第四章功能指令与简单编程器
- 格式:ppt
- 大小:1.38 MB
- 文档页数:72
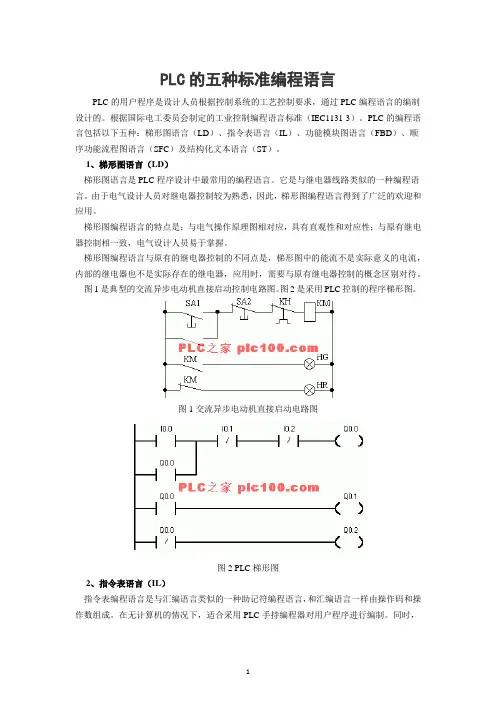
PLC的五种标准编程语言PLC的用户程序是设计人员根据控制系统的工艺控制要求,通过PLC编程语言的编制设计的。
根据国际电工委员会制定的工业控制编程语言标准(IEC1131-3)。
PLC的编程语言包括以下五种:梯形图语言(LD)、指令表语言(IL)、功能模块图语言(FBD)、顺序功能流程图语言(SFC)及结构化文本语言(ST)。
1、梯形图语言(LD)梯形图语言是PLC程序设计中最常用的编程语言。
它是与继电器线路类似的一种编程语言。
由于电气设计人员对继电器控制较为熟悉,因此,梯形图编程语言得到了广泛的欢迎和应用。
梯形图编程语言的特点是:与电气操作原理图相对应,具有直观性和对应性;与原有继电器控制相一致,电气设计人员易于掌握。
梯形图编程语言与原有的继电器控制的不同点是,梯形图中的能流不是实际意义的电流,内部的继电器也不是实际存在的继电器,应用时,需要与原有继电器控制的概念区别对待。
图1是典型的交流异步电动机直接启动控制电路图。
图2是采用PLC控制的程序梯形图。
图1 交流异步电动机直接启动电路图图2 PLC梯形图2、指令表语言(IL)指令表编程语言是与汇编语言类似的一种助记符编程语言,和汇编语言一样由操作码和操作数组成。
在无计算机的情况下,适合采用PLC手持编程器对用户程序进行编制。
同时,指令表编程语言与梯形图编程语言图一一对应,在PLC编程软件下可以相互转换。
图3就是与图2PLC梯形图对应的指令表。
图3 指令表指令表表编程语言的特点是:采用助记符来表示操作功能,具有容易记忆,便于掌握;在手持编程器的键盘上采用助记符表示,便于操作,可在无计算机的场合进行编程设计;与梯形图有一一对应关系。
其特点与梯形图语言基本一致。
3、功能模块图语言(FBD)功能模块图语言是与数字逻辑电路类似的一种PLC编程语言。
采用功能模块图的形式来表示模块所具有的功能,不同的功能模块有不同的功能。
图4是对应图1交流异步电动机直接启动的功能模块图编程语言的表达方式。
《电气控制与PLC应用》教学大纲(56课时)西门子S7-200系列PLC版1课程编码:课程类别:职业核心能力课课程归属:信息与控制技术学院编制人:徐文编(修)制日期:2008年10月审定组(人):审定日期:2008年10月适用专业:计算机控制技术一、课程的性质与任务《电气控制与PLC应用》课程是计算机控制技术专业的职业核心能力课,是集计算机技术、自动控制技术和网络通信技术于一体的综合性学科。
目前PLC 集三电(电控、电仪、电传)为一体,性能价格比高、高可靠性的特点已使其成为自动化工程的核心设备。
PLC作为具备计算机功能的一种通用工业控制装置,其使用量高居首位。
PLC目前是现代工业自动化的三大技术支柱(PLC、机器人、CAD/CAM )之一。
本课程的任务是让学生学习和掌握低压电器的基本知识、电气控制系统的基本控制环节、典型电路的基本原理,具有电气控制系统分析和阅读电气系统图的基本能力;掌握可编程控制器工作原理、系统构成、指令系统及编程方法(包括开关量控制、模拟量控制、数据通信及网络),具备一定的PLC程序设计和PLC 应用能力,能熟练使用一种典型的PLC设备进行控制系统的结构组成设计、I/O 地址分配设计、以梯形图为主的PLC程序设计、控制系统的软件调试以及故障分析。
教学内容大致分为低压电器(模块一)、电气控制基本环节(模块二)、PLC 基础知识(模块三)和PLC控制系统设计与编程实现(模块四)部分。
其中PLC 控制系统设计与编程实现(模块四)部分可以根据教学条件和教师资源选择三菱FX2N系列或西门子S7-200系列可编程控制器。
二、教学基本要求1本教学大纲中涉及PLC实际教学的部分均采用西门子S7-200系列PLC《电气控制与PLC应用》具有很强的实践性,要求学生具有良好的电子、电工基础知识和操作技能,并具备基本的逻辑判断能力和计算机软件的基础知识。
在教学中注意该课程的理论与实践、应用相结合,采用启发式、讲练结合式、案例式等多种教学方法,培养学生针对实际应用工程的项目开发能力。


第四章可编程控制器编程软件和编程语言【主要内容】编程软件WPLSoft的安装 WPLSoft的使用说明程序的建立梯形图编程模式指令表编程模式批注编程通信联机模式 SFC编程说明 通信设置功能 帮助功能介绍 小结思考题与练习题4.1 编程软件WPLSoft的安装WPLSoft为台达DVP系列可编程序控制器在WINDOWS操作系统环境下所使用的程序编程软件,该软件对系统的需求如表4-1所示。
WPLSoft除了一般PLC程序的规划及WINDOWS的一般编辑功能(例如:剪切、粘贴、复制、多窗口……)外,另提供多种中/英文批注编程及其它便利功能(例如:寄存器编程、设置、文件读取、存盘及各接点图标监测与设置等)。
4.2 WPLSoft的使用说明1.初始设置当激活WPLSoft编程软件之后,执行【文件】/【新建】命名,如图所示,即新建文件进行PLC程序设计,在如图所示的机种设置窗口中可以指定程序标题、PLC机种设置、程序容量(请参考所使用PLC主机的机种名称及程序容量规格)及文件名称等有关程序的初始设置。
文件/新建菜单机种选择4.2 WPLSoft的使用说明当完成上述设置后,便会出现二个子窗口:一为梯形图模式窗口,另一为指令模式窗口,如图所示。
读者可根据自身的编程设计习惯选择编程模式,开始编写PLC程序。
梯形图指令表4.2 WPLSoft的使用说明•梯形图模式:完成梯形图编程,必须由编译转换成指令码或SFC图。
•指令模式:完成指令编程,必须由编译转换成梯形图或SFC图。
•SFC编程模式:图示为SFC编程模式。
完成SFC编程,必须由编译转换成指令码,若要转换成梯形图必须再由指令码编译转换。
SFC编程模式4.2 WPLSoft的使用说明2.功能选择栏简介WPLSoft编程软件刚激活时,其功能选择栏中只有五个可点取的选项:文件(F)、视图(V)、通信(C)、设置(O)与帮助(H)。
在【文件(F)】的下拉菜单中执行【新建】指令后,其功能选择栏上会有其它选项:【编程(E)】、【编译(P)】、【批注(M)】、【查找(S)】等,下面将介绍一些主要功能和特殊功能。
PlC常用三种编程语言的比较可编程控制器(PLC programmable logic controller)是使用微电脑技术制造的自动控制的电子设备。
它以顺序控制为主,回路调节为辅。
能完成逻辑判断、定时、记数和算术运算、联网等功能。
随着PLC 的发展,其功能越来越多,集成度越来越高。
网络功能越来越强。
PlC集三电于一体,具有良好的控制精度和高可靠性。
使得PLC成现代工业自动化的支柱。
PLC的生产厂家和型号,种类繁多。
不同型号自成体系,有不同的编程语言和使用方法。
本文拟就用日本三菱公司生产的FxzN-48MR型PLC介绍其常用三种编程语言的编程方法及主要特点:一、PLC编程语言中,最常用的语言是梯形图和指令语句表。
梯形图形式上与继电器控制线路很相似。
在继电器控制线路的基础上,略加改动就形成PLC的梯形图程序。
在完成梯形图程序后,为使PLC按程序完成控制任务就需要将一段程序存入到PLC的用户程序存储器中,这时就要使用编程器将程序的一条一条指令按顺序键入到PLC中即可。
梯形图与指令语句表的之间存在相互对应关系。
并可以互相转换。
编写简单的程序用梯形图编程比较方便,初学者容易掌握。
但是编写复杂程序使则显得繁锁,程序越大越麻烦,不容易编程。
二、步进顺控指令语言编程:它是一种专用于顺序控制的较复杂程序的编程方法。
此方法编程,方法简单,规律性强,初学者较易掌握,可大大提高工作效率,并给调试,修改程序带来很大方便。
三、功能指令语言:很多PLC厂家。
为了充分利用PLC的单片机功能,拓展其应用范围,在基本指令的基础上,开发了一系列完成不同功能的子程序。
调用这些子程序的指令称功能指令。
利用这些指令语言对控制系统进行编程设计时,可大大提高可编程控制器的使用价值。
并降低整个控制系统的成本,所编制的程序比较简单,常用于编写大而复杂的程序。
下面以PLC对三相交流异步电动机星一角降压启动编程为例介绍三种语言的编程:PLC的I/O点分配:PLC的接线图:PLC的控制程序:一基本指令编程:0 LDI X014 LD Y01 ANI X215 AND Y22 OUT M016 OR T03 LD M017 ANI Y14 AND Y018 OUT Y25 OR X1 19 END6 OUT Y07 LD M08 ANI Y29 OUR T0 K20012 ANI T013 OUT Y1二步进顺控指令编程:0 LD X2 31 SET S221 OR X0 33 STL S222 ZRST S20 S2434 OUT T0 K200 7 SET S037 LD T09 ZRST Y0 Y238 SET S2314 LD M800240 STL S2315 SET S041 RST Y117 STL S042 LD Y118 LD X143 SET S2419 SET S2045 STL S2421 STL S2046 LDI Y122 LDI Y247 SET Y223 SET Y148 RET24 LD Y149 END25 SET S2127 STL S2728 SET Y029 LD Y030 AND Y1三功能指令编程:0 LD X1 11 MOV K10 K1 Y01 MOV K6 K1Y0 16 LD X26 LD Y1 17 OR X27 OUT T0 K20018 MOV K0 K1Y0 10 LD T0 23 END结束语通过以上三种方法的比较可知:功能指令用来编写程序,所编程序较小,步数少,比较简单。
学习目标:●掌握PLC的基本指令●能够用常用基本指令进行简单梯形图设计●掌握CPM1A的子程序指令、中断控制指令、步进指令功能第四章SYSMAC-C系列指令系统第一节SYSMAC-C系列指令SYSMAC-C系列各种指令的分类表示方法如下所述:1、按指令长度分类:单字指令、双字指令、三字指令、四字指令2、按操作数的特点分类:位操作数、字节操作数、字操作数、双字操作数、多字操作数3、按I/O、I/R、TIM/CNT通道编码位数分类:两位数通道编码、三位数通道编码4、按使用情况分类:基本逻辑指令、功能指令5、按具有前沿微分功能分类:大多数指令可以使用前沿微分(DIFU)功能,只要在该指令前加@即可。
第二节SYSMAC-C系列CPM1A型机指令系统一、基本指令1、LD:LD指令表示常开触点与左侧母线连接;指令格式:LD XXXX操作数XXXX为继电器号2、LD NOT :LD NOT指令表示常闭触点与左侧母线连接指令格式:LD NOT XXXX操作数XXXX为继电器号3、AND指令表示常开触点与前面的触点电路相串联;指令格式:AND XXXX操作数XXXX为继电器号4、AND NOT指令表示常闭触点与前面的触点电路相串联。
指令格式:AND NOT XXXX操作数XXXX为继电器号5、OR指令表示常开触点与前面的触点电路相并联;指令格式:OR XXXX操作数XXXX为继电器号6、OR NOT指令表示常闭触点与前面的触点电路相并联指令格式:OR NOT XXXX操作数XXXX为继电器号7、OUT指令输出运算结果;指令格式:OUT XXX操作数XXXX为继电器号例:8、AND LD指令用于逻辑块的串联连接,即对逻辑块进行逻辑“与”的操作。
方法1方法2LD 00000 LD 00000AND 00001 AND 00001OR NOT 00002 OR NOT 00002LD 00003 LD 00003OR 00004 OR 00004AND LD LD 00005LD 00005 OR NOT 00006OR NOT 00006 AND LDAND LD AND LDOUT 20000 OUT 20000在方法2中,AND LD指令之前的逻辑块数应小于等于8,而方法1对此没有限制。
P L C基础培训教材(总24页) --本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--PLC编程理论与控制原理目录第一章 PLC基本工作原理1—1 基本原理 (3)1—2扫描原理 (3)1—3 I/O映象区 (3)1—4 输入输出操作 (4)1—5中断处理 (4)第二章 PLC硬件结构2—1 处理器单元 (5)2—2 EEPROM存储模块 (6)2—3 扩展单元 (7)2—4 手执式编程器 (7)2—5 安装设备—DIN道轨 (7)第三章 PLC I/O接口3—1电源电路的连接及性能 (8)3—2 接地 (8)3—3 输入输出 (9)3—4安装位置图 (10)第四章基本指令和基本逻辑说明4—1 基本逻辑指令 (11)4—2 基本逻辑指示说明 (12)第五章 PLC用户程序编程5—1 完成一个用户程序的步骤 (18)5—2 梯形图(LAD) (18)5—3 扫描周期 (19)5—4语句表(STL) (19)第一章 PLC基本工作原理PLC(Programmable Logic Controller)是目前工控的主要工具,具有高可靠性、丰富的I/O接口模块、模块化结构、编程简单、安装维护方便、系统设计和调试周期短等特点。
广泛应用于逻辑控制、计数控制、顺序控制、PID控制、数据处理、通信和联网等工业控制领域。
1 基本原理可编程序控制器要完成控制任务是在其硬件的支持下,通过执行反映控制要求的用户程序来完成的。
这一点是和计算机的工作原理一致的,所以可编程序控制器工作的基本原理是建立在计算机工作原理之上的,其实质上也是一种计算机控制系统,只不过它具有比计算机更强的与工业过程想连的接口,具有更适合用于控制要求的编程语言。
可编程序控制器的CPU是采用按顺序逐条扫描用户程序的运行方式工作的,它的输入输出是在扫描到该I/O点时才读入开关信号或刷新输出信号,考虑到继电器控制装置中各类触点的动作时间一般在100MS以上,故可编程序控制器扫描用户程序的时间一般都小于100MS。
郭艳萍电气控制与PLC教案第一章:电气控制基础1.1 电气控制系统概述1.1.1 电气控制系统的组成与分类1.1.2 电气控制系统的应用领域1.2 低压电器1.2.1 开关与保护电器1.2.2 接触器与继电器1.2.3 变频器与软启动器1.3 电气控制电路1.3.1 基本控制电路1.3.2 电动机控制电路1.3.3 电气控制线路的设计与调试第二章:可编程逻辑控制器(PLC)基础2.1 PLC概述2.1.1 PLC的定义与功能2.1.2 PLC的组成与工作原理2.1.3 PLC的分类与性能指标2.2 PLC编程语言2.2.1 指令系统2.2.2 程序组织与编程方法2.2.3 编程软件的使用2.3 PLC的硬件系统2.3.1 PLC的模块组成2.3.2 PLC的输入/输出接口2.3.3 PLC的电源模块与扩展模块第三章:PLC控制系统设计与应用3.1 PLC控制系统设计步骤3.1.1 需求分析3.1.2 PLC选型与I/O配置3.1.3 程序设计与调试3.2 PLC在电气控制中的应用案例3.2.1 案例一:三相异步电动机的控制3.2.2 案例二:复杂的电气控制线路改造3.2.3 案例三:自动化生产线的控制3.3 PLC的通信与网络3.3.1 PLC的通信方式与协议3.3.2 PLC网络结构与设备3.3.3 PLC在工业现场的应用案例第四章:PLC编程技术提升4.1 功能指令及其应用4.1.1 常用功能指令介绍4.1.2 功能指令的应用实例4.2 顺序控制与状态控制4.2.1 顺序控制程序设计4.2.2 状态控制程序设计4.3 高级编程技术4.3.1 批量生产与流水线控制4.3.2 PLC与人机界面(HMI)的编程与集成4.3.3 PLC与上位机的数据交换与控制第五章:电气控制与PLC课程实践项目5.1 实践项目一:简单电气控制电路的设计与搭建5.1.1 项目目标5.1.2 项目步骤与要求5.1.3 项目评价5.2 实践项目二:PLC控制的三相异步电动机启停系统5.2.1 项目目标5.2.2 项目步骤与要求5.2.3 项目评价5.3 实践项目三:PLC控制的自动化生产线模型5.3.1 项目目标5.3.2 项目步骤与要求5.3.3 项目评价5.4 实践项目四:PLC与HMI集成控制系统设计5.4.1 项目目标5.4.2 项目步骤与要求5.4.3 项目评价5.5 实践项目五:电气控制与PLC技术应用综合训练5.5.1 项目目标5.5.2 项目步骤与要求5.5.3 项目评价第六章:PLC在工业自动化中的应用案例分析6.1 案例分析一:自动化装配线控制系统设计6.1.1 项目背景及需求分析6.1.2 PLC选型与I/O配置6.1.3 控制程序设计及调试6.2 案例分析二:注塑机控制系统设计6.2.1 项目背景及需求分析6.2.2 PLC选型与I/O配置6.2.3 控制程序设计及调试6.3 案例分析三:锅炉自动控制系统设计6.3.1 项目背景及需求分析6.3.2 PLC选型与I/O配置6.3.3 控制程序设计及调试第七章:PLC在特殊环境中的应用7.1 防爆型PLC及其应用7.1.1 防爆型PLC的原理与结构7.1.2 防爆型PLC在危险环境中的应用案例7.2 耐高温型PLC及其应用7.2.1 耐高温型PLC的原理与结构7.2.2 耐高温型PLC在高温环境中的应用案例7.3 防水型PLC及其应用7.3.1 防水型PLC的原理与结构7.3.2 防水型PLC在潮湿环境中的应用案例第八章:PLC的故障诊断与维护8.1 PLC故障诊断的基本方法8.1.1 观察法8.1.2 信号检测法8.1.3 程序诊断法8.2 PLC故障诊断的常用工具8.2.1 逻辑测试仪8.2.2 编程器8.2.3 仿真器8.3 PLC的维护与保养8.3.1 PLC的日常维护8.3.2 PLC的定期保养8.3.3 PLC故障预防策略第九章:PLC技术在现代工业领域的拓展应用9.1 PLC在工业中的应用9.1.1 工业的基本组成与工作原理9.1.2 PLC在工业控制中的应用案例9.2 PLC在数控机床中的应用9.2.1 数控机床的基本组成与工作原理9.2.2 PLC在数控机床控制中的应用案例9.3 PLC在新能源领域的应用9.3.1 新能源领域的基本概况9.3.2 PLC在新能领域中的应用案例第十章:电气控制与PLC技术的未来发展趋势10.1 工业4.0与PLC技术10.1.1 工业4.0的基本概念10.1.2 PLC技术在工业4.0中的作用10.2 PLC与物联网技术的融合10.2.1 物联网的基本概念10.2.2 PLC在物联网中的应用案例10.3 智能PLC及其发展趋势10.3.1 智能PLC的基本概念10.3.2 智能PLC的发展趋势与挑战重点和难点解析一、电气控制基础中的1.3节电气控制电路设计与调试:此环节涉及到电气控制线路的实际设计与调试,是理解和应用电气控制理论的关键。