钢管的高频接触与感应焊接
- 格式:pdf
- 大小:321.85 KB
- 文档页数:9
高频感应焊接021100849 翁丽玉摘要:阐述了高频感应加热焊接的发展、原理和特点,,分析了高频感应焊接设备中的主要结构参数,应用感应加热的基础理论提出了根据零件加热要求的特点选择合适的高频电源和设计优良的感应器的技术措施。
同时介绍了高频感应加热在焊接加热中的应用:感应钎焊和感应熔覆焊。
关键词:高频感应加热焊接感应圈感应钎焊熔覆焊1 高频感应焊的发展高频加热已经广泛应用于金属的热处理、熔炼、焊接等方面。
感应焊是利用交变磁场一电场感应场中工件上的涡流效应加热工件,使工件熔化,从而实现焊接的一种方法。
焊接设备由交流电源和感应加热圈组成。
交流电源按其频率不同分为高频和中频,高频电源由于频率高,加热迅速,应用广泛。
感应圈是感应加热设备的重要元件,交流电源的能量是通过它传递给焊件而实现加热的,通常用紫铜管制作,工作时管内通水冷却。
感应圈可以根据不同的需要设计成合理的结构,对于保证焊接质量和提高生产效率有重大的影响,常见的结构形式有单式、多螺管式、扁平式、外热式、内热式等。
感应加热电源早在20世纪50年代就已经出现,当时主要有:工频感应炉、中频发电机组、电子管振荡器式高频电源。
20世纪50年代末硅晶闸管的出现引发了感应加热电源技术的一场革命,感应加热电源及其应用得到了飞速的发展。
到20世纪80年代,IGBT开关器件的发明使感应电源的频率可高达100kHz,功率达MW级。
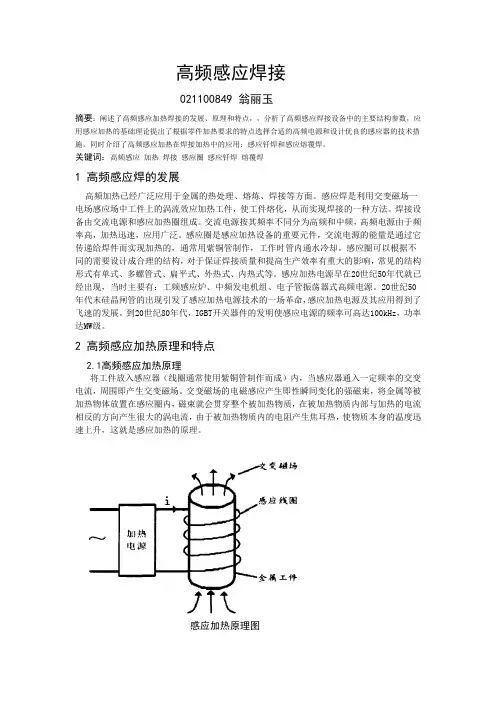
2 高频感应加热原理和特点2.1高频感应加热原理将工件放入感应器(线圈通常使用紫铜管制作而成)内,当感应器通入一定频率的交变电流,周围即产生交变磁场。
交变磁场的电磁感应产生即性瞬间变化的强磁束,将金属等被加热物体放置在感应圈内,磁束就会贯穿整个被加热物质,在被加热物质内部与加热的电流相反的方向产生很大的涡电流,由于被加热物质内的电阻产生焦耳热,使物质本身的温度迅速上升,这就是感应加热的原理。
感应加热原理图高频感应加热是利用高频感应设备产生的高频磁场在磁导材料表面的法拉第电磁效应和焦耳效应在材料表面产生涡流,利用涡流产生的热能加热材料。
关于高频感应焊接的研究摘要:分析了涂铝带材、不锈钢带材的物理性质和力学性能。
从焊管机组成型工艺、设备、模具加工精度、高频电源和调速控制精度等方面介绍了铝管和不锈钢管高频感应焊接的工艺特点,指出了焊接铝管及不锈钢管时具体的注意事项。
关键词:铝合金;不锈钢;带材;焊管;高频感应焊接碳钢钢管的高频感应焊接工艺成熟、维护简单,应用十分普遍,但铝管和不锈钢管的高频感应焊接则相对较难。
在国外工业发达国家,铝管和不锈钢管的高频感应焊接技术已十分成熟,前些年国内有人做过类似研究,但始终没有得到大规模推广。
铝管和不锈钢管高频感应焊接的实现涉及很多因素,归纳起来有以下几个方面:①原材料的物理性质;②不同材料的成型工艺特点;③设备和模具加工精度;④高频焊机和机组运行控制精度。
只有全面了解和掌握相关技术,才能实现稳定的焊接。
1铝管和不锈钢管的物理性质和碳钢钢管比较,铝管和不锈钢管高频感应焊的最大问题是氧化物的影响。
由于铁的氧化物的熔点(FeO1420℃;Fe2O31565℃)低于或接近铁单质的熔点(1537℃),所以碳钢钢管在焊接时氧化物基本上先于母材或同时达到熔点,从而使氧化物的去除较容易,而铝管和不锈钢管焊接时则完全不同。
铝极易氧化为难熔的Al2O3,虽然其厚度仅有0。
1~0。
2μm,但熔点高达2050℃,而纯铝的熔点是658℃,焊接时,該氧化膜妨碍了母材的熔化和熔合,易出现未焊透缺陷。
Al2O3氧化膜密度比铝大,不易浮出熔池表面,容易在焊缝中形成夹渣缺陷。
类似于铝,不论是铬系不锈钢还是镍系不锈钢,都存在氧化物熔点远高于母材的问题。
当不锈钢中w(Cr)>12%时,铬比铁优先与氧化合而在母材表面形成一层致密的氧化膜Cr2O3,其熔点为2265℃,铬的熔点为1857℃。
而氧化镍(NiO)的熔点为2090℃,也比镍的熔点1446℃高许多。
所以影响铝管和不锈钢管焊接的关键因素是氧化物。
由于铝氧化物具有高电阻率和分布不均匀的特点,如果带材裁剪质量低劣,会造成氧化物的分布更加不规则,致使在高频感应焊接时,很难达到彻底清除氧化物的目的。
高频焊接操作技术规范1 目的更加科学合理利用高频设备,保证高频焊接质量稳定运行,规范使用、维护人员操作行为。
2 适用范围公司高频焊接操作人员及维护人员。
3 职责3.1技术部电气维修部门负责高频焊接设备的维护与技术支持。
3.2焊管车间负责高频焊接的操作,使用及运行数据记录。
4 高频焊接基本原理4.1高频焊管是电阻焊管的一种。
高频电流的频率大多在200—450千赫。
高频焊管是利用接触焊或感应焊的方法,使管筒边缘产生高频电流,利用高频电流特有的集肤效应和邻近效应,使电流高度集中在管筒边缘的焊合面上,依靠金属自身的电阻,将边缘迅速加热至焊接温度,在挤压辊的挤压下完成压力焊接。
高频焊管设备分为电子管振荡高频、全固态感应加热高频。
原理框图如下:电子管高频原理框图固态高频原理框图4.2集肤效应:高频电流仅沿导体表面层流动的性质,这是由于导体内部磁场的作用而产生,在导体内和导体周围形成的磁力线,是一些位于导体截面上的同心圆。
假设导体是一些单独的细线组成,则作用到离中心较近的那些细线上的磁力线要比作用到外面的多,也就是里层的细线比外层的细线具有更大的电感。
里层所具有的感抗比外层的大,于是导体中的电流分布将是外面多而中心少,从而产生集肤效应。
4.3邻近效应:两个有高频电流流过的导体,如果彼此相距很近,则高频电流仅沿两个导体相邻近的一面(当导体里的电流方向相反时)或相距较远的一面(当导体里的电流方向相同时)流动的性质,导体之间相距愈近则邻近效应愈强。
另外,临近效应强弱还受导体尺寸与电流渗透深度(是指导体表面到电流密度减小到表面电流密度1/2.71处的距离)之比的影响。
对于平板汇流条来说,其厚度的一半与渗透深度之比愈大,邻近效应愈强。
在此值很大的情况下,全部电流将集中到一个面上(由电流方向决定)汇流条其余部分就没有电流。
假如,在离开通有高频电流的导体若干距离的地方,放一些金属零件,那么由于导体四周所产生的交变磁场的作用,另件中就会感应出涡流来,二者的电流方向在任一瞬间都是相反的,并且都集中在导体和另件邻近的面上。
不锈钢管高频感应焊接的探讨施春华【摘要】In order to solve negative effects of oxidation in stainless steel welding, the theory of high-frequency induction welding was introduced, and characteristics of stainless steel, elements of welding quality, performance of unit, parent metal steel strip, craftsmanship of operators, functions of high-frequency induction welder, and some other welding process elements were analyzed. The results showed that important factors, which influenced the quality of high-frequency induction welding of stainless steel, included chemical composition, organization structure, resistivity, permeability, thermal expansion coefficient, heat conductionand elastic modulus; using high-frequency induction welder with independent controlling frequency and power and combining appropriate unit design and operation could solve negative effects of welding oxide and improve welding quality and efficiency.%为了解决不锈钢管焊接中氧化的负面影响,介绍了高频感应焊原理,并对不锈钢材料特性、焊接质量要素、机组性能、母材钢带及调整工技能和高频焊机功能等焊接工艺要素进行了分析探讨.认为不锈钢的化学成分、组织结构,材料电阻率、导磁率、热膨胀系数、热传导、弹性模量等都是影响不锈钢高频感应焊质量的重要因素,提出采用独立控制频率与功率的高频焊机,结合恰当机组设计与操作方式,可解决焊接氧化物等不利因素,提高焊接质量和焊接效率.【期刊名称】《焊管》【年(卷),期】2017(040)012【总页数】4页(P40-43)【关键词】不锈钢管;高频感应焊接;氧化层;焊接质量【作者】施春华【作者单位】应达工业(上海)有限公司, 上海 201203【正文语种】中文【中图分类】TG456.9高频感应焊接工艺是目前管线领域常用的焊接工艺,其较高的效率、绿色环保的特点吸引了众多管材焊接生产者的青睐,得到普遍应用。
高频焊接原理1.介绍高频焊接是一种利用高频电流来对材料进行焊接的技术。
高频焊接技术在工业生产中广泛应用,特别是在管道、金属制品、汽车零部件等领域具有重要的地位。
本文将介绍高频焊接的原理、工作过程以及其在工业生产中的应用。
2.原理高频焊接是利用电磁感应原理实现的。
当高频电流通过塑料或金属材料时,将产生感应电流。
这些感应电流会在材料内部形成热量,使材料表面达到熔点,并实现焊接。
高频电流通过一对电极传递到工件上,产生的电流会在焊接接头附近形成热量。
这种焊接方法可以在短时间内产生高温,实现高效率的焊接过程。
3.工作过程高频焊接过程主要包括以下几个步骤:步骤一:准备工作在进行高频焊接之前,需要准备好焊接设备和材料。
焊接设备包括高频发生器、电极、夹具等。
材料可以是塑料、金属或其它可导电材料。
步骤二:焊接准备首先,将需要焊接的材料固定在夹具上,并调整电极的位置,使其接触到材料表面。
步骤三:高频焊接接通高频发生器的电源,产生高频电流。
高频电流经电极传递到材料上,形成感应电流,在材料表面产生热量。
热量使材料达到熔点,实现焊接。
步骤四:冷却在焊接完成后,需要对焊接接头进行冷却。
冷却过程可以采用自然冷却或者冷却设备辅助。
4.应用高频焊接技术在工业生产中有广泛的应用。
以下是高频焊接在一些领域的具体应用情况:4.1 管道焊接高频焊接技术可以用于对金属管道进行焊接。
这种焊接方法能够快速、高效地焊接管道,提高生产效率。
4.2 金属制品焊接高频焊接可以用于焊接金属制品,如金属家具、金属盒子等。
这种焊接方法能够使焊接接头更牢固,提高产品质量。
4.3 汽车零部件焊接高频焊接技术在汽车制造中有重要的应用。
它可以用于焊接汽车零部件,如汽车座椅框架、发动机支架等。
高频焊接能够使汽车零部件更加牢固,提高汽车的安全性和可靠性。
5.总结高频焊接是一种利用高频电流进行焊接的技术。
它通过电磁感应原理,在短时间内实现材料的快速高温焊接。
高频焊接技术在管道焊接、金属制品焊接和汽车零部件焊接等领域有广泛应用。
高频焊机焊接方法高频焊机是利用高频电流产生的热能来进行金属焊接的工具。
它广泛应用于金属加工、电子产品制造等行业。
下面将详细介绍高频焊机的焊接方法。
高频焊机主要有两种常见的焊接方法,分别是高频感应焊接和高频摩擦焊接。
高频感应焊接是利用高频电流在金属中产生感应热,使接触部分金属迅速加热并达到熔化温度,从而实现焊接的方法。
具体步骤如下:1. 准备工作:将要焊接的金属材料准备好,确保表面无油污、氧化物等杂质。
同时,选择合适的焊接线圈和工作台,以保证焊接时金属位置的准确性。
2. 调整焊接参数:根据焊接材料的种类和厚度,调整高频焊机的输出功率、频率等参数。
一般来说,焊接薄板可以使用较低的功率和频率,而焊接厚板需要较高的功率和频率。
3. 安装材料:将要焊接的金属材料放置在工作台上,确保其位置稳定。
在需要焊接的位置涂上一层焊接剂,以提高焊接效果。
4. 开始焊接:打开高频焊机的电源开关,将焊接电极与金属材料的接触部分保持一定的间隙。
开启高频电流后,金属表面开始发热。
当金属达到熔点时,迅速将两个金属接触部分压合,使其形成焊接。
5. 焊接完成:等待焊接部分冷却后,可以将金属材料取出,进行后续加工或检验工作。
高频摩擦焊接是利用高频振动摩擦热的原理,将两个金属件通过摩擦达到熔化温度,并迅速连接的焊接方法。
具体步骤如下:1. 准备工作:将要焊接的金属材料准备好,确保表面无油污、氧化物等杂质。
同时,选择合适的焊接头和工作台,以保证焊接时金属位置的准确性。
2. 调整焊接参数:根据焊接材料的种类和厚度,调整高频焊机的振动频率、幅度等参数。
一般来说,焊接薄板可以使用较低的频率和幅度,而焊接厚板需要较高的频率和幅度。
3. 安装材料:将要焊接的金属材料放置在工作台上,其中一个金属件固定在工作台上,另一个金属件由焊接头压在上面。
4. 开始焊接:打开高频焊机的电源开关,使焊接头开始振动。
通过摩擦热的产生,将两个金属件加热至熔点,并同时施加一定的压力,使其形成焊接。
所谓高频,是相对于50Hz的交流电流频率而言的,一般是指50KHz~400KHz的高频电流。
高频电流通过金属导体时,会产生两种奇特的效应:集肤效应和邻近效应,高频焊接就是利用这两种效应来进行钢管的焊接的。
那么,这两个效应是怎么回事呢?集肤效应是指以一定频率的交流电流通过同一个导体时,电流的密度不是均匀地分布于导体的所有截面的,它会主要向导体的表面集中,即电流在导体表面的密度大,在导体内部的密度小,所以我们形象地称之为:“集肤效应”。
集肤效应通常用电流的穿透深度来度量,穿透深度值越小,集肤效应越显著。
这穿透深度与导体的电阻率的平方根成正比,与频率和磁导率的平方根成反比。
通俗地说,频率越高,电流就越集中在钢板的表面;频率越低,表面电流就越分散。
必须注意:钢铁虽然是导体,但它的磁导率会随着温度升高而下降,就是说,当钢板温度升高的时候,磁导率会下降,集肤效应会减小。
邻近效应是指高频电流在两个相邻的导体中反向流动时,电流会向两个导体相近的边缘集中流动,即使两个导体另外有一条较短的边,电流也并不沿着较短的路线流动,我们把这种效应称为:“邻近效应”。
邻近效应本质上是由于感抗的作用,感抗在高频电流中起主导的作用。
邻近效应随着频率增高和相邻导体的间距变近而增高,如果在邻近导体周围再加上一个磁心,那么高频电流将更集中于工件的表层。
这两种效应是实现金属高频焊接的基础。
高频焊接就是利用了集肤效应使高频电流的能量集中在工件的表面;而利用了邻近效应来控制高频电流流动路线的位置和范围。
电流的速度是很快的,它可以在很短的时间内将相邻的钢板边部加热,熔融,并通过挤压实现对接。
2 高频焊接设备的结构和工作原理了解了高频焊接原理,还得要有必要的技术手段来实现它。
高频焊接设备就是用于实现高频焊接的电气—机械系统,高频焊接设备是由高频焊接机和焊管成型机组成的。
其中高频焊接机一般由高频发生器和馈电装置二个部分组成,3高频焊接质量控制的要点影响高频焊接质量的因素很多,而且这些因素在同一个系统内互相作用,一个因素变了,其它的因素也会随着它的改变而改变。
直缝钢管高频感应圈位置的调控:直缝钢管激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制焊接温度的目的。
对于低碳钢,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。
另外,焊接温度亦可通过调节焊接速度来实现。
高频感应圈应尽量接近挤压辊位置。
若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,焊缝强度下降;反之,焊缝边缘加热不足,挤压后成型不良。
阻抗器是一个或一组焊管专用磁棒,阻抗器的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、管坯焊缝边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在管坯焊缝边缘附近,使管坯边缘加热到焊接温度。
阻抗器用一根钢丝拖动在管坯内,其中心位置应相对固定在接近挤压辊中心位置。
开机时,由于管坯快速运动,阻抗器受管坯内壁的磨擦而损耗较大,需要经常更换。
管坯的两个边缘加热到焊接温度后,石油套管在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,最终形成牢固的焊缝。
若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;焊缝经焊接和挤压后会产生焊疤,需要清除。
清除方法是在机架上固定刀具,靠焊管的快速运动,将焊疤刮平。
焊管内部的毛刺一般不清除。
如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。
焊接温度主要受高频涡流热功率的影响,根据相关公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。
简介一般焊管:一般焊管用来输送低压流体。
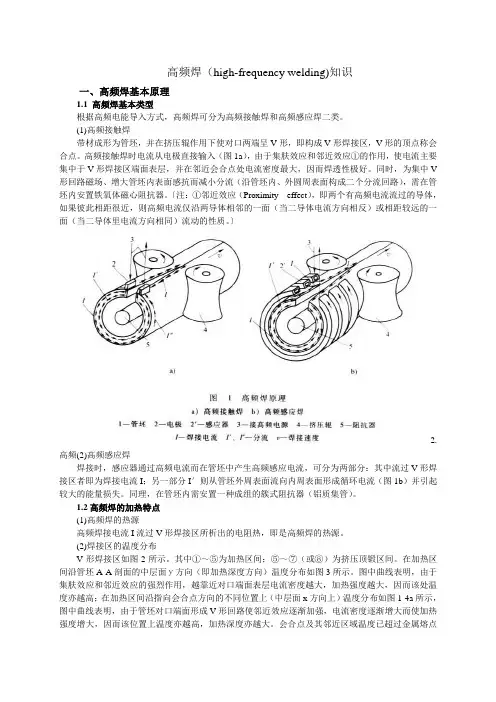
高频焊(high-frequency welding)知识一、高频焊基本原理1.1 高频焊基本类型根据高频电能导入方式,高频焊可分为高频接触焊和高频感应焊二类。
(1)高频接触焊带材成形为管坯,并在挤压辊作用下使对口两端呈V形,即构成V形焊接区,V形的顶点称会合点。
高频接触焊时电流从电极直接输入(图1a),由于集肤效应和邻近效应①的作用,使电流主要集中于V形焊接区端面表层,并在邻近会合点处电流密度最大,因而焊透性极好。
同时,为集中V 形回路磁场、增大管坯内表面感抗而减小分流(沿管坯内、外圆周表面构成二个分流回路),需在管坯内安置铁氧体磁心阻抗器。
〔注:①邻近效应(Proximity effect),即两个有高频电流流过的导体,如果彼此相距很近,则高频电流仅沿两导体相邻的一面(当二导体电流方向相反)或相距较远的一面(当二导体里电流方向相同)流动的性质。
〕2. 高频(2)高频感应焊焊接时,感应器通过高频电流而在管坯中产生高频感应电流,可分为两部分:其中流过V形焊接区者即为焊接电流I;另一部分I′则从管坯外周表面流向内周表面形成循环电流(图1b)并引起较大的能量损失。
同理,在管坯内需安置一种成组的簇式阻抗器(铝质集管)。
1.2高频焊的加热特点(1)高频焊的热源高频焊接电流I流过V形焊接区所析出的电阻热,即是高频焊的热源。
(2)焊接区的温度分布V形焊接区如图2所示。
其中①~⑤为加热区间;⑤~⑦(或⑧)为挤压顶锻区间。
在加热区间沿管坯A-A剖面的中层面у方向(即加热深度方向)温度分布如图3所示。
图中曲线表明,由于集肤效应和邻近效应的强烈作用,越靠近对口端面表层电流密度越大,加热强度越大,因而该处温度亦越高;在加热区间沿指向会合点方向的不同位置上(中层面x方向上)温度分布如图1-4a所示,图中曲线表明,由于管坯对口端面形成V形回路使邻近效应逐渐加强,电流密度逐渐增大而使加热强度增大,因而该位置上温度亦越高,加热深度亦越大。

关于大中直径ERW机组采用高频接触焊与高频感应焊的讨论中冶京诚工程技术有限公司轧钢所钢管部王三云,石虎珍2010.090.引言•2006年,国内一些焊管专家在钢管杂志上提出:“20世纪建造的ERW机组都是采用高频接触焊,……,高频接触焊优点是热效率高,电耗小。
……,由于高频接触焊电极是同管坯表面接触的,极易使电极与管坯表面产生电火花,造成管坯表面的灼伤,电极粉末进入焊缝,产生焊缝缺陷。
这在油气专用管生产中是不允许的。
……,在21世纪初建造的610ERW机组中,大多采用大功率高频感应焊机,……,高频感应焊机的感应线圈同钢管无任何接触,提高了焊管焊缝质量和表面质量。
在生产各类高端产品中高频接触焊将逐渐被高频感应焊所取代”的结论[2]。
•此后这个结论被国内专业巨著和一些专家采纳。
有的专家对这个结论进行补充,进一步指明,接触焊节电只不过每吨1元,而它导致的资财消耗、质量消耗远不止这个数。
•在不同场合和不同刊物上多次反复的刊登和宣传这个观点和结论,这在国内也是不多见的。
•阅读这些专家的结论后,使人产生一种认识:①接触焊方法虽省电,但微不足道,而焊管质量不好,损失更大,有被用户拒收的风险;②感应焊方法的电耗虽大一些,但焊管质量好,当然要用感应焊;③上世纪末希腊Cornith公司610ERW机组采用1800kW感应焊机生产高端产品,宝钢610ERW机组吸取国外先进经验,也采用1800kW高频感应焊机;④因此大中直径ERW机组采用感应焊机是无可非议的,如采用接触焊将造成重大的损失,万万使不得。
•我们认为这个结论不准确,其中的一些论据有些偏颇,易产生误导,指偏方向。
•我们认为对大中直径ERW机组,究竟采用接触焊或采用感应焊,焊管质量是第一因素。
同时也应考虑节电,以及不同焊接工艺所导致ERW机组生产线的工艺、设备变化等各种因素。
1.高频接触焊节电效果不是微不足道的•在高频焊管生产中,高频焊机功率大小,一般都是由高频焊机制造厂根据ERW机组的产品方案、焊接速度、焊管材质、焊接工艺以及机组特性等参数确定的。
2023年压力焊高频考点训练2卷合壹(带答案)(图片大小可自由调整)全文为Word可编辑,若为PDF皆为盗版,请谨慎购买!第1套一.全能考点(共100题)1.【判断题】每台电阻焊机都应通过单独的分断开关与馈电系统连接。
参考答案:√2.【判断题】铁素体的强度和硬度低,但塑性和韧性很好,所以含铁素体多的钢就表现出软而韧的特点。
参考答案:√3.【判断题】职业安全健康管理体系是20世纪80年代后期国际上兴起的现代安全管理模式。
它是一套系统化、程序化和具有高度自我约束、自我完善的科学管理体系。
参考答案:√4.【判断题】根据电压降来确定向一台电阻焊机供电的电力变压器功率大小时,电压降应在焊机所在处测量。
参考答案:√5.【判断题】超声波焊接换能器利用压电效应将电磁能转换成弹性机械振动能。
参考答案:×6.【单选题】对接冷压焊中应用最广的钳口是()。
A、复合钳口B、平形钳口C、尖形钳口参考答案:A7.【单选题】钛及其合金闪光对焊时,预热温度为()℃。
A、500B、1500C、1000参考答案:C8.【单选题】扩散焊中,对消除空隙起着决定性作用的因素是()。
A、时间B、压力C、温度参考答案:C9.【判断题】发现锅炉严重缺水时,应立即采取措施给锅炉进行补水。
参考答案:×10.【单选题】气瓶横放时,垛高不宜超过()。
A、三层B、五层C、四层参考答案:B11.【判断题】电阻焊大电流测量仪可显示出电流值及时间值。
参考答案:√12.【判断题】马氏体不锈钢由于有淬火倾向,点焊时要求采用较长焊接时间。
参考答案:√13.【判断题】固溶体和化合物均为单相的合金,若合金是由两种不同的晶体结构彼此机械混合组成,称为混合物。
参考答案:√14.【判断题】钢筋电渣压焊焊机的焊接夹具应具有足够的刚度,在最大允许荷载下应移动灵活,操作便利。
参考答案:√15.【单选题】硝气(烟)中毒的主要症状是()。
A、急性肺水肿B、失眠C、昏蹶参考答案:A16.【单选题】金属材料的工艺性能是指()。
高频焊接时对钢管焊接质量的影响1.钢管焊缝间隙的控制调整挤压辊的挤压量,使焊口两端保持平齐,开口角7度以下,焊缝间隙控制在1—3毫米之间。
焊缝控制的过大,可能出现焊接不良,焊缝产生未熔合或开裂,焊缝控制的过小,由于热量过大,容易造成焊缝烧损,熔化金属飞溅,瘤子过大,影响焊接质量。
(金属飞溅的原因:挤压溶化管边时,焊缝内部的蒸汽压力大于表面压力)2高频感应圈位置的调控感应圈的放置位置应与钢管在同一中心线上,感应圈前端距挤压辊中心线的距离,在不烧挤压辊的前提下,视钢管规格尽量接近,过远时热影响区宽,会使焊缝的强度下降。
感应圈的耦合越紧越好,选用单圈时,感应圈宽度应等于焊管直径。
选用单圈或双圈对高频振荡频率和输出效率影响很大。
3阻抗器(又称磁棒)的位置控制阻抗器是一组或一个专用磁棒其截面积应占钢管内径截面的70%。
其作用是加强电磁感应,集中焊缝边缘的涡流热量。
有时焊缝外边加些磁棒,也能起辅助作用。
磁棒的温度对导磁率影响很大,温度越高导磁率越低。
磁棒应放置在V型区加热段,前段在挤压辊中心位置处,磁棒的位置及导磁率高低直接影响焊接效率和焊缝质量。
4输出热量的控制高频电源输入给钢管焊缝部位的热量称为输入热量,输入热量不足,焊接速度过快时,管体边缘达不到焊接的温度,形成未熔合或未焊透的裂纹但输入热量过大、焊速过慢时,容易产生过烧,使焊缝击穿,造成金属飞溅,形成气孔。
通过调整高频电压或焊接速度的方法,控制输入热量的大小,使钢管的焊缝既不出现未焊透又不出现焊穿的现象,达到焊接质量要求。
三、轧辊的调节对钢管质量的影响1导向辊导向辊的作用一是控制焊缝方向、保证管缝平直不扭转进入挤压辊,二是缓解管缝边缘的延伸和回弹确定开口角的大小。
调整不好易造成钢管管缝扭转或搭焊,钢管边缘有波浪等缺陷。
2挤压辊挤压辊的作用是将边缘加热道焊接温度的管体在挤压力的作用下完成焊接。
产生过程中要注意控制挤压辊开口角的大小,挤压力小时,焊缝金属强度下降,受力后会产生开裂;挤压力大时,降低焊缝强度,使内外毛刺量增加,容易造成搭焊等焊接缺陷。
高频感应焊接机操作流程高频感应焊接机是一种常见的焊接设备,广泛应用于工业生产中。
本文将介绍高频感应焊接机的操作流程,以帮助操作人员正确、高效地使用该设备。
一、准备工作在开始操作高频感应焊接机之前,需要进行一些准备工作,包括:1. 检查设备:确保高频感应焊接机处于正常工作状态,检查各部件是否完好,并进行必要的维护保养。
2. 安全措施:佩戴必要的个人防护装备,如防护眼镜、防护手套等。
二、设置焊接参数在进行实际的焊接操作之前,需要设置合适的焊接参数,包括:1. 电源设置:根据具体焊接工艺和材料类型,选择合适的电源电压和电流。
2. 时间设置:设置焊接时间,确保焊接过程的稳定性和一致性。
3. 温度控制:根据焊接工艺要求,设置合适的温度控制参数。
三、准备焊接材料在进行焊接操作之前,需要准备好焊接材料,包括:1. 金属工件:将待焊接的金属工件清洁干净,确保其表面无油污、灰尘等杂质,以确保焊接质量。
2. 焊接剂:根据金属工件的材料和要求,选择合适的焊接剂。
四、进行焊接操作在完成前面的准备工作之后,可以进行实际的焊接操作,具体步骤如下:1. 将金属工件放置在高频感应焊接机的工作台上,并确保工件处于合适的位置。
2. 打开高频感应焊接机的电源,并按照前面设置好的焊接参数进行调整。
3. 将焊接头与金属工件接触,开始进行焊接。
4. 观察焊接过程中的电流、温度等参数是否正常,根据需要进行必要的调整。
5. 焊接完成后,关闭高频感应焊接机的电源,等待冷却。
五、焊接质量检验完成焊接操作后,需要对焊接质量进行检验,确保焊接质量符合要求,具体包括:1. 目视检查:通过目视检查焊接点的外观,检查焊接质量是否符合要求,如焊接位置、焊缝的质量等。
2. 机械性能测试:根据具体要求,进行机械性能测试,如拉伸、弯曲等测试,以评估焊接的强度和可靠性。
六、清理和维护完成焊接操作和检验后,需要进行设备的清理和维护,包括:1. 清理:清除焊接机上的焊接渣、焊接剂等杂质,保持设备的清洁。
高频焊(high-frequency welding)知识一、高频焊基本原理1.1 高频焊基本类型根据高频电能导入方式,高频焊可分为高频接触焊和高频感应焊二类。
(1)高频接触焊带材成形为管坯,并在挤压辊作用下使对口两端呈V形,即构成V形焊接区,V形的顶点称会合点。
高频接触焊时电流从电极直接输入(图1a),由于集肤效应和邻近效应①的作用,使电流主要集中于V形焊接区端面表层,并在邻近会合点处电流密度最大,因而焊透性极好。
同时,为集中V 形回路磁场、增大管坯内表面感抗而减小分流(沿管坯内、外圆周表面构成二个分流回路),需在管坯内安置铁氧体磁心阻抗器。
〔注:①邻近效应(Proximity effect),即两个有高频电流流过的导体,如果彼此相距很近,则高频电流仅沿两导体相邻的一面(当二导体电流方向相反)或相距较远的一面(当二导体里电流方向相同)流动的性质。
〕2. 高频(2)高频感应焊焊接时,感应器通过高频电流而在管坯中产生高频感应电流,可分为两部分:其中流过V形焊接区者即为焊接电流I;另一部分I′则从管坯外周表面流向内周表面形成循环电流(图1b)并引起较大的能量损失。
同理,在管坯内需安置一种成组的簇式阻抗器(铝质集管)。
1.2高频焊的加热特点(1)高频焊的热源高频焊接电流I流过V形焊接区所析出的电阻热,即是高频焊的热源。
(2)焊接区的温度分布V形焊接区如图2所示。
其中①~⑤为加热区间;⑤~⑦(或⑧)为挤压顶锻区间。
在加热区间沿管坯A-A剖面的中层面у方向(即加热深度方向)温度分布如图3所示。
图中曲线表明,由于集肤效应和邻近效应的强烈作用,越靠近对口端面表层电流密度越大,加热强度越大,因而该处温度亦越高;在加热区间沿指向会合点方向的不同位置上(中层面x方向上)温度分布如图1-4a所示,图中曲线表明,由于管坯对口端面形成V形回路使邻近效应逐渐加强,电流密度逐渐增大而使加热强度增大,因而该位置上温度亦越高,加热深度亦越大。
高频感应焊标准高频感应焊是一种常见的金属焊接技术,广泛应用于工业生产中。
它利用高频电磁场产生的热量,将金属材料加热至熔点,然后通过压力使其熔融并连接在一起。
高频感应焊具有焊接速度快、焊接质量高、焊接强度大等优点,被广泛应用于汽车制造、航空航天、电子设备等领域。
高频感应焊标准是指在进行高频感应焊时需要遵循的一系列规定和要求。
这些标准旨在确保焊接过程的安全性、可靠性和一致性。
下面将介绍一些常见的高频感应焊标准。
首先,高频感应焊操作人员必须经过专门的培训和资质认证。
他们需要了解高频感应焊的原理、设备操作和安全注意事项等知识,并能够熟练操作相关设备。
其次,高频感应焊设备必须符合相关的安全标准和要求。
设备应具备过载保护、漏电保护、温度保护等功能,并通过相关认证机构的检测和认证。
设备在使用前需要进行定期的检查和维护,以确保其正常运行和安全使用。
再次,高频感应焊过程中需要注意焊接工件的准备和清洁工作。
焊接工件表面应清洁干净,无油污、氧化物等杂质。
对于需要焊接的工件,应根据其材料和尺寸选择合适的焊接参数,以确保焊接质量。
此外,高频感应焊过程中需要控制好焊接参数。
包括频率、功率、时间等参数的选择和调节,对焊接结果具有重要影响。
操作人员需要根据具体情况进行合理的参数设置,并进行实时监控和调整。
另外,高频感应焊过程中需要进行适当的冷却处理。
由于高频感应焊产生的热量较大,需要对焊接区域进行冷却,以防止过热导致材料变形或者质量问题。
冷却方式可以根据具体情况选择,如水冷、风冷等。
最后,高频感应焊完成后需要进行相关的检测和评估。
对焊接接头进行外观检查、尺寸测量等,并进行力学性能测试和无损检测等,以确保焊接质量符合要求。
总之,高频感应焊标准是确保高频感应焊过程安全、可靠和一致的重要依据。
操作人员需要掌握相关知识和技能,并按照标准要求进行操作和管理。
只有做到科学规范地进行高频感应焊,才能保证焊接质量和生产效率的提高。
钢管焊缝的工频感应热处理
金属在焊接过程中,焊缝熔池金属从液态冷凝到室温,焊缝附近的基体金属被加热到接近熔化温度,因此,在焊缝及其临近的基体金属中存在晶粒粗大的魏氏组织。
在冷却过程中还产生很大的热应力和组织应力,所以重要的焊接构件都要进行回火或退火处理,以消除上述缺点。
厚壁钢管的焊缝采用工频局部感应加热进行回火或退火,可以有效地消除焊接应力,改善焊缝组织。
对于小批量生产的钢管焊接件,采用无导磁体的软感应器更为适合。
软感应器的线圈导体可以用软的电缆,在电缆表面绕上两层玻璃丝带或将电缆装在胶皮管里,在线圈与钢管之间垫上硅酸铝纤维毡,这种软感应器的通用性很大,可根据钢管尺寸的不同而改变。
这种无导磁体的软感应器一般线圈匝数较少,磁化电流很大、感应器的端电压较低,有时需用降低变压器供电,降低变压器的次级应该有较大的调节范围。
对于批量生产的焊接钢管,其焊接采用工频感应加热处理,感应器的线圈使用线圈铜管绕制,并具有导磁体,这样整体的感应器使用起来很方便。