雷尼绍对刀仪参数设置
- 格式:xls
- 大小:19.50 KB
- 文档页数:2

对刀仪使用方法精选文档TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-对刀仪使用方法随着的广泛使用,许多用户也开始使用刀具装置。
它不仅可以检测刀具的磨损情况,而且可实现自动补偿(通过修改刀补值实现),极大的提高了加工效率和精度。
另外,同时使用其刀具破损检测功能与刀具寿命管理功能,还可以实现自动寻找同组刀具的功能,节约了刀具检查和更换的时间。
但由于用户对原理不是很了解,使用时容易产生误区,有时补偿后的精度反而不如补偿前,这就使用户产生了迷惑,限制了测量装置的广泛使用。
本文以英国" target="_ blank" class="keylink">雷尼绍()公司TS27 R测头的安装调试为例,就如何更好的使用刀具测量装置做一详细介绍,供读者参考借鉴。
刀具测量的基本原理是利用系统的跳步功能(G31):在程序中指令“G31 Zx x x Fx x x”(与GO1的动作相同)。
但此时如果SKIP信号由“0”变为“1”时,Z轴将停止运动,再用宏程序控制坐标轴后退,然后再次碰触量块,反复测量并运算后得出刀具的实际长度和直径,最后修改系统宏变量从而达到修改刀补值的目的。
刀具测量装置的使用主要包括三个步骤:安装和接线;标定;测量。
1 安装和接线刀具侧量装置通常包括测头和信号转换装置(硬件)及相关的测量程序(软件包)。
测头(TS27R)安装在工作台上,并尽量远离加工区域,外部应加防护装置,使用前先将防护装置打开并将刀具用风吹干净(用M代码控制气动元件可实现自动),确保刀具表面无杂物,测量完成后关闭防护。
测头安装完成后,首先要调整测头接触面的平行度和直线度。
将一只百分表(或千分表DTI)吸在头上,表头打在量块(圆形或方形)的上表面;用手轮控制X轴沿量块表面来回移动,观察表针变化,同时调整测头上的调节螺钉,使X向的直线度保证在0.010mm,调整好后紧固螺钉。

自动对刀仪的设置与操作内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.自动对刀的操作和设定一:准备工作1:自动对刀的目的是让刀具自动跑到对刀点,然后把Z轴的机械坐标设到自己想要的工件坐标系统中,比如G54,G55,G59.7,G59.8, 从而省去人工对刀的麻烦.2:实现自动对刀前的准备a :在自己想要的地方装好对刀仪,对刀仪的种类有很多,选其中一种举例说明,该对刀仪构造为一个传感器(接近开关)和一个铁块,当有铁块的物体接近它的时候,该传感器就会+24v输出,(传感器接线方法说明书上有)。
B:传感器和新代组件的接线方法把传感器+24v信号输出线接到标有SYNTEC –TB16-5。
0的板子上的一个空闲的端子上,,比如I24(以后都以I14为例)。
C:修改PLC:在软驱中插入一空白软盘,找到诊断功能----》系统备份,把PLC备份出来,在个人电脑用OPENPLC 这个软件打开软盘中CNC。
LAD ,可在程序里添加一行语句(I14只是举例,如果你接的是I15,相应改为I15)。
二,自动对刀的动作步骤:1,Z轴先向上跑到机械原点(目的是为了防止撞刀)。
2,Z轴在X,Y平面上移动到对刀仪的上方,(准备对刀)3,Z轴以第一段速率快进到对刀仪的铁块上方,改用慢速(第二段速率)慢慢接近铁块,把铁块往下压,一直到铁块靠近传感器,这时传感器红灯会亮,有+24v信号输入到I14,当控制器I14端子接受到信号后,Z轴此时会自动上升到机械原点,(这里采用两段速率的目的是第一段快进,节省时间,为了防止速度太快,把刀具撞坏,在快要接近对刀仪时慢速前进,这样就不会损坏刀具)。
4,当Z轴上升到机械原点后,这时,自动对刀的坐标就已经设到工件坐标系中了(这个程式是设到G59。

雷尼绍对刀仪宏程序
雷尼绍(Renesas)对刀仪宏程序是一种用于管理和控制数控
机床的编程语言。
它是由雷尼绍公司开发的专有语言,用于编写刀仪的控制程序。
刀仪宏程序的主要作用是实现刀具的换刀、测量、校准等功能,并将这些功能集成到刀仪系统中。
通过刀仪宏程序,操作员可以通过输入特定的指令来控制刀具的管理和操作,从而提高机床的效率和生产力。
雷尼绍对刀仪宏程序支持多种功能,包括自动刀具测量、刀位矫正、自动换刀等。
通过编写相应的控制程序,可以实现机床的自动化运行,减少人工干预,提高生产效率。
刀仪宏程序通常由专门的软件工程师编写,并根据具体的机床和生产工艺进行定制。
操作员通过机床的控制界面输入相应的指令,系统会根据刀仪宏程序执行相应的操作。
总而言之,雷尼绍对刀仪宏程序是一种用于管理和控制刀具的编程语言,通过它可以实现刀具的自动化管理和操作,提高机床的效率和生产力。

安装指南OMP40-2光学机床测头© 2009-2015 Renishaw plc 版权所有本文档未经Renishaw plc事先书面许可,不得以任何形式,进行部分或全部复制或转换为任何其他媒体形式或语言。
出版本文档所含材料并不意味着Renishaw plc 放弃对其所拥有的专利权。
雷尼绍文档编号: H-4071-8518-04-A首次发布: 2009.02修订: 2015.05前言..........................................................................1.1前言 ......................................................................1.1免责声明 ................................................................1.1商标...................................................................1.1保修...................................................................1.1设备更改 ................................................................1.1数控机床 ................................................................1.1测头的保养 ..............................................................1.1专利...................................................................1.2 EC标准符合声明............................................................1.3废弃电子电气设备 (WEEE) 指令 ................................................1.3安全须知..................................................................1.4 OMP40-2基本介绍 .............................................................2.1简介 ......................................................................2.1入门...................................................................2.1系统接口 ................................................................2.1 Trigger Logic™(触发逻辑)................................................2.2测头模式..................................................................2.2可配置的设定 ...............................................................2.2开启/关闭方式 ............................................................2.2增强型触发滤波器 .........................................................2.4光学传输模式............................................................2.4光学功率 ................................................................2.4 OMP40-2尺寸..............................................................2.6 OMP40-2规格..............................................................2.6典型电池寿命 ............................................................2.7系统安装 ......................................................................3.1安装OMP40-2与OMM-2 / OMI-2T / OMI-2H / OMI-2 / OMI / OMM ......................3.1 OMM-2 / OMI-2T / OMI-2H / OMI-2 / OMI / OMM定位 .............................3.2OMP40-2安装指南ii目录与OMM-2 / OMI-2T / OMI-2H / OMI-2 配合使用的光学信号范围(调制传输)....................3.3 OMP40-2使用前的准备工作...................................................3.3安装测针 ................................................................3.3测针弱保护杆............................................................3.4安装电池 ................................................................3.5将测头安装到刀柄上 .......................................................3.6测针对中调整............................................................3.7标定OMP40-2 ..............................................................3.8为什么要标定测头? .......................................................3.8用镗孔或车削直径进行标定.................................................3.8用环规或标准球进行标定...................................................3.8标定测头长度............................................................3.8Trigger Logic™(触发逻辑) ..................................................4.1检查测头设定 ...............................................................4.1测头设定记录 ...............................................................4.2更改测头设定 ...............................................................4.4工作模式..................................................................4.6维护..........................................................................5.1维护 ......................................................................5.1清洁测头..................................................................5.1更换电池..................................................................5.2OMP40M 系统.................................................................6.1OMP40M 系统..............................................................6.1OMP40M 尺寸..............................................................6.1OMP40M 螺钉扭矩值 .........................................................6.2OMP40-2LS 系统..............................................................7.1简介 ......................................................................7.1与OMM-2 / OMI-2T / OMI-2H / OMI-2配合使用的光学信号范围(调制传输).............7.2查错..........................................................................8.1零件清单 ......................................................................9.1前言免责声明RENISHAW已尽力确保发布之日此文档的内容准确无误,但对其内容不做任何担保或陈述。
对刀仪使用方法随着加工中心的广泛使用,许多用户也开始使用刀具测量装置。
它不仅可以检测刀具的磨损情况,而且可实现自动补偿(通过修改刀补值实现),极大的提高了加工效率和精度。
另外,同时使用其刀具破损检测功能与刀具寿命管理功能,还可以实现自动寻找同组刀具的功能,节约了刀具检查和更换的时间。
但由于用户对测量原理不是很了解,使用时容易产生误区,有时补偿后的精度反而不如补偿前,这就使用户产生了迷惑,限制了测量装置的广泛使用。
本文以英国RENISHAWtml" target="_blank" class="keylink"> 雷尼绍(RENISHAW 公司TS27 R测头的安装调试为例,就如何更好的使用刀具测量装置做一详细介绍,供读者刀具测量的基本原理是利用系统的跳步功能(G31):在程序中指令“G31 Zx x x Fx xx” (与GO1的动作相同)。
但此时如果SKIP信号由“0”变为“ 1”时,Z轴将停止运动,再用宏程序控制坐标轴后退,然后再次碰触量块,反复测量并运算后得出刀具的实际长度和直径,最后修改系统宏变量从而达到修改刀补值的目的。
刀具测量装置的使用主要包括三个步骤:安装和接线;标定;测量。
1安装和接线刀具侧量装置通常包括测头和信号转换装置(硬件)及相关的测量程序(软件包)。
测头(TS27R)安装在工作台上,并尽量远离加工区域,外部应加防护装置,使用前先将防护装置打开并将刀具用风吹干净(用M代码控制气动元件可实现自动),确保刀具表面无杂物,测量完成后关闭防护。
测头安装完成后,首先要调整测头接触面的平行度和直线度。
将一只百分表(或千分表DTI)吸在主轴头上,表头打在量块(圆形或方形)的上表面;用手轮控制X轴沿量块表面来回移动,观察表针变化,同时调整测头上的调节螺钉,使X向的直线度保证在0.010mm调整好后紧固螺钉。
再控制Y轴沿量块表面来回移动,同时调整测头上的调节螺钉,使Y向的直线度也保证在0.010mm,调整好后紧固螺钉。
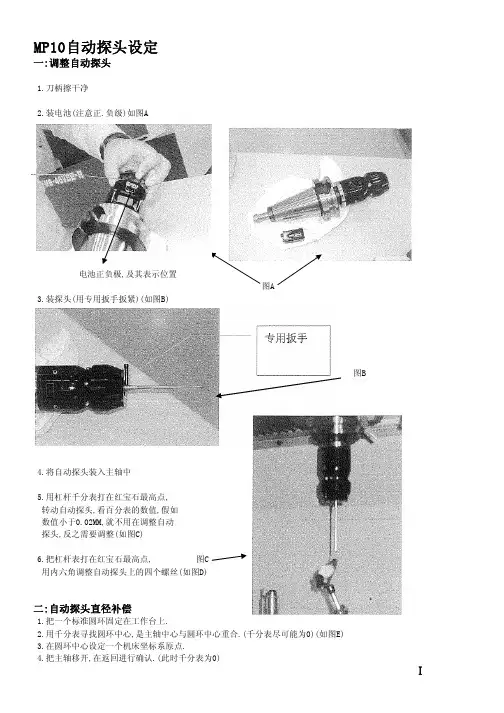
MP10自动探头设定一:调整自动探头1.刀柄擦干净2.装电池(注意正.负级)如图A电池正负极,及其表示位置图A3.装探头(用专用扳手扳紧)(如图B)图B4.将自动探头装入主轴中5.用杠杆千分表打在红宝石最高点,转动自动探头,看百分表的数值,假如数值小于0.02MM,就不用在调整自动探头,反之需要调整(如图C)6.把杠杆表打在红宝石最高点, 图C用内六角调整自动探头上的四个螺丝(如图D)二:自动探头直径补偿1.把一个标准圆环固定在工作台上.2.用千分表寻找圆环中心,是主轴中心与圆环中心重合.(千分表尽可能为0)(如图E)3.在圆环中心设定一个机床坐标系原点.4.把主轴移开,在返回进行确认.(此时千分表为0)Ⅰ调整螺丝位置图D 图E (FM MP3的调整螺丝在圆锥盖得里面)5.把自动探头放入主轴中,走到设定的原点(如图F)6.在MDI方式下,输入CALL OO18,启动.(自动探头加电,会有几秒的延时) (FMMP3输入 : CALL OO16)7.把自动探头下降到基准圆环平面以下10MM左右.8.在MDI方式下,输入CALL OO21,启动.(将设定的原点读入MSB原点)9.画面放在"测量结果显示",按"MSB原点"(MSB原点坐标,No.3号坐标系).10.输入VNCOM[1]=8,启动.11.将画面放在"测量结果显示"按"传感器",用手轻碰探头,看到传感器画面有黄色的指示灯会亮,进行信号确认,表示探头有信号.12.在MDI方式下,输入:CALL OO10 PMOD=9 PDI=50 POVT=3 启动.PMOD=9 表示自动探头半径补偿 PDI=50 表示基准环的准确直径 POVT=3表示超行程距离13.测量结果在"测量表示画面",按"MSB刀具ON/OFF"键.半径补偿的1-4号半径补偿值为探头4个方向的补偿值.14.在MDI方式下,输入:CALL OO19 启动(表示断电)(FMMP3输入:CALL OO17)三:自动探头长度方向补偿1.换基准棒.(记下标准棒的长度,假如为199.9MM)2.将基准棒的端面与量块轻微接触到(如图G).3.在此位置设定Z方向的原点.a.绝对长刀具补偿:运算199.9b.相对刀具补偿:运算04.抬起基准刀具,主轴换上自动探头.5.在MDI方式下输入:CALL OO18 启动 <VNCOM[1]=8检测信号>6.在手动方式下,将自动探头放在量块的上方,大约10MM左右(如图F).* 相对补偿,PLI=自动探头长度-基准棒长度(大概距离)9.CALL OO19 (自动探头断电)四:复制补偿数值图F1.将"MSB刀具ON/OFF"中的,半径补偿1-4号复制到5-20号,长度补偿的5号复制的1-4号.2.在MDI方式下,输入:CALL OO22 Ⅱ间距10MM左右 图G 图H使用自动探头一:内径测量1.探头放在孔的中心位置(大概),把探头的顶端移到孔内.2.MDI方式下:输入 CALL OO18 启动(FMMP3输入CALL OO16)3.测量: CALL OO10 PMOD=7 PDI=50 启动 .(PMOD=7表示测量孔德半径.PDI=50表示孔直径的预想值) 4:测量结果在"测量结果显示"中.5.设定孔中心为原点: CALL OO20 PHN=3 PX=0 PY=0 启动.(PHN=3表示为3号坐标系,PX,PY表示X与Y偏移量) 6:在MDI方式下,输入: CALL OO19 启动(FMMP3输入:CALL OO17)二:外径测量1.探头放在孔的中卫,并且在零件的上方.2.CALL OO18启动.3.测量: CALL OO10 PMOD=6 PDI=100 PIN=25 启动 (PMOD=6表示测量外径 PDI=100表示外径的预想值 PIN=25表示从探头顶端下降25mm.)4.以下操作同测内径操作.三:X向的端面测量 1.探头放在离被测平面不远的地方.2.在MDI方式下,输入: CALL OO10 PMOD=1 PEI=-255 启动 .(PEI=-255表示X向的预想值,预想值=当前位置+到被测面得距离) 3.设原点同上,设好原点后,再次确认,输入:CALL OO10 PMOD=1 PEI=0启动 PEI=0表示确认面与测量面差值为0.四:Y向端面测量1.测量:CALL OO10 PMOD=2 PEI=800 启动2.设原点和再次确认操作步骤同上.五:Z向测量.1.探头方在被测零件平面的上方.2.在MDI方式下,输入: G56H5 启动,HS=5表示MSB刀具长度补偿为五号.3.测量:CALL OO10 PMOD=3 PEI=-111 启动4.设原点和再次确认同上.六:测量两点间的距离探头放在被测量两点的大约中间位置.*X向测量:CALL OO10 PMOD=11 PELI=60 启动 *Y向测量:CALL OO10 PMOD=12 PELI=85 启动七:测量两端面的距离探头放还在被测两端面的中间,并放在零件的上面.* X向测量:CALL OO10 PMOD=11 PELI=130 PIN=30 启动* Y向测量:CALL OO10 PMOD=12 PELI=130 PIN=30 启动END Ⅲ。

TS27R对刀仪资料整理——by DavidTS27R的特点 减少刀具设定时间:一般传统手动量测刀具约需 5‾10 分钟,TS27R自动量刀系统只需40秒的时间即可完成刀长、刀径量测以及补 正,大幅减少刀具设定时间。
断刀破损检测:全自动之断刀检测,避免因断裂刀具造成工件损伤,降低废料产生。
避免人为误差 :由 NC程式控量测过程,避免因人为因素产生的误差。
触发力量: 1.3~2.4N (Z)、130~240N (X/Y)重现精度: ±1μm2σ感测方向: ±X、±Y 以及+Z轴向探针: 圆盘探针直径12.7mm固定方式: 使用T型螺栓固定硬件安装步骤说明:1.选择一适当位置安装TS27R,尽量避免装置在切屑或是切屑液容易覆盖的位置,建议装置在床台角落,增加床台使用空间,但须注意床台之行程极限以及避免干涉。
可自行增加底座将TS27R 加高,避免切屑及切削液影响量测。
2. 利用T型螺栓将底座固定在床台上:3安装保护蛇管: 将讯号线穿入保护管内后锁上固定环。
4. 将测头本体锁在底座上: 注意有一垫片需放至固定座上。
+5.连结断裂螺栓与holder:探针水平度调整方法:(1) 将千分表吸附在主轴上,并将探针水平度调校在3μ以内。
TS27R前后方L1和L2可调整,L3和L4可调整偏摆度。
若前方向(Front)过高,将L1螺栓放松L2螺栓旋紧,反之亦然。
若L3螺栓侧稍高,将L4螺栓放松L3螺栓旋紧,反之亦然。
圆柱形探针直径:12.7mm方形探针水平调整方法:(1) 将千分表吸附在主轴上,并将探针水平度调校在3μ以内(2)TS27R上方L3和L4微调螺栓可调整(side)偏摆度。
(3)TS27RL3螺丝下方R2与R3微调螺栓可调整(square)偏移度。
注:*若前方向(Front)过高,将 L1 螺栓放松 L2 螺栓旋紧,反之亦然。
*若 L3 螺栓侧稍高,将 L4 螺栓放松 L3 螺栓旋紧,反之亦然。
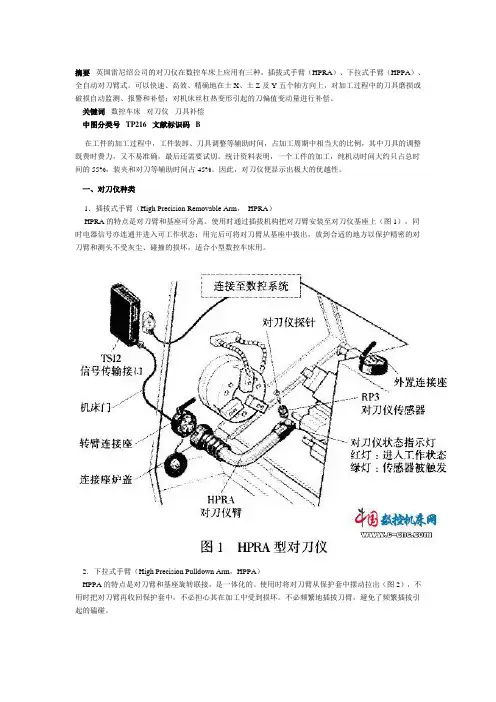
摘要英国雷尼绍公司的对刀仪在数控车床上应用有三种,插拔式手臂(HPRA)、下拉式手臂(HPPA)、全自动对刀臂式。
可以快速、高效、精确地在士X、土Z及Y五个轴方向上,对加工过程中的刀具磨损或破损自动监测、报警和补偿;对机床丝杠热变形引起的刀偏值变动量进行补偿。
关键词数控车床对刀仪刀具补偿中图分类号TP216 文献标识码B在工件的加工过程中,工件装卸、刀具调整等辅助时间,占加工周期中相当大的比例,其中刀具的调整既费时费力,又不易准确,最后还需要试切。
统计资料表明,一个工件的加工,纯机动时间大约只占总时间的55%,装夹和对刀等辅助时间占45%。
因此,对刀仪便显示出极大的优越性。
一、对刀仪种类1.插拔式手臂(High Precision Removable Arm,HPRA)HPRA的特点是对刀臂和基座可分离。
使用时通过插拔机构把对刀臂安装至对刀仪基座上(图1),同时电器信号亦连通并进入可工作状态;用完后可将对刀臂从基座中拔出,放到合适的地方以保护精密的对刀臂和测头不受灰尘、碰撞的损坏,适合小型数控车床用。
2.下拉式手臂(High Precision Pulldown Arm,HPPA)HPPA的特点是对刀臂和基座旋转联接,是一体化的。
使用时将对刀臂从保护套中摆动拉出(图2),不用时把对刀臂再收回保护套中,不必担心其在加工中受到损坏。
不必频繁地插拔刀臂,避免了频繁插拔引起的磕碰。
3.全自动对刀臂(High Precision Motorised Arm,HPMA)HPMA的特点是,对刀臂和基座通过力矩电机实现刀臂的摆出和摆回与HPPA的区别是加了力矩电机(见图2内括号中内容),提高了自动化程度。
更重要的是可把刀臂的摆出、摆回通过M代码编到加工程序中,在加工循环过程中,即可方便地实现刀具磨损值的自动测量、补偿和刀具破损的监测,再配合自动上下料机构,可实现无人化加工。
三、对刀仪的工作原理对刀仪的核心部件是由一个高精度的开关(测头),一个高硬度、高耐磨的硬质合金四面体(对刀探针)和一个信号传输接口器组成(其他件略)。
![[整理]雷尼绍对刀仪调试说明](https://uimg.taocdn.com/d8087e8cbe23482fb5da4ca3.webp)
[整理]雷尼绍对刀仪调试说明一(对刀仪调试1.首先检查下连接的电路,是否通气,然后检查下雷尼绍的在电柜中的分线盒上的小开关是否打在正确位置。
其中分线盒外部有四个小开关,应置0010(SW1);打开分线盒盖板,里面的PC板上还有八个小开关,应置0000(SW3);1010(SW2)。
另测头接受器也有九个小开关,应置000001000。
(测头)2.若上述一切都已连接设置完毕,开始设置参数。
在PLC/RENSHAW/NC_2设置,如图所示。
具体设置请参照附表。
3.把刀具移到测试位置,记下当前位置值,并在文件夹PLC/OEMCY9/NC/中找到MT_START文件,如图所示,输入记录值。
需要写入哪个轴进给注意:选择哪个轴作为刀具轴,在以下界面选择,TOOL CALL Y的话,程序自动选择NC_2参数组,TOOL CALL X,程序自动选择NC_1参数组。
在start程序中写入:如TOOL CALL YL X?Y?Z?F1000M91 ;对刀仪其实位置在end程序中写入:TOOL CALL Z4.设置完毕,先测试下。
在自动运行模式下,调出TNC/RENISHAW/SYSTEST程序,如图所示。
注:当测试对刀仪时,NR6=1;当测试测头是NR6=0,注意修改。
按下绿色START键,程序运行至第十行左右时,用手遮挡下激光,系统报FOO 警告,说明一切正常。
继续下面步骤。
5.矫正激光。
在单步程序运行状态下编写501程序:新建程序段,按键调出下面各个状态,最终选择501。
选择501,会出现如图所示程序段,其中Q361表示激光轴方向,(32DF改成Q361=2 Y轴)Q362表示激光测量方向,Q363表示激光切入两点间的幅值;激光有效长度。
装上一把已知刀长和刀径的标准刀,把刀长和刀径调入刀具表,调用此刀。
运行该指令,然后切换至自动运行模式下,按Q键,会出现系统Q信息:Q279表示XZ 方向的补偿值,Q280表示YZ方向的补偿值。
//优先级别:红、绿、蓝、黑1.测头刀长有补偿路径时需要将测头刀长设为基准刀长,且测头刀长不能虚设必须为其实际刀长。
由于测头不能在对刀仪上进行对刀,要想利用已知的刀具长度进行计算,只需要在同一个基准面上进行对刀,得到的Z向原点差值即为刀长之差。
1.在刀具设置中将“对刀基准与对刀仪原点间距”和“机外对刀刀长换算参数”清零;2.使用测头在工件表面对刀,记下机床坐标Z1;3.换刀,用一把加工刀具在工件表面同样位置对刀记下机床坐标Z2;4.对刀设为当前刀具刀长,并在刀具设置中记下刀长Z35.测头刀长=Z3-(Z2-Z1);一般测头比加工刀具长,所以算出的测头刀长的绝对值小于加工刀具刀长的绝对值。
在45系统T213版本的升级说明中给出了刀具参数的设置流程,有些同事只知其然,不知其所以然,其实只要理解了刀具长度的换算关系,不止一种方法可以得到测头刀长。
2.测头使用过程中常见的异常报警1)b08-c:12位扩展输入信号暂停。
可能是测头信号设置错误、接收器被遮挡、在移动过程中碰到障碍物或者电量不足。
测头电量不足时,马波斯测头信号灯黄橙闪烁,雷尼绍测头蓝绿或蓝色闪烁。
2)310-0:碰触过程中没有发现任何信号。
需要修正测量点位置或者增大探测距离,目前45系统中允许的最大探测距离为40mm。
3)313-100:碰触回退后信号未消除。
说明回退距离太小或者搜索速度过大,两者之间的数值关系应为:回退距离=搜索速度/2+0.05。
一般建议首次测量速度不小于0.4mm,45系统中默认的是两次触碰模式,即先以搜索速度碰触到工件后再回退一段距离,然后以准确测量速度进行探测,第二次触碰到的位置才会保存在测量结果中;使用单次触碰模式可以提高探测效率,但测量精度会下降,可在一些对测量精度要求不高的情况下使用。
4)311-0:测头信号异常。
需要确认当前测头状态是否正确。
5)路径类型与刀具类型不符。
探测路径使用的刀具必须与设备参数设置里接触式测头设置的占用刀位一致。
英国“雷尼绍”(RENISHAW)车床对刀仪的用途及原理济南一机床集团有限公司李军摘要:文中着重介绍了英国“雷尼绍”公司数控车床用对刀仪的种类、用途以及简要的工作原理,同时也简要介绍了在数控车床上采用对刀仪对提高加工精度及加工效率的意义。
关键词:对刀仪种类及用途工作原理作为机械加工业中用量最大的数控车床,近些年来随国内经济的高速发展已迅速得到普及。
今天,一个企业内拥有几十台甚至上百台数控车床早已不是什么稀罕事了。
但众所周知,使用数控车床的目地是提高工件的加工质量和效率。
可是使用过数控车床的人都知道,在一个工件的加工过程中,工件的装卸、刀具的调整等辅助时间占用了加工周期中相当大的比例,其中的刀具调整更是既麻烦、又费力。
统计资料证明,实现一个工件的加工,纯机动时间大约要占总时间的55%,装、夹和对刀等辅助时间却占到45%,这实在不是一个小数。
老话讲磨刀不误砍柴工,但在现代社会中,时间就是金钱,效率就是生命。
要多砍柴就必须向磨刀要效益,对时间进行分秒必争。
那么,在提高对刀效率方面我们还有什么好办法吗?实践证明,通过在数控车床上增设对刀仪装置即是一种向“磨刀”要时间的好方法。
以下,结合英国雷尼绍公司的对刀仪装置,谈谈它在构成、用途及简要工作原理等方面的知识:1、雷尼绍公司有哪几种对刀仪装置?目前在雷尼绍车床对刀仪系列产品中共有三种型号,其对刀的原理是一样的,只是按结构的复杂程度和操作的自动化水平分为低、中、高三档型号。
第一种,HPRA (H igh P recision R emovable A rm) 型:这是一种结构较简单、价位低的型号,其特点是对刀仪的臂和基座之间是可分离的,使用时通过插拔机构把对刀仪臂安装至对刀仪基座上(图1)图1:HPRA型对刀仪的系统构成同时电器信号亦连通并进入可工作状态;用完后可将对刀臂从基座中拔出,放到合适的地方以保护精密的对刀臂和对刀传感器部分不受灰尘、碰撞的损坏。
第二种,HPPA (H igh P recision P ulldown A rm) 型:这是一种较实用、中等价位的型号。
雷尼绍中文说明书 山善(上海)贸易有限公司技术部一. 雷尼绍测头的标定:测头标定是矫正测头球相对主轴中心线的偏差和测头的长度误差以及探针球的半径误差。
1在以下几种情况下需要标定测头: a 第一次使用测头时。
b 测头上安装了新的探针。
c 怀疑探针弯曲或测头发生碰撞时。
d 周期性地进行标定以补偿机床的机械变化误差。
e 如果测头柄的重新定位的重复性差。
2 将已知内孔经的Master (随测头一起标定用的标准块)置于工作台且靠近主轴的一边。
a. 如图一所示用千分表将Master 沿着X 方向拉平后水平的固定在台 面上;b. 用千分表找正Master标位置(将其置于G54X- Y-中); c.在主轴上安装验棒(Testbar),移动 Z 轴并用块规测量master 的位置如图二所示 d.使w 轴在原点位置,譬如 Testbar 长度=350.311mm块规长度=30.00mm此时Z轴机械坐标为-1148.291mm (图一)(图二) e.设定标定时用的工件坐标系Z=-1148.291+(-30.0)+(-350.311)=-1528.602mm(将其置于G54Z--)f.执行T1M06(因为预先设定T01为测头专用);g.将测头安装到主轴上,擦干净测球并用千分表测量测球的跳动,如果跳动大需要重新调整(测头柄上四个方向均有调整螺丝);h.测头每次安装到主轴孔内时必须一致即不能旋转180度再安装,为了避免误差;3.完整标定测头需要O9801、O9802及其O9803或者O9804程序 标定程序依次说明:1.(O9801)测头长度的标定:格式如下:G65P9801Zz Tt;例题:在G54工件坐标系中设置X、Y、Z的值;O0001G90G80G40G0G54X0Y0G43H01Z100. (因测头通常设定为T01,激活1号补正,定位到100mm处) G65P9832 (旋转开启测头包含主轴定位)G65P9810Z10.F3000(保护定位移动)G65P9801Z0T1 (Z向标定,T1表示刀补号码)G65P9810Z100 (保护定位移动到Z100.0处)G65P9833 (旋转关闭测头)G28Z100. (参考点返回)H00 (取消刀补)M302(O9802)标定探针的X、Y方向偏心:格式:G65P9802Dd Zz上述D是表示标准块的内径值,当使用凸台标定时要使用Zz,省略时表示用孔来标定。
一、本次我们主要研究:如何检测机床的螺距误差。
因此我们主要的任务在于:1. 应该使用什么仪器进行测量2. 怎么使用测量仪器3. 怎么进行数据分析4. 怎么将测量所得的数据输入对应的数控系统二、根据第一点的要求,我们选择的仪器为:Renishaw 激光器测量系统, 此仪器检测的范围包括:1. 线性测量2. 角度测量3. 平面度测量4. 直线度测量5. 垂直度测量6. 平行度测量线性测量:是激光器最常见的一种测量。
激光器系统会比较轴位置数显上的读数位置与激光器系统测量的实际位置,以测量线性定位精度及重复性。
三、根据第二点的解释,线性测量正符合我们检测螺距误差的要求。
因此,我们此次使用的检测方法——线性测量。
总结以上我们的核心在于:如何操作 Renishaw 激光器测量系统结合线性测量的方法进行检测, 之后将检测得到的数据进行分析, 最后将分析得到的数据存放到数控系统中。
这样做的目的在于——提高机床的精度。
- 1 -第二章、基础知识2.1 什么是螺距误差?开环和半闭环数控机床的定位精度主要取决于高精度的滚珠丝杠。
但丝杠总有一定螺距误差, 因此在加工过程中会造成零件的外形轮廓偏差。
由上面的原因可以得知:螺距误差是指由螺距累积误差引起的常值系统性定位误差。
2.2 为什么要检测螺距误差?根据 2.1节, 检测螺距误差是为了减少加工过程中造成零件的外形轮廓偏差, 即提高机床的精度。
2.3 怎么检测螺距误差?(1安装高精度位移检测装置。
(2编制简单的程序,在整个行程中顺序定位于一些位置点上。
所选点的数目及距离则受数控系统的限制。
(3记录运动到这些点的实际精确位置。
(4将各点处的误差标出,形成不同指令位置处的误差表。
(5多次测量,取平均值。
(6将该表输入数控系统,数控系统将按此表进行补偿。
2.4 什么是增量型误差、绝对型误差?①增量型误差增量型误差是指:以被补偿轴上相邻两个补偿点间的误差差值为依据来进行补偿②绝对型误差绝对型是误差是指:以被补偿轴上各个补偿点的绝对误差值为依据来进行补偿2.5 螺距误差补偿的原理是什么?螺距误差补偿的基本原理就是将数控机床某轴上的指令位置与高精度位置测量系统所测得的实际位置相比较, 计算出在数控加工全行程上的误差分布曲线, 再将误差以表格的形式输入数控系统中。