1.3 论文的主要工作 (3)第二章夹持器的结构设计 (4)2.1 夹持器的研究现状 (4)2.2 夹持器设计方案 (6)第三章手腕的设计 (13)3.1 手腕的概述 (13)3.2 腕部的典型结构 (13)3.3 手腕确定 (14)第四章液压缸的设计 (15)4.1 液压缸的设计概述 (15)4.2 液压驱动力 (16)4.3 活塞行程 (16)4.4 液压缸的流量 (18)第五章液压控制系统设计 (19)5.1 油泵的选择 (19)5.2 液压元件的选择 (20)5.3 辅助元件选择 (21)5.4 系统液压图 (21)5.5 电磁铁动作顺序表 (22)5.6 液压控制原理图的步骤说明 (22)总结 (24)致谢 (25)参考文献 (25)摘要现今,国内很多工厂的生产线上数控机床装卸工件仍由人工完成,生产效率较低、劳动强度很大。
为了提高生产加工的工作效率,降低成本,并使生产线建设成为柔性制造系统,适应现代自动化大生产需要,本文通过利用机器人技术,将装卸机械手代替人工,从而来提高劳动生产率。
本机械手主要与数控加工设备组合形成生产线,实现加工过程(上料、下料、加工)的自动化与无人化。
本设计充分考虑机械手工作的环境和工艺流程的具体要求。
在满足工艺要求的基础上,尽可能的使结构简练,尽可能采用标准化、模块化的通用元配件,以降低成本,同时提高可靠性。
液压控制系统是由机械、电气、液压和微机控制等元件综合构成的工业自动化系统,是机械传动技术的一种重要形式,是机械与控制的重要结合点,经常出现在生产线和各种自动化设备中。
关键词:机械手;夹持器;液压系统全套图纸加153893706AbstractToday, many domestic factory production lines, CNC machine loading and unloading the work piece are still manipulated manually and intensive labor, production efficiency is low. In order to improve the efficiency of the production process, reduce costs, turn production line into a flexible manufacturing system and meet the needs of modern automated large-scale production, this paper will replace the manual handling with robot, and thus improve labor productivity through the use of robot technology.The manipulator is mainly to implement automation which related to CNC machining equipment, hand combined to form production lines. It is designed to take full account of the robot work environment and process specific requirements. To meet process requirements, simplify the structure and use the standardized, modular components common element as far as possible.Hydraulic control system is the integrated industrial automation system which composed of mechanical, electrical, hydraulic and computer control devices. It is an important part in mechanical transmission and is often used in a variety of automated production lines and equipments.Keywords: manipulator; gripper;the hydraulic system第一章绪论1.1论文选题背景及意义用于再现人手功能的技术装置称为机械手。
XX学院课程设计(论文)说明书作者:学号:系部:专业:题目:杠杆臂加工工艺及铣床夹具设计指导者:评阅者:2014 年11 月课程设计(论文)中文摘要杠杆臂零件加工工艺及钻床夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。
在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。
全套图纸,加153893706关键词工艺,工序,切削用量,夹紧,定位,误差课程设计(论文)外文摘要目录目录 (II)1 序言 (4)2 零件的分析 (5)零件的形状 (5)零件的工艺分析 (5)3 工艺规程设计 (6)3.1 确定毛坯的制造形式 (6)3.2 基面的选择 (6)3.3 制定工艺路线 (7)3.3.1 工艺路线方案一 (7)3.3.2 工艺路线方案二 (7)3.3.3 工艺方案的比较与分析 (8)3.4 选择加工设备和工艺装备 (9)3.4.1 机床选用 (9)3.4.2 选择刀具 (9)3.4.3 选择量具 (9)3.5 机械加工余量、工序尺寸及毛坯尺寸的确定 (9)确定切削用量及基本工时 (11)4 铣尺寸12mm两端面夹具设计 (17)研究原始质料 (17)定位基准的选择 (17)4.3 切削力及夹紧分析计算 (17)4.4 误差分析与计算 (18)4.5 零、部件的设计与选用 (19)定位销选用 (19)4.5.2 定向键与对刀装置设计 (20)4.6 夹具设计及操作的简要说明 (21)总结 (22)参考文献 (23)致谢 (24)1 序言机械制造业是制造具有一定形状位置和尺寸的零件和产品,并把它们装备成机械装备的行业。
课程设计与综合训练说明书铣床杠杆的机械加工工艺规程及工艺装备设计毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
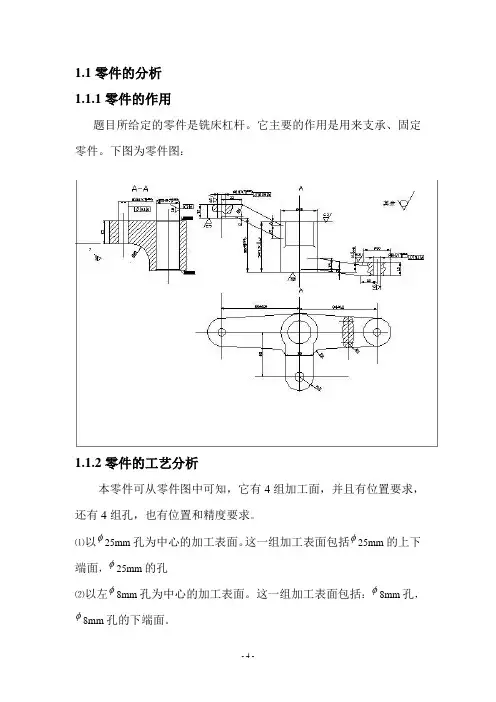
1.1零件的分析1.1.1零件的作用题目所给定的零件是铣床杠杆。
它主要的作用是用来支承、固定零件。
下图为零件图:1.1.2零件的工艺分析本零件可从零件图中可知,它有4组加工面,并且有位置要求,还有4组孔,也有位置和精度要求。
⑴以φ25mm孔为中心的加工表面。
这一组加工表面包括φ25mm的上下端面,φ25mm的孔⑵以左φ8mm孔为中心的加工表面。
这一组加工表面包括:φ8mm孔,φ8mm孔的下端面。
⑶以右φ8mm孔为中心的加工表面。
这一组加工表面包括:φ8mm孔,φ8mm孔的上端面。
⑷以φ10mm孔为中心的加工表面。
这一组加工表面包括:φ10mm孔,φ10mm孔的上端面。
这四组加工表面之间有着一定得位置要求,主要是:左φ8mm孔中心线与φ25mm孔中心线的平行度公差是0.15mm右φ8mm孔中心线与φ25mm孔中心线的平行度公差是0.1mmφ10mm孔中心线与φ25mm孔中心线的平行度公差是0.1mm 由以上分析可知,对于这4组加工表面而言,先加工第一组表面,然后借助于专用夹具加工其它三组表面,并且保证它们之间的位置精度要求。
1.2 工艺规程的设计1.2.1 确定毛坯的制造形式零件的材料HT200。
考虑到零件在工作中处于润滑状态,因此采用润滑效果较好的铸铁。
批量生产且零件的轮廓尺寸不大,铸造表面质量的要求高,故可采用铸造质量稳定的,适合大批生产的砂型铸造。
又由于零件的近似对称性,可采用成对铸造的方法,便于铸造和加工工艺过程,而且还可以提高生产率,保证加工质量。
1.2.2基准的选择(1)粗基准的选择。
(2)对于本零件而言,按照粗基准的选择原则,选择Φ40mm上端面为粗基准,利用一组V型块以及一个支撑板达到完全定位。
(3)精基准的选择。
精基准的选择主要是考虑基准重合和便于安装的问题,尽量保证设计基准与工序基准重合。
1.3确定工艺路线1.3.1工艺路线设计由于该零件生产类型为批量生产,所以应尽量使工序集中来提高生产率,除此之外,还应降低生产成本。
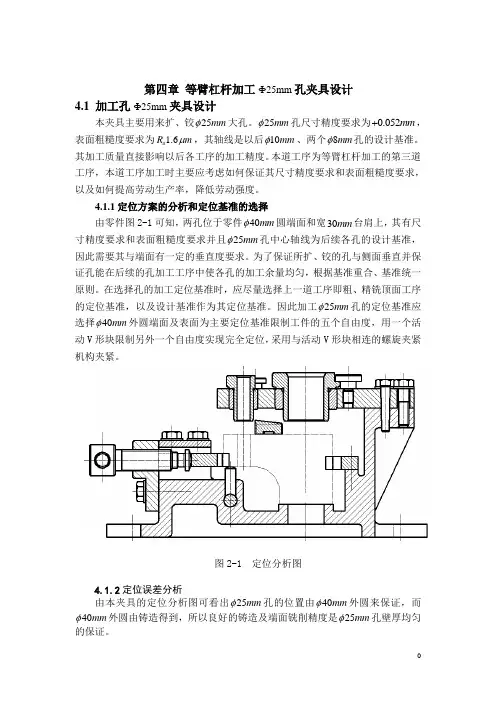
第四章 等臂杠杆加工Ф25mm 孔夹具设计4.1 加工孔Ф25mm 夹具设计本夹具主要用来扩、铰25mm φ大孔。
25mm φ孔尺寸精度要求为0.052mm +,表面粗糙度要求为 1.6a R m μ,其轴线是以后10mm φ、两个8mm φ孔的设计基准。
其加工质量直接影响以后各工序的加工精度。
本道工序为等臂杠杆加工的第三道工序,本道工序加工时主要应考虑如何保证其尺寸精度要求和表面粗糙度要求,以及如何提高劳动生产率,降低劳动强度。
4.1.1定位方案的分析和定位基准的选择由零件图2-1可知,两孔位于零件40mm φ圆端面和宽30mm 台肩上,其有尺寸精度要求和表面粗糙度要求并且25mm φ孔中心轴线为后续各孔的设计基准,因此需要其与端面有一定的垂直度要求。
为了保证所扩、铰的孔与侧面垂直并保证孔能在后续的孔加工工序中使各孔的加工余量均匀,根据基准重合、基准统一原则。
在选择孔的加工定位基准时,应尽量选择上一道工序即粗、精铣顶面工序的定位基准,以及设计基准作为其定位基准。
因此加工25mm φ孔的定位基准应选择40mm φ外圆端面及表面为主要定位基准限制工件的五个自由度,用一个活动V 形块限制另外一个自由度实现完全定位,采用与活动V 形块相连的螺旋夹紧机构夹紧。
图2-1 定位分析图4.1.2定位误差分析由本夹具的定位分析图可看出25mm φ孔的位置由40mm φ外圆来保证,而40mm φ外圆由铸造得到,所以良好的铸造及端面铣削精度是25mm φ孔壁厚均匀的保证。
4.1.3切削参数和机动时间的计算与夹紧力分析 25mm φ孔加工 一、扩孔:(1)扩孔钻选用24.7mm φ标准高速钢扩孔钻,其几何参数选择为:00r =、010α=、45r k =、10β=、0t λ=(2)扩孔切削用量:1.确定进给量f :查表得f 表取0.7~0.84mm/r ,根据Z535机床说明书,取0.8/f mm r =。
2. 确定切削速度v 及n 查表得22.3/min v m =表查表得修正系数: 1.0MV k =、 1.0apv k =故22.3/min MV apv v v k k m '=⨯⨯=表表 010********.3287.4/min 24.7v n r d ππ'⨯'===⨯表根据Z535机床说明书,选择275/min n r =这时实际扩孔速度为024.727521.3/min 10001000d n v m ππ⨯⨯===3.机动时间m t 计算1w f m l l l t f n++=,cot 32mwf r d d l k -=+,12~4l = 由24.7m d mm =,23w d mm =得24.723cot 453 3.852f l mm -=+= 又有 54w l =,0.8/f mm r =,275/min n r =带入公式得到:1w f m l l l t f n ++=54 3.8530.28min 0.8275++=≈二、铰孔(1)粗铰1铰刀:选用24.9mm φ标准硬质合金机铰刀,其几何参数选择为:05r =、010α=、5r k =。
机械制造工艺学与夹具设计课程设计设计题目:学生姓名:学生学号:系部:专业班级:指导教师:目录课程设计任务书 (1)课程设计指导 (2)设计目的 (2)设计要求与内容 (2)第1章零件分析 (3)1.1零件的分析 (3)1.2毛坯的选择 (4)第2章工艺设计 (4)2.1工艺规程的设计 (4)2.2机床设备及工艺装备的选择 (7)2.3加工工序设计 (8)第3章夹具设计 (18)3.1零件图分析 (18)3.2 定位方案设计 (18)3.3对刀方案 (19)3.4装置选用及设计 (19)3.5定位误差计算 (19)3.6夹紧力的计算 (20)第4章设计心得 (23)参考文献 (24)附录 (25)题目:设计杠杆零件的机械加工工艺规程及加工Φ8孔工序的专用机床夹具。
设计要求:熟练使用计算机辅助(软件自选),独立完成(1)毛坯图、零件-毛坯合图各一张(3或4号图CAD出图,手工图为2号)(2)关键工序机械加工工艺规程卡片一张(4号图,CAPP出图) (3)指定工序夹具装配图一张(2或3号图,CAD出图可拼接) (4)夹具部分零件图1~2张(图幅自定)(5)设计说明书(一份,>10页,正文五号字,含插图)(6)夹具3D装配效果图一张(3或4号图,可渲染)以上均需输出,以书面交设计资料,保留软盘待查。
原始资料:零件图样,生产纲领,每月班次、生产条件等。
班级:学生:指导教师:2104年11月7号1设计目的本课程设计是在学完了机械制造工艺及夹具设计课程,并进行了生产实习的基础上进行的一个教学环节,它要求学生全面地综合运用本课程及其有关先修课程的理论和实践知识,进行零件加工工艺规程的设计和机床夹具的设计.其目的在于:(1) 培养学生运用机械制造工艺学及有关课程(工程材料与热处理、机械设计、公差与技术测量等)的知识,结合生产实习中学到的实践知识,独立地分析和解决工艺问题,初步具备设计一个中等复杂程度零件的工艺规程的能力。

本科毕业设计(论文)题目铣床夹具设计专业班级级机械设计制造及其自动化X班学号学生姓名指导教师设计所在单位机械电子工程系______年5月毕业设计(论文)任务书铣床夹具设计摘要:在机械加工零件时如果能广泛地使用夹具,就能极大地节省加工时的辅助时间,减轻工人的劳动量,提高产品的质量和劳动生产率。
本文主要介绍了设计铣床夹具的的一般步骤和方法。
设计夹具的一般先对原始资料进行分析,明确设计的要求和意图,然后提出具体的定位、夹紧、对刀方案和夹具体的一般结构。
本文采用六点定位的定位方法,夹紧螺钉与双向压板组合的夹紧方法,直角对刀块与塞尺组合的对刀方法。
为保证设计的可靠性,还对夹具的夹紧力和精度进行了分析。
同时使设计基准与定位基准相重合,保证了槽侧面的加工精度与位置公差。
随后,本文又对铣床夹具各组件的结构尺寸进行了明确的设计,并用Pro/E三维软件对整个夹具进行建模和装配。
该铣床夹具在设计之初就注重结构工艺性,所以这套夹具结构简易、紧凑,操作起来也比较方便灵活。
更重要的是,它在提高生产效率方面所起的作用尤为突出,体现了这次设计的主旨。
关键词:铣床,机床夹具,设计。
Milling Fixture DesignAbstract:When machine-finishing components, if jig can be widely used, it can save when the processing enormously the non-cutting time, reduce worker's labor, enhance the product the quality and the labor productivity. This article mainly introduced the design milling jig general step and method. Designs the tongs to carry on the analysis first generally to the firsthand information, is clear about the design the request and the intention, then proposes the concrete localization, the clamp, to the knife plan and the fixture body's general structure. This article uses six localizations the localization methods, the clamp method which the binding screw and the bidirectional clamp combine, the right angle combines to the knife block and the feeler gauge to the knife method. For guarantee design reliability, but also has carried on the analysis to fixture's clamping force and the precision. Simultaneously caused the design datum and the localization datum superposes, has guaranteed the trough side working accuracy and the location tolerance. Afterward, this article has carried on the explicit design to the milling fixture various modules' structure size, and carries on the modeling and the assembly with the Pro/E three dimensional software to the entire fixture.This milling jig pays great attention the structure technology capability at the beginning of the design, therefore this box splints sign a legal statement the construction simple, compact, operates is also quite convenient nimbly. More importantly, it the role outstandingly which plays in the enhancement production efficiency aspect, has manifested this design primary intention.Key word: Milling machine, engine bed jig, design.目录目录 (1)第一章绪论 (2)1.1选题目的和意义 (2)1.2夹具的发展趋势 (2)1.3本课题主要讨论的问题 (3)第二章夹具设计概论 (4)2.1机床夹具概述 (4)2.2铣床夹具的分类 (8)2.3铣床常用夹具的结构 (8)2.4铣床夹具的设计特点 (8)2.5定位与误差分析 (10)第三章铣床夹具设计 (14)3.1零件结构与设计要求的分析 (14)3.2定位方案 (14)3.3夹紧方案 (16)3.4对刀方案 (21)3.5夹具体与定位键 (22)3.6夹具的形位公差和技术要求 (22)3.7夹具精度分析 (23)结束语 (25)致谢....................................................................................................................................... 错误!未定义书签。
数控铣床的专用夹具设计毕业论文目录引言 (1)第一章铣床夹具设计 (2)1.1夹具的概念 (2)1.2夹具的主要功能 (2)1.3铣床夹具的分类 (2)1.3.1按夹具的通用特性分类 (2)1.3.2按夹具动力源来分类 .............................. 错误!未定义书签。
1.3.3铣床夹具的组成 (4)1.4铣床夹具结构 (5)1.4.1铣床常用通用夹具的结构 (5)1.4.2铣床夹具的设计特点 (5)1.4.3夹具装夹工件的特点 (6)1.4.4 铣床夹具的安装 (6)1.4.5铣床夹具的对刀装置 (6)1.5定位方案 (8)1.5.1定位方案的选择 (8)1.5.2常用定位元件及选用 (11)1.5.3对定位元件的基本要求 (13)1.5.4常用定位元件所能限制的自由度 (13)1.6定位误差分析 (13)1.6.1定位误差产生的原因 (14)1.6.2常见的定位方式中基准位移误差 (15)1.6.3定位误差的合成 (15)1.6.4六点定位原理 (16)1.6.5应用定位的几种情况 (16)1.6.6计算定位误差 (17)第二章工件的加紧 (19)2.1加紧装置的组成 (19)2.2夹紧装置的设计原则 (19)2.3定夹紧力的基本原则 (20)2.3.1夹紧力的方向 (20)2.3.2夹紧力的作用点 (20)2.3.3夹紧力的大小 (21)2.3.4减小夹紧变形的措施 (21)2.4夹紧方案 (22)2.4.1对刀方案 (23)2.4.2夹具体与定位键 (23)2.4.3 夹具总图上的尺寸、公差和技术要求 (24)2.5夹具精度分析 (24)2.6机床夹具的现状及发展方向 (26)2.6.1机床夹具的现状 (26)2.6.2现代机床夹具的发展方向 (26)结论 (28)致谢 (29)参考文献 (30)引言机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们三年的大学生活中占有重要的地位。


本资料五部分:毕业设计要讲的三件事毕业设计任务书杠杆臂零件图以及题目的文字说明杠杆臂夹具毕业设计说明书杠杆臂钻模装配图毕业设计要讲的三件事同学们、在此提醒你们三件事:一张夹具总图在你面前,你能看懂吗?—这是毕业设计能否提高专业水平的关键一如何使用我向你们提供的参考图纸资料:1、我向你们提供了夹具总体结构等图纸:你们要将“装配图”读懂消化。
搞清被加工零件在夹具中所处的位置,要看懂工件在夹具中的定位;夹紧以及刀具(钻头)是如何被引导而进行加工的。
然后进一步搞懂夹具的使用。
只有看懂了参考图纸,才能画好你的设计图纸。
2、绝对不能原原本本地抄图。
因为给你的只是“参考”图,并不完整、也不完美。
如有好几处画图的比例显然不对;又如有些结构、技术要求有待商榷……。
原本照抄,当然是不对的。
3、在画你的设计图纸时,参考装配图纸已经标注的尺寸,你要严格按照比例来画。
参考装配图纸没有标注的尺寸,可按比例进行估算并且圆整后来画。
(也不要标注尺寸)你会使用线条吗?你会画箭头吗?—画好毕业设计图纸最起码的知识与技能……你交出来的设计图纸将反映出你的两方面的知识水平首先是以制图为代表的基础知识,其次才是机床夹具的专业知识。
因此首先要把设计图纸画好。
二利用参考资料画装配图(或零件图)时,一定要先复习制图课本“装配图”这一章的全部内容。
以及制图课本的相关内容:(否则你抄图都会错误百出、将使你非常被动)1、被加工零件在夹具总图中画法:A用双点划线画轮廓。
即把工件视为一假想透明体,不遮挡夹具。
B一定要严格按比例画,(尤其是定位尺寸)才能保证夹具总图的比例正确。
2、线条的使用:粗细分明。
剖面线的使用、波浪线的使用等等……3、零件序号排列、序号的指引线。
明细栏(包括标题栏)等都有规定画法,不可随意。
4、字体的大小(字号)、尺寸标注(特别是箭头的画法)、表面粗糙度代号标注、形位公差及其被测要素、基准要素标注、配合代号标注都有严格规定。
要执行规定。
一、CA6140车床后托架(零件号831001)加工工艺及专用夹具设计1.三杠孔加工钻床夹具2.固定螺钉孔和定位销底孔加工钻床夹具3.Φ46和M6孔加工钻床夹具二、CA6140车床拨叉(零件号 831002)加工工艺及专用夹具设计1.Φ25H7孔加工钻床夹具2.Φ60H12孔加工钻床夹具3.叉口铣断夹具4.铣叉口侧面夹具5.铣16H11槽夹具三、CA6140车床拨叉(零件号 831003)加工工艺及专用夹具设计1.铣端面夹具2.18H11槽粗铣夹具3.18Hll槽精铣夹具4.钻攻2-M8螺纹孔两工位夹具四、CA6140车床法兰盘(零件号 831004)加工工艺及专用夹具设计1.Φ100端面和Φ20孔加工车床夹具2.Φ90端面加工车床夹具3.铣两平面夹具4.Φ6和Φ4孔加工钻床夹具Ⅰ5.Φ6和Φ4孔加工钻床夹具Ⅱ6.钻4-Φ9孔加工夹具五、CA6140车床拨叉(零件号 831005)加工工艺及专用夹具设计1.Φ20孔加工钻床夹具2.铣40X28平面夹具3.铣8槽夹具六、CA6140车床拨叉(零件号 831006)加工工艺及专用夹具设计1.Φ25孔加工钻床夹具七、CA614O车床拨叉(零件号83007)加工工艺及专用夹具设计1.铣Φ4O端面夹具2.钻攻M8螺纹孔夹具3.铣断夹具八、CA614O车床拨叉(零件号831008)加工工艺及专用夹具设计1.Φ20和Φ50孔加工钻床夹具九、CA614O车床杠杆(零件831009)加工工艺及专用夹具设计1.铣小平面夹具十、CA1OB解放牌汽车后钢板弹簧吊耳(零件号83101)加工工艺及专用夹具设计1.Φ37孔加工钻床夹具2.铣叉口侧面夹具十一、CA10B解放牌汽车第四速及第五速变速叉(零件号831011)加工工艺及专用夹具设计1.Φ19孔加工钻床夹具2.钻攻M10X1螺纹孔夹具十二、CA10B解放牌汽车前刹车调整臂外壳(零件号831012)加工工艺及专用夹具设计1.Φ60孔及端面加工车床夹具2.Φ13。