雷尼绍对刀仪使用培训教程 ppt课件
- 格式:ppt
- 大小:76.00 KB
- 文档页数:6


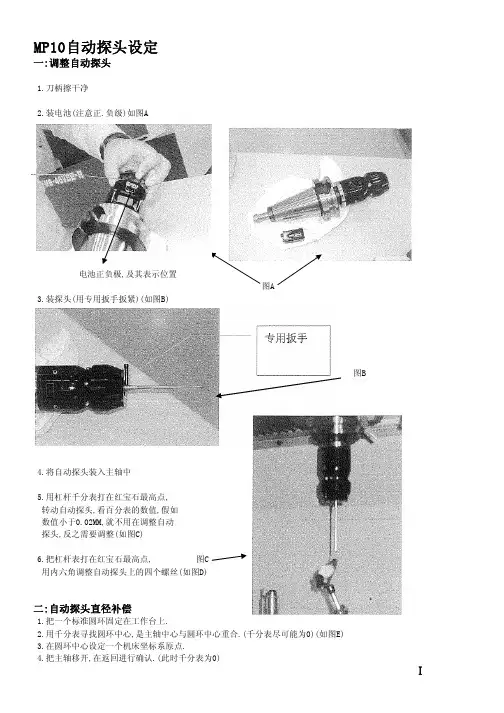
MP10自动探头设定一:调整自动探头1.刀柄擦干净2.装电池(注意正.负级)如图A电池正负极,及其表示位置图A3.装探头(用专用扳手扳紧)(如图B)图B4.将自动探头装入主轴中5.用杠杆千分表打在红宝石最高点,转动自动探头,看百分表的数值,假如数值小于0.02MM,就不用在调整自动探头,反之需要调整(如图C)6.把杠杆表打在红宝石最高点, 图C用内六角调整自动探头上的四个螺丝(如图D)二:自动探头直径补偿1.把一个标准圆环固定在工作台上.2.用千分表寻找圆环中心,是主轴中心与圆环中心重合.(千分表尽可能为0)(如图E)3.在圆环中心设定一个机床坐标系原点.4.把主轴移开,在返回进行确认.(此时千分表为0)Ⅰ调整螺丝位置图D 图E (FM MP3的调整螺丝在圆锥盖得里面)5.把自动探头放入主轴中,走到设定的原点(如图F)6.在MDI方式下,输入CALL OO18,启动.(自动探头加电,会有几秒的延时) (FMMP3输入 : CALL OO16)7.把自动探头下降到基准圆环平面以下10MM左右.8.在MDI方式下,输入CALL OO21,启动.(将设定的原点读入MSB原点)9.画面放在"测量结果显示",按"MSB原点"(MSB原点坐标,No.3号坐标系).10.输入VNCOM[1]=8,启动.11.将画面放在"测量结果显示"按"传感器",用手轻碰探头,看到传感器画面有黄色的指示灯会亮,进行信号确认,表示探头有信号.12.在MDI方式下,输入:CALL OO10 PMOD=9 PDI=50 POVT=3 启动.PMOD=9 表示自动探头半径补偿 PDI=50 表示基准环的准确直径 POVT=3表示超行程距离13.测量结果在"测量表示画面",按"MSB刀具ON/OFF"键.半径补偿的1-4号半径补偿值为探头4个方向的补偿值.14.在MDI方式下,输入:CALL OO19 启动(表示断电)(FMMP3输入:CALL OO17)三:自动探头长度方向补偿1.换基准棒.(记下标准棒的长度,假如为199.9MM)2.将基准棒的端面与量块轻微接触到(如图G).3.在此位置设定Z方向的原点.a.绝对长刀具补偿:运算199.9b.相对刀具补偿:运算04.抬起基准刀具,主轴换上自动探头.5.在MDI方式下输入:CALL OO18 启动 <VNCOM[1]=8检测信号>6.在手动方式下,将自动探头放在量块的上方,大约10MM左右(如图F).* 相对补偿,PLI=自动探头长度-基准棒长度(大概距离)9.CALL OO19 (自动探头断电)四:复制补偿数值图F1.将"MSB刀具ON/OFF"中的,半径补偿1-4号复制到5-20号,长度补偿的5号复制的1-4号.2.在MDI方式下,输入:CALL OO22 Ⅱ间距10MM左右 图G 图H使用自动探头一:内径测量1.探头放在孔的中心位置(大概),把探头的顶端移到孔内.2.MDI方式下:输入 CALL OO18 启动(FMMP3输入CALL OO16)3.测量: CALL OO10 PMOD=7 PDI=50 启动 .(PMOD=7表示测量孔德半径.PDI=50表示孔直径的预想值) 4:测量结果在"测量结果显示"中.5.设定孔中心为原点: CALL OO20 PHN=3 PX=0 PY=0 启动.(PHN=3表示为3号坐标系,PX,PY表示X与Y偏移量) 6:在MDI方式下,输入: CALL OO19 启动(FMMP3输入:CALL OO17)二:外径测量1.探头放在孔的中卫,并且在零件的上方.2.CALL OO18启动.3.测量: CALL OO10 PMOD=6 PDI=100 PIN=25 启动 (PMOD=6表示测量外径 PDI=100表示外径的预想值 PIN=25表示从探头顶端下降25mm.)4.以下操作同测内径操作.三:X向的端面测量 1.探头放在离被测平面不远的地方.2.在MDI方式下,输入: CALL OO10 PMOD=1 PEI=-255 启动 .(PEI=-255表示X向的预想值,预想值=当前位置+到被测面得距离) 3.设原点同上,设好原点后,再次确认,输入:CALL OO10 PMOD=1 PEI=0启动 PEI=0表示确认面与测量面差值为0.四:Y向端面测量1.测量:CALL OO10 PMOD=2 PEI=800 启动2.设原点和再次确认操作步骤同上.五:Z向测量.1.探头方在被测零件平面的上方.2.在MDI方式下,输入: G56H5 启动,HS=5表示MSB刀具长度补偿为五号.3.测量:CALL OO10 PMOD=3 PEI=-111 启动4.设原点和再次确认同上.六:测量两点间的距离探头放在被测量两点的大约中间位置.*X向测量:CALL OO10 PMOD=11 PELI=60 启动 *Y向测量:CALL OO10 PMOD=12 PELI=85 启动七:测量两端面的距离探头放还在被测两端面的中间,并放在零件的上面.* X向测量:CALL OO10 PMOD=11 PELI=130 PIN=30 启动* Y向测量:CALL OO10 PMOD=12 PELI=130 PIN=30 启动END Ⅲ。
雷尼绍刀长对刀仪安全操作及保养规程1. 前言雷尼绍刀长对刀仪是一款高精度的检测仪器,经常被用于金属制品、电子制品、汽车及纺织品的质量检验和加工过程中的精度控制。
为了确保设备的正常使用和延长其使用寿命,使用者需要遵循一定的安全操作和保养规程。
2. 安全操作规程2.1. 仪器操作前准备在使用雷尼绍刀长对刀仪前,使用者需要做好以下准备工作:•仔细阅读说明书,确保对仪器的操作和使用方法有清晰的了解。
•检查设备是否完好无损,如有损坏或故障应立即停止使用,并及时联系售后服务人员进行维修。
•检查所有接口和电气连接是否稳固可靠,如有异常应及时报告和处理。
•加载和安装标准工件,并确保工件与刀头接触平面光洁无损,不得有凹槽和划痕等表面缺陷。
2.2. 设备操作步骤使用雷尼绍刀长对刀仪时,需要按照以下步骤进行操作:1.打开电源并将仪器预热10-20分钟。
2.通过调整刀头高度,使其与标准工件接触,调整至最佳接触状态。
3.启动设备进行测量,并记录相关数据。
4.停止测量,关闭设备并拆卸工件。
2.3. 注意事项使用过程中需要注意以下事项:•仪器不得受到撞击、振动和震动,应尽可能避免将仪器置于潮湿、高温或有腐蚀性的环境中。
•使用中应保持工作环境清洁整洁,避免异物和尘土进入设备内部。
•禁止手动干预刀头与标准工件的接触状态,避免刮伤刀头表面。
•禁止拆卸、改装和私自修理仪器,请咨询专业售后服务人员进行处理。
•使用过程中如发现异常声响或其他问题应立即停机,并检查问题原因。
3. 设备保养规程3.1. 日常保养日常保养主要包括以下方面:•定期对设备进行清洗和除尘,保持设备清洁。
•定期检查设备电源线,电气接口等是否松动或磨损,及时更换或维修。
•定期检查仪器标准工件表面的凹槽、磨损和氧化情况,如有异常应及时更换。
3.2. 定期维护定期维护主要是针对设备所使用的零部件和润滑油进行更换和维护,频率和方法如下:•定期更换在使用过程中磨损的零部件,例如测量刀头,滑动轨道等,具体更换频率视使用情况而定。
摘要英国雷尼绍公司的对刀仪在数控车床上应用有三种,插拔式手臂(HPRA)、下拉式手臂(HPPA)、全自动对刀臂式。
可以快速、高效、精确地在士X、土Z及Y五个轴方向上,对加工过程中的刀具磨损或破损自动监测、报警和补偿;对机床丝杠热变形引起的刀偏值变动量进行补偿。
关键词数控车床对刀仪刀具补偿中图分类号TP216 文献标识码B在工件的加工过程中,工件装卸、刀具调整等辅助时间,占加工周期中相当大的比例,其中刀具的调整既费时费力,又不易准确,最后还需要试切。
统计资料表明,一个工件的加工,纯机动时间大约只占总时间的55%,装夹和对刀等辅助时间占45%。
因此,对刀仪便显示出极大的优越性。
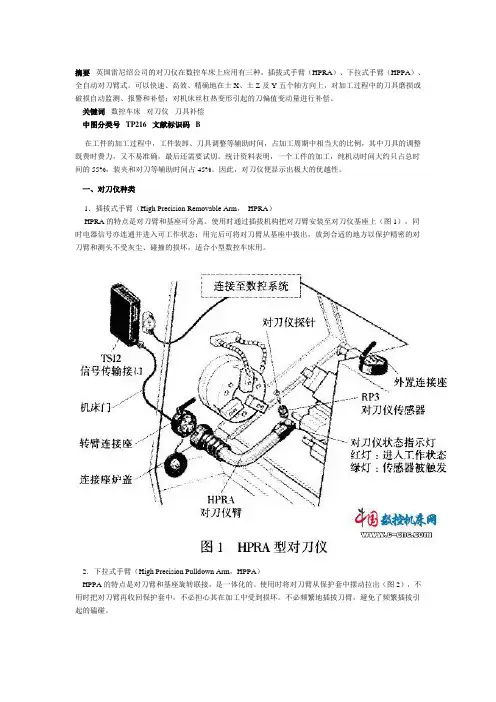
一、对刀仪种类1.插拔式手臂(High Precision Removable Arm,HPRA)HPRA的特点是对刀臂和基座可分离。
使用时通过插拔机构把对刀臂安装至对刀仪基座上(图1),同时电器信号亦连通并进入可工作状态;用完后可将对刀臂从基座中拔出,放到合适的地方以保护精密的对刀臂和测头不受灰尘、碰撞的损坏,适合小型数控车床用。
2.下拉式手臂(High Precision Pulldown Arm,HPPA)HPPA的特点是对刀臂和基座旋转联接,是一体化的。
使用时将对刀臂从保护套中摆动拉出(图2),不用时把对刀臂再收回保护套中,不必担心其在加工中受到损坏。
不必频繁地插拔刀臂,避免了频繁插拔引起的磕碰。
3.全自动对刀臂(High Precision Motorised Arm,HPMA)HPMA的特点是,对刀臂和基座通过力矩电机实现刀臂的摆出和摆回与HPPA的区别是加了力矩电机(见图2内括号中内容),提高了自动化程度。
更重要的是可把刀臂的摆出、摆回通过M代码编到加工程序中,在加工循环过程中,即可方便地实现刀具磨损值的自动测量、补偿和刀具破损的监测,再配合自动上下料机构,可实现无人化加工。
三、对刀仪的工作原理对刀仪的核心部件是由一个高精度的开关(测头),一个高硬度、高耐磨的硬质合金四面体(对刀探针)和一个信号传输接口器组成(其他件略)。


英国“雷尼绍”(RENISHAW)车床对刀仪的用途及原理济南一机床集团有限公司李军摘要:文中着重介绍了英国“雷尼绍”公司数控车床用对刀仪的种类、用途以及简要的工作原理,同时也简要介绍了在数控车床上采用对刀仪对提高加工精度及加工效率的意义。
关键词:对刀仪种类及用途工作原理作为机械加工业中用量最大的数控车床,近些年来随国内经济的高速发展已迅速得到普及。
今天,一个企业内拥有几十台甚至上百台数控车床早已不是什么稀罕事了。
但众所周知,使用数控车床的目地是提高工件的加工质量和效率。
可是使用过数控车床的人都知道,在一个工件的加工过程中,工件的装卸、刀具的调整等辅助时间占用了加工周期中相当大的比例,其中的刀具调整更是既麻烦、又费力。
统计资料证明,实现一个工件的加工,纯机动时间大约要占总时间的55%,装、夹和对刀等辅助时间却占到45%,这实在不是一个小数。
老话讲磨刀不误砍柴工,但在现代社会中,时间就是金钱,效率就是生命。
要多砍柴就必须向磨刀要效益,对时间进行分秒必争。
那么,在提高对刀效率方面我们还有什么好办法吗?实践证明,通过在数控车床上增设对刀仪装置即是一种向“磨刀”要时间的好方法。
以下,结合英国雷尼绍公司的对刀仪装置,谈谈它在构成、用途及简要工作原理等方面的知识:1、雷尼绍公司有哪几种对刀仪装置?目前在雷尼绍车床对刀仪系列产品中共有三种型号,其对刀的原理是一样的,只是按结构的复杂程度和操作的自动化水平分为低、中、高三档型号。
第一种,HPRA (H igh P recision R emovable A rm) 型:这是一种结构较简单、价位低的型号,其特点是对刀仪的臂和基座之间是可分离的,使用时通过插拔机构把对刀仪臂安装至对刀仪基座上(图1)图1:HPRA型对刀仪的系统构成同时电器信号亦连通并进入可工作状态;用完后可将对刀臂从基座中拔出,放到合适的地方以保护精密的对刀臂和对刀传感器部分不受灰尘、碰撞的损坏。
第二种,HPPA (H igh P recision P ulldown A rm) 型:这是一种较实用、中等价位的型号。

雷尼绍中文说明书 山善(上海)贸易有限公司技术部一. 雷尼绍测头的标定:测头标定是矫正测头球相对主轴中心线的偏差和测头的长度误差以及探针球的半径误差。
1在以下几种情况下需要标定测头: a 第一次使用测头时。
b 测头上安装了新的探针。
c 怀疑探针弯曲或测头发生碰撞时。
d 周期性地进行标定以补偿机床的机械变化误差。
e 如果测头柄的重新定位的重复性差。
2 将已知内孔经的Master (随测头一起标定用的标准块)置于工作台且靠近主轴的一边。
a. 如图一所示用千分表将Master 沿着X 方向拉平后水平的固定在台 面上;b. 用千分表找正Master标位置(将其置于G54X- Y-中); c.在主轴上安装验棒(Testbar),移动 Z 轴并用块规测量master 的位置如图二所示 d.使w 轴在原点位置,譬如 Testbar 长度=350.311mm块规长度=30.00mm此时Z轴机械坐标为-1148.291mm (图一)(图二) e.设定标定时用的工件坐标系Z=-1148.291+(-30.0)+(-350.311)=-1528.602mm(将其置于G54Z--)f.执行T1M06(因为预先设定T01为测头专用);g.将测头安装到主轴上,擦干净测球并用千分表测量测球的跳动,如果跳动大需要重新调整(测头柄上四个方向均有调整螺丝);h.测头每次安装到主轴孔内时必须一致即不能旋转180度再安装,为了避免误差;3.完整标定测头需要O9801、O9802及其O9803或者O9804程序 标定程序依次说明:1.(O9801)测头长度的标定:格式如下:G65P9801Zz Tt;例题:在G54工件坐标系中设置X、Y、Z的值;O0001G90G80G40G0G54X0Y0G43H01Z100. (因测头通常设定为T01,激活1号补正,定位到100mm处) G65P9832 (旋转开启测头包含主轴定位)G65P9810Z10.F3000(保护定位移动)G65P9801Z0T1 (Z向标定,T1表示刀补号码)G65P9810Z100 (保护定位移动到Z100.0处)G65P9833 (旋转关闭测头)G28Z100. (参考点返回)H00 (取消刀补)M302(O9802)标定探针的X、Y方向偏心:格式:G65P9802Dd Zz上述D是表示标准块的内径值,当使用凸台标定时要使用Zz,省略时表示用孔来标定。
一、本次我们主要研究:如何检测机床的螺距误差。
因此我们主要的任务在于:1. 应该使用什么仪器进行测量2. 怎么使用测量仪器3. 怎么进行数据分析4. 怎么将测量所得的数据输入对应的数控系统二、根据第一点的要求,我们选择的仪器为:Renishaw 激光器测量系统, 此仪器检测的范围包括:1. 线性测量2. 角度测量3. 平面度测量4. 直线度测量5. 垂直度测量6. 平行度测量线性测量:是激光器最常见的一种测量。
激光器系统会比较轴位置数显上的读数位置与激光器系统测量的实际位置,以测量线性定位精度及重复性。
三、根据第二点的解释,线性测量正符合我们检测螺距误差的要求。
因此,我们此次使用的检测方法——线性测量。
总结以上我们的核心在于:如何操作 Renishaw 激光器测量系统结合线性测量的方法进行检测, 之后将检测得到的数据进行分析, 最后将分析得到的数据存放到数控系统中。
这样做的目的在于——提高机床的精度。
- 1 -第二章、基础知识2.1 什么是螺距误差?开环和半闭环数控机床的定位精度主要取决于高精度的滚珠丝杠。
但丝杠总有一定螺距误差, 因此在加工过程中会造成零件的外形轮廓偏差。
由上面的原因可以得知:螺距误差是指由螺距累积误差引起的常值系统性定位误差。
2.2 为什么要检测螺距误差?根据 2.1节, 检测螺距误差是为了减少加工过程中造成零件的外形轮廓偏差, 即提高机床的精度。
2.3 怎么检测螺距误差?(1安装高精度位移检测装置。
(2编制简单的程序,在整个行程中顺序定位于一些位置点上。
所选点的数目及距离则受数控系统的限制。
(3记录运动到这些点的实际精确位置。
(4将各点处的误差标出,形成不同指令位置处的误差表。
(5多次测量,取平均值。
(6将该表输入数控系统,数控系统将按此表进行补偿。
2.4 什么是增量型误差、绝对型误差?①增量型误差增量型误差是指:以被补偿轴上相邻两个补偿点间的误差差值为依据来进行补偿②绝对型误差绝对型是误差是指:以被补偿轴上各个补偿点的绝对误差值为依据来进行补偿2.5 螺距误差补偿的原理是什么?螺距误差补偿的基本原理就是将数控机床某轴上的指令位置与高精度位置测量系统所测得的实际位置相比较, 计算出在数控加工全行程上的误差分布曲线, 再将误差以表格的形式输入数控系统中。
对刀仪使用方法(总6页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除对刀仪使用方法随着加工中心的广泛使用,许多用户也开始使用刀具测量装置。
它不仅可以检测刀具的磨损情况,而且可实现自动补偿(通过修改刀补值实现),极大的提高了加工效率和精度。
另外,同时使用其刀具破损检测功能与刀具寿命管理功能,还可以实现自动寻找同组刀具的功能,节约了刀具检查和更换的时间。
但由于用户对测量原理不是很了解,使用时容易产生误区,有时补偿后的精度反而不如补偿前,这就使用户产生了迷惑,限制了测量装置的广泛使用。
本文以英国RENISH AW.html" target="_blank" class="keylink">雷尼绍(RENISHAW)公司TS27 R测头的安装调试为例,就如何更好的使用刀具测量装置做一详细介绍,供读者参考借鉴。
刀具测量的基本原理是利用系统的跳步功能(G31):在程序中指令“G31 Zx x x Fx x x”(与GO1的动作相同)。
但此时如果SKIP信号由“0”变为“1”时,Z轴将停止运动,再用宏程序控制坐标轴后退,然后再次碰触量块,反复测量并运算后得出刀具的实际长度和直径,最后修改系统宏变量从而达到修改刀补值的目的。
刀具测量装置的使用主要包括三个步骤:安装和接线;标定;测量。
1 安装和接线刀具侧量装置通常包括测头和信号转换装置(硬件)及相关的测量程序(软件包)。
测头(TS27R)安装在工作台上,并尽量远离加工区域,外部应加防护装置,使用前先将防护装置打开并将刀具用风吹干净(用M代码控制气动元件可实现自动),确保刀具表面无杂物,测量完成后关闭防护。
测头安装完成后,首先要调整测头接触面的平行度和直线度。
将一只百分表(或千分表DTI)吸在主轴头上,表头打在量块(圆形或方形)的上表面;用手轮控制X轴沿量块表面来回移动,观察表针变化,同时调整测头上的调节螺钉,使X向的直线度保证在0.010mm,调整好后紧固螺钉。
雷尼绍数控车床对刀仪的用途及设置1济南一机床集团李军摘要:文中着重引见了英国〝雷尼绍〞公司数控车床用对刀仪的种类、用途以及简明的任务原理,同时也简明引见了在数控车床上采用对刀仪对提高加工精度及加工效率的意义。
关键词:对刀仪种类及用途任务原理作为机械加工业中用量最大的数控车床,近些年来随国际经济的高速开展已迅速失掉普及。
明天,一个企业内拥有几十台甚至上百台数控车床早已不是什么稀罕事了。
但众所周知,运用数控车床的目地是提高工件的加工质量和效率。
可是运用过数控车床的人都知道,在一个工件的加工进程中,工件的装卸、刀具的调整等辅佐时间占用了加工周期中相当大的比例,其中的刀具调整更是既费事、又费力。
统计资料证明,完成一个工件的加工,纯机动时间大约要占总时间的55%,装、夹和对刀等辅佐时间却占到45%,这真实不是一个小数。
老话讲磨刀不误砍柴工,但在现代社会中,时间就是金钱,效率就是生命。
要多砍柴就必需向磨刀要效益,对时间停止分秒必争。
那么,在提高对刀效率方面我们还有什么好方法吗?实际证明,经过在数控车床上增设对刀仪装置即是一种向〝磨刀〞要时间的好方法。
以下,结合英国雷尼绍公司的对刀仪装置,谈谈它在构成、用途及简明任务原理等方面的知识:1、雷尼绍公司有哪几种对刀仪装置?目前在雷尼绍车床对刀仪系列产品中共有三种型号,其对刀的原理是一样的,只是按结构的复杂水平和操作的自动化水平分为低、中、高三档型号。
第一种,HPRA (H igh P recision R emovable A rm) 型:这是一种结构较复杂、价位低的型号,其特点是对刀仪的臂和基座之间是可分别的,运用时经过插拔机构把对刀仪臂装置至对刀仪基座上〔图1〕图1:HPRA型对刀仪的系统构成同时电器信号亦连通并进入可任务形状;用完后可将对刀臂从基座中拔出,放到适宜的中央以维护精细的对刀臂和对刀传感器局部不受灰尘、碰撞的损坏。
第二种,HPPA (H igh P recision P ulldown A rm) 型:这是一种较适用、中等价位的型号。