大型曲轴的整体锻造工艺介绍
- 格式:doc
- 大小:883.00 KB
- 文档页数:7
大型六拐曲轴自由锻造工艺研究大型六拐曲轴自由锻造工艺研究文/赵艳敏,李晶晶,赵熙喆·沈阳铸锻工业有限公司锻造分公司本文主要阐述大型六拐曲轴锻件的锻造过程,并分析过程中的各个控制要点和操作方法,确定出较为合理的工艺参数,从而保证六拐曲轴的外观质量及内在质量。
压缩机是动力机械的心脏,曲轴则是压缩机中的脊梁。
作为传递动力的传动体,曲轴将活塞的往复运动转换为旋转运动,并向外输出全部功率。
由于其工作中承受周期不断变化的气体力、往复运动质量惯性力、旋转急动离心力等复杂交变载荷,同时还要承受振动附加应力的作用,产生扭转和横向与纵向振动,承受拉、压、弯曲等载荷,受力情况复杂,容易产生疲劳破坏,因此对曲轴的强度、刚性、韧性和耐磨性等综合机械性能提出了较高的要求。
针对大型六拐曲轴,对锻件本身的形状尺寸,尤其是拐与拐之间的角度尺寸控制也极为严格。
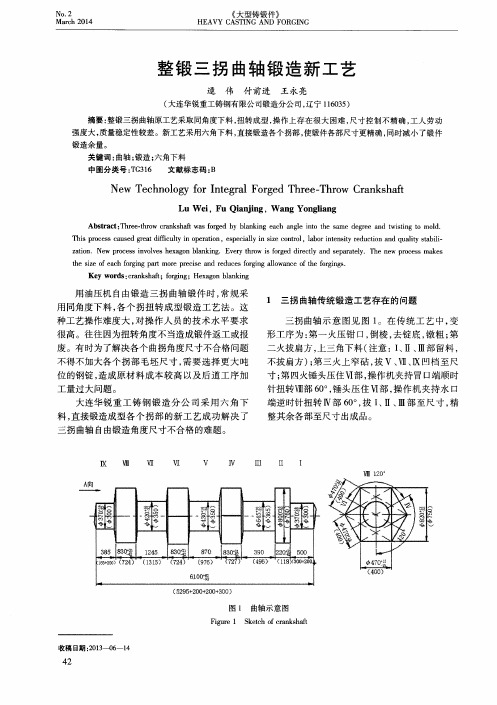
工艺确定过程锻件的工艺尺寸及技术要求我公司为某气压机厂生产的六拐曲轴锻件图如图1所示,交货重量9100kg,材质35CrMo,按气压机厂0061-2002Ⅴ组标准验收,其技术指标如表1所示。
由表1可看出,六拐曲轴锻件形状较复杂,技术条件要求严格,其主要生产技术难点在于:⑴该曲轴曲拐成120°夹角均匀分布,因此锻造成形时要保证角度准确,这是锻造成形难点。
⑵超声波探伤、低倍、金相等内部质量要求严格,需从冶炼、锻造和锻后热处理等多方面采取相应技术措施,才能确保达到技术要求。
工艺流程其工艺流程为:冶炼——钢锭加热——锻造——锻后热处理——锻件外观检验——机械加工——物理检验——交货。
表1 技术指标检验项目验收标准低倍检验锭型偏析小于3级、中心疏松小于3级、一般疏松小于3级、一般点状偏析小于1级、边缘点状偏析小于1级非金属夹杂物A类、B类、C类、D类型夹杂物各不低于3级;A类及C类夹杂物之和不低于3级;B类及D类夹杂物之和不低于3级魏氏组织小于1级晶粒度不低于5.5级超声波探伤主要危险截面(在曲拐中心位置):单个缺陷当量直径小于4mm、底波降低量dB小于8%、不允许存在缺陷密集区磁粉探伤曲拐区R过渡处不允许有线性缺陷磁痕、圆形缺陷磁痕。

曲轴加工工艺流程简述曲轴加工工艺流程主要包括原材料准备、粗车加工、热处理、精车加工、磨床加工和装配等几个阶段。
首先,在原材料准备阶段,需要选择合适的材料,通常采用碳素结构钢或合金钢作为原材料。
然后,根据曲轴的设计要求,将原材料锯断成适当的长度。
接着,进行粗车加工阶段。
首先,将原材料上的两端分别夹在轴座上,然后在车床上进行粗车加工。
粗车加工主要包括车削两个端面和中心轴孔。
粗车加工的目的是为了获得曲轴的基本形状。
之后,进行热处理阶段。
热处理是为了改变曲轴的组织结构和性能,提高其硬度和耐磨性。
通常采用淬火和回火的方法进行热处理。
首先,将曲轴放入淬火炉中加热至适当温度,保持一段时间后迅速冷却。
然后,对淬火后的曲轴进行回火处理,使其获得适当的硬度和韧性。
完成热处理后,进行精车加工阶段。
精车加工是为了获得曲轴的精确尺寸和光洁度。
首先,在车床上进行精确的车削操作,包括外圆的精车和中心轴孔的修整。
然后,进行检测和修正,以确保曲轴的尺寸和形状符合设计要求。
接下来,进行磨床加工阶段。
磨床加工是为了进一步提高曲轴的精度和表面质量。
首先,将曲轴安装在磨床上,采用磨轮对曲轴进行磨削。
磨床加工的主要目的是修整曲轴的外圆度和改善其表面质量。
最后,进行装配阶段。
将其他零部件,如曲柄杆、连杆等组装到曲轴上,使之成为完整的曲轴装配件。
装配完成后,进行必要的检测和调整,确保曲轴的性能和工作可靠性。
以上就是曲轴加工工艺流程的简要描述。
曲轴的加工工艺复杂,需要经过多个步骤的加工和处理,才能获得高精度和高质量的曲轴产品。

曲轴的加工工艺下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!Download Tip: This document has been carefully written by the editor. I hope that after you download, they can help you solve practical problems. After downloading, the document can be customized and modified. Please adjust and use it according to actual needs. Thank you!曲轴的加工工艺流程:①锻造或铸造:根据曲轴的设计要求和生产批量,首先通过锻造或铸造形成曲轴毛坯。
锻造适用于大批量、高强度要求,而铸造则适用于形状复杂、单件小批量生产。
②粗加工:对毛坯进行粗车,去除大部分余量,初步形成曲轴的基本外形和各轴颈、曲柄的轮廓。
此步骤旨在为后续精加工提供准确的基面。
③热处理:关键工序之一,通过淬火和回火提高曲轴的硬度、强度和韧性。
淬火处理增加表面硬度,防止磨损,回火则消除内应力,稳定组织,保证曲轴的综合力学性能。
④半精加工:在热处理后,对曲轴进行进一步的车削、铣削等加工,达到较为精确的尺寸和表面粗糙度要求,为磨削做准备。
⑤磨削:采用外圆磨床和内圆磨床对曲轴的主轴颈、连杆轴颈进行精密磨削,确保各轴颈的尺寸精度、几何形状精度和表面粗糙度达到设计要求,这是保证曲轴运转平稳、提高使用寿命的关键步骤。
⑥平衡校正:为了减少发动机运行时的振动,需对曲轴进行动平衡测试,并通过去重或配重调整,确保其旋转时的动态平衡。
⑦表面处理:根据需要,进行表面磷化、喷丸强化或镀铬等处理,提高耐磨性和抗腐蚀性。

曲轴工艺流程曲轴是内燃机的重要零部件之一,它承受着发动机的往复运动并将其转换为旋转运动。
曲轴的制造工艺流程非常复杂,需要经过多道工序才能完成。
下面我们就来详细介绍一下曲轴的工艺流程。
首先,曲轴的制造通常采用锻造工艺。
在锻造工艺中,首先需要选用合适的钢材作为原料,经过加热后放入锻造机械中进行锻造成型。
锻造过程中需要严格控制温度和压力,确保曲轴的内部组织和力学性能达到要求。
接下来是粗车加工工艺。
经过锻造成型的曲轴需要进行粗车加工,将其表面进行粗加工,以便后续的精加工工艺。
粗车加工需要高精度的机床和刀具,以确保曲轴的尺寸和形状精度。
然后是精密磨削工艺。
精密磨削是曲轴加工的关键环节,通过磨削可以提高曲轴的表面粗糙度和尺寸精度,同时也可以提高曲轴的耐磨性能。
精密磨削需要使用高精度的磨削设备和磨削工艺,以确保曲轴的加工质量。
接着是热处理工艺。
热处理是为了改善曲轴的组织结构和性能,通常包括调质、淬火和回火等工艺。
热处理需要严格控制加热温度、保温时间和冷却速度,以确保曲轴的机械性能达到设计要求。
最后是动平衡校正工艺。
曲轴作为发动机的旋转部件,需要保证其在高速旋转时不产生振动。
因此,曲轴需要进行动平衡校正,以确保其在高速旋转时不产生不平衡振动。
动平衡校正需要使用专门的动平衡校正设备和工艺,以确保曲轴的动平衡质量。
总的来说,曲轴的制造工艺流程经过锻造、粗车加工、精密磨削、热处理和动平衡校正等多道工序,需要严格控制每道工序的工艺参数和质量要求,以确保最终制造出的曲轴满足设计要求。
曲轴的制造工艺流程是复杂而精密的,需要高度的专业技术和严格的质量控制,以确保曲轴的质量和性能达到要求。

曲轴零件的机械加工工艺及夹具设计曲轴零件是发动机中最重要的部件之一,其主要作用是将活塞的上下往复运动转化为旋转运动,从而带动汽车轮胎运动,使汽车前进。
曲轴的机械加工工艺及夹具设计对于汽车发动机的品质和性能有着至关重要的作用。
下面将为大家介绍如何进行曲轴零件的机械加工和夹具设计。
一、曲轴的机械加工工艺曲轴是一种比较复杂的零件,其加工难度较高,需要用到许多特殊的工艺。
下面将为大家介绍曲轴的机械加工工艺:1. 曲轴的材料选择:曲轴要求材料强度高、耐磨性好,所以通常选择高强度的锻造钢、铸钢等材料。
2. 曲轴的切削加工:曲轴的切削加工是一种比较复杂的加工处理方法,其加工难度和要求较高。
曲轴的加工需要使用专门的加工设备和加工工艺,如车削、铣削、磨削、钻削等等。
3. 曲轴的热处理:曲轴的加工后,需要通过热处理的方式,使其达到所需的硬度和韧性,从而提高其性能。
4. 曲轴的表面处理:曲轴的表面处理包括抛光、镀铬、陶瓷喷涂等。
这些处理不仅美观,而且有助于提高曲轴的使用寿命和性能。
二、曲轴的夹具设计曲轴的夹具是曲轴机械加工的重要工具,它们可以确保曲轴在加工过程中的稳定性和精度。
夹具的设计应该考虑以下几个因素:1. 加工特性:不同的加工方式对夹具的要求不同,应根据加工特性设计夹具。
2. 工件材质:工件的材质对夹具设计产生很大的影响。
应该选择合适的材料和加工工艺,确保夹具的刚性和精度。
3. 加工精度:曲轴是一个高精度零件,夹具设计时应该注意加工精度的要求,保证夹具的精度和稳定性。
4. 生产效率:合理的夹具设计应该能够提高生产效率,降低成本,从而提高企业的竞争力。
总之,曲轴零件的机械加工和夹具设计对于汽车发动机的性能和品质有着至关重要的作用。
只有通过正确的加工工艺和夹具设计,才能制造出质量更高、性能更优的曲轴,满足汽车发动机的需求。
曲轴制造工艺过程曲轴是引擎的主要旋转机件,装上连杆后,可承接连杆的上下(往复)运动变成循环(旋转)运动。
是发动机上的一个重要的机件,其材料是由碳素构造钢或球墨铸铁制成的,有两个重要部位:主轴颈,连杆颈,〔还有其他〕。
主轴颈被安装在缸体上,连杆颈与连杆大头孔连接,连杆小头孔与汽缸活塞连接,是一个典型的曲柄滑块机构。
曲轴润滑主要是指与摇臂间轴瓦的润滑和两头固定点的润滑.这个一般都是压力润滑的,曲轴中间会有油道和各个轴瓦相通,发动机运转以后靠机油泵供给压力供油进展润滑、降温。
发动机工作过程就是,活塞经过混合压缩气的燃爆,推动活塞做直线运动,并通过连杆将力传给曲轴,由曲轴将直线运动转变为旋转运动。
曲轴的旋转是发动机的动力源。
也是整个船的源动力。
1.曲轴制造技术/工艺的进展1、球墨铸铁曲轴毛坯铸造技术〔1〕熔炼高温低硫纯洁铁水的获得是生产高质量球墨铸铁的关键。
国内主要是以冲天炉为主的生产设备,铁水未进展预脱硫处理;其次是高纯生铁少、焦炭质量差。
目前已承受双联外加预脱硫的熔炼方法,承受冲天炉熔化铁水,经炉外脱硫,然后在感应电炉中升温并调整成分。
目前,在国内铁水成分的检测已普遍承受真空直读光谱仪来进展。
〔2〕造型气流冲击造型工艺明显优于粘土砂型工艺,可获得高精度的曲轴铸件,该工艺制作的砂型具有无反弹变形量等特点,这对于多拐曲轴尤为重要。
目前,国内已有一些曲轴生产厂家从德国、意大利、西班牙等国引进气流冲击造型工艺,不过,引进整条生产线的只有极少数厂家,如文登天润曲轴引进了德国KW 铸造生产线。
2、钢曲轴毛坯的锻造技术近几年来,国内已引进了一批先进的锻造设备,但由于数量少,加之模具制造技术和其他一些设施跟不上,使一局部先进设备未发挥应有的作用。
从总体上来讲,需改造和更的陈旧的一般锻造设备多,同时,落后的工艺和设备仍占据主导地位,先进技术有所应用但还不普遍。
3、机械加工技术目前国内曲轴生产线多数由一般机床和专用机床组成,生产效率和自动化程度相对较低。
曲轴制造工艺过程曲轴是引擎的主要旋转机件,装上连杆后,可承接连杆的上下(往复)运动变成循环(旋转)运动.是发动机上的一个重要的机件,其材料是由碳素结构钢或球墨铸铁制成的,有两个重要部位:主轴颈,连杆颈,(还有其他)。
主轴颈被安装在缸体上,连杆颈与连杆大头孔连接,连杆小头孔与汽缸活塞连接,是一个典型的曲柄滑块机构。
曲轴润滑主要是指与摇臂间轴瓦的润滑和两头固定点的润滑.这个一般都是压力润滑的,曲轴中间会有油道和各个轴瓦相通,发动机运转以后靠机油泵提供压力供油进行润滑、降温。
发动机工作过程就是,活塞经过混合压缩气的燃爆,推动活塞做直线运动,并通过连杆将力传给曲轴,由曲轴将直线运动转变为旋转运动。
曲轴的旋转是发动机的动力源。
也是整个船的源动力。
1。
曲轴制造技术/工艺的进展1、球墨铸铁曲轴毛坯铸造技术(1)熔炼高温低硫纯净铁水的获得是生产高质量球墨铸铁的关键。
国内主要是以冲天炉为主的生产设备,铁水未进行预脱硫处理;其次是高纯生铁少、焦炭质量差。
目前已采用双联外加预脱硫的熔炼方法,采用冲天炉熔化铁水,经炉外脱硫,然后在感应电炉中升温并调整成分。
目前,在国内铁水成分的检测已普遍采用真空直读光谱仪来进行.(2)造型气流冲击造型工艺明显优于粘土砂型工艺,可获得高精度的曲轴铸件,该工艺制作的砂型具有无反弹变形量等特点,这对于多拐曲轴尤为重要。
目前,国内已有一些曲轴生产厂家从德国、意大利、西班牙等国引进气流冲击造型工艺,不过,引进整条生产线的只有极少数厂家,如文登天润曲轴有限公司引进了德国KW铸造生产线。
2、钢曲轴毛坯的锻造技术近几年来,国内已引进了一批先进的锻造设备,但由于数量少,加之模具制造技术和其他一些设施跟不上,使一部分先进设备未发挥应有的作用。
从总体上来讲,需改造和更新的陈旧的普通锻造设备多,同时,落后的工艺和设备仍占据主导地位,先进技术有所应用但还不普遍。
3、机械加工技术目前国内曲轴生产线多数由普通机床和专用机床组成,生产效率和自动化程度相对较低。
曲轴是发动机及气缸式压缩机上的一个重要的旋转机件,装上连杆后,可承接活寒的上下(往复)运动变成循环运动。
曲轴的材料是由碳素结构钢或球墨铸铁制成的,有几个重要部位:主轴颈、连杆颈、曲柄等。
主轴颈被安装在缸体上,连杆颈与连杆大头孔连接,连杆小头孔与汽缸活塞连接,是一个典型的曲柄滑块机构。
1确定曲轴的加工工艺法方案1.1曲轴作为一个重要的旋转机件,其加工方法仍冇一般轴的加工规律,如铣两端面,钻中心孔,车、磨及抛光,但是曲轴也是有它的特点,它由主轴颈,连杆轴颈与连杆轴颈之间的连接板组成,其结构细长、曲拐多、刚性差,因而安排曲轴加工工艺应采取相应的工艺措施。
1.2在曲轴的机械加工中,采用新技术和提高自动化程度都不断取得进展。
国内以往的曲轴生产线多数由普通机床和专用机床组成,生产效率和自动化程度相对较低。
粗加工设备一般采用多刀车床车削曲轴主轴颈及连杆轴颈,工质质量稳定性差,容易产生较大的加工应力,难以达到合理的加工余量。
精加工普遍采用MQ8260等普通曲轴磨床进行粗磨、半精磨、精磨、抛光,通常靠人工操作,加工质量不稳,尺寸一致性差。
现在加工曲轴粗加工比较流行的工艺是:主轴颈采用车拉工艺和高速外铣,连杆颈采用高速外铣,而且倾向于高速随动外铣,全部采用干式切削。
在对连杆颈进行随动磨削时,曲轴以主轴颈为轴线进行旋转,并在一次装夹下磨削所有连杆颈。
在磨削过程中,磨头实现往复摆动进给,跟踪着偏心回转的连杆颈进行磨削加工。
2 确定曲轴的加工工艺过程2.1 曲轴的结构及其特点。
曲轴一般由主轴颈,连杆轴颈、曲柄、平衡块、前端和后端等组成。
一个主轴颈、一个连杆轴颈和一个曲柄组成了一个曲拐,曲轴的曲拐数目等于气缸数(直列式)。
主轴颈是曲轴的支承部分,通过主轴承支承在曲轴箱的主轴承座中。
主轴承的数目不仅与气缸数目有关,还取决于曲轴的支承方式。
连杆轴颈是曲轴与连杆的连接部分,在连接处用圆弧过渡,以减少应力集中。
曲柄是主轴颈和连杆轴颈的连接部分,断面为椭圆形,为了平衡惯性力,曲柄处铸有(或紧固有)平衡重块。