点焊岗位培训教材
- 格式:ppt
- 大小:873.00 KB
- 文档页数:19
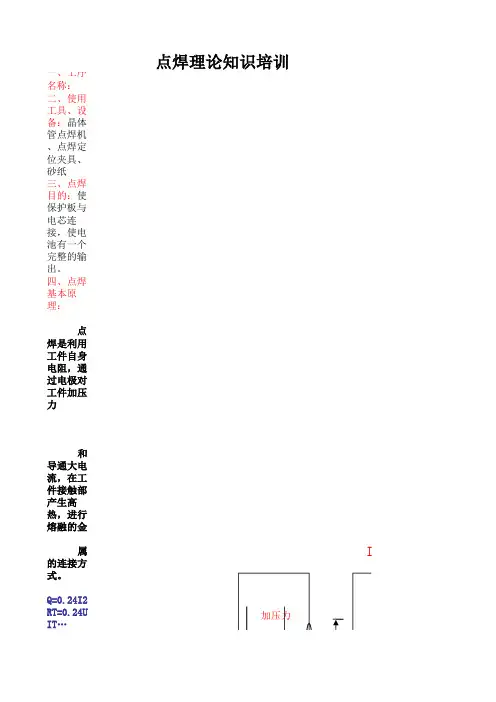
一、工序名称: 点焊(保护板与电芯连接)二、使用工具、设备:晶体管点焊机、点焊定位夹具、砂纸三、点焊目的:使保护板与电芯连接,使电池有一个完整的输出。
四、点焊基本原理:点焊是利用工件自身电阻,通过电极对工件加压力和导通大电流,在工件接触部产生高热,进行熔融的金属的连接方式。
Q=0.24I2RT=0.24UIT …Q:整体发热 I:焊接电流 T:通电时间 U:焊接电压 R:被焊物本身电阻与接触电阻 (R重要的变数在于加压力)0.24为焦耳与卡转换系数 五、点焊五要素六、点焊机焊头机头的各部件(例:商驰点焊机头)1、加压弹簧2、汽缸速度调节器3、焊针夹具4、电源导线5、气压调节器6、放电触发器/(背面)驱动器缸7、电压回馈线8、焊针焊接机头作用1、固定电焊针2、对工件施加压力,保压3、导通焊接电流4、反馈焊接信息(电流、电压等) 点焊理论知识培训电极加压力U R I I 熔融点1、电流2、时间3、加压力-> 加压力与接触电阻成反比关系4、电流密度-> 电极先端直径与电流密度成反比关系5、电极材料15427386七、点焊机电源1、我司主要采用为米亚基电源。
特点:1、电流上升速度快,飞溅少2、控制时间短(0.1-0.2ms)3、低加压力4、定电流、定电压控制,控制灵活5、价格昂贵八、操作步骤1、检查点焊机电源线、接地线是否接触良好。
2、打开电源开关,按下WELD 键空载启动脚踏开关检查动作是否正常。
3、按下ENTER 键,显示参数设置界面.检查是否与作业指导书要求一致。
4、按下WELD 键,启动放电功能。
将保护板与电芯放入夹具内。
5、启动脚踏开关,移动定位夹具对连接部分点焊。
6、检查点焊效果,双点拔脱力大于3KG 。
九、点焊方式1、对焊上下电极对心将工件加压、放电,形成单一焊核的焊接方式。
特点:1、焊接工件所需面积小2、焊接强度稳定2、平行焊平行电极将被焊工件加压、放电,形成一对大小相同的焊核的焊接方式。


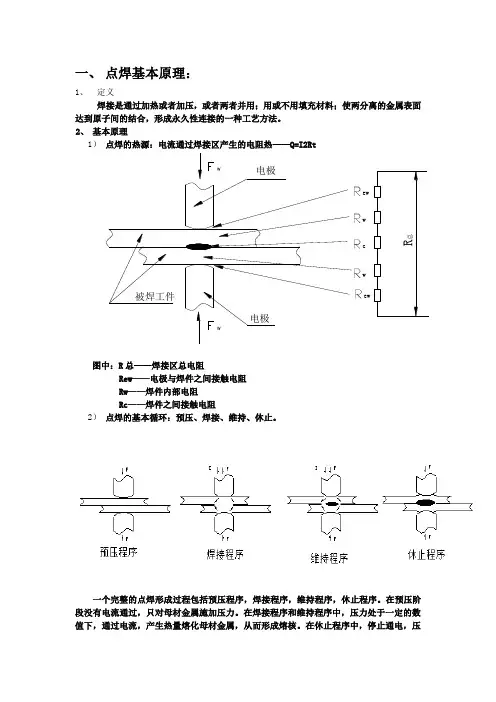
一、 点焊基本原理:1、 定义焊接是通过加热或者加压,或者两者并用;用或不用填充材料;使两分离的金属表面达到原子间的结合,形成永久性连接的一种工艺方法。
2、 基本原理1) 点焊的热源:电流通过焊接区产生的电阻热——Q=I2RtwwcR 总ew被焊工件电极电极ew图中:R 总——焊接区总电阻Rew ——电极与焊件之间接触电阻 Rw ——焊件内部电阻 Rc ——焊件之间接触电阻2) 点焊的基本循环:预压、焊接、维持、休止。
一个完整的点焊形成过程包括预压程序,焊接程序,维持程序,休止程序。
在预压阶段没有电流通过,只对母材金属施加压力。
在焊接程序和维持程序中,压力处于一定的数值下,通过电流,产生热量熔化母材金属,从而形成熔核。
在休止程序中,停止通电,压力也在逐渐减小。
预压的作用:在电极压力的作用下清除一部分接触表面的油污和氧化膜,形成物理接触点。
为以后焊接电流的顺利通过及表面原子的结合作好准备。
焊接、维持的作用:其作用是在热和机械(力)的作用下形成塑性环、熔核,并随着通电加热的进行而长大,直到获得需要的熔核尺寸。
休止的作用:其作用是是液态金属(熔核)在压力作用下更好的冷却结晶。
1、 工艺参数的匹配及影响因素 3.1 点焊工艺参数及其选择1)点焊焊接参数:焊接电流,焊接时间,焊接压力,电极端面直径。
a 焊接电流:焊接时流经焊接回路的电流称焊接电流。
对点焊质量影响最大,电流过大产生喷溅,焊点强度下降。
b 焊接时间:电阻焊时的每一个焊接循环中,自电流接通到停止的持续时间,称焊接通电时间。
时间长短对点焊质量影响也很大,时间过长,热量输入过多也会产生喷溅,降低焊点强度。
焊接电流和焊接时间是通过控制箱进行控制的,可以利用编程器进行设定。
c 电极压力:通过电极施加在焊件上的压力。
当压力过小,易产生喷溅;压力过大时,使焊接区接触面积增大,电流密度减小,熔核尺寸下降,严重时会出现未焊透的缺陷。
一般认为,在增大电极压力的同时,适当加大焊接电流或焊接时间以维持焊接加热程度不变。