《木制品生产工艺学》总复习
- 格式:ppt
- 大小:6.86 MB
- 文档页数:44
填空题:1 木质家具的接合方式:榫接合、钉接合、木螺钉接合、胶接合、连接件接合2 贴面材料:天然:天然薄木、集成薄木人造薄木、印刷装饰纸、浸渍纸、塑料薄膜3 加工精度:已加工的零件的尺寸、形状和位置等几何参数的实际数值与图纸上规定的理论数值相符合的程度。
4 工艺系统:机械加工中,由机床、刀具、夹具和工件组成的统一体。
[5 加工基准:设计基准、工艺基准〔定位、装配、测量〕定位〔粗、细、辅助〕名词解释:6 十点高度:在取样长度内,被测轮廓上五个最大轮廓峰高的平均值与五个最低轮廓谷深的平均值之和。
7 工序集中:把一个独立的工序集中为一个较复杂的工序。
集中适于产品变换困难操作水平高。
工序分化:把大的复杂的工序分成一系列小的较简单的工序。
分化特点是设备操作简单,对人员要求低,产品生产灵活。
8 怎样合理配料:配料方式上有单一配料法和综合配料法配料工艺上先横截后纵截的配料工艺、先纵截后横截、先划线后锯截、先粗刨后锯截先粗刨、锯截和胶合再锯截的配料工艺,了解这5种工艺,进行组合利用,综合确定方案。
9 工艺过程:将原料加工成符合技术要求的产品时,所进行的一系列工作的总和.家具生产工艺过程中包括材料制备、机械加工、胶合与胶贴、软化、弯曲、装配、涂饰、装饰、检验、包装、入库。
10 什么是切削运动:贴面的板坯参差不齐,有齐边加工进行尺寸精度加工和边部的铣型11 实木弯曲的工艺:毛料选择、软化处理、加压弯曲、干燥定型、最后加工简答题:12 静电喷涂:利用电晕放电现象,正负电荷相互吸引原理。
使得喷具为负极涂料带负电,被涂的木材表面带正电荷,之间产生高压静电场,使得涂料微粒被吸附,沉积在被涂饰工件表面上形成涂层。
优点:1. 环境污染小 2.利用率高90%,无雾化损失3.效率高,适合大批量生产4.涂层均匀,附着力高,涂饰质量好5.电能消耗少,通风装置简化6.对框架类的涂饰适应性强缺点:1. 有火灾隐患 2.形状复杂的很难获得均匀涂层3.对所用涂料、溶剂、木材制品有一定要求13 榫接合的技术要求直角榫:(1榫头厚度:单榫的厚度接近于方材厚度或宽度的2/5~1/2,双榫或多榫的厚度接近于方材的2/5-1/2。
1、木材平衡含水率的概念及其对木制品加工的影响?木材吸湿或解吸过程达到与周围空气相平衡时的木材含水率叫做平衡含水率。
即薄小木料在一定空气状态下最后达到的吸湿稳定含水率或解吸稳定含水率,叫做平衡含水率。
木材在制成木制品之前,必须干燥到一定的中含水率M终,且此终含水率必须与木制品使用地点的平衡含水率相适应。
如果使用地点的平衡含水率为15%,则干燥的终含水率以13%较为适宜。
在这样的含水率条件下,木制品的含水率能基本保持稳定,从而其尺寸和形状也基本保持稳定。
2、木材的化学成分有哪些?化学成分对木材弯曲有何影响?木材的主要成分是纤维素、半纤维素和木质素,木材的次要成分包括抽提物、灰分等,影响:1.一般来说,应阔叶材的弯曲性能优于软阔叶材和针叶材,因为针叶材结晶度高于阔叶材的结晶度,结晶区不易软化,2.针叶材含木质素多,木素成分会影响分子运动需要的能量大小,3.阔叶材含半纤维素较多,并且在木聚糖的分子链上分支多,而分支走容易水解,所以硬阔叶材更具可软化性和可弯曲性。
3、什么是表面粗糙度?其对木制品的表面装饰有什么影响?表面粗糙度是指经切削加工或压力加工后的木材及人造板,由于加工过程中受到加工机床的状态、切削刀具的几何精度、加压时施加的压力、温度以及木材树种、含水率等各种因素的影响,表面上会具有各种不平度。
木材表面粗糙度就是指木材加工表面上具有的,一般是由所用的加工方法或其他因素形成的较小间距和峰谷组成的微观不平度。
表面粗糙度的大小影响后面进行胶合和装饰时的胶料及涂料的用量,同时也会影响胶合和装饰质量。
4、加工余量的概念及其对加工精度的影响?定义:将毛料加工成形状、尺寸和表面质量等方面都符合设计要求的零件时所切去的那一部分材料。
即毛料和零件尺寸之差。
加工余量对加工精度的影响:加工余量过大,则一侧切削时,切削层厚度也大,这样是刀具的刚度降低,切削力增加,从而使整个工艺系统的弹性变形也加大,加工精度和表面质量降低:如果加工余量过小,为了保证加工质量,必须提高准备工序的质量,延长机床调整时间,生产率也会降低:唯有正确规定加工余量,才能保证零件的加工精度。
西北农林科技大学本科课程考试试题(卷)201 —201 学年第2学期《木制品生产工艺学》课程卷专业班级:命题教师:审题教师:学生姓名:学号:考试成绩:一、填空题(每空0.5分,共15分)得分:分1.圆榫的直径一般要求等于被结合零部件板厚的。
圆榫的长度一般为圆榫直径的倍。
2.目前,木制品生产中采用的加工余量为经验值,厚度和宽度上的加工余量取,长度上的加工余量值取。
3.为了确定工序的持续时间,制定出该工序的工时定额,可以把每个加工工序的操作划分为、、、等更小的组成部分。
4.国际上正在围绕材料利用绿色化的3R或4R原则,对新型家具用材进行研究和开发,4R是指、、、。
5.基准的种类根据基准的作用不同,基准可以分为基准和基准两大类。
6.漆膜修整的主要方法是和,其目的是为了提高漆膜表面的和。
7.加工余量分为余量和余量两种。
总加工余量等于余量之和。
8.木制品表面涂饰按漆膜能否显现木材纹理可分为与涂饰,按其光泽高低可分为、、涂饰9. 木制品装配的方式有、、。
10.在立式铣床上加工曲面时,所用挡环的半径必须要求加工曲线中的最小的曲率半径。
二、名词解释(每题2分,共10分)得分:分1.木制品2.木制品的生产过程3. 加工余量4. 设计基准5. 气压喷涂三、回答题(共40分,每小题分标在小题后)得分:分1. 确定与选择基准面的原则是什么?(8分)2. 给出毛料加工平面的四种方法,并说出其特点?(8分)3.方材接长的方法有哪些?并说明其特点和应用。
(9分)4.实木方材弯曲为什么要进行软化处理和加金属带?(8分)5. 木制品涂饰中嵌补的目的是什么?有何技术要求?(7分)四、加工工艺设计题(共35分,每小题分标在小题后)得分:分1.设计采用间歇式后成型包边(两面同时贴)制作家具下图所示柜门的生产工艺流程图。
(10分)2. 设计图示板椅靠背上横档的切削加工工艺流程。
(15分)3. 列表说明下图所示木框横档的切削加工工艺流程(10分)。
家具加工工艺学复习题一、概念与填空类1.基准的基本概念,包括设计基准和工艺基准(定位基准、装配基准、测量基准、精基准、粗基准) .基准定义:用来确定零部件位置的点、线、面称为基准。
基准可以分为设计基准和工艺基准两类。
设计基准:设计时用来确定零件和零件之间相互位置的点、线、面称为设计基准。
工艺基准:在加工或装配过程中,用来确定与该零件其余表面或在产品中与其它零部件的相对位置的点、线、面称为工艺基准。
分类:工艺基准按照用途又可以分为定位基准、装配基准和测量基准。
定位基准:工件在机床或夹具上定位时,用来确定加工表面与机床、刀具间相对位置的表面称为定位基准。
① 粗基准:以没有经过加工的表面作为基准。
② 精基准:以经过加工的表面作为基准。
③ 辅助基准:加工过程中暂时用来确定工件某个加工位置的基准。
(如单面开榫机开榫时)装配基准:装配时用来确定零件、部件与产品中其它零部件相对位置的表面。
测量基准:用来检验已加工表面的尺寸、位置的表面。
2.加工误差(系统误差、偶然误差)。
误差分为两种:系统性误差和偶然性误差。
系统性误差由机床、刀具等造成,误差大小保持不变或呈有规律变化。
偶然性误差:由一个或多个偶然性因素造成(如原料的变化、人为因素等),误差没有一定的规律。
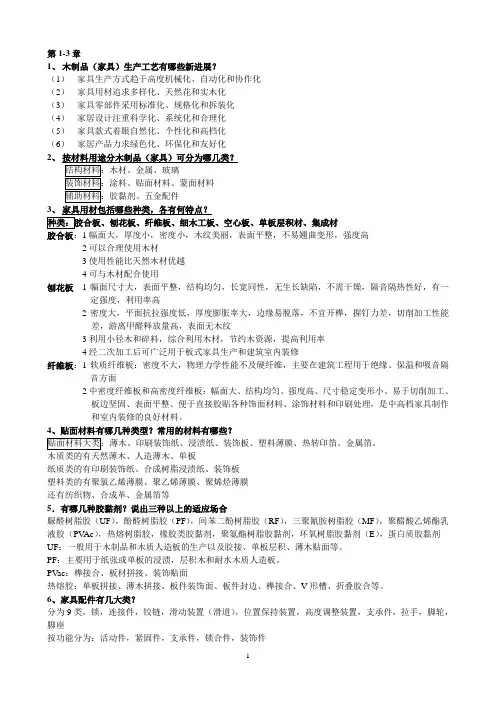
3.表面粗糙度评定的几个概念:表面轮廓、中线制、最大轮廓高度、微观不平度十点高度等等。
表面轮廓:平面与表面相交所的轮廓线。
中线制:以中线为基准线的评定方法。
轮廓最大高度(Ry ):取样长度内轮廓峰顶线和轮廓谷底线之间的距离。
微观不平度十点高度(Rz ):取样长度内,五个最大轮廓峰高的平均值与五个最大轮廓谷深的平均值之和。
轮廓算术平均偏差(Ra ):取样长度内轮廓偏踞绝对值的算术平均值。
可用下式求得: 近似计算公式为:轮廓微观不平度平均间距(Sm ):取样长度内微观不平度间距的平均值。
可用下式计算:单位长度内微观不平度的总高度(Rpv):取样长度内各微观不平度的高度之和除以取样长度。
第1-3章1、木制品(家具)生产工艺有哪些新进展?(1)家具生产方式趋于高度机械化、自动化和协作化(2)家具用材追求多样化、天然花和实木化(3)家具零部件采用标准化、规格化和拆装化(4)家居设计注重科学化、系统化和合理化(5)家具款式着眼自然化、个性化和高档化(6)家居产品力求绿色化、环保化和友好化2、按材料用途分木制品(家具)可分为哪几类?结构材料:木材、金属、玻璃装饰材料:涂料、贴面材料、蒙面材料辅助材料:胶黏剂、五金配件3、家具用材包括哪些种类,各有何特点?种类:胶合板、刨花板、纤维板、细木工板、空心板、单板层积材、集成材胶合板:1幅面大,厚度小,密度小,木纹美丽,表面平整,不易翘曲变形,强度高2可以合理使用木材3使用性能比天然木材优越4可与木材配合使用刨花板1幅面尺寸大,表面平整,结构均匀,长宽同性,无生长缺陷,不需干燥,隔音隔热性好,有一定强度,利用率高2密度大,平面抗拉强度低,厚度膨胀率大,边缘易脱落,不宜开榫,握钉力差,切削加工性能差,游离甲醛释放量高,表面无木纹3利用小径木和碎料,综合利用木材,节约木资源,提高利用率4经二次加工后可广泛用于板式家具生产和建筑室内装修纤维板:1软质纤维板:密度不大,物理力学性能不及硬纤维,主要在建筑工程用于绝缘、保温和吸音隔音方面2中密度纤维板和高密度纤维板:幅面大、结构均匀、强度高、尺寸稳定变形小、易于切削加工、板边坚固、表面平整、便于直接胶贴各种饰面材料、涂饰材料和印刷处理,是中高档家具制作和室内装修的良好材料。
4、贴面材料有哪几种类型?常用的材料有哪些?贴面材料大类:薄木、印刷装饰纸、浸渍纸、装饰板、塑料薄膜、热转印箔、金属箔。
木质类的有天然薄木、人造薄木、单板纸质类的有印刷装饰纸、合成树脂浸渍纸、装饰板塑料类的有聚氯乙烯薄膜、聚乙烯薄膜、聚烯烃薄膜还有纺织物、合成革、金属箔等5.有哪几种胶黏剂?说出三种以上的适应场合脲醛树脂胶(UF),酚醛树脂胶(PF),间苯二酚树脂胶(RF),三聚氰胺树脂胶(MF),聚醋酸乙烯酯乳液胶(PV Ac),热熔树脂胶,橡胶类胶黏剂,聚氨酯树脂胶黏剂,环氧树脂胶黏剂(E),蛋白质胶黏剂UF:一般用于木制品和木质人造板的生产以及胶接、单板层积、薄木贴面等。
家具加工工艺学复习题一、概念与填空类1.基准的基本概念,包括设计基准和工艺基准(定位基准、装配基准、测量基准、精基准、粗基准) .基准定义:用来确定零部件位置的点、线、面称为基准。
基准可以分为设计基准和工艺基准两类。
设计基准:设计时用来确定零件和零件之间相互位置的点、线、面称为设计基准。
工艺基准:在加工或装配过程中,用来确定与该零件其余表面或在产品中与其它零部件的相对位置的点、线、面称为工艺基准。
分类:工艺基准按照用途又可以分为定位基准、装配基准和测量基准。
定位基准:工件在机床或夹具上定位时,用来确定加工表面与机床、刀具间相对位置的表面称为定位基准。
① 粗基准:以没有经过加工的表面作为基准。
② 精基准:以经过加工的表面作为基准。
③ 辅助基准:加工过程中暂时用来确定工件某个加工位置的基准。
(如单面开榫机开榫时)装配基准:装配时用来确定零件、部件与产品中其它零部件相对位置的表面。
测量基准:用来检验已加工表面的尺寸、位置的表面。
2.加工误差(系统误差、偶然误差)。
误差分为两种:系统性误差和偶然性误差。
系统性误差由机床、刀具等造成,误差大小保持不变或呈有规律变化。
偶然性误差:由一个或多个偶然性因素造成(如原料的变化、人为因素等),误差没有一定的规律。
3.表面粗糙度评定的几个概念:表面轮廓、中线制、最大轮廓高度、微观不平度十点高度等等。
表面轮廓:平面与表面相交所的轮廓线。
中线制:以中线为基准线的评定方法。
轮廓最大高度(Ry ):取样长度内轮廓峰顶线和轮廓谷底线之间的距离。
微观不平度十点高度(Rz ):取样长度内,五个最大轮廓峰高的平均值与五个最大轮廓谷深的平均值之和。
轮廓算术平均偏差(Ra ):取样长度内轮廓偏踞绝对值的算术平均值。
可用下式求得: 近似计算公式为:轮廓微观不平度平均间距(Sm ):取样长度内微观不平度间距的平均值。
可用下式计算:单位长度内微观不平度的总高度(Rpv ):取样长度内各微观不平度的高度之和除以取样长度。
木制品工艺期末1.表面粗糙度:经过切削加工或压力加工的木材或人造板,在加工表面会留下各种各样的加工痕迹,这种加工痕迹叫做表面粗糙度2.配料:按零件的尺寸.规格和要求,将锯材锯剖成各种规格的方材毛料的加工过程3.加工余量:将毛料加工成形状.尺寸和表面质量等方面符合设计的零件时,所切去的一部分材料4.胶合工艺:采用适当的胶黏剂和工艺条件把两种或两种以上的材料胶合在一起,使其具有一定的胶合强度5.方材胶合:将小料方材按工艺要求胶拼成尺寸较大的部件的工艺过程6.指接:将长短不一.宽厚规格相同的小料方材,采用指形榫在长度上胶合在一起的接合方法7.微观不平度:外形尺寸相对比较小的加工缺陷8.表面粗糙度类型:①弹性恢复不平度②刃具痕迹和波纹③破坏不平度④木毛和毛刺⑤构造不平度9.榫头加工工艺:①加工榫头时,应严格控制两榫间的距离和榫颊与榫间的角度②两端开榫头时,应使用同一表面作基准③安放工件时,工件之间以及工件与基准面间不能有杂物10.锯制加工特点:①生产工艺简单,不需要专门的生产设备②木材利用率低,木材的纤维被切断,制成的零部件强度下降③纤维端头暴露在外,铣削质量和装饰质量差11.方材弯曲:将配置好的直线形方材毛料,经软化处理并利用模具加压,弯曲成所需的曲线形零件的生产过程12.胶合弯曲:由多层平直涂胶的薄板经胶压,弯曲待胶层固化后制成的曲线形部件13.装配:按图纸和技术要求的规定,将若干个零件结合成部件或将若干个零件和部件结合成为家具产品的过程14.几何形状误差:零部件加工后,实际的形状与图纸规定的几何形状不符合,两者之间的偏差15.几何形状精度:零部件加工后,实际的形状与图纸规定的几何形状相符合的程度16.影响加工精度因素:㈠设备的结构和几何精度:①刀轴的径向和轴向跳动.床身.导尺.刀架.工作台的平直度②靠尺对刀轴轴心线的垂直度和平行度③传输部分的间隙.设备的磨损㈡刃具结构.制造.安装精度及刃具的磨损:①刃具的结构(要考虑刃具使用的材料.选择固定式还是组合式刃具)②安装精度③刃具的磨损和刃磨(刃磨方法.刃磨设备的精度以及刃磨设备主轴和设备刃具轴的同心度)㈢夹具.模具的精度及零部件在夹具.模具上的安装误差:①组成夹具.模具各零部件的制造精度②模具.夹具的安装方法及安装精度③夹具.模具受力变形引起的加工误差㈣工艺系统的弹性变形:①工艺系统:在生产中,设备.刃具.夹具和零部件构成的系统②总位移㈤量具和测量误差㈥设备的调整误差㈦加工基准的误差㈧原材料的性质。
第1-3章1、木制品(家具)生产工艺有哪些新进展?(1)家具生产方式趋于高度机械化、自动化和协作化(2)家具用材追求多样化、天然花和实木化(3)家具零部件采用标准化、规格化和拆装化(4)家居设计注重科学化、系统化和合理化(5)家具款式着眼自然化、个性化和高档化(6)家居产品力求绿色化、环保化和友好化2、按材料用途分木制品(家具)可分为哪几类?结构材料:木材、金属、玻璃装饰材料:涂料、贴面材料、蒙面材料辅助材料:胶黏剂、五金配件家具的分类1按基本功能分;之承类,贮存类,凭椅类。
2.按基本形式分;椅凳类,沙发类,桌椅类,橱柜类,床垫类,其他类。
3.按使用场合分;民用家具,办公家具,宾馆家具,学校家具,医疗家具,商业家具,影剧院家具,交通家具。
4.按结构方式分;固定式家具,拆装式家具,折叠式家具。
5.按结构类型分;柜式家具,板式家具,曲木式家居,车木式家具。
6按结构构成分;组合式,套装式。
7.设执行是分;自曲式家具,嵌固式家具,悬挂式家具。
8.8.按材料种类分;木质家具,金属家具,软体家具,竹藤家具,塑料家具,玻璃家具,石材家具,其他材料家具。
3、家具用材包括哪些种类,各有何特点?种类:胶合板、刨花板、纤维板、细木工板、空心板、单板层积材、集成材胶合板:1幅面大,厚度小,密度小,木纹美丽,表面平整,不易翘曲变形,强度高2可以合理使用木材3使用性能比天然木材优越4可与木材配合使用刨花板1幅面尺寸大,表面平整,结构均匀,长宽同性,无生长缺陷,不需干燥,隔音隔热性好,有一定强度,利用率高2密度大,平面抗拉强度低,厚度膨胀率大,边缘易脱落,不宜开榫,握钉力差,切削加工性能差,游离甲醛释放量高,表面无木纹3利用小径木和碎料,综合利用木材,节约木资源,提高利用率4经二次加工后可广泛用于板式家具生产和建筑室内装修纤维板:1软质纤维板:密度不大,物理力学性能不及硬纤维,主要在建筑工程用于绝缘、保温和吸音隔音方面2中密度纤维板和高密度纤维板:幅面大、结构均匀、强度高、尺寸稳定变形小、易于切削加工、板边坚固、表面平整、便于直接胶贴各种饰面材料、涂饰材料和印刷处理,是中高档家具制作和室内装修的良好材料。
名词解释1.配料:按照产品零部件的尺寸,规格和质量要求,将锯材制成各种规格和形状的毛料的加工过程2。
轮廓算数平均偏差:在取样长度内,被测轮廓上各点至基准线距离绝对值的算术平均值(适用于不平度间距较小,粗糙度分布均匀的表面,特别适合于结构比较均匀的材料.3.定位基准:工件在机床或夹具上定位是用来确定加工表面与机床,刀具间相对位置的表面设计基准:在设计时在图纸上用来确定产品中零件与零件之间的相互位置的那些点线面装配基准:在装配时,用来确定零件或部件与产品中其他零件或部件的相对位置的表面测量基准:用来检验已加工表面的尺寸位置的表面工艺基准:在加工或装配过程中,用来确定与该零件上其余表面或在产品中与其他零件部件的相对位置的点,线,面.4.工艺过程:通过各种加工设备改变原材料的形状,尺寸或物理性质,将原材料加工成符合技术要求的产品时,所进行的一系列工作的总和。
{涂饰装饰检验包装入库}5.工序集中:使工件尽可能在一次安装后同时进行几个表面的加工,也就是把工序内容扩大,把一些独立的工序集中为一个较复杂的工序。
工序分化:使每个工序中所含的工作尽量减少,即把大的复杂工序分成一系列简单的工序9.工序:指一个或一组工人在一个工作的位置上对一个或几个工件连续完成的工艺过程的某一部分操作。
工步:在不改变切削用量的情况下,用同一刀具对同一表面所进行的加工工位:工件处于相对刀具或机床一定位置所进行的那一部分工作6。
集成材:指将木材纹理平行的实木板材或板条在长度,宽度,厚度上分别接长,拼宽,积厚胶合形成一定规格尺寸和形状的木质结构板材。
7.加工余量:将毛料加工成形状,尺寸和表面质量等方面符合设计要求的零件时所切去的一部分材料的尺寸大小.即毛料尺寸与零件尺寸之差。
8.表面砂光:指利用砂纸或砂带上的无数个砂粒从木材表面上磨去刀痕,毛刺,污垢以及凹凸不平等使工件表面光洁。
表面净光:采用木工手工推削的原理,通过机械净光机上工作旋转刀具与工件相对直线进行表面刨削10。