木制品生产工艺学共46页
- 格式:ppt
- 大小:4.33 MB
- 文档页数:46
一.名词解释1木制品工艺学:是研究木制品的结构、设计,工业基础、理论和实际生产的一门科学。
2干燥:3榫结合:是将榫头压入榫槽内,把两个零部件连接起来的一种结合方法。
4工艺过程:通过各种生产设备改变原材料的形状,尺寸或物理性质,使之加工成符合要求的产品的一系列过程的总和。
5生产过程:是将原材料制成产品相关过程的总和,也就是从生产准备工作开始,直到把产品加工出来的全部过程。
6工序:由一个工人在一个工作位置上对一个或多个工件所连续完成得工艺过程的某一部分7定位:在进行切削加工的时候,必须把工件放置于夹具上,使工架和刃具之间具有正确的相对位置这个过程。
8夹紧:工件在定位的基础上由于加工时工件受外力较大(主要是切削力)定位一般会被破坏,这时就需要对工件施加夹紧力,以防止工件移动,这个就叫夹紧。
9基准:为了使工件在设备上相对于刃具或在产品中相对于其他零部件具有正确的位置需要点和面来进行定位。
10表面粗糙度:经过切削加工或压力加工的木材或人造板,在加工表面,会留下各种加工痕迹,这种加工痕迹称表面粗糙度。
11配料:是按照零件的尺寸,规格和质量要求,将锯材据剖成各种规格方材毛料的加工过程。
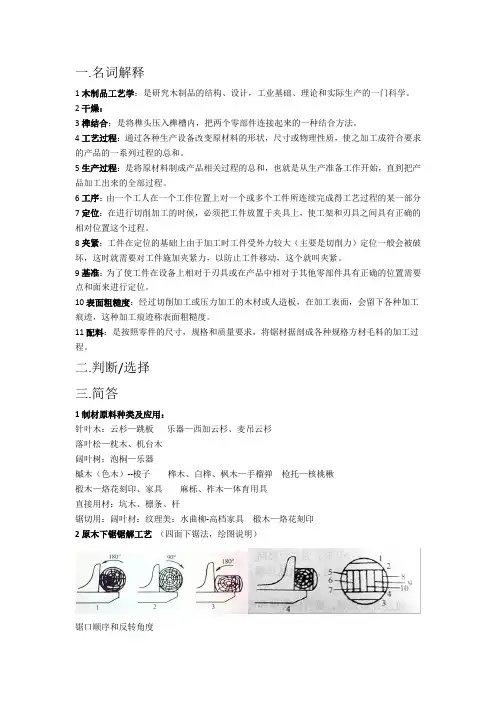
二.判断/选择三.简答1制材原料种类及应用:针叶木:云杉—跳板乐器—西加云杉、麦吊云杉落叶松—枕木、机台木阔叶树:泡桐—乐器槭木(色木)--梭子桦木、白桦、枫木—手榴弹枪托—核桃楸椴木—烙花刻印、家具麻栎、柞木—体育用具直接用材:坑木、檩条、杆锯切用:阔叶材:纹理美:水曲柳-高档家具椴木—烙花刻印2原木下锯锯解工艺(四面下锯法,绘图说明)锯口顺序和反转角度1—2(180°/向里)3—4(90°/向外)5—6—7(180°/向里)8—9--10生产的锯材品品种为整边的板、方材或相同宽度的板、方材,或者偶数连料(方材、枕木等)3干燥机理(干燥过程中应力变化)(1)干燥刚开始还未产生应力的阶段。
此阶段中木材内外各层的含水率都在纤维饱和点以上。
榫结合:是将榫头压入榫槽内,把两个零部件连接起来的一种结合方法尺度和尺度感:尺度是造型中的尺寸范围;尺度感是尺寸范围和标准的合理感觉实木拼板:采用不同的结构形式,将实木窄板拼和成所需宽度的板才材工艺过程:通过各种生产设备改变原材料的形状,尺寸活物理性质,使之加工成符合要求的产品过程的总和工序:由一个工人在一个工作位置上对一个或多个工件所连续完成得工艺过程的某一部分配件:指那些不经过加工直接使用的制成品工艺过程流程图:在生产过程,安工序的先后顺序所编制的生产工艺走向图工艺规程:规定生产中合理的加工工艺和加工方法的技术文件工艺规程的内容:零部件或产品的设计文件;零部件的生产工艺流程或产品的工艺路线;设备,工具,夹具,模具和刃具的种类;零部件或产品的技术要求和检验方法;零部件或产品的工时定额;家具生产中使用的原材料规格和消耗定额。
基准:为了使工件在设备上相对于刃具或在产品中相对于其他零部件具有正确的位置需要点和面来进行定位基准的分类:设计基准,工艺基准,工艺基准分定位基准,装配基准,测量基准,定位基准分粗基准,精基准,辅助基准。
加工精度:零部件在加工之后所得得尺寸和几何形状等参数数值和理论数值相符合的程度表面粗糙度:经过切削加工或压力加工的木材或人造板,在加工表面,会留下各种加工痕迹,这种加工痕迹称表面粗糙度互换性:某一种产品或零部件与另一种产品或零部件在尺寸上能够相互替换的功能裁板图:根据零部件的技术要求,在标准副面的人造板上设计的最佳锯口位置和据解顺序图胶合工艺:采用适当的胶粘剂:和工艺条件把两个或两个以上的材料胶合在一起使其具有一定的胶合强度方材弯曲:是将配置好的直线形方材毛料经软化处理并用模具加压弯曲成所需的曲线形零件总和胶合弯曲:是由多层平直涂胶的薄板经胶压,弯曲,待胶层固话后制成的曲线形部件装配:按图纸和技术要求的规定,将若干零件结合成部件或将若干个零件和部件结合成家具的总称涂饰工艺:基材经过表面处理后涂饰材料,涂层固话及漆膜修整等一系列工序的总称涂饰的目的:保护作用1封闭基材2在阳光下免受紫外线照射3避免与各种液体接触,使表面污染4掩盖木材的自然缺陷装饰作用1增强艺术性2模仿珍贵树种特殊作用1人与制品,制品与环境的和谐统一2强调距离感,胀缩感,温寒感和轻重感空气喷涂原理:利用压缩空气经过喷枪,使涂料雾化,并喷到被涂饰表面,以形成连续完整涂层的一种涂饰方法空气喷涂特点:1几乎可以喷所有的涂料2可以喷涂各种形状的制品和零部件,简单,方便,操作安全3喷涂浪费比较打大,涂料利用率低4涂料污染空气,对人有害,需要专门的防护措施5对浓度比较大的涂料不易喷涂,需稀释后喷涂6空气喷涂需要一系列机械设备才能进行加工余量:将方材毛料加工成形状,尺寸和表面质量等方面符合设计要求的零件时,所切去的一部分材料称为加工余量工序的集中:选用多功能的生产设备,使生差设备的数量减少,工艺过程也相应缩短,这样大大减少了工件的装卸次数和时间,提高了生产设备的利用率和零部件的加工精度,简化的生产管理,缩短了生产周期配料及主要内容:配料是按照零件的尺寸,规格和质量要求,将锯材据剖成各种规格方材毛料的加工过程。
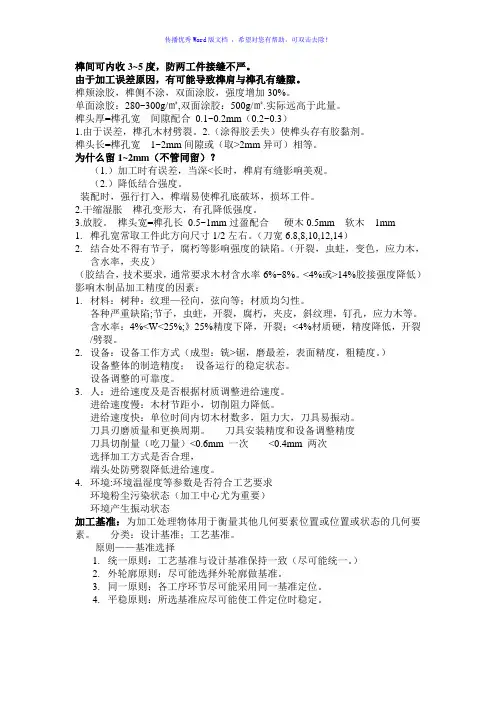
榫间可内收3~5度,防两工件接缝不严。
由于加工误差原因,有可能导致榫肩与榫孔有缝隙。
榫颊涂胶,榫侧不涂,双面涂胶,强度增加30%。
单面涂胶:280~300g/㎡,双面涂胶:500g/㎡.实际远高于此量。
榫头厚=榫孔宽间隙配合0.1~0.2mm(0.2~0.3)1.由于误差,榫孔木材劈裂。
2.(涂得胶丢失)使榫头存有胶黏剂。
榫头长=榫孔宽1~2mm间隙或(取>2mm异可)相等。
为什么留1~2mm(不管同留)?(1.)加工时有误差,当深<长时,榫肩有缝影响美观。
(2.)降低结合强度。
装配时,强行打入,榫端易使榫孔底破坏,损坏工件。
2.干缩湿胀榫孔变形大,有孔降低强度。
3.放胶。
榫头宽=榫孔长0.5~1mm过盈配合硬木0.5mm 软木1mm1.榫孔宽常取工件此方向尺寸1/2左右。
(刀宽6.8,8,10,12,14)2.结合处不得有节子,腐朽等影响强度的缺陷。
(开裂,虫蛀,变色,应力木,含水率,夹皮)(胶结合,技术要求,通常要求木材含水率6%~8%。
<4%或>14%胶接强度降低)影响木制品加工精度的因素:1.材料:树种:纹理—径向,弦向等;材质均匀性。
各种严重缺陷;节子,虫蛀,开裂,腐朽,夹皮,斜纹理,钉孔,应力木等。
含水率:4%<W<25%;》25%精度下降,开裂;<4%材质硬,精度降低,开裂/劈裂。
2.设备:设备工作方式(成型:铣>锯,磨最差,表面精度,粗糙度。
)设备整体的制造精度;设备运行的稳定状态。
设备调整的可靠度。
3.人:进给速度及是否根据材质调整进给速度。
进给速度慢:木材节距小,切削阻力降低。
进给速度快:单位时间内切木材数多,阻力大,刀具易振动。
刀具刃磨质量和更换周期。
刀具安装精度和设备调整精度刀具切削量(吃刀量)<0.6mm 一次<0.4mm 两次选择加工方式是否合理,端头处防劈裂降低进给速度。
4.环境:环境温湿度等参数是否符合工艺要求环境粉尘污染状态(加工中心尤为重要)环境产生振动状态加工基准:为加工处理物体用于衡量其他几何要素位置或位置或状态的几何要素。
木制品工艺学(总14页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--1、家具用材包括哪些种类,各有何特点?胶合板:(1)幅面大,厚度小,密度小,木纹美丽,表面平整,不易翘曲变形,强度高;(2)可以合理使用木材;(3)使用性能比天然木材优越;(4)可与木材配合使用。
刨花板:(1)幅面尺寸大,表面平整,结构均匀,长宽同性,无生长缺陷,不需干燥,隔音隔热性好,有一定强度,利用率高。
(2)密度大,平面抗拉强度低,厚度膨胀率大,边缘易脱落,不宜开榫,握钉力差,切削加工性能差,游离甲醛释放量高,表面无木纹。
(3)利用小径木和碎料,综合利用木材,节约木资源,提高利用率。
(4)经二次加工后可广泛用于板式家具生产和建筑室内装修。
纤维板:(1)软质纤维板:密度不大,物理力学性能不及硬纤维,主要在建筑工程用于绝缘、保温和吸音隔音方面。
(2)中密度纤维板和高密度纤维板:幅面大、结构均匀、强度高、尺寸稳定变形小、易于切削加工、板边坚固、表面平整、便于直接胶贴各种饰面材料、涂饰材料和印刷处理。
细木工板:(1)与实木板比:幅面尺寸大、结构尺寸稳定、不易开裂;利用边材小料、节约优质木材;板面纹理美观、不带天然缺陷;横向强度高、板材刚度大;板材幅面宽大、表面平整一致。
(2)与三板比:比胶合板原料要求低;比刨花板和纤维板质量好、易加工;比胶合板和刨花板比用胶量少、设备简单、投资少、工艺简单、能耗低。
(3)结构稳定,不易变形,加工性能好,强度和握钉力高。
空心板:重量轻、变形小、尺寸稳定、板面平整、材色美观、有一定强度。
单板层积材:(1)可采用小径材、弯曲材、短原木生产,提高了木材利用率;(2)可生产长材、宽材及厚材;(3)可以实现连续化生产;(4)可以去掉缺陷或分散错开,使强度均匀、尺寸稳定、材性优良;(5)可方便防腐、防火、防虫等处理;(6)可做板材或方材使用集成材:保持木材天然纹理,强度高,材质好,尺寸稳定不变形,可连续化生产,投资和技术较高2、家具配件有几大类?9类:锁,连接件,铰链,滑动装置(滑道),位置保持装置,高度调整装置,支承件,拉手,脚轮及脚座。
木质家具制造工艺学资料(1)(精)第一章家具的接合方式 1、零件:用以组装部件或成品的最小单元,如抽屉面★ 2、部件:由零件组成的独立装配体,如抽屉^ 3、家具结构装配图:全面表达产品内外结构与装配关系的工程制图^ 4、家具零件图:表示不可再分的家具构件的一种工程制图 5、榫接合:将榫头压入榫眼或榫槽内,把两个零部件连接起来的一种接合方法。
(曾经的重 点)一般榫接合需配有胶黏剂以增加其强度。
P41 的图 3-1)机制螺钉:钉体无尖,工件应预先打孔或嵌入螺母,可以多次拆卸。
★木螺钉螺纹斜度小,拧入时费力;自攻螺钉螺纹斜度大,拧入时省力10、实木拼板的结构形式平拼2、裁口拼3、凹凸拼4、齿形拼(指型拼) 接入榫拼(圆形拼、方榫拼) 第二章家具设计基本原理榫结合的各部分名称(看书本 6、 真空模压用胶:主要采用乙烯醋酸乙烯共聚树脂液或热熔胶 7、 8、 区别:自攻螺钉和木螺钉(重点)1、 2、 木螺钉后端没有螺纹;自攻螺钉后端有螺纹3、 木螺钉较细,硬度强度低;自攻螺钉较粗,硬度强度高9、 实木拼板的技术要求(重点)1、 般实木拼板宽度不超过60mm2、 同一拼板部件中的树种一致或材性相近相邻3、 实木窄版的含水率偏差应不大于1%1、 56、 穿条拼7、穿带拼&螺钉拼一、家具基本特征** ★功能性:物资功能+精神功能艺术性:遵循造型法则并具有鲜明的时代特征和独特的个人分格工艺性:核心为产品的质量,是生产中一种无形的美,称之为工艺美经济性:家具也是一种商品,通过交换来实现它的价值二、后退的曲线形零件的制作通常有以下几种方法:(重点)一是采用整块木材(实木拼版、集成材)划线锯成曲线形;二是采用方材加压弯曲制成曲线形。
第三章家具生产的基本理论(重点)一、生产过程**1、定义:将原料制成产品相关过程的总和,即从生产准备开始到把产品生产出来为止的全部过程。
(重点)2、相关过程包括:生产准备、基本生产、辅助生产、生产服务四个部分(重点)二、工艺过程**1、定义:通过各种生产设备改变原材料的形状、尺寸和物理性质,使之加工或符合技术要求的产品的一系列过程的总和。
《木制品制造工艺学》理论教学大纲一.课程概述。
课程名称(中文):木制品制造工艺学(英文):Wood products manufacturing technology课程编号:14351045课程学分:3.5课程总学时:54课程性质:专业核心课二.课程内容简介。
《木制品生产工艺学》课程是木材科学与工程专业核心课,主要研究实木家具与板式家具的材料、结构、加工、装配与表面装饰等知识的专业课,课程的学习将为毕业后从事相关家具企业的生产、管理打下坚实的基础。
主要教学内容包括:现代家具工业的现状及趋势;家具生产常用的主要材料、辅助材料及五金配件等;实木家具与板式家具常见的结构、接合方式、基本构件和典型构件;机械加工基础(加工基准、加工精度、表面粗糙度及工艺过程等);实木家具加工工艺与设备;板式家具零部件加工工艺与设备;家具结构中常用的弯曲零件加工工艺;家具的装饰方法与装饰工艺(透明涂饰与不透明涂饰);家具部件装配与总装配;家具生产车间设计(工艺设计依据、原辅材料及机床设备的计算、车间规划与设备布置等)等相关知识。
三.教学目标与要求。
本课程以生产过程、加工基准、加工精度和表面粗糙度基本原理为主线,阐述现代化生产中如何提高加工精度、降低成本、提高生产率的途径。
(1).学习目标:了解木质材料制品所使用的原材料;掌握制品机械加工与表面装饰方法的知识;熟练掌握实木家具与板式家具的加工工艺及相关设备;掌握木质材料胶合的基本理论胶;掌握弯曲成型机理及木质家具弯曲件的制作工艺;掌握家具透明涂饰工艺与不透明涂饰工艺,不同涂饰工艺的特点;了解家具生产车间的工艺设计基本知识。
(2).能力、技能培养通过本门课程的学习,学生应当具有运用课程基本理论知识,解决生产中各种原材料的使用,结构和工艺问题的能力;学会检测与控制制品的生产质量的能力;掌握运用设计制品中的要素,如造型、结构、用料、功能、规格、装饰等与生产企业(设备布置)的能力以及设计合理的机械加工与表面装饰工艺过程的能力,即优选加工方法、材料、工具、设备以及确定最佳工艺条件和合理安排工序等能力。